
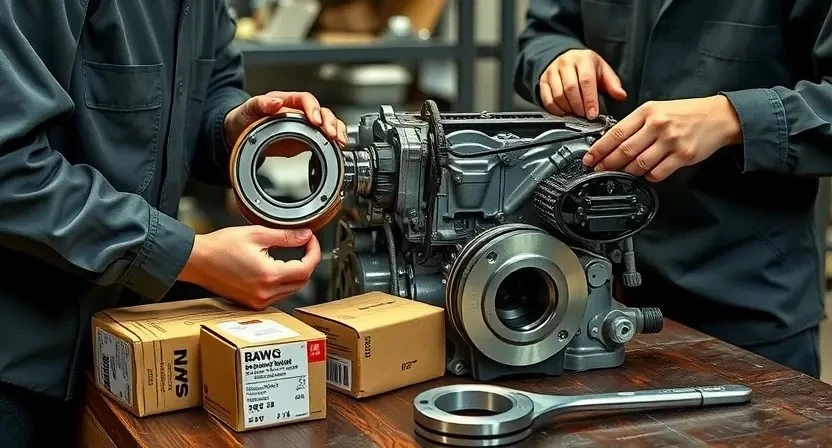
Предоставление услуги ремонта двигателя BAW Yongshi 2.4 L R4 140 л.с. включает диагностику, оценку состояния и подготовку к последующим ремонтным операциям.
Описание обслуживаемого двигателя
Двигатель BAW Yongshi 2.4 L R4 140 л.с. выпускался с 2007 года. Конфигурация рядная, четыре цилиндра, объем 2.4 л. Рабочий цикл четырехтактный. Тип впрыска топлива ⎻ электронный многоточечный. Система газораспределения верхняя, привод ременной. Ход поршня и диаметр цилиндра соответствуют паспортным данным производителя. Номинальная мощность 140 л.с. при установленном обороте. Крутящий момент указывается в технической документации для конкретной версии. Конструкция допускает капремонт с расточкой и шлифовкой коленвала. Материалы блока и головки алюминиевые либо чугунные, в зависимости от исполнения. Разъемы датчиков и магистрали расположены по каталогу. Рабочие допуски и моменты затяжки приведены в регламенте производителя.
Общие положения услуги
Описание услуги включает комплекс работ по диагностике и восстановлению двигателя BAW Yongshi 2.4 L R4 140 л.с., с фиксацией объема и сроков работ.
Перечень выполняемых работ
Диагностика электронных и механических систем двигателя BAW Yongshi 2.4 L R4 140 л.с. выполняется для определения объёма ремонта. Оценка состояния проводится по результатам визуального осмотра и инструментальных замеров. Измерение компрессии выполняется цилиндр за цилиндром с использованием манометра с фиксацией показаний. Измерение давления масла проводится в режимах холостого хода и рабочей нагрузки с соблюдением контрольных точек. Снятие агрегата производится с маркировкой и упаковкой снятых деталей. Разборка осуществляется по каталожным позициям с учётом последовательности демонтажа. Дефектовка проводится с регистрацией повреждений и износа с последующей классификацией. Шлифовка коленчатого вала выполняется по технологическим картам с указанием припусков и шероховатости. Расточка блока цилиндров производится с контролем овальности и конусности цилиндров. Замена поршней производится подбором по диаметру и компрессионной высоте. Замена вкладышей и колец выполняется с измерением зазоров и подбором посадочных размеров. Снятие и ремонт головки блока цилиндров включает проверку плоскостности и проверку седел клапанов. Сборочные операции проводятся с применением динамометрического инструмента и соблюдением моментных характеристик. Обкатка двигателя выполняется на стенде с контролем температуры, давления масла и показателей запуска. Настройка системы газораспределения и подачи топлива выполняется по заводским параметрам и контрольным картам.
Подготовка к диагностике
Оборудование подготовлено. Топливная система переведена в рабочее положение. Электропитание обеспечено. Доступ к узлам обеспечен для замеров и визуального осмотра.
