

Общие сведения о работах по двигателю Aston Martin V12 Vantage 5.9 L (2009–2017)
Оказываются комплексные работы по ремонту двигателя V12 510 л.с.: диагностика, измерения, разборка, обработка, сборка.
Назначение документа
Документ предназначен для описания объёма работ по восстановлению двигателя Aston Martin V12 Vantage 5.9 L 2009–2017 с мощностью 510 л.с. Описаны виды выполняемых процедур, их последовательность и назначение в рамках ремонта силового агрегата. Уточнены границы ответственности за измерения и дефектовку, стандарты приёмки деталей и критерии годности. Указаны требования к ведению учёта заменяемых компонентов и составлению отчётной документации. Предусмотрено подтверждение работ протоколами испытаний до и после ремонта.
Технические характеристики двигателя
Двигатель V12, рабочий объём 5.9 л, номинальная мощность 510 л.с. Частота вращения максимальная 7000 об/мин. Конфигурация V12, расположение поперечное. Система питания впрыск непосредственный с электронным управлением. Наддув отсутствует. Система смазки мокрый картер с масляным фильтром картриджного типа. Система охлаждения жидкостная с термостатом и электрическим вентилятором. Ход поршня и диаметр цилиндра 92.0×89.0 мм. Степень сжатия 11.3:1. Момент крутящий 570 Н·м при 5750 об/мин. Масса силового агрегата около 255 кг.
Предварительные операции перед диагностикой
Освободить доступ к узлам. Электрические цепи обесточены. Жидкости слиты в маркированную ёмкость. Документация приложена.
Осмотр внешнего состояния силового агрегата
Визуальный осмотр выполняется для выявления внешних дефектов и признаков утечек. Осматриваться корпус двигателя, масляные каналы, прокладки, болтовые соединения, крепления навесного оборудования. Фиксация повреждений производится фотопротоколом и в отчётной форме. Обнаруженные следы коррозии отмечаются с указанием локализации и степени поражения. Оцениваться наличие механических деформаций блоков и крышек. Проверяться состояние трубопроводов охлаждения и маслопровода, эластичных соединений и хомутов. Утечки фиксируются с указанием интенсивности.
Подготовка измерительного оборудования
Оборудование для контроля состояния двигателя V12 подлежит калибровке перед началом работ. Манометры для измерения давления масла подготавливаются с комплектом адаптеров, совместимых с резьбой масляных каналов двигателя 5.9 L. Компрессометр комплектуеться переходниками для свечных колодцев и уплотнительными прокладками. Источники питания и зарядные элементы проверяются на соответствие параметрам. Кабели и разъемы подвергаются осмотру на целостность изоляции. Калибровочные листы оформляются с указанием даты.
Диагностика и оценка состояния
Выполнение компьютерной и визуальной диагностики двигателя V12. Фиксация показателей, протоколирование дефектов, оценка ресурса.
Порядок выполнения визуальной диагностики
Визуальный осмотр двигателя проводится при статическом положении агрегата. Осмотр включает оценку состояния наружных поверхностей на предмет трещин, коррозии, масляных подтеков и следов перегрева. Крепёжные элементы осматриваются на наличие деформаций и ослаблений. Рекомендуется документирование выявленных дефектов фотографиями и описаниями в отчётной форме. Уплотнения и сальники проверяются на эластичность и наличие масляных следов. Электропроводка и разъёмы осматриваются на обугливание и коррозию. Уровень загрязнения воздухозаборной системы фиксируется в протоколе.
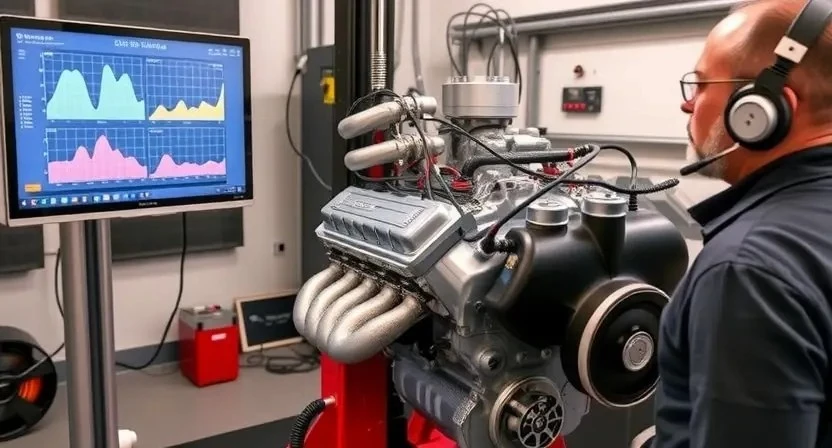
Процедуры функционального тестирования систем
Функциональное тестирование производится поэтапно. Подключение диагностического оборудования к ЭБУ выполняется для считывания кодов ошибок и параметров работы. Питание топливной системы переводится в режим контроля давления. Испытание системы запуска выполняется при контролируемых оборотах холостого хода. Контроль подачи масла осуществляется через манометр на магистрали высокого давления. Система зажигания тестируется по сигналам с катушек и датчиков положения. Испытания впуска и выпуска включают измерение перепадов давления и утечек. Логирование параметров сохраняется в отчёт.
