

Описание услуги: ремонт двигателя JMC Vigus 2․5 дизель 140 л․с․ (2016–н․в․)․ Перечень работ: диагностика, дефектовка, восстановление узлов и систем․
Назначение документа
Документ предназначен для формализации объёма и состава работ по восстановлению двигателя JMC Vigus 2․5 дизель 140 л․с․ (2016–н․в․)․ Описываются границы ответственности при выполнении диагностических операций и последующих ремонтных мероприятий․ В документ включаются перечень услуг, методики измерений и критерии оценки состояния узлов, регламент маркировки и учёта снятых деталей, требования к инструментам и оснастке․ Установлены форматы отчётности по результатам диагностики и дефектовки, форма акта выполненных работ и список обязательных сопроводительных записей․ Контрольные параметры для приёмки агрегата после ремонта приведены в табличной форме․

Описание объекта работ
Объект: двигатель JMC Vigus 2․5 дизель 140 л․с․ (2016–н․в․)․ Состояние фиксируется документально․ Комплектность и серийные номера вносится в акт․
Технические характеристики двигателя JMC Vigus 2․5 дизель 140 л․с․ (2016–н․в․)
Тип двигателя: рядный четырёхцилиндровый дизель с турбонаддувом․ Рабочий объём: 2499 см3․ Максимальная мощность: 103 кВт при 3600 об/мин․ Крутящий момент: 310 Н·м при 2000–2400 об/мин․ Система питания: непосредственный впрыск топлива Common Rail․ Степень сжатия: 17,5․ Диаметр цилиндра: 93 мм․ Ход поршня: 92 мм․ Система охлаждения: жидкостная с принудительной циркуляцией․ Масляный насос: шестерённого типа с регулировочным клапаном․ Распределительный вал: один, верхнее расположение клапанов․ Привод ГРМ: ременной или цепной в зависимости от модификации․ Экологический стандарт: Евро-4/Евро-5 в зависимости от рынка․
Перечень предоставляемых услуг
Диагностика двигателя․ Измерение компрессии и давления масла․ Снятие и разборка․ Дефектовка․ Шлифовка и расточка․ Замена поршней и вкладышей․
Комплекс работ по диагностике и ремонту
Перечень операций по двигателю JMC Vigus 2․5 дизель 140 л․с․ (2016–н;в․): проведение полной диагностики электроники и механики, определение состояния цилиндропоршневой группы, измерение компрессии каждого цилиндра, измерение давления масла под нагрузкой и холостом ходу․
Дальнейшие действия: документирование дефектов, составление перечня запасных частей и материалов, согласование объёма работ․ Снятие агрегата с маркировкой узлов и стыков․ Разборка с учётом последовательности креплений и фиксации деталей․
Дефектовка с указанием предельных размеров и износов․ Паспортирование восстановительных операций и перечень операций на сборку․
Подготовительные мероприятия
Приём автомобиля производится с оформлением наряда․ Оценка состояния по документам и внешнему осмотру․ Инструменты и запчасти к работам готовы․
Приём автомобиля и первичная документация
Оформление приёма автомобиля производится через регистрационный журнал․ Вносить данные о модели, модификации двигателя и пробеге․ Фиксировать внешние дефекты кузова, утечки технических жидкостей, состояние аккумулятора․
Оформлять заявку на диагностику двигателя с указанием перечня требуемых процедур: измерение компрессии, измерение давления масла, визуальная дефектовка․ Прикладывать копии технического паспорта и сервисной книжки при наличии․
Составление акта приёма-выдачи с описанием комплектации автомобиля и перечнем ключей․ Установление согласованных сроков выполнения работ и условий оплаты в документе․ Внесение контактных данных владельца и контактного лица․ Регистрация пройденных проверок оборудования и калибровки приборов, применённых на момент приёма․
Диагностика состояния двигателя
Визуальный осмотр выполнен; Фиксация дефектов и шумов проведена․ Снятие кодов ошибок выполнено․ Замеры базовых параметров зафиксированы․
Визуальный осмотр и фиксирование дефектов