Осмотр внешнего состояния
Визуальный осмотр двигателя BAW Yongshi 2.4 L R4 140 л.с. выполнен по регламенту. Фиксация внешних повреждений и коррозии произведена. При наличии течей масла зафиксированы места протечек с указанием компонент: крышка клапанов, сальники распределительного вала, картер. Состояние крепежных элементов документировано с указанием ослабленных и повреждённых шпилек, болтов, гаек. Целостность патрубков и шлангов оценивается по трещинам, вздутиям, утратам эластичности. Электрические разъёмы осмотрены на наличие окисления и механических повреждений. Наличие посторонних механических повреждений на корпусе и навесных деталях зафиксировано с указанием координат. Геометрические деформации видимых поверхностей зарегистрированы. Цвет и запах отработанных жидкостей описаны в протоколе.
Диагностические мероприятия
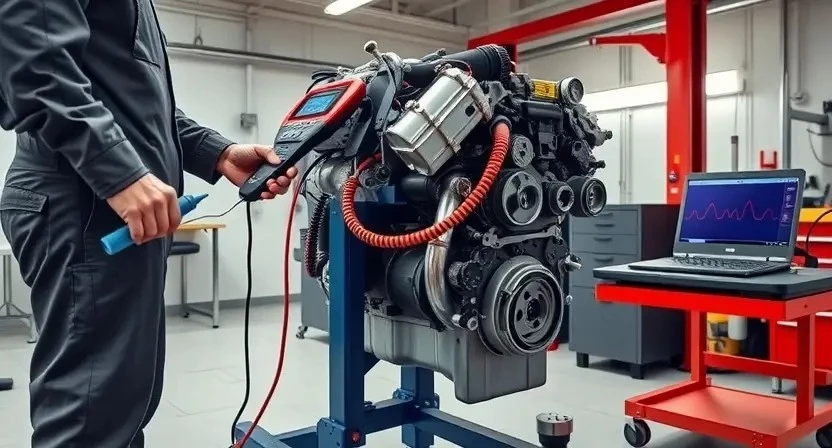
Проведение комплексной диагностики двигателя: снятие кодов ошибок, проверка датчиков, измерение электрических параметров, контроль систем подачи топлива и зажигания.
Электронная диагностика систем двигателя
Подключение диагностического оборудования производится к штатной диагностической шине. Считывание кодов неисправностей выполняется до начала механических работ. Списки адаптаций и параметров загрузки приводятся в отчете. Сигналы датчиков температуры, давления топлива, положения коленвала и распределительного вала регистрируются в реальном времени. Анализ корреляций между показаниями выполняется на основе эталонных кривых производителя. Испытание исполнительных механизмов проводится по циклам, зафиксированные значения сохраняются в формате отчета. Активация соленоидов управления подачей топлива и фазами газораспределения производиться через диагностический интерфейс. Параметры работы форсунок оцениваются по времени открытия и форсуночному току. Проверка системы зажигания включает мониторинг угла опережения и пропусков искрообразования. Протокол диагностики содержит перечень кодов, временные ряды и графики отклонений.

Оценка состояния узлов
Оценка узлов производится по измерениям, износу и наличию дефектов. Отмечаются люфты, повреждения, коррозия. Составляется протокол дефектов и рекомендаций.
Визуальная оценка состояния элементов
Осмотр внешних элементов двигателя проводится с целью выявления коррозии, трещин и утечек. Поверхности блока оцениваются на предмет растрескивания и деформации. Крепежные детали осматриваются на соответствие моментам затяжки и наличию повреждений. Уплотнения и сальники проверяются на следы масла и разрушение эластичного материала. Поршни, шатуны и крышки коренных подшипников фотографируются для документации дефектов. Коллекторы и патрубки исследуются на целостность и засоры. Соединения проводки и разъемы подлежат проверке на окисление и надежность контактов. Клапанная крышка и элементы клапанного механизма осматриваются на признаки износа, задиров и заеданий. Результаты фиксируются в протоколе с указанием места обнаружения, характера повреждения и степени критичности.
Измерение компрессии
Проведение измерения компрессии производится цилиндр за цилиндром с применением манометра, фиксация показаний в протоколе для последующей оценки состояния.