Измерение компрессии цилиндров
Подготовка: демонтировать свечи. Подключение манометра в отверстие. Прокрутка стартером. Замеры по каждому цилиндру.
Подготовка к измерению компрессии
Двигатель установлен в стенде или удерживается на подъемнике. Обеспечение безопасности выполнено средствами блокировки зажигания и изоляции питающих цепей. Снятие свечей зажигания производится по очереди для каждого цилиндра. Система впуска герметизируется заглушками для предотвращения подсоса воздуха через впускной тракт. Электросистема управления переводится в режим тестирования с отключением форсунок. Привод газораспределения фиксируется штифтами по меткам корпуса. Батарея отключается при выполнении подготовительных операций. Манометр с адаптером подготавливается к подключению к свечному отверстию.
Методика проведения измерений и интерпретация результатов
Подготовка оборудования производится согласно регламенту: калиброванный компрессометр и манометр с адаптером для V12. Установка поршня в ВМТ фиксируется по меткам на маховике. Прокрутка коленвала выполняется стартером при отключенной подаче топлива и запальной системе. Снятие показаний компрессии производится по каждому цилиндру с выдержкой импульсов до стабилизации стрелки. Запись значений выполняется в протокол. Отклонение по цилиндрам оценивается относительно номинала и допустимых расхождений. Давление масла измеряется при рабочей температуре и частоте вращения холостого хода, затем при повышенной нагрузке; регистрируются максимальные и минимальные значения. Интерпретация результатов основывается на сравнении с паспортными данными и на выявлении перепада между цилиндрами, на основе которого определяется степень износа и возможные дефекты уплотнений, клапанов или каналов смазки.
Измерение давления масла
Подготовка системы смазки к проверке производится. Подключение манометра к масляному каналу, фиксирование давлений в разных режимах.
Подготовка системы смазки к проверке
Слив масла производится в закрытую ёмкость с последующей утилизацией по нормативам. Поддон картера демонтируется для визуальной оценки состояния магнитных пробок и наличия металлической стружки. Фильтр масляный подлежит замене перед тестированием для исключения искажения результатов. Подключение манометра осуществляется к штатному штуцеру давления масла через переходник с калиброванной шкалой. Масляный насос очищается от загрязнений и проверяется на свободный ход в тенде. Заполнение системы свежим моторным маслом согласно спецификации производителя и контроль уровня масляным щупом. Прогрев двигателя производится до рабочего температурного режима для стабилизации вязкости и давления. Фиксация показаний производится при нескольких режимах оборотов и документируется для последующей интерпретации.
Методика измерения и допустимые значения
Подготовка: снятие заглушек свечей, отключение питания системы зажигания, установка манометра на каждый цилиндр. Прокрутка коленвала стартером до появления стабильного показания давления. Для измерения использовать калиброванный компрессометр с адаптером штатного типа. Показания фиксировать после трёх полных оборотов коленвала. Допустимое давление по каталогу двигателя равно 12,0–14,5 бар. Разница между цилиндрами не более 0,5 бар. При отклонениях выполняется дальнейшая диагностика клапанного механизма, системы питания и поршневой группы.
Снятие и подготовка к разборке двигателя
Оценка состояния кузова и подрамника перед демонтажем двигателя выполнена. Подготовка места работ и маркировка электрических разъёмов произведены.
Слив рабочих жидкостей осуществлён в ёмкости с последующей утилизацией. Отсоединение крепежных элементов и агрегатов выполнено с фиксацией порядка снятия.
