
Предмет документа
Описана услуга ремонта двигателя Lincoln Nautilus 2.0 Turbo 250 л.с. (2019–н.в.). Перечислены виды работ: диагностика‚ разборка‚ дефектовка‚ ремонтные операции.
Определение перечня работ‚ выполняемых по двигателю Lincoln Nautilus 2.0 Turbo 250 л.с. (2019–н.в.). Включение операций диагностики и оценки состояния. Указание методов измерения компрессии и давления масла. Описание технологических операций снятия двигателя с автомобиля и разборки узлов. Перечисление этапов дефектовки с фиксацией результатов измерений. Описание абразивной обработки цилиндров и коленчатого вала с указанием допустимых натягов. Перечисление заменяемых компонентов: поршни‚ кольца‚ вкладыши‚ головка блока цилиндров. Указание назначения обкатки после сборки и процедур настройки системы управления двигателем. Фиксация требований к оформлению отчётной документации после завершения работ.
Цель и область применения
Определение цели обслуживания направлено на восстановление рабочего состояния двигателя Lincoln Nautilus 2.0 Turbo 250 л.с. (2019–н.в.). Цель документации, изложение перечня выполняемых операций и их результата при проведении диагностики‚ оценке состояния‚ измерении компрессии и давления масла‚ снятии‚ разборке‚ дефектовке‚ шлифовке и расточке цилиндров‚ замене поршней‚ колец и вкладышей‚ ремонте головки блока цилиндров‚ последующей обкатке и настройке управления.
Область применения ограничена двигателями указанной модели и годового диапазона. Применение регламентированных процедур предполагается при эксплуатационных сбоях‚ снижении компрессии‚ падении давления масла‚ выявлении вибраций‚ повышенного расхода топлива или дыма из выхлопа. Документ предназначен для использования в производственных условиях автосервиса и для представления технического обоснования выполненных работ‚ включая перечень измерений‚ предельных размеров и допусков‚ использованных инструментов и материалов‚ а также порядка оформления результатов контроля состояния двигателя после ремонта.

Техническая информация по двигателю
Конструкция и основные параметры
Двигатель 2.0 Turbo‚ 250 л.с.‚ 4-цилиндра‚ турбонаддув‚ непосредственный впрыск. Диапазон рабочих оборотов и параметры давления масла указаны в спецификации.
Описание конструктивных особенностей двигателя Lincoln Nautilus 2.0 Turbo 250 л.с. (2019–н.в.). Четырёхцилиндровый бензиновый двигатель с непосредственным впрыском и турбонаддувом. Блок цилиндров изготовлен из алюминиевого сплава. Ход поршня и диаметр цилиндра заданы заводскими допусками. Газораспределительный механизм с двумя распределительными валами на цилиндровую головку. Система охлаждения интегрирована в блок и головку с каналами для циркуляции охлаждающей жидкости. Система смазки с масляным насосом шестерного типа и фильтрацией посредством картриджа; Турбокомпрессор с электронным управлением давления наддува и системой изменения геометрии не используется; регулирование осуществляется перепускным клапаном. Впускной коллектор с системой изменения длины впускного тракта. Система рециркуляции отработавших газов выполнена с байпасом и электронным клапаном. Максимальная мощность заявлена на уровне 250 л.с. при определённых оборотах; максимальный крутящий момент достигается в узком диапазоне оборотов. Топливная аппаратура рассчитана на бензин с октановым числом‚ указанным в сервисной документации. Рабочие параметры и допуски указаны в заводских чертежах и табличных данных‚ используемых при дефектовке и ремонтных операциях.
Типичные неисправности и причины
Частые случаи потери мощности связаны с нарушением уплотнения поршневых колец. Износ канавок и повреждение колец приводят к снижению компрессии и повышенному масложору. Неправильная топливоподача вызывает детонацию и непрогнозируемое повышение температуры. Засорение фильтров и интеркулера уменьшает наддув и ухудшает наполнение цилиндров. Поломка турбокомпрессора объясняется разрушением лопаток при попадании посторонних предметов или при недостатке смазки.
Частые утечки масла наблюдаются при износе уплотнений и сальников. Повреждение вкладышей коленчатого вала возникает при загрязнении масла металлическими микрочастицами. Дефекты головки блока проявляются в прогарах прокладки и деформации плоскости‚ что ведёт к смешению охлаждающей и моторной жидкостей.
Электроника управления фиксирует ошибки при неисправности датчиков давления масла и положения коленвала. Подшипниковые повреждения обнаруживаются при повышенной вибрации и характерных шумовых симптомах. Закоксование впускных клапанов обнаруживается при использовании топлива с высоким содержанием присадок.