Методика проведения измерения
Подготовка двигателя предусматривает доведение рабочего объема до штатного состояния: исключение подачи топлива и искрообразования, вывод провода питания катушек. Установка манометра компрессии осуществляется в свечное отверстие цилиндра. Прогрев до рабочей температуры производится до достижения стабильного показателя охлаждающей жидкости. Прокрутка коленчатого вала выполняется стартером при открытой дроссельной заслонке для обеспечения максимального воздушного притока.
Снятие индикатора с прибора производится после стабилизации показаний. Повторение замеров рекомендуется поочередно для всех цилиндров с фиксацией каждого значения. Приведение результатов в таблицу допускается для дальнейшего анализа. Регистрация температуры и частоты прокрутки обязательна.
Интерпретация результатов компрессии
Сопоставление измеренных значений с нормативными давлениями произведено. Отклонения документированы. Причины по цилиндрам классифицированы и зафиксированы для ремонта.
Критерии соответствия техническим нормам
Установление критериев соответствия проводится по показателям, указанным производителем и нормативной документацией. Измеренные параметры сопоставляются с паспортными величинами для двигателя BAW Yongshi 2.4 L R4 140 л.с. Допуск по компрессии определяется как минимальное давление в цилиндре, при котором допускается эксплуатация; предельные значения приводятся в таблице ремонтных норм. Давление масла должно находиться в пределах, указанных при холодном и рабочем режимах. Зазоры вкладышей и поршневых колец сопоставляются с заводскими допусками. Геометрические параметры расточки и шлифовки контролируются по предельным размерам. Состояние поверхности ГБЦ оценивается по плоскостности и глубине дефектов. Отклонение от норм фиксируется протоколом. В случае выявления превышений допуска производится дефектовка с указанием причин и рекомендованных операций по восстановлению.
Измерение давления масла
Подготовка стенда и датчика. Замер давления проводится на горячем двигателе в указанных точках. Результаты фиксируются в протоколе измерений.
Последовательность измерений и контрольные точки
Определение параметров давления масла производится по этапам: запуск двигателя и установление рабочего температурного режима масла, фиксация показаний манометра на отключённом маслоприёмнике, снятие данных при фиксированных оборотах холостого хода и при увеличенных оборотах для получения диапазона рабочих значений.
Контрольные точки включают выходное отверстие масляного насоса, магистраль перед масляным фильтром, патрубок подачи к распределительному валу и измерение в картере. Положение датчика давления шины определяется по монтажной схеме.
Параметры давления сравниваются с нормативными значениями завода-изготовителя для двигателя BAW Yongshi 2.4 L R4 140 л.с.; отклонения регистрируются в протоколе.
Анализ результатов масляного давления
Сопоставление измеренных значений с нормативами выполнено. Отклонения классифицированы. Причины отклонений указаны для последующей дефектовки и ремонта.
Определение причин отклонений
Анализ результатов давления масла и компрессии производится систематически. Сопоставление числовых показателей с нормативными значениями выполняется для выявления источников снижения рабочих параметров. Измеренные перепады компрессии сопоставляются с состоянием поршневой группы, каналов маслоподачи и уплотнений. Пониженное давление масла соотносится с износом масляного насоса, подшипников коленчатого вала и качеством масляных каналов. Фиксация дефектов цилиндро-поршневой группы выполняется при помощи замеров зазоров и визуального осмотра. Протоколирование результатов производится с указанием допускаемых предельных значений, источников отклонений, предложенных видов ремонта и влияния каждого дефекта на ресурс агрегата.

Снятие двигателя
Подготовка рабочего места предусматривает освобождение пространства, установку подставок и сбор инструментов. Отсоединение коммуникаций выполняется пометкой и изоляцией. Демонтаж агрегата производится с применением грузоподъемного оборудования и соблюдением маркировки точек крепления.
