

Оказание услуг по ремонту двигателя BMW 7er F01 6.0 V12 544 л.с. включает диагностику, оценку состояния, измерения, снятие и восстановление узлов.
Предмет документа
Документ описывает объем услуг по ремонту двигателя BMW 7er F01 6.0 V12 544 л.с. 2008–2015. Перечень работ включает диагностику электронных систем и измерение ключевых параметров; оценку состояния блоков цилиндров и распределительного механизма; измерение компрессии по каждому цилиндру с фиксированием значений; измерение давления смазочной системы при холостом ходе и на ходовых оборотах; снятие двигателя с рамы с маркировкой и упаковкой отдельных узлов; разборку в технологической последовательности; дефектовку с указанием признаков износа и размеров; шлифовку и расточку цилиндров по техническим чертежам; подбор поршневых групп с допусками; замену вкладышей с контролем зазоров; обработку головки блока и замещение притёртых седел клапанов; сборку с применением новых уплотнений; обкатку при заданных режимах; окончательную наладку регулировок.
Область применения
Применение ограничено двигателями BMW 7er F01 6.0 V12 544 л.с. 2008–2015. Работы охватывают полную диагностику и капитальный ремонт двигателя.
Модельный ряд и годы выпуска
Перечень двигателей F01 V12 6.0 544 л.с. охватывает выпускаемые автомобили 2008–2015 годов. Идентификация производится по VIN, обозначению мотора и заводским шильдикам. Серийные номера и коды двигателей фиксируются при приеме. Версии с различной комплектацией электроники и навесного оборудования учитываются отдельно. Взаимозаменяемость отдельных агрегатов ограничена модификациями топливной системы и системой вентиляции картера. Спецификации двигателя сопоставляются с заводской документацией. Подготовка к ремонту базируется на точном определении года выпуска и кода мотора.
Цели ремонта
Восстановление ресурса двигателя. Обеспечение герметичности, восстановление компрессии, нормализация давления масла, продление срока эксплуатации.
Ожидаемые результаты
Восстановление функциональных показателей двигателя BMW 7er F01 6.0 V12 544 л.с. производится в виде документированных параметров: восстановлена компрессия по цилиндрам в пределах заводских допусков; давление масла стабилизировано в пределах технической нормы при рабочих режимах; изношенные поршни, кольца и вкладыши заменены с подбором по размерам и натуре; коленвал подвергнут подгонке и балансировке при необходимости; блок цилиндров прошлифован и расточен с обеспечением цилиндрической точности; головка блока проверена на трещины и прошлифована; произведена сборка с контролем люфтов и натягов; выполнена обкатка по регламенту; настроены система управления и параметры впрыска и зажигания; оформлены акты выполненных работ и измерений.

Технические требования
Применение измерительных приборов по классу точности 0,01. Применение оригинальных прокладок. Контроль зазоров по регламенту производителя.
Нормативные параметры
Указать измерительные пределы и допуски, применимые при ремонте двигателя BMW 7er F01 6.0 V12 544 л.с. Значение компрессии цилиндров при холодном пуске: 12,5–15,5 бар. Разница между цилиндрами допускается до 1,0 бар. Давление масла на холостых оборотах при рабочей температуре 80°C: 0,7–1,2 бар. Давление масла при 3000 об/мин: 3,0–5,0 бар. Радиальные зазоры шатунных и коренных вкладышей после обточки коленвала: 0,02–0,05 мм. Износ поршней по диаметру допускается до 0,08 мм. Биение ГБЦ при проверке на плите допускается до 0,08 мм. Резьбовые соединения болтов ГБЦ крутящим моментом фиксируются согласно сервисной карте производителя.
Оборудование и инструменты
Перечень измерительных приборов, подъемников, прессов, шлифовальных и расточных агрегатов, комплектов монтажных и слесарных инструментов.