Подготовка к диагностике
Требования к технической документации
Предоставление сервисной документации по двигателю. Обеспечение доступа к электрическим схемам‚ моментам затяжки‚ спецификациям масла и размеров уплотнений.
Наличие заводской сервисной инструкции по двигателю Lincoln Nautilus 2.0 Turbo 250 л.с. (2019–н.в.) обязательно. Инструкция должна содержать каталожные номера узлов‚ спецификации материалов‚ допускаемые посадочные и сопряжённые размеры‚ момент затяжки резьбовых соединений‚ последовательности сборки и разборки‚ схему системы смазки и схемы системы охлаждения‚ описание системы турбонаддува и средств управления. Необходимы электрические схемы и калибровочные таблицы для блоков управления двигателя и турбины. Протоколы испытаний и методики измерений компрессии и давления масла должны соответствовать установленным стандартам. Требуется перечень специальных инструментов‚ приспособлений и измерительных средств с указанием предельных отклонений. Наличие паспорта на заменяемые детали и сертификатов соответствия материалов обязательно. Регистрация всех нормативов и изменений в исполнительной документации обеспечивается отметками и подписями уполномоченных лиц.
Оборудование и измерительные средства
Перечень оборудования для ремонта двигателя Lincoln Nautilus 2.0 Turbo 250 л.с. (2019–н.в.). Включены инструменты и приборы‚ применяемые при диагностике‚ демонтаже‚ дефектовке и механической обработке деталей.
Для диагностики: стенд для проверки турбонагнетателя‚ испытательный стенд для системы охлаждения‚ компрессометр с адаптерами под свечные отверстия‚ манометр для измерения давления масла с адаптером под резьбовое подключение в корпусе фильтра.
Для разборки и сборки: набор динамометрических ключей‚ съемники подшипников и шкивов‚ пресс монтажный‚ позиционирующий поддон и траверса для снятия двигателя.
Для дефектовки: микрометр‚ индикатор часового типа с магнитной станиной‚ нутромер для цилиндров‚ щупы пластинчатые‚ кольцомер. Контроль износа допускается выполнять на поверенных мерках.
Для механической обработки: вертикальный и горизонтальный станок- расточник цилиндров‚ балансировочный станок для коленчатого вала‚ хонинговальный агрегат‚ шлифовальный станок для коленвала. Шлифовальный круг подбирается по материалу и зернистости.
Для измерений и контроля размеров поверхностей: калибры резьбовые‚ шаблоны плоскостности‚ индикатор шероховатости‚ профильные микрометры. Электронные приборы калибруются метрологической службой перед использованием.
При необходимости контроля герметичности системы охлаждения и масляных каналов допускается применение вакуумного тестера и установки для герметизации под давлением. Допускаемые методы и предельные значения должны быть зафиксированы в рабочей документации сервиса.
Склад измерительных средств предусматривает учёт по инвентарным номерам. Поверочные листы и протоколы измерений сохраняются в отчётной документации для каждой ремонтной операции;
Диагностика и оценка состояния
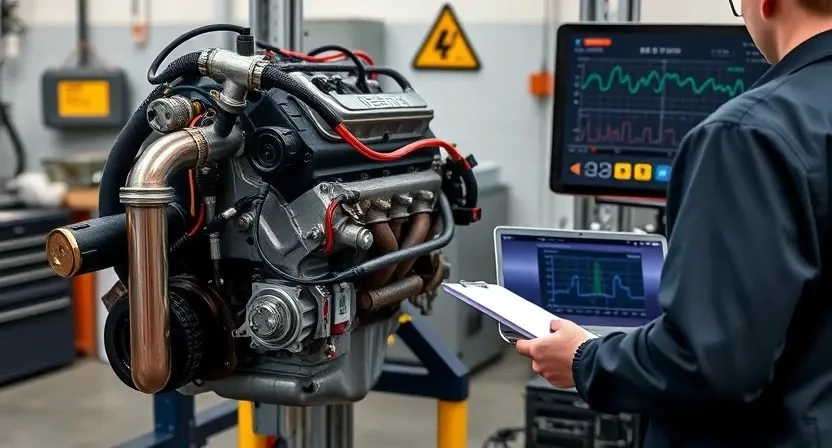
Визуальный осмотр выполняется по этапам. Измерение компрессии и давления масла производится с калиброванными приборами. Составляется отчёт о состоянии.