Подготовка рабочего места и инструмента
Организация рабочего пространства включает выделение зоны с освещением не менее 750 лк и устойчивым вентиляционным режимом для удаления паров топлива и масел. Пол покрывается антивибрационной подложкой и защитными ковриками с маслостойким покрытием. Рабочая платформа должна выдерживать нагрузку свыше 1000 кг и быть оснащена ровной поверхностью для установки двигателя на стенд. Инструмент распределяется по функциональным блокам: съемники, динамометрические ключи с предельной погрешностью ±3%, наборы торцевых головок, приспособления для фиксации коленвала и распредвала.
Контейнеры для мелких деталей маркируются и снабжаются этикетками с кодами позиции. Набор расходных материалов включает уплотнительные кольца, медные шайбы, герметики, ветошь без ворса. Обвязка силовых линий и источников питания производится с заземлением и защитой от перенапряжений. Контроль уровня освещенности и исправности электроинструмента выполняется перед началом демонтажа. Ведомость инструмента фиксируется в журнале работ.
Разборка агрегата
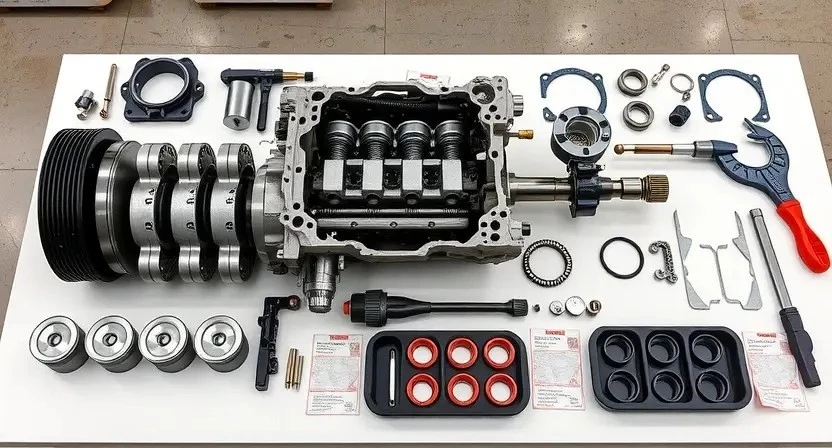
Разборка производится по этапам: удаление навесного, отсоединение магистралей, маркировка деталей, демонтаж головки, снятие поршневой группы для дефектовки.
Порядок демонтажа компонентов
Операция демонтажа компонентов производится поэтапно с документированием каждого этапа. Электропитание двигателя отключается. Слив топлива и охлаждающей жидкости выполняется в резервуары с маркировкой. Соединения топливной магистрали и вакуумные шланги отсоединяются с применением съемников и защитных колпачков. Воздушный фильтр и впускная система удаляются для доступа к головке блока. Системы охлаждения и обогрева отключаются, магистрали промаркированы. Элементы электрооборудования фиксируются в пакетах с маркировкой и схемой разводки. Крепеж ГБЦ ослабляется по очередности, указанной в технической документации, болты маркируются и укладываются по порядку. Коллектор выпускной снимается после демонтажа каталитического и турбокомпонентов, если таковые присутствуют. Приводные ремни и ролики демонтируются, натяжители фиксируются в разжатом состоянии. Подушки и крепления двигателя ослабляются, двигатель поддерживается траверсой с расчетной грузоподъемностью. Коробка передач отделяется при необходимости с маркировкой фланцевых сопряжений. Каждый демонтированный узел фотографируется и оценивается для последующей дефектовки.
Методика определения износа и повреждений
Визуальный контроль поверхностей проводится при освещении не менее 1000 лк. Оценка производится по наличию задиров, трещин, коррозии и следов перегрева. Измерение поверхностных дефектов выполняется с применением щупов, микрометров и индикаторов. Измерение шероховатости поверхности производится профилометром с записью параметров Ra и Rz. Контроль геометрии деталей осуществляется с использованием шаблонов и приборов для контроля биения. Испытание уплотнений выполняется методом герметичности под давлением. Испытание поршней и цилиндров проводится путем сопоставления размеров с сервисными номерами. Оценка вкладышей производится по износу масляной пленки и деформации; зазоры измеряются микрометром и пластинчатыми щупами. Для ГБЦ выполняется проверка плоскостности на столе с поверочной линейкой и щупом; проверка клапанных направляющих осуществляется по люфту и посадке. Документирование результатов производится в протоколах с указанием измеренных значений, предельных допусков и заключения о годности детали.