Спецификация оснащения
Перечень оборудования и инструментов предусматривал комплект для обслуживания двигателей V12 с увеличенным объёмом. Применялись стендовые установки для измерения компрессии и давления масла с погрешностью не более 1,5%. Наборы динамометрических ключей с калибровкой до 0,5 Н·м использовались для контроля момента затяжки. Применялся гидравлический подъёмник с грузоподъёмностью 3,5 т и позиционируемой опорой для безопасного снятия агрегата. Обеспечивалась доступность расточного станка с ЧПУ для шлифовки и расточки цилиндров с допуском 0,01 мм. Присутствовали сборочные стенды для балансировки коленвала и поршневой группы. Набор измерительных щупов и микрометров допускал контроль зазоров с точностью 0,01 мм. Применялись приспособления для контроля ровности ГБЦ и специализированные инструменты для замены вкладышей и колец. Спецификация включала расходные материалы оригинального или эквивалентного класса для обеспечения совместимости и долговечности ремонта.
Подготовка к приему двигателя
Прием двигателя производится с оформлением паспорта работ; регистрация VIN; фиксация внешних повреждений; составление перечня измерений и согласование сроков.
Документальная проверка
Прием двигателя сопровождается оформлением ведомости с регистрацией идентификационных данных автомобиля и силового агрегата. Вносится VIN, номер двигателя, год изготовления, пробег, сведения о предыдущих ремонтах и гарантийных ограничениях. Оформление включает акт приемки с указанием видимых дефектов, перечня дополнительных документов и копий сервисной книжки. Прикладываются фотофиксация сложных узлов и снимки контрольных показателей диагностического сканера. Ведомость подписывается уполномоченным представителем сервиса и владельцем транспортного средства, производится присвоение внутреннего трека заказа, вносится приоритет исполнения и сроки.
Предварительная визуальная диагностика
Осмотр внешних дефектов двигателя: утечки, трещины, коррозия, состояние креплений и подсоединений. Фиксация всех выявленных дефектов.
Осмотр внешних дефектов
Визуальная инспекция корпуса и навесных агрегатов двигателя BMW 7er F01 6.0 V12 544 л.с. производится с целью выявления коррозии, трещин, механических повреждений и следов негерметичности. Осмотр блоков проводился при естественном освещении и с применением направленного источника света. Поверхности оценивались на наличие смазочных подтёков, следов перегрева, выкрашивания лакокрасочного покрытия и деформаций. Резьбовые соединения и фланцы осматривались на наличие сорванных витков и следов экстренной завальцовки.
Крепёжные элементы проверялись на присутствие заусенцев и неправильной затяжки. Уплотнения и прокладки визуально проверялись на раздутия, растрескивания и масляные отложения. Коррозионные очаги фиксировались с указанием расположения и степени поражения. Поверхностные трещины фиксировались маркировкой для дальнейшей дефектовки. Состояние патрубков и шлангов оценивалось на предмет трещинообразования и жесткости. Документирование результатов проводилось с фотографиями и описанием места обнаружения дефекта, вида дефекта и предполагаемой операции по устранению.

Диагностика электроники и системы управления
Считывание кодов ошибок. Анализ логов ЭБУ. Проверка питания и масс. Тестирование датчиков, актуаторов и интерфейсов связи бортовой сети.
Снятие кодов ошибок и анализ данных
Снятие кодов ошибок производится диагностическим сканером, совместимым с протоколами BMW. Считывание сохранённых и текущих кодов выполняется в режиме полного журнала. Данные параметров двигателя фиксируются с частотой, достаточной для оценки динамических отклонений. Записи параметров включают сигнал датчиков давления, температуры, положения распредвала и коленвала, угол опережения зажигания, обороты и коррекции топлива. Анализ кодов включает классификацию по системам: топливоподача, зажигание, впуск-выпуск, смазка, система охлаждения, электрика. Сопоставление кодов с телеметрией производится для установления причинно-следственных связей. Описание обнаруженных неисправностей вносится в отчёт с указанием приоритета устранения. Отчёт содержит коды, расшифровку, время появления и условия воспроизведения.