Визуальный осмотр и предварительная оценка
Визуальный осмотр корпуса и навесного оборудования двигателя Lincoln Nautilus 2.0 Turbo 250 л.с. (2019–н.в.) проводится для установления видимых повреждений и признаков утечек. Осмотр включает состояние масляных следов‚ впускного коллектора‚ выпускной системы‚ турбокомпрессора‚ патрубков и крепёжных элементов. Фиксация коррозии и механических деформаций производится в отчётной документации. Состояние ремней‚ роликов и зубчатых соединений оценивается на износ и повреждения. Состояние электрических разъёмов и проводки проверяется на наличие оплавлений и окисления. Наличие посторонних включений в масле и следы перегрева на внешних поверхностях фиксируются отдельно. Поддоны и крепления исследуются на трещины и течи. Давление в системе охлаждения предварительно измеряется при холодном двигателе. Результаты визуального осмотра используются для направления последующих диагностических операций и формирования перечня измерений компрессии и давления масла.
Измерение компрессии
Подготовка рабочего места: обеспечить чистоту горловин и доступ к свечным колодцам. Отключение подачи топлива производится путём отключения топливного насоса или снятия предохранителя. Система зажигания переводится в состояние‚ обеспечивающее отсутствие искрообразования. Демонтаж свечей зажигания производится с применением торцевого ключа с трещоткой или воротка для предотвращения повреждений. Применение манометра компрессии с адаптером‚ совместимым с резьбой свечных колодцев‚ обеспечивается. Запуск проверки производится кратковременным проворачиванием коленвала стартером до стабилизации показаний. Снятие показателей компрессии выполняется в цилиндрах поочерёдно. Результаты фиксируются в протоколе измерений с указанием максимального и минимального значения‚ а также разницы между цилиндрами. Оценка проводится по заводским стандартам давления для модели. В случае разницы более допустимой величины проводится дальнейшая дефектовка клапанного механизма и состояния поршневой группы.
Измерение давления масла
Определение давления масла производится с применением манометра с градуировкой‚ соответствующей диапазону работы двигателя Lincoln Nautilus 2.0 Turbo 250 л.с. Подготовка включает отключение источников питания‚ установка диагностического оборудования‚ слив топлива при необходимости для исключения воспламенения. Подключение манометра выполняется к выводу давления масла на блоке через штатный или адаптированный переходник. Старт двигателя производится на прогретом состоянии до рабочей температуры. Фиксация показаний ведётся при холостом ходе‚ при оборотах 2000–3000 мин-1 и при повышенной нагрузке эмулированной дросселированием. Сравнение результатов осуществляется с нормативными значениями производителя‚ указание на понижение давления фиксируется как признак износа масляного насоса‚ забитого масляного фильтра‚ дефекта маслопроводов или повышенных зазоров в подшипниках. Регистрируются минимальные и максимальные значения‚ повторяемость измерений подтверждается не менее трёх циклов замера. Результаты вносятся в отчёт с указанием температуры масла и окружающей среды‚ конфигурации установленного фильтра и применённых адаптеров. При выявлении несоответствий производится планирование дальнейших диагностических операций‚ включая проверку масляного насоса‚ промывку магистралей и визуальный контроль подшипников‚ с указанием последовательности работ и требований к запасным частям.
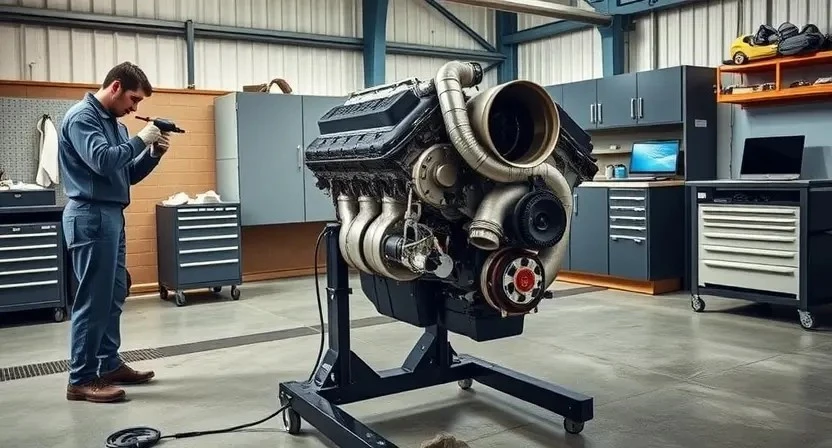
Снятие двигателя с автомобиля
Определение объёма работ производится по результатам предварительной диагностики. Демонтаж навесного оборудования выполняется по этапам: снятие впускной системы‚ удаление выпускного коллектора‚ отсоединение топливных магистралей. Электрические разъёмы маркируются. Охлаждающая система отключается с сливом антифриза в ёмкость. Топливная система опорожняется и герметизируется. Аккумуляторная батарея отключается и изолируется. Трансмиссия отсоединяется от коленчатого вала. Подрамник и крепления двигателя освобождаются после фиксации агрегата на подъёмном оборудовании.