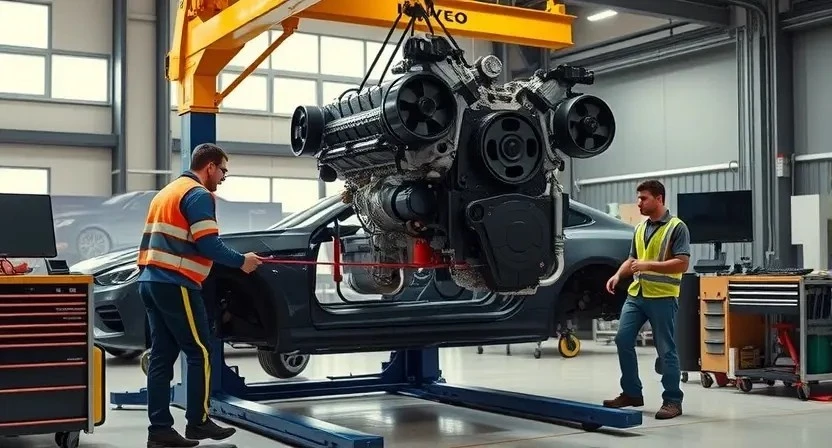
Последовательность демонтажа агрегата с автомобиля
Отключение аккумуляторной системы проводится перед началом работ. Слив моторного масла и охлаждающей жидкости выполняется в подготовленную тару; сбор химических отходов производится согласно нормам. Демонтаж навесного оборудования производится поэтапно: генератор, компрессор кондиционирования, трубопроводы и электропроводка. Съем воздухозаборной системы и впускного коллектора выполняется для освобождения доступа к крепежу. Отсоединение топливных магистралей и контуров управления производится с фиксацией штуцеров. Подвес двигателя к траверсе осуществляется при помощи подъемного механизма; крепление двигателя к коробке передач временно оставляется для центровки. Ослабление и снятие опор двигателя производится последовательно с контролем положения агрегата. Снят агрегат помещается на стапель с поддоном для обслуживания; маркировка и упаковка крепежных элементов выполняется по партиям.
Отметка и упаковка снятых узлов и деталей
Маркировка деталей производится по уникальным кодам, указывающим позицию и ориентацию при демонтаже. Применение стойких меток с кодировкой считается обязательным для компонентов ГРМ, блока цилиндров, головок и масляного насоса. Помещение деталей в индивидуальные контейнеры с амортизацией и влагозащитой выполняется для предотвращения коррозии и механических повреждений. На ярлыках указывается номер партии, дата демонтажа, измеренные параметры и выявленные дефекты. Сопроводительная документация формируется с перечнем вложений, фотографиями и результатами первичной дефектовки. Хранение комплектов организуется на стеллажах с температурным и влажностным контролем.
Разборка и дефектовка
Демонтаж узлов произведён. Детали маркированы. Износ измерен. Дефекты зафиксированы в отчёте и классифицированы по степени.
Технология поэтапной разборки блока цилиндров и ГРМ
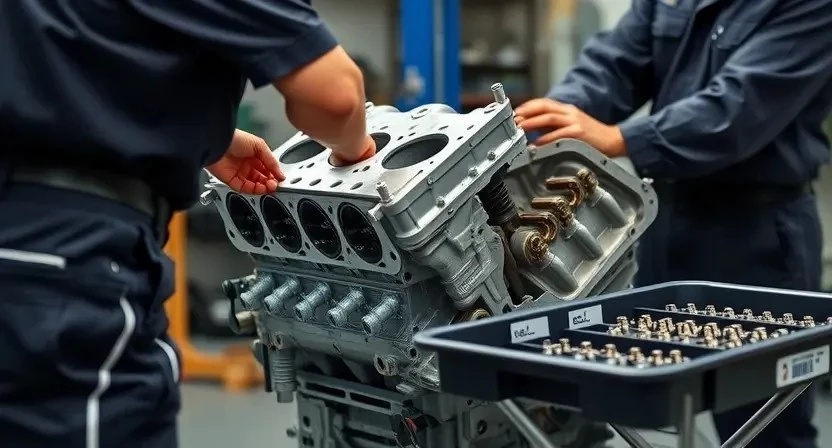
Описание последовательности демонтажа узлов двигателя V12 5.9 L. Снятие воздуховодов и впускного коллектора производится для обеспечения доступа к верхним крышкам ГРМ. Демонтаж верхних крышек клапанов выполняется с маркировкой расположения компонентов. Снятие ремней привода и натяжителей осуществляется после установки фиксирующих приспособлений для валов. Снятие распредвалов выполняется по схеме, обеспечивающей сохранность шламоуловителей и сальников. Сбор болтовых соединений производится по группам и маркируется.