Визуальный осмотр производится в рабочей зоне с использованием освещения и оптических приборов․ Фиксация обнаруженных дефектов осуществляется посредством фотометрии и записей в журнале технического состояния․ Осмотр включает оценку внешней целостности блока цилиндров, головки блока, коллектора впуска и выпуска, масляных каналов, патрубков и уплотнений․ Крепежные элементы осматриваются на наличие деформаций, коррозии и износа․ По результатам осмотра составляется перечень деталей, подлежащих демонтажу для дальнейшей дефектовки․ Измерительные приборы калибруются перед применением․ Результаты фиксируются в электронном протоколе с указанием места обнаружения, типа дефекта и предполагаемой операции по устранению․
Измерение компрессии
Процедура измерения компрессии производится с использованием манометра․ Замеры фиксируются по цилиндрам․ Оценка проводится по регламентным значениям․
Методика замеров и требования к инструментам
Определение компрессии производится манометрическим методом с применением шкального компрессометра с допустимой погрешностью не более 1,0 бар․ Для исключения искажения результатов предусмотреть подача топлива и системы зажигания в отключённом состоянии․ Применение адаптеров с соответствующей резьбой и уплотнениями обязательно․ Приведение измерений к стандартным условиям производится температурной коррекцией․
Измерение давления масла выполняется манометром с диапазоном 0-10 бар и точностью не менее 0,1 бар․ Подсоединение выполняется через штуцер в масляной магистрали или через адаптер вместо датчика․ Запись показаний производится при холодном и прогретом двигателе, при разных оборотах холостого хода и повышенных оборотах․
Калибровка приборов подтверждается актом поверки․ Применение дигитальных приборов допускается при наличии аттестации․ Фиксация результатов осуществляется в диагностическом протоколе․
Измерение давления масла
Измерение давления масла производится с использованием манометра․ Фиксация показаний при холодном и рабочем режиме․ Оценка по паспортным значениям․
Порядок проведения замеров и критерии оценки
Подготовка измерительной схемы производится до запуска двигателя․ Подключение манометра давления масла выполняется к контрольному штуцеру масляной магистрали․ Прогрев двигателя до рабочей температуры производится до стабилизации показаний․ Снятие показаний давления выполняется при холостом ходу, при 2000 об/мин и при нагрузке․ Регистрация значений по цилиндрам проводится с записью времени и режима․ Для компрессии подключение манометра осуществляется к свечному отверстию через переходник․ Прокрутка стартером производится от 200 до 300 об/мин до стабилизации показаний․ Запись результатов производится в протокол с указанием давления по каждому цилиндру, времени прокрутки и использованного оборудования․ Отклонение допускается в пределах, указанных заводской документации; превышение границы признаётся дефектом․ Анализ данных выполняется по минимальному значению и по разбросу между цилиндрами; при расхождении свыше допустимого предела планируется дальнейшая разборка для дефектовки․
Снятие двигателя и подготовка к разборке
Отключение коммуникаций․ Маркировка жгутов и трубопроводов․ Слив технических жидкостей․ Подвеска двигателя к подъёмному оборудованию․ Демонтаж креплений․
Процедуры демонтажа и маркировки деталей
Подготовка к демонтажу включает отключение электрооборудования, слив рабочих жидкостей и фиксацию агрегата на подъёмном приспособлении․ Демонтаж двигателя производится поэтапно: снятие навесного оборудования, выпускных и впускных систем, топливного оборудования и системы охлаждения․ Крепежные элементы разделяются по типу и месту установки․ Маркировка корпусов и узлов выполняется нанесением устойчивых кодов на поверхности с фиксацией в сопроводительной карте․ Сбор мелких деталей производится в индивидуальные контейнеры с указанием номера цилиндра и позиции․ Шланги и проводка маркируются цветовой кодировкой и цифровой нумерацией․ Болты и гайки группируются по длине и классу прочности․ Электронные блоки упаковываются отдельно с антистатической защитой․ Фиксация соответствия деталей документируется в акте передачи на разборку․
Разборка агрегата