Подвеска двигателя фиксируется стропами‚ опора поднимается оформленными стропами и траверсой. Разъединение креплений производится последовательными этапами с протоколированием момента затяжки и положения. Отсоединённый агрегат опускается на подставку с противооткатными элементами и маркируется для дальнейшей транспортировки в цех дефектовки.
Разборка двигателя
Снятие навесных частей и агрегатов производится по этапам. Демонтаж головки и коленвала выполняется с маркировкой деталей. Фиксация и упаковка компонентов обеспечивается.
Последовательность разборки узлов
Снятие навесных агрегатов производится перед отсоединением коммуникаций. Демонтаж воздушного коллектора и впускного тракта выполняется с сохранением уплотнений. Отверстия‚ содержащие электроразъёмы‚ закрываются заглушками. Слив охлаждающей жидкости и масла производится в подготовленную ёмкость. Система выпуска и турбонагнетатель отсоединяются отдельными комплектами. Корпус фильтра снимается вместе с элементом фильтрации. Крепления ГБЦ ослабляются по заданной схеме; болты маркируются и укладываются по порядку. Съём поршневой группы производится после демонтажа масляного поддона и постелей шатунных вкладышей. Коленчатый вал фиксируется при вынимании шатунных штифтов. Блок цилиндров ставится на опору для механической обработки после маркировки поверхностей и фасок. Все детали помещаются в лотки с идентификацией позиции и состояния.
Маркировка и учёт деталей
Фиксация состояния деталей выполняется при разборке двигателя Lincoln Nautilus 2.0 Turbo 250 л.с. (2019–н.в.). Каждый узел и компонент подлежит идентификации посредством уникального номера и краткой характеристики состояния. Нанесение маркировки производится устойчивыми маркерами по металлу или применением клейких бирок с кодом. Фотофиксация выполняется до и после выполнения операций с деталями. Сопроводительная ведомость формируется в электронном и бумажном виде с указанием идентификатора‚ типа детали‚ размера‚ выявленного дефекта‚ меры по ремонту и рекомендуемой дальнейшей судьбы детали. Позиционирование снятых компонентов по агрегатным местам отражается в таблице расположения с привязкой к порядковому номеру цилиндра или месту установки. Хранение помеченных деталей производится в контейнерах с ячейками‚ снабжённых отметками по очередности установки и размерами критических допусков. Описание операций по маркировке включается в отчёт о демонтаже для последующей дефектовки и сборки‚ и вносится в базу данных цеха с привязкой к номеру заказа и VIN автомобиля.

Дефектовка и измерения
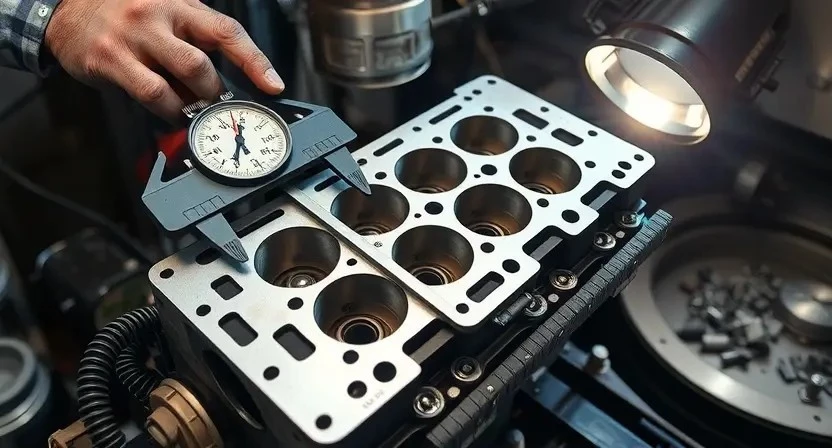
Проведение дефектовки производится по операциям: контроль цилиндра‚ измерение зазоров‚ замер биений. Результаты фиксируются в журнале с указанием допусков.
Контроль рабочего цилиндра
Определение состояния рабочего цилиндра производится последовательными измерениями и визуальной оценкой. Измерение компрессии выполняется специализированным манометром при прокрутке коленчатого вала стартером. Стандартные значения давления фиксируются в нормативной документации на двигатель Lincoln Nautilus 2.0 Turbo 250 л.с. (2019–н.в.). Отклонения от нормы регистрируются по цилиндрам с указанием величины в кПа или бар. Проведение испытания на утечку производится для уточнения причин падения компрессии. Протокол испытания включает кривые давления и время спада.