Снятие головки блока цилиндров выполняется после отсоединения магистралей и датчиков. Отмывка сопрягаемых поверхностей производится до дефектовки. Блок цилиндров освобождается от поршневой группы последовательно, с фиксацией положения шатуна и штифтов. Упаковка снятых деталей производится в индивидуальную тару с маркировкой. Сопряжение деталей регистрируется в отчётной документации.
Процедуры дефектовки основных деталей
Визуальный осмотр поверхности блока и головки выполняется для выявления трещин, раковин и коррозии. Контроль геометрии производится измерительными приборами: индикатором, микрометром, штангенциркулем. Поршни и венцы подвергаются оценке износа по диаметру и наличию деформации. Коленчатый вал проверяется на биение и остаточную кривизну. Вкладыши оцениваются по износу фасок и толщине рабочего слоя. Клапаны и направляющие измеряются на свободный ход и посадочные поверхности. Система смазки осматривается на наличие отложений и забоин. Результаты фиксируются в отчётной форме с перечнем дефектов и рекомендованными операциями.
Шлифовка и расточка блока цилиндров
Контроль геометрии блока произведён. Определение износа по цилиндрам выполнено. Расточка до ремонтного размера подготовлена.
Контроль геометрии блока перед обработкой
Визуальная оценка поверхности расточки производится для выявления трещин и коррозии. Измерение плоскостности поверхности выполняется с использованием поверочной плиты и щупов, при зазоре более 0,05 мм фиксируется необходимость восстановления; Контроль цилиндрических поверхностей производится внутренним микрометром и хромированным калибром. Конусность и овальность фиксируются по результатам измерений на трех уровнях каждого цилиндра. Замер высоты шпилек и отверстий под болты осуществляется высотомером. Документирование результатов производится на бланке дефектовки.
Параметры шлифовки и расточки, допуски
Контроль геометрии блока производится перед обработкой. Измерение биения плоскости выполняется микрометром и индикатором; допустимый перепад по плоскости блока 0,08 мм. Шероховатость рабочей поверхности цилиндров после расточки должна составлять Ra 0,4-0,8 мкм. Диаметр цилиндра после расточки указывать с допуском +0,02 мм относительно ремонтного размера. Концентричность канавок и осевая симметрия поддерживаются в пределах 0,03 мм. Допуск на конусность рабочей поверхности 0,02 мм на длину хода поршня. Допуск торцевой плоскости для сопряжения с ГБЦ 0,05 мм.
Замена поршней, вкладышей и колец
Замена поршней производится с подбором по диаметру; вкладыши заменяются по допуску; кольца подбираются по натягу.
Требования к подбору комплектующих и допускам
Подбор комплектующих для двигателя V12 5.9 L производится по каталожным номерам производителя и техническим условиям. Применение деталей с несоответствующими размерами исключается. Поршни подбираются по диаметру в нескольких классах посадки. Вкладыши комплектуются с учётом масляного зазора и допуска на ovality. Кольца подбираются по наружному диаметру и толщине для обеспечения компрессии и маслосъёма. Головка блока комплектуется прокладками с толщиной, обеспечивающей требуемый степень сжатия. Подшипники коленвала подбираются по внутреннему диаметру и допуску износа. Рекомендованные допуски проводятся в соответствии с заводскими паспортными значениями и записываются в отчет.
Технология установки поршневой группы и замера зазоров
Подготовка поршневых колец и вкладышей производится по каталожным номерам и заявленным допускам производителя. Установке подлежат поршни с указанием ориентации маркировки к выпускной стороне. Применение смазки на рабочие поверхности выполняется контрольными объёмами, нанесение равномерное. Посадка шатунных крышек производится по маркированным позициям, момент затяжки фиксируется в протоколе. Замер осевого люфта коленвала производится щупом и индикатором, результаты фиксируются для сравнения с каталогом. Замеры радиальных зазоров вкладышей выполняются после нагрева корпуса до рабочей температуры, значения сверяются с допусками. Регистрация данных выполняется в отчётной форме.
Работы с головкой блока цилиндров (ГБЦ)
Разборка ГБЦ произведена. Измерены плоскости и каналы. Обработка седел и направляющих выполнена согласно допускам производителя.