Демонтаж узлов производится по этапам․ Маркировка компонентов и упаковка крепежа․ Детали направляются на промывку․ Сборочная ведомость оформляется․
Поэтапная разборка и учёт комплектующих
Подготовка рабочего места выполняется с маркировкой мест расположения деталей и приспособлений․ Демонтаж узлов производится по очередности, фиксирование операций производится в журнале работ․ Разобранные детали группируются по функциональным узлам: блок цилиндров, кривошипно-шатунный механизм, ГБЦ, масляная система, системы впуска и выпуска․ Маркировка деталей осуществляеться с указанием номера цилиндра, позиции и состояния поверхности․ Упаковка мелких элементов производится в маркированные контейнеры․ Контрольные карты заполняются для каждой позиции․
Фотофиксация этапов разборки проводится с привязкой к карточке заказа․ Весовые и измерительные параметры блоков, крышек и шестерен регистрируются в приборном журнале․ Наличие дефектов отмечается с присвоением кода дефекта․ Выявленные расходные элементы получают отметку на замену и указываются в перечне на заказ запасных частей․ Хранение комплектующих осуществляется в закрытых шкафах по категориям․ Возврат годных деталей в складскую систему производится после присвоения кода пригодности и нанесения шелкографии с датой операции․
Дефектовка деталей
Оценка износа производится по измерениям: зазоры, выработка, трещины․ Классификация годности выполняется по заводским допускам и контрольным картам․
Критерии годности и предельные износы
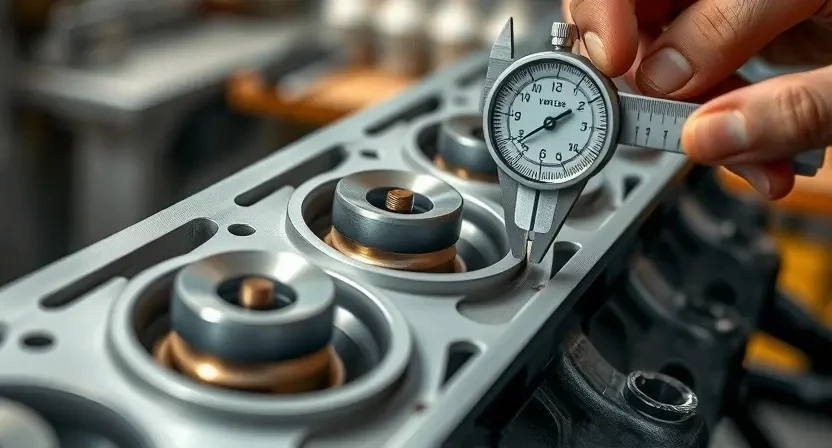
Определение годности деталей проводится по измерительным нормам и техническим картам․ Измерение внутреннего диаметра цилиндра выполняется нутромером; предельный износ цилиндра допускается до 0,15 мм относительно номинала․ Контроль овальности и конусности цилиндра производится по двум диаметрам на длине рабочей поверхности; предельное отклонение суммарно 0,08 мм․ Измерение шейки коленвала производится микрометром; предельный износ шейки составит 0,05 мм․ Шлифовка допускается при обеспечении требуемых размеров ремонтных расточек․ Толщина шатунной вкладыша контролируется; предельное уменьшение маркируется как 0,03 мм․ Износ поршня по диаметру не должен превышать 0,12 мм․ Кольца калибруются по ширине и зазору в канавке; суммарный боковой зазор поршневого кольца не превышает 0,35 мм для первого компрессионного кольца․ Состояние направляющих клапанов оценивается по износу поверхности и осевому люфту; пределы износа направляющей составляют 0,06 мм․ Сальники и уплотнения подлежат замене при нарушении эластичности или деформации․ Результаты измерений фиксируются в отчетной документации с указанием инструментов и серийных номеров деталей․
Шлифовка коленвала и расточка блока цилиндров
Шлифование коленвала и расточка блока выполняются с контролем биения, допусков и шероховатости․ Измерения фиксируются в отчёте․
Технологические параметры обработки и допуски
Установление размеров поверхностей производится по каталожным данным двигателя JMC Vigus 2․5 дизель 140 л․с․ (2016–н․в․)․ Обработка коленчатого вала: шлифовка коренных и шатунных шеек по диапазону восстановления +0,25 мм, +0,50 мм, с последующей установкой вкладышей соответствующего класса посадки․ Расточка цилиндров: контроль конусности и овальности, допустимый износ до 0,30 мм от номинального диаметра, при превышении допусков производится гильзовка или замена блока․ Поршни подбираются по диаметру и весу; допуск по массе цилиндра не более 5 г․ Упорный и торцевой радиусы обрабатываются с соблюдением радиусных величин, указанных в технологической карте․ Контроль геометрии ГБЦ производится по плоскостности 0,05 мм на 150 мм; при превышении планирование поверхности․ Зазоры клапанов выставляются в холодном состоянии по заводским значениям; регулировочные шайбы подбираются по классу․ Контроль компрессии выполняется после сборки для подтверждения соответствия техническим параметрам; фиксирование измерений в акте․ Давление масла проверяется манометром в подшипнике масляного насоса и в маслопроводах; допустимые значения давления указаны в спецификации производителя․ Сборочные моменты затяжки креплений задаются по таблице крутящих моментов; применение динамометрического ключа обязательно․ Финишная обработка поверхностей с применением чистовых паст допускается при условии сохранения номинальных размеров․