Осмотр камер сгорания проводится после частичной разборки головки блока цилиндров при наличии признаков утечки или детонации. Измерение зазоров клапанов и состояние седел фиксируются отдельно. Для определения износа поршневых колец выполняется измерение компрессионного разрыва колец в канавках и измерение поперечного зазора с использованием щупов. Результаты измерений вносятся в дефектовочную ведомость с указанием допускаемых пределов и рекомендаций по восстановлению: хонингование цилиндров‚ смена поршней‚ замена комплектов колец‚ ремонт седел клапанов‚ шлифовка направляющих. Оценка износа уплотнений и состояние маслосъемных колец отражаются в итоговом отчёте с указанием планируемых операций и требуемых размеров деталей.
Проверка коленчатого вала и шатунов
Проведение контроля коленчатого вала выполнять с демонтажем привода и навесного оборудования. Визуальный осмотр поверхности шейки и шеек опор выполняется при освещении не менее 1000 лк. На поверхности фиксирование рисок‚ задиров‚ следов коррозии и износа. Контроль биения шейки коленвала производится индикатором со стойкой при повороте вала под нагрузкой. Прямолинейность шатунов измеряется микрометром по длине шатуна и по результатам измерений фиксируется отклонение от заводских параметров. Измерение диаметра шеек выполняется круговым индикатором и отверстиями шаблона. Проверка шатуна на трещины производится магнитопорошковым методом на допускаемой толщине покрытия. Оценка износа соединения шатуна с пальцем производится по зазору в посадочном месте и по величине бокового люфта. При выявлении превышения допустимых размеров зафиксированы показатели для последующих ремонтных операций или замены узла.
Оценка состояния поршней и колец
Извлечение поршневой группы производится при выполненной разборке блока. Визуальный осмотр поверхности поршней проводится под увеличением для выявления ожогов‚ трещин‚ задиров и деформаций. Измерение диаметра поршня выполняется микрометром в трёх плоскостях на расстоянии‚ указанном в заводской документации. Контроль зазора поршня в цилиндре производится нутромером и калиброванной линейкой. Определение износа поршневых канавок производится щупом и микроскопом‚ фиксируется степень выработки и наличие задиров. Замеры толщины компрессионных и маслосъёмных колец выполняются микрометром; замер зазора в замке кольца проводится в цилиндре с использованием калиброванной рейки. Измерение цилиндрического конуса и овальности цилиндров производится внутренним микрометром с учётом температурного коэффициента. Оценка поверхностного состояния поршней включает установку соответствия по породе алюминиевого сплава и толщине хромирования‚ при наличии. Фиксация результатов выполняется в форме протокола с указанием предельных норм и действительных величин. Решение о ремонте или замене принимается на основании сравнительного анализа измеренных величин и допусков‚ указанных в технической документации производителя.
Проверка вкладышей и подшипников
Визуальный осмотр вкладышей и подшипников произведён при снятом коленчатом вале. Поверхности оценены на износ‚ борозды‚ задиры и следы перегрева. Отклонения зафиксированы в протоколе измерений. Измерение бокового люфта выполнено микрометром и щупом; значения сопоставлены с нормативными величинами производителя. Измерение овальности постелей выполнено индикатором часового типа; превышение допуска отмечено как дефект. Контроль зазоров масляных каналов произведён просветной проверкой и промывкой масляной системы. Вкладыши проверены на смещение в посадочных местах. Повреждения поверхности отмечены как причина снижения давления масла. Снятие и маркировка деталей произведены для дальнейшей дефектовки. Результаты измерений внесены в акт дефектовки с предложением перечня ремонтных операций и предельных размеров деталей.
Диагностика головки блока цилиндров
Подготовка головки блока цилиндров включает очистку от отложений и обезжиривание поверхностей. Визуальный осмотр выполняется для выявления трещин‚ коррозии‚ разрушения фасок седел клапанов. Контроль геометрии поверхности головки производится с применением щупов и индикаторов плоскостности. Результаты измерений фиксируются в протоколе. Испытание на герметичность камер сгорания выполняется методом продувки под давлением и манометрического контроля утечек. Давление нагнетания и выдержка времени указываются в рабочем листе. Проверка седел клапанов производится с применением притирочной пасты и микрометра для определения износа. Замер направляющих втулок проводится измерительным инструментом с указанием наружного и внутреннего диаметров. Контроль положения выпускных каналов проводится оптическим методом и эндоскопией. Диагностика системы охлаждения головки включает измерение толщины прокладки и проверку каналов на наличие отложений с промером проходимости. Все дефекты классифицируются по степени пригодности к ремонту‚ с указанием допустимых допусков и предельных износов‚ с оформлением акта дефектовки.