Измерение компрессии
Измерение выполняется по цилиндрам с применением манометра; фиксация показаний; сравнение с заводскими значениями; регистрация отклонений.
Методика и интерпретация результатов
Проведение измерения компрессии производится с использованием манометра с зубчатым адаптером и стопорного устройства свечного отверстия. Подготовка цилиндров включает удаление форсунок и открытие дросселя для обеспечения продувки. Плавное проворачивание коленвала выполняется стартером при отключенной системе впрыска. Значения по каждому цилиндру регистрируются в кПа или бар с точностью до двух знаков после десятичной запятой. Разница между цилиндрами сравнивается с паспортными пределами. Давление масла измеряется через порт датчика давлениемером с рабочим диапазоном до 10 бар. Фиксация графиков производится на холостых и под нагрузкой. Аномальные показания сопровождаются установкой причины-снижение уплотнения, износ поршневой группы, дефекты клапанного механизма или масляная камера. Интерпретация включает сопоставление величин с нормами, корреляция с внешними повреждениями и принятие решения о допустимости ремонта или необходимости замены компонентов.
Измерение давления масла
Испытание давления масла производится манометром на горячем двигателе. Снятие показателей при разных оборотах и фиксация результатов в протоколе.
Последовательность контроля давления
Подготовка установки измерения давления масла производится с демонстрацией штуцера для подключения манометра к масляной магистрали; Доступ к сервисному штуцеру обеспечивается снятием декоративных крышек и выведением провода датчика давления из разъема. Манометр устанавливается с применением переходника соответствующего резьбы. Прогрев двигателя до рабочей температуры выполняется при холостом ходе до стабилизации показаний. Запуск измерений осуществляеться при различном режимном состоянии: холостой ход, 2000 об/мин, 3500 об/мин. Каждый режим выдерживается не менее 30 с для стабилизации давления. Фиксация значений производится в протоколе с указанием режимных оборотов, температуры масла и атмосферного давления. Сравнение данных производится с нормативными параметрами производителя. При отклонениях выше допустимых значений записывается характер отклонения: низкое давление при холостых, провал при повышенных оборотах, скачки сигнала. Диагностирование системы смазки включает проверку масляного фильтра, маслонасоса и маслопроводов на целостность и проходимость. При подтверждении дефекта компоненты подлежат снятию и дальнейшей дефектовке.
Снятие двигателя
Отключение электрических цепей выполнено. Слив технических жидкостей произведён. Крепления демонтированы. Двигатель извлечён с применением подъёмного оборудования.
Подготовка и последовательность работ
Проведение подготовки материалов и рабочего места для ремонта двигателя BMW 7er F01 6.0 V12 осуществляется с фиксацией идентификационных данных агрегата и сопровождающей документации. Составление перечня запасных частей и расходных материалов производится на основе идентификационного номера двигателя и обнаруженных дефектов при предварительной диагностике. Организация рабочего пространства включает маркировку компонентов и применение средств защиты от загрязнений. Производство демонтажа двигателя планируется по этапам с указанием ключевых моментов подъема и крепления. В процессе снятия маркировка гидравлических и электрических коммуникаций обязательна. Хранение снятых узлов осуществляется на поддонах с антикоррозионным покрытием и в помещениях с контролем температуры. Предусмотрена последовательность разборки, включающая удаление навесного оборудования, слив рабочих жидкостей, демонтаж выпускной системы, снятие головки блока и последующее извлечение коренных и шатунных крышек; Оформление актов приемки-сдачи работ производится на каждом ключевом этапе с указанием измеренных параметров и выявленных дефектов.
Разборка двигателя
Последовательная разборка блока V12 производится с маркировкой деталей, фиксацией посадочных мест, упаковкой компонентов и передачей на дефектовку.