Шлифовка коленчатого вала
Шлифовка производится на специализированном станке; Контроль круглости и концентричности. Допуски соблюдены, остаточная шероховатость подтверждена измерениями.
Технологические параметры обработки
Установление размерных параметров обработки проводится по штатной технической документации для двигателя BAW Yongshi 2.4 L R4 140 л.с. Заявленные посадочные и рабочие диаметры блоков и валов приводятся в сопроводительных таблицах. Заданная шероховатость рабочих поверхностей для цилиндров и коленвала должна соответствовать нормативу, который указан в спецификации. Контроль линейных и радиальных зазоров выполняется измерительными приборами с калиброванными датчиками. Скорости резания и подачи при шлифовке и расточке задаются по материалу и состоянию заготовки с учётом температуры обработки. Применение притирочных паст и охлаждающих сред документируется в технологических картах. Мониторинг вибраций во время обработки обязателен при достижении контрольных размеров. Запись параметров производится в журнал операции.
Расточка блока цилиндров
Расточка блока цилиндров выполнена с контролем овальности и конусности. Обработка производится по установочным размерам. Замер диаметров и зазоров фиксируется в протоколе.
Контрольные размеры и допуски
Установлены контрольные размеры цилиндров, гильз, поршней, шатунных шейки и вкладышей для двигателя BAW Yongshi 2.4 L R4 140 л.с. Значения диаметра цилиндра до расточки указаны как 92,0 мм ±0,02 мм. Допуск после расточки для новой гильзы обозначен как 92,05 мм ±0,01 мм. Конусность допускается не более 0,03 мм на длине рабочей поверхности. Биение цилиндров относительно оси блока допускается до 0,02 мм. Диаметр поршня под посадку при установке нового комплекта равен 91,96 мм с допуском +0,00/−0,03 мм. Зазор между поршнем и цилиндром после расточки должен составлять 0,09–0,13 мм. Диаметр шатунной шейки коленчатого вала после шлифовки указывается по ремонтному размеру с допуском ±0,01 мм. Толщина вкладышей коренных и шатунных определяется с учетом натяга и масляного зазора; масляный зазор при рабочем режиме нормируется 0,015–0,035 мм для коренных и 0,02–0,04 мм для шатунных опор. Зазоры в замке поршневых колец по диаметру цилиндра установлены: верхнее 0,15–0,30 мм, второе 0,20–0,40 мм, маслосъемное 0,30–0,60 мм. Контроль биения шейки коленвала по радиусу производится с пределом 0,03 мм. Признавание износа производится при превышении указанных предельных размеров.
Замена поршней
Выполнение замены поршней производится по результатам дефектовки. Подбор комплектующих производится по коду двигателя. Монтаж выполняется с контролем зазоров.
Выбор комплектующих и монтажные операции
Выбор комплектующих производится по каталожным номерам двигателя BAW Yongshi 2.4 L R4 140 л.с. Предпочтение отдано деталям с заводскими размерами и допусками. Поршни подбираются по диаметру цилиндров с учётом износа. Кольца подбираются по профилю и жесткости, соответствующей режимам работы. Вкладыши подбираются по поколению и классу износа. Направляющие клапанов заменяются при износе. Сальники и прокладки подлежат замене при каждой сборке.
Монтаж выполняется в контролируемых условиях. Установочные поверхности очищаются от отложений и масляных плёнок. Контроль размеров производится до сборки. Моменты затяжки фиксируются в протоколе. Шлицевые соединения обрабатываются перед установкой. Сборка производится с применением калиброванных инструментов и динамометрических ключей. Смазка уплотнений осуществляется рекомендованными составами.
Замена вкладышей и колец
Вкладыши и кольца подлежат замене при износе, деформации или нарушении зазоров. Подбор комплектующих исходя из допусков. Монтаж с контролем зазоров.