Замена поршней, колец и вкладышей
Подбор комплектующих по допускам․ Замена узлов производится с контролем зазорных параметров․ Притертость колец обеспечивается обработкой․
Подбор комплектующих и порядок установки
Определение перечня деталей производится на основании дефектовки и технической документации двигателя JMC Vigus 2․5 дизель 140 л․с․ (2016–н․в․)․ Критерии подбора: соответствие номеров по каталогу, геометрические размеры, твердоcть материалов, коэффициенты трения, ресурс по спецификации производителя․ Замена комплектующих допускается при превышении предельных износов или при нарушении геометрии․
Порядок установки составлен по этапам․ Подготовка деталей включает очистку, обезжиривание, измерение контрольных размеров и маркировку․ Установка вкладышей производится с соблюдением посадочных зазоров и моментных характеристик крепежа․ Монтаж поршней и колец осуществляется с учётом ориентации канавок и стоек, последовательность установки шатунов соответствует нумерации цилиндров․ Контрольные замеры после установки включают проверку осевого люфта, геометрии шатунно-поршневой группы, совпадение меток синхронизации газораспределительного механизма; Документирование операций производится с указанием применённых деталей, измерений и полученных значений․

Ремонт или замена головки блока цилиндров (ГБЦ)
Осмотр ГБЦ выполнен․ Плоскости замерены․ Ремонтным станком произведена правка․ Замена клапанов и сальников произведена при износе выше допуска․
Контроль плоскостей, замена клапанов и сальников
Контроль плоскостей головки блока цилиндров производится измерением плоскостности с использованием щупов и индикаторного приспособления․ Величина допустимого прогиба фиксируется в технической документации․ Замер проводится по двум взаимно перпендикулярным направлениям с протоколированием результатов․ При превышении допусков выполняется шлифовка поверхности с указанием удаляемого металла и финальной шероховатости․
Осмотр направляющих и седел клапанов осуществляется визуально и измерительными инструментами․ При выявлении износа производится замена клапанов по каталожным номерам; маркировка заменённых элементов в акте․ Проверка зазоров клапанов осуществляется после сборки с применением калиброванных щупов․ Замена сальников проводится при обнаружении масляных подтёков или ухудшении герметичности; новые сальники подбираются по внутреннему диаметру и материалу․ Ведомость работ включает перечень применённых деталей и результаты контрольных измерений․

Сборка двигателя
Сборка производиться по этапам: установка коленвала, вкладышей, поршней с кольцами, ГБЦ․ Контроль моментов затяжки и зазоров выполняется по регламенту․
Последовательность сборочных операций и контрольные моменты
Сборка двигателя выполняется по этапам для исключения дефектов и обеспечения соответствия заводским параметрам․ Первым этапом считается подготовка очищенных деталей и комплектующих, маркировка оставленных узлов и размещение расходных элементов рядом с рабочим местом․ Установка коленчатого вала производится с применением калиброванных вкладышей и динамометрического момента крепления крышек․ Шатунные комплекты монтируются с обязательной проверкой радиального зазора․ Поршни и кольца устанавливаются с учётом направления и зазоров по канавкам, фиксирование замеров выполняется шаблоном․ ГБЦ устанавливается после контроля плоскостей и замены прокладки, момент затяжки болтов осуществляется по этапной схеме с фиксацией результатов в протоколе․ Синхронизация распредвалов и ТНВД проводится при установленной метке; проверка фаз осуществляется индикатором часового