Технология последовательной разборки
Определение очередности операций осуществляется по узловой и конструктивной логике. Снятие навесного оборудования проводится первым для исключения механического воздействия на блок. Демонтаж вспомогательных коммуникаций выполняется с маркировкой и хранением деталей по группам. Снятие головки блока производится после дренажа охладительной и топливной систем. Извлечение поршневой группы выполняется при зафиксированном коленвале и метках. Разборка маховика и сцепления производится отдельно; Коробка передач при необходимости отделяется через опорный каркас. Болтовые соединения подаются на учет и проверку на растяжение. Детали подвергаются первичной очистке и маркировке перед дефектовкой. Контроль посадочных поверхностей осуществляется перед перемещением на шлифовку.
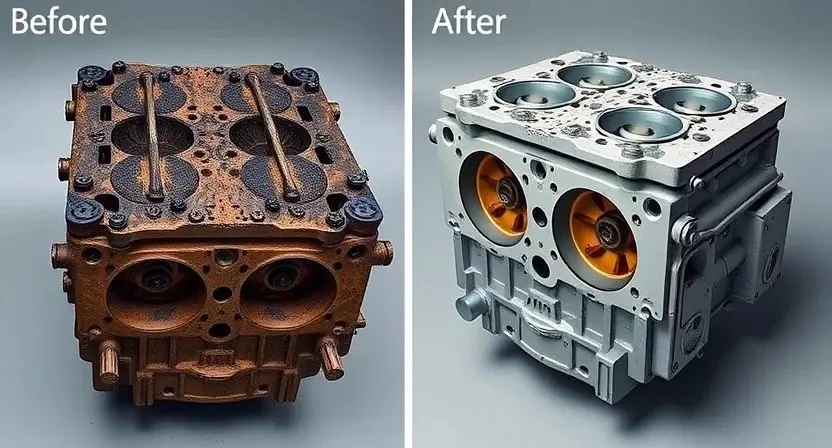
Дефектовка компонентов
Оценка деталей производится по износу, трещинам, коррозии и геометрии. Замер зазоров, контроль биения и стадийный осмотр элементов.
Критерии оценки износа
Оценка износа цилиндров производится по замерам внутреннего диаметра и овальности с применением микрометра и нутромера; результаты сопоставляются с заводскими допусками. Поршни и кольца оцениваются по задиру, вытяжке металла на юбке, размерам маслосъёмных канавок и износу замковых зазоров. Коленчатый вал проверяется на биение и износ шеек измерением микрометром и индикатором; допустимые отклонения сопоставляются с нормативом. Вкладыши оцениваються по установочным зазорам и следам выработки. Головка блока проверяется на трещины методом герметичности и дефектоскопии; направляющие и седла клапанов измеряются по посадочным диаметрам. Состояние масляных каналов фиксируется по степени засорения. Результаты измерений документируются с указанием единиц и предельных значений.
Шлифовка и расточка блока
Операция включает шлифовку поверхности, расточку цилиндров по ремонту, контроль круглости и соосности, фиксация размеров под новую поршневую.
Точностные операции по цилиндрам и коленвалу
Шлифовка цилиндров производится на специализированном станке с равномерным проходом абразива для восстановления геометрии рабочих поверхностей.
Расточка цилиндров выполняется по заданному диаметру базы с контролем овальности и конусности измерительными приборами класса точности не ниже 0.01 мм.
Проверка биения коленвала проводится на опорных подкладках с фиксацией величины отклонения; при превышении допуска производится проточка шеек и балансировка.
Снятие следов коррозии и задиров осуществляется применением паст и абразивов с последовательной полировкой рабочей поверхности.
Контроль шероховатости проводится профилометром; допуск по Ra устанавливается технологической картой для данного типа двигателя.
Измерение концентричности центральных отверстий производится индикатором; результаты фиксируются в отчете о дефектовке.