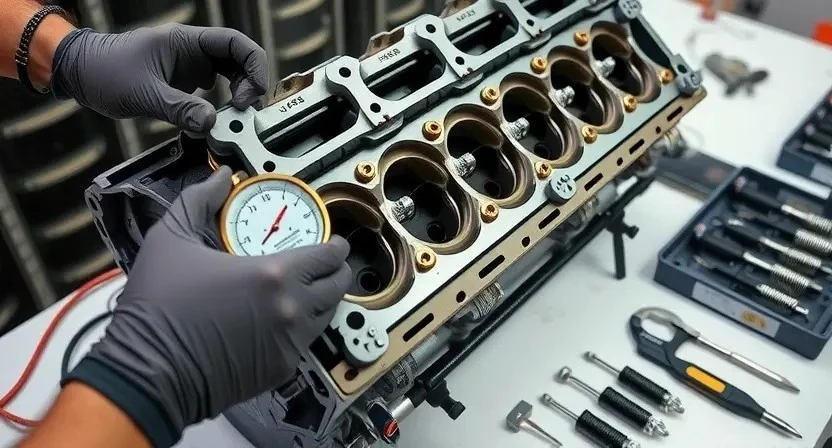
Разборка и дефектовка ГБЦ
Осуществление демонтажа головки блока цилиндров производится после маркировки привалочных поверхностей и снятия навесных агрегатов. Крепежные элементы отметятся и размещаются по зонам для исключения путаницы. Последовательное снятие клапанных механизмов и направляющих производится с фиксацией положения компонентов. Сальники и уплотнения подлежат извлечению и учёту состояния.
Дефектовка включает измерение плоскостности привалочной поверхности микрометром и щупом, контроль герметичности камер сгорания методом опрессовки, оценку износа седел клапанов визуальным и инструментальным методами, проверку направляющих на боковой люфт измерением внутренним микрометром. Повреждения фиксируются в протоколе с указанием размеров и требуемых операций по восстановлению.
Обработка седел клапанов и сборка ГБЦ
Проведение зачистки седел клапанов и формирование углов посадки выполняется с применением специализированных фрез и притирочных насадок. Контрольная калибровка профиля седла измеряется микрометром и калиброванными щупами. Замена направляющих производится при превышении износа по внутреннему диаметру, установке подлежат комплектующие с номерами OEM. Толщина прокладки головки фиксируется штангенциркулем с последующей сверкой плоскостности рабочей поверхности. Сборка головки производится по моментам затяжки в указанной последовательности с применением динамометра. Проверка посадки клапана осуществляется посредством создания статического давления в цилиндре и визуальной фиксации герметичности соединения. Реестр применённых деталей и результатов измерений включается в отчётную документацию.

Сборка двигателя и контрольные операции
Сборка произведена по чертежам; моменты затяжки соблюдены; контрольные измерения выполнены; записи внесены в журнал.
Последовательность сборки узлов и натяжение крепежа по моментам
Сборка производится в последовательности, обеспечивающей сохранность допусков и геометрии. Установке подвергаются коленчатый вал, шатунные и коренные вкладыши, поршни с кольцами, крышки коренных крышек и маховик. Натяжение крепежа производится по установленным моментам в несколько этапов: первоначальная затяжка малым моментом, промежуточная затяжка и окончательная доворотка с указанным угловым приработком. Моменты затяжки и углы приводятся в заводской документации. Применение динамометрического ключа обязательно. Контроль плоскостей и совмещения отверстий выполняется после каждого этапа сборки.
Контрольные замеры после сборки
Контроль геометрии производится после окончательной сборки двигателя V12 5.9 L. Замеры плоскостей сопряжения ГБЦ и блока выполняются при помощи плоскопараллельной рейки и индикатора; допуск по плоскостности 0,05 мм. Замеры биения коленчатого вала проводятся индикатором с установленной шестерней коленвала; предел биения 0,03 мм. Контроль бокового зазора шатунных вкладышей выполняется микрометром и нутромером; зазор в пределах 0,030–0,075 мм. Контроль натяжения крепежа производится динамометрическим ключом с протоколированием моментов.

Обкатка двигателя после капитального ремонта
Обкатка производится по установленному циклу: прогрев, ступенчатое увеличение оборотов, контроль утечек и параметров масла.