Ремонтные операции
Перечень операций: шлифовка коленвала‚ расточка цилиндров‚ замена поршней‚ колец‚ вкладышей‚ ремонт ГБЦ. Фиксация работ в отчётной документации обязательна.
Шлифовка и расточка цилиндров
Проведение работ разделяется на этапы. Демонтаж поршней и колец производится при зафиксированном положении кривошипа. Очищение поверхности блока выполняется с использованием растворителей и щёток без абразивной деформации. Замер цилиндров производится микрометром и хонинговочным нутромером по диаметру и конусности. Выявление износа фиксируется в протоколе с указанием предельных размеров и значения износа в мм. Решение о расточке принимается при превышении допустимого износа. Расточка выполняется на станке с программным управлением с многопроходной стратегией удаления металла. Контроль круглости производится индикатором часового типа. Хонингование выполняется для достижения шероховатости по Ra‚ указанной в технической карте. Применение абразивов подбирается по твердости и зернистости‚ указанной в регламенте. Смазочная промывка осуществляется после обработки. Охлаждение режущих инструментов обеспечивается подачей эмульсии. Измерение окончательного диаметра и цилиндрического шага фиксируется в итоговом акте. Замену поршневых колец и поршней предусмотреть при нарушении допусков. Испытание после сборки производиться по компрессии и утечке масла.
Шлифовка коленчатого вала
Описание операции: восстановление рабочей поверхности шейки коленчатого вала до предъявленных нормативов. Подготовка включает очистку от нагара и коррозии‚ измерение биения и овальности. Ревизия выявленных дефектов производится в соответствии с паспортными пределами износа. Определение возможности шлифовки производится по величине задиров‚ рисок и степени износа. Контроль заднего биения осуществляется индикатором часового типа при установке на приспособление.
Технология работ: установка в токарно-шлифовальный патрон с люнетом‚ обеспечение центровки по центровым отверстиям. Шлифование проводится абразивным кругом заданной зернистости при подаче холодной смазочно-охлаждающей жидкости. После каждого прохода выполняется очистка поверхности и замер диаметра микрометром. Доводка производится легкими проходами до получения шероховатости в пределах‚ указанных в нормативной документации.
Контроль качества: проверка круглости и соосности при помощи микрометра и индикаторной стойки. Замер шероховатости выполняется профилометром. Отклонения от допусков фиксируются в отчёте. Восстановление проводится с последующим балансированием коленчатого узла на стенде. Запись параметров шлифовки и результатов измерений производится в приходно-ремонтную документацию.
Замена поршней и колец
Описание операции: замена поршней и колец производится при износе‚ задире цилиндров‚ повышенном масложоре или потере компрессии. Подбор деталей осуществляется по коду двигателя и размеру расточки. Новые поршни подбираются с учётом рабочего объёма и турбонагрузки. Кольца подбираются по толщине и натягу для восстановления уплотнения.
Подготовительные работы: маркировка поршневых групп. Очистка каналов от нагара. Измерение диаметра цилиндров‚ замер посадочного диаметра поршней и зазоров в канавках поршней. Измерение бокового зазора колец и линейного зазора поршня в цилиндре.
Технологическая операция: снятие старых поршней с шатунов. Шлифовка канавок и расточка при необходимости. Установка новых колец с контролем ориентации замков. Смазывание маслом масляной пленки перед посадкой. Сборка группы с использованием оправки для посадки поршня в цилиндр. Регламент натягов и зазоров фиксируется в карточке ремонта.
Замена вкладышей и подшипников
Операция выполняется по результатам дефектовки коленчатого вала и шатунов. Изношенные вкладыши подлежат замене при превышении предельного износа‚ зафиксированного в технологических картах. Подбор деталей производится по размерным сериям и номерным индексам производителя. Измерение зазоров выполняется микрометром и щупом; отклонения от номинала фиксируются в акте замеров. Контроль кругового биения и овальности коренных и шатунных шеек осуществляется индикатором часового типа на оправке. Очистка посадочных поверхностей проводится растворителями‚ обезжиривание производится специальными составами. Контроль торцевой биения крышек производится на плите с индикатором. Установка новых вкладышей производится с ориентировкой на метки и канавки‚ смещение допускаться не должно. Момент затяжки болтов крышек и шатунов фиксируется динамометрическим ключом в протоколе и сопровождается регистрацией показателей. Проверка масляного давления после сборки двигателя выполняется под нагрузкой на стенде; результаты вносятся в отчёт.