Замена поршней и колец
Подбор поршней и колец по размерам цилиндров. Монтаж производится с контролем зазоров колец и посадки поршней в гильзы. Испытание на компрессию.
Подбор и монтаж поршневой группы
Подбор поршней производится по фактическим размерам цилиндров и шейкам коленвала. Параметры поршней сопоставляются с техническими картами двигателей, применяемыми допусками и зазорами. Выбор колец осуществляется по диаметру поршня и типу маслосъёмной конструкции. Установке подвергаются комплектующие, прошедшие контроль твердости и геометрии.
Монтаж производится на стенде с применением оправок для вкладышей и оправочных втулок. Сборка выполняется с применением смазки для первичного пуска. Контроль зазоров производится щупом и микрометром. Регистрация параметров в бланке производственной документации.
Замена вкладышей и подгонка коленвала
Замена вкладышей проводится по износу. Контроль зазоров выполняется микрометром. Подгонка коленвала производится по измерениям радиального биения.
Технология установки и контроль зазоров
Установка вкладышей и подшипников производится поэтапно с применением измерительных инструментов. Подготовка контактных поверхностей включает очистку и обезжиривание. Сборка шатунно-поршневой группы осуществляется на оправках с выдерживанием осевых и радиальных допусков. Зазоры между коренными вкладышами и коленвалом измеряются щупами; значения фиксируются в протоколе. Установка коленвала выполняется с контролем осевого биения с помощью индикатора. Контроль радиальных зазоров производится после притяжки головок шатунов при предварительном прогоне масла. Притяжка болтов проводится по моментам с поэтапной схемой затяжки. Регистрация параметров производится в контрольной карте.
Ремонт или замена головки блока цилиндров (ГБЦ)
Разборка ГБЦ проведена. Осмотр поверхностей, проверка трещин и плоскостности. Расточка седел клапанов и притирка обеспечены.

Сборка двигателя
Сборка производится по технологической карте. Монтаж узлов в последовательности: коленвал, вкладыши, поршни, ГБЦ. Контроль зазоров и момент затяжки выполняется.
Технологический порядок сборки
Сборка двигателя производится по этапам с соблюдением технологической последовательности. Установление чистоты поверхностей. Подготовка крепежа и новых уплотнений. Монтаж коренных вкладышей с контролем осевого смещения. Установка коленчатого вала с моментами затяжки, контроль биения и радиального зазора. Подгонка шатунных вкладышей и поршневых пальцев, обеспечение масляной юбки. Монтаж поршневой группы с применением оправок. Установка ГБЦ с новой прокладкой и последовательностью затяжки по фазам температурного режима. Подключение газораспределительного механизма и проверка фаз синхронизации. Заполнение масляной системы и первичное вращение без подачи топлива. Контроль герметичности и подготовка к испытательной обкатке.
Обкатка и доводочные работы
Обкатка двигателя производится по этапам: постепенное увеличение нагрузки, контроль температур, измерение параметров, фиксация отклонений в протоколе.
Режимы и параметры обкатки
Обкатка двигательной установки проводится с контролем температурных и скоростных режимов. Прогрев до рабочей температуры производится при минимальной нагрузке, удержание в диапазоне 80–100°C. Первичный режим выполняется с переменной частотой вращения в пределах 800–2 500 об/мин, суммарная продолжительность не менее 60 минут. Нагрузка в первые 200 км имитируется щадящими динамическими изменениями с постепенным увеличением оборотов. Давление масла мониториться постоянно, допустимый разброс показателей не превышает 0,2 бар от паспортного значения. Частые резкие ускорения исключаются. Полевые условия допускаются после контрольной проверки всех соединений и систем.
Финальная проверка и настройка
Контроль параметров выполнен: холостой ход установлен, давление и компрессия подтверждены, адаптация ЭБУ завершена, протокол выдан.