Режимы и продолжительность обкаточных циклов
Обкатка двигателя производится в несколько этапов с контролируемыми режимами работы. Начальный этап заключаеться в коротких прогревах на низких оборотах для стабилизации температурного режима и уплотнения элементов поршневой группы. Средний этап включает постепенное увеличение нагрузки и оборотов при контроле давления масла и температуры охлаждающей жидкости. Завершающий этап заключается в длительной работе при чистом режиме движения с переменной нагрузкой для формирования износа и контроля герметичности.
Интервалы времени для каждого этапа заданы по показателям: начальный 30–60 минут, средний 2–4 часа с циклами изменения оборотов, завершающий 50–150 км пробега при умеренных нагрузках. Контроль параметров осуществляется измерениями давлений, температур и диагностическими протоколами. Фиксация результатов производится в бланке обкатки со сроками и зафиксированными значениями. Регистрация тревог и аномалий выполняется отдельно.
Контроль параметров в процессе обкатки
Время обкатки фиксируется в протоколе. Регистрация оборотов двигателя производится через диагностический интерфейс с периодичностью записи каждые 5 минут. Давление масла регистрируется манометром высокого давления при рабочих температурах, с занесением показаний в журнал через интервалы 10 минут. Температура охлаждающей жидкости контролируется датчиком с записью минимум, максимум и средних значений. Уровень вибрации фиксируется акселерометром на опоре двигателя. Параметры топлива и угла опережения зажигания считываются блоком управления с записью ошибок; Фиксация расхода масла и потеря давления сопровождаются немедленным протоколированием. Отклонения от эталонных параметров приводят к повторной диагностике.

Настройка и окончательная проверка систем
Настройка топливной и впускной систем производится. Калибровка ЭБУ выполнена. Проверка ошибок и параметров завершена.
Настройка топливной и впускной систем
Настройка топливной системы производится с акцентом на обеспечение штатного давления и синхронизацию форсунок. Контроль топлива осуществляется путем подачи эталонного давления через регулятор и снимаемых показаний датчиков; Проверка подачи выполняется по фазам работы двигателя при разных нагрузках. Исправность топливных магистралей подтверждается испытанием на протечку и утечку давления под нагрузкой.
Настройка впуска включает регулировку положения дроссельной заслонки и синхронизацию впускных коллекторов. Калибровка датчиков давления и температуры воздуха осуществляется с применением поверенных приборов. Вентиляция картера и система рециркуляции подлежат оценке герметичности. Внесённые параметры фиксируются в отчёте о работах.
Калибровка систем управления двигателем и проверка ошибок
Калибровка электронных блоков управления производится специализированным диагностическим оборудованием. Инициализация адаптаций выполняется после механической сборки и подготовки датчиков. Корректировка значений топливоподачи и углов опережения зажигания осуществляется через программные карты в соответствии с эталонными параметрами производителя.
Считывание кодов неисправностей выполняется средствами OBD-II с сохранением логов. Активация тестовых режимов и фиксация отклонений выполняется для всех контролируемых цепей. Протоколирование результатов и формирование заключения о состоянии систем производится в отчетном документе.
Финальная оценка состояния и передача в эксплуатацию
Сформирован отчёт о выполненных операциях, проведены контрольные замеры, подготовка к передаче в эксплуатацию выполнена.
Формирование отчёта о проведённых работах и измерениях
Оформление отчёта производится в структурированном виде. Включение данных по диагностике, измерениям компрессии и масляного давления, протоколам функциональных испытаний. Указание перечня работ: снятие, разборка, дефектовка, шлифовка, расточка, замена поршней, вкладышей, колец, обработка ГБЦ, обкатка, настройка. Приведение результатов замеров с единицами и допусками. Фиксация применённых материалов и деталей с серийными номерами. Указание установленных моментов затяжки и контрольных значений. Протокол подписывается уполномоченным лицом и скрепляется актом выполненных работ.
Рекомендации по дальнейшей эксплуатации и периодичности контроля
Установленные компоненты подлежат контролю по регламенту, изложенному ниже. Пусконаладочные операции выполняются перед передачей в эксплуатацию. Периодичность контрольных измерений компрессии и давления масла установлена интервалом 6 месяцев или 5000 км пробега, в зависимости от того, что наступит раньше. Замены фильтров и масел запланированы каждые 12 месяцев или 10000 км пробега. Диагностика электронных систем производится при каждом техническом обслуживании. Регистрация параметров и протоколирование измерений обязательны; Хранение протоколов производится в архиве обслуживания.