Требования к установке и замерам зазоров
Установке подлежат новые вкладыши и уплотнительные компоненты в соответствии с заводскими спецификациями. Монтаж выполняется на очищенные сопрягаемые поверхности. Контроль базовых размеров производится перед установкой. Величины торцевых зазоров фиксируются в документации.
Измерения зазоров поршневых колец и боковых зазоров в канавках выполняются щупом при температуре, близкой к рабочей. Значения натяга распредвала и шатунных вкладышей сопоставляются с допустимыми пределами. Регистрация результатов производится в протоколе.
Крепежные элементы затягиваются с приложением момента, указанного в техкартe. Последовательность затяжки соблюдается согласно схеме. Контроль свечной и клапанной крышек проводится после окончательной сборки. Испытания на холостом ходу и контроль масляного давления запланированы отдельно.
Работы с головкой блока цилиндров (ГБЦ)
Снятие ГБЦ производится по маркировке. Проверка плоскости выполняется шлифовальным шаблоном. Замена клапанов и направляющих выполняется при износе выше допуска.
Снятие, проверка и ремонт ГБЦ
Снятие головки блока цилиндров производится после демонтажа навесных агрегатов и отсоединения систем питания и охлаждения. Фиксация положения шкивов коленчатого и распредвалов обеспечивается специальными фиксаторами. Головка транспортируется на верстак для внешнего осмотра. Визуальная оценка поверхности привалов и седел клапанов проводится при увеличении до указанного микроскопического уровня. Плоскостность проверяется щупом и плитой поверочной. Трещины выявляются методом окрашивания или магнитопорошковой дефектоскопией. Измерение износа направляющих и седел производится микрометром и нутромером с протоколированием значений. Ремонт предусматривает расточку под запрессовку направляющих, шлифовку седел и восстановление торца плоскости фрезерованием на установленный размер. Замена клапанов допускается при превышении предельного износа. Сборка ГБЦ после дефектовки выполняется с применением новых уплотнений и крепежа по моментам затяжки, указанным в нормативной карте. Проверка герметичности совершается под давлением рабочей жидкости и протоколируется.
Сборка двигателя
Сборка производится по технологической схеме: установка коленвала, вкладышей, поршней с кольцами, ГБЦ, приведение в соответствие моментов затяжки, контроль зазоров.
Последовательность сборочных операций
Сборка двигателя производится по этапам с фиксированием контрольных размеров и применения усилий затяжки по регламенту. Установление коленчатого вала выполняется с применением калибров и измерительных приспособлений. Вкладыши монтируются с соблюдением осевых зазоров и контрольных посадочных размеров. Поршни монтируются с кольцами в заданной ориентации и с применением инструментов для сжатия колец. Блокировка распределительного вала и синхронизация фаз газораспределения выполняются до установки ГБЦ. Головка блока устанавливается с новой прокладкой и моментами затяжки в несколько этапов. Сборочные узлы проверяются на отсутствие перекосов, утечек и свободный ход. Регистрация параметров проводится в дефектной ведомости и паспорте выполненных работ.
Режимы обкатки и контроль параметров
Запуск двигателя производится с установленной новой масляной системой и фильтрами. Первичный прогрев осуществляется на холостых оборотах до достижения рабочей температуры. Плавное увеличение нагрузки допускается в виде коротких участков движения с переменной частотой вращения коленчатого вала. Допускаемые обороты ограничены значением 3000 об/мин в течение первых 100 км. Ограничение нагрузки сохраняется до снятия контрольных замеров.
Контроль параметров выполняется посредством измерений давления масла, температуры охлаждающей жидкости и величины вибрации. Измерения давления масла проводятся на холодном и прогретом агрегате, с фиксацией минимальных и максимальных значений. Температура регистрируется до и после обкатки. Вибрация регистрируется на опорах в трех плоскостях.
Фиксация результатов производиться в эксплуатационной документации. Корректировка выполняется при выявлении отклонений от заводских значений. Ограничение допускаемых отклонений определяется по техническим данным производителя двигателя.