Ремонт или замена головки блока цилиндров
Описание выполняемых операций при обработке головки блока цилиндров для двигателя Lincoln Nautilus 2.0 Turbo 250 л.с. (2019–н.в.). Диагностика включает проверку трещин‚ контроль ровности привалочной плоскости и измерение геометрии каналов охлаждения.
Демонтаж головки производится после слива рабочих жидкостей и снятия навесного оборудования. Маркировка направляющих и крепёжных элементов выполняется для обеспечения корректной сборки. Промывка и обезжиривание поверхности проводятся специальными составами.
Дефектовка включает оценку седел клапанов‚ состояния направляющих‚ плоскостности‚ микротрещин и коррозии. Измерение зазоров и геометрии клапанов проводится микрометром и индикатором; результаты фиксируются в отчётной карте.
Шлифовка седел и притирка клапанов выполняются на специализированных станках с контролем углов и глубин. При превышении допустимых износов производится замена направляющих и седел; установка новых компонентов производится по номинальным размерам.
При обнаружении трещин производится сварочная реставрация с последующей термообработкой и контрольной дефектоскопией. Замена головки выполняется при наличии неисправностей‚ несовместимых с восстановлением; новая головка подбирается по VIN и спецификации двигателя.
Контрольную плоскостность после ремонта обеспечивают фрезерованием с допуском‚ указанным в технической документации производителя. Испытание герметичности камер сгорания проводится давлением; протокол испытаний прилагается к отчёту.
Сборка и окончательная подготовка
Сборка узлов в блоке производится по техническим допускам. Смазывание при сборке предусматривается. Первичный залив масла и контроль герметичности выполняются.
Сборка узлов в блоке
Сборка блока цилиндров выполняется в контролируемой среде с применением измеренных допусков и заводских предписаний. Установка вкладышей осуществляется по калибру‚ следование посадочным местам фиксируется документально. Поршневая группа собирается на прессе с применением шаблонов для контроля зазорных параметров. Кольца устанавливаются по ориентации‚ отмеченной на упаковке‚ и зазор замеряется сериями измерений. Шатунные крышки устанавливаются с соблюдением плоскостности опорной поверхности; момент затяжки болтов регламентирован. Коленчатый вал монтируется с использованием оправок для исключения смещения; контроль биения проводится индикатором часового типа. Притирка масляных каналов выполняется для исключения засоров. Установка маслосъёмных элементов производится с учётом маркировки. Проверка свободного проворачивание вала выполняется после сборки; измерения натяга выполняются микрометром и щупом. Зафиксированы этапы записи результатов в ведомость.
Установка навесного оборудования и герметизация
Установка навесных агрегатов выполняется после окончательной сборки блока и контроля сопряжений. Крепёжные поверхности очищаются от загрязнений и старого герметика с использованием неабразивных средств. Притирка контактов не применяется; контроль плоскостей производится измерительными инструментами. Уплотнительные элементы заменяются на новые изделий по каталожным номерам. Прокладки устанавливаются с соблюдением ориентации отверстий и посадочных мест. Болтовые соединения затягиваются по последовательности и моментам‚ указанным в технической документации производителя.
Шланговые и проводные магистрали подключаются согласно схеме. Соединения фланцевых труб обрабатываются герметиком высокого давления при наличии старта утечки. Поверхности сальниковых уплотнений смазываются допускаемым смазочным материалом. Контроль герметичности выполняется испытанием давлением и визуальным осмотром при рабочем давлении. Протяжка креплений повторяется после прогрева до рабочей температуры.
Фиксация датчиков производиться отрегулированными моментами. Подключение электромонтажных разъёмов предусматривает антикоррозионную обработку контактов. Документация по установке и применённым деталям оформляется в отчётный акт с указанием серийных номеров и применённых крутящих моментов.
Смазывание при сборке и первичный залив масел
Представлена последовательность действий по смазыванию деталей и первичному заливу масел при сборке двигателя Lincoln Nautilus 2.0 Turbo 250 л.с. (2019–н.в.). Смазочные операции направлены на обеспечение масляной пленки на сопрягаемых поверхностях перед первым запуском.
Нанесение монтажной смазки на вкладыши‚ направляющие‚ фаски поршней и шейки коленвала производится равномерно. Использование заводских марок масел и смазок отмечено как обязательное условие соответствия эксплуатационным характеристикам. Применение смазки для сборочных работ должно обеспечивать защиту от задиров при холодном пуске.
Первичный залив моторного масла выполняется через маслозаливную горловину до уровня‚ указанного в сервисной документации. Залив турбинного смазочного контура при наличии внешней подачи осуществляется отдельной операцией. Контроль уровня масла и отсутствие внешних утечек оформляется записью в технологической карте;
Заполнение масляного фильтра маслом и кратковременный прокачивающий пуск для создания давления смазки регистрируется. Давление масла при первичном прокачивании должно соответствовать нормам производителя. Визуальная фиксация герметичности сальников и прокладок производится до окончательной сборки навесных узлов.
Обкатка и настройка после ремонта
Обкатка проводится по этапам: холостой прогрев‚ нагрузочная фаза‚ постепенное увеличение оборотов. Настройка топливной системы и управления производится после замены деталей.
Процедуры обкатки
Обкатка двигателя Lincoln Nautilus 2.0 Turbo 250 л.с. (2019–н.в.) выполняется по регламенту‚ ориентированному на прогрев‚ нагрузочное испытание и контроль параметров. Прогрев двигателя проводится до рабочей температуры охлаждающей жидкости‚ стабильность температуры фиксируется прибором. Ходовые испытания выполняются в три этапа: низкая нагрузка при переменных оборотах‚ средняя нагрузка с периодическими ускорениями‚ высокая нагрузка с достижением номинальных оборотов. Замеры давления масла и температуры выполняются на каждом этапе. Фиксация параметров производится в журнале с указанием времени и пробега после ремонта. Проверка на утечки масла и системы охлаждения выполняется визуально и при помощи теста под давлением. Контроль компрессии проводится после первого этапа и после полного цикла обкатки. Настройка управления двигателем производится по данным диагностического сканера‚ записываются калибровки и значения адаптаций. Оценка вибрации и звуков производится в ходе испытаний‚ результаты фиксируются в отчёте. Окончательная проверка фаз газораспределения и момента зажигания выполняется на стенде при имитации нагрузок‚ после чего производится передача данных в документацию ремонта.
Настройка управления двигателем
Настройка управления двигателя Lincoln Nautilus 2.0 Turbo 250 л.с. осуществляется после завершения механического ремонта и предварительной обкатки. Выполнение адаптаций управляющей электроники производится с использованием заводского диагностического оборудования и специализированного программного обеспечения. Параметры‚ подлежащие калибровке: углы опережения зажигания‚ давление наддува‚ коррекции топливоподачи‚ контроль фаз газораспределения‚ параметры регенерации каталитического узла и топливной смеси. Считывание и стирание кодов неисправностей выполняется до записи новых калибровочных таблиц. Выполняется синхронизация датчиков положения коленчатого и распределительного валов. Производится проверка адаптивных значений форсунок и регуляторов давления топлива. Заводские значения сравниваются с измеренными. При отклонениях производиться запись корректировок. Завершающий этап включает контрольные пуски на холостом ходу и под нагрузкой‚ фиксация параметров в отчётной документации‚ архивирование конфигураций блока управления двигателем.

Контроль качества и документация
Контроль параметров двигателя производится после ремонта. Измерения фиксируются в отчёте. Сертификаты соответствия прилагаются. Оформление акта выполнено.
Финальная проверка параметров
Проверка параметров проводится после завершения сборки и обкатки. Испытание проводится на моторном стенде с возможностью имитации рабочих режимов. Измерение компрессии производится в каждом цилиндре с записью результатов в протокол. Измерение давления масла выполняется при холодном и прогретом состоянии‚ фиксируются минимальные и максимальные значения. Холостой ход и в режиме нагрузки регистрируются обороты‚ температура охладителя‚ температура масла‚ уровень вибрации. Контроль утечек проводится на соединениях масляной и охлаждающей систем. Диагностика системы турбонаддува включает проверку на нагнетательном и сливном трактах. Электронные параметры считываются сканером OBD-II с протоколированием ошибок и адаптаций. Исполнение регулировок фаз газораспределения производится по заводским допускам. Окончательная запись данных в паспорт ремонта предусматривается для архивного хранения.
Оформление отчётной документации
Составление отчёта производится по установленной форме‚ включающей перечень выполненных операций‚ замеренные параметры и использованные детали. Документирование должно охватывать результаты диагностики компрессии и давления масла с указанием единиц измерения и методики проведения. В отчёте фиксируются данные по демонтажу: дата‚ пробег‚ комплект крепёжных элементов и состояние узлов на момент снятия. При дефектовке приводится табличное сравнение измерений с допусками завода-изготовителя. Результаты шлифовки и расточки сопровождаются протоколами лабораторного контроля. Перечень заменённых компонентов оформляется с серийными номерами и происхождением. Оставшиеся детали маркируются и укладываются в контейнеры с описью. Включение фотографий дефектов и номеров деталей считается обязательным для подтверждения выполненных операций. Финальная страница содержит сводку по расходам на материалы и трудозатраты‚ а также подписи ответственных лиц и печать сервисной организации.