Регулировка фаз газораспределения и подачи топлива
Настройка фаз газорасределения производится на демонтированной системе распределительного вала с применением измерительных приспособлений и динамометрических ключей. Фиксация меток положения осуществляется по канону производителя. Регулировка производится последовательным перемещением натяжителя и корректора фаз, с предварительным снятием приводных элементов и очисткой сопряжений. Изменение углов опережения подачи топлива выполняется через коррекцию сигналов регулятора давления и перекалибровку форсунок на испытательном стенде.
Контроль результата выполняется при прогоне мотора на холостых и в диапазоне рабочих оборотов с регистрацией давления топлива и фаз. Превышение допустимых отклонений подлежит устранению повторной регулировкой или заменой компонентов.

Контроль качества выполненных работ
Проверочные измерения проведены. Стендовый прогон выполнен. Компрессия и давление масла зафиксированы в протоколе. Дефекты устранены документально.
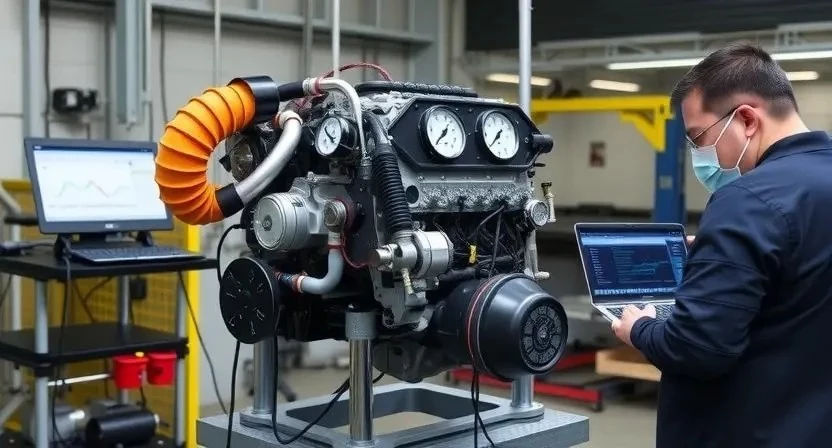
Проверочные измерения и тестирование на стенде
Проведение контрольных измерений и стендовых испытаний направлено на верификацию работоспособности восстановленного двигателя BAW Yongshi 2.4 L R4 140 л.с. Перед испытанием производится закрепление агрегата на стенде с применением штатных опор и крепежа. Подключение систем осуществляется через оригинальные разъемы и проверенные трубопроводы. Создание условий для нагрузки выполняется по регламенту: имитация режимов холостого хода, средних и максимальных оборотов. Регистрация параметров производится специализированным оборудованием с записью кривых давления, расхода топлива, оборотов и температурных полюсов. Измерение компрессии при статическом положении коленчатого вала повторяется после циклов прогрева. Давление масла фиксируется под рабочей и пусковой нагрузкой. Фиксирование вибраций и акустических сигналов производится сенсорами, подключенными к анализатору. Оценка результатов проводится по сравнению с исходными паспортными значениями и формированием протокола, включающего графики, цифровые значения и заключение о допуске к монтажу.
Докумтация и гарантийные обязательства
Оформление актов выполненных работ производится с указанием серийных номеров, применённых деталей и измерений. Гарантия выдаеться на заменённые компоненты сроком и километражем.
Оформление актов, протоколов и гарантийных условий
Оформление сопровождающей документации производится в соответствии с технологическими этапами ремонта двигателя BAW Yongshi 2.4 L R4 140 л.с. Запись работ осуществляется по видам операций: диагностика, измерительные процедуры, демонтаж, дефектовка, механическая обработка, сборка и обкатка. Для каждой операции формируется отдельный акт с указанием применённых измерительных приборов, показаний и допусков. Протоколы испытаний включают данные компрессии и давления масла, а также результаты стендовых проверок после сборки. Гарантийные условия фиксируются в отдельном документе с перечислением покрываемых узлов и видов работ, сроков гарантии и ограничений ответственности. При выявлении неучтённых дефектов составление дополнительного протокола производится до завершения окончательных расчетов. Хранение документов организовано в электронной и бумажной формах с регистрацией дат и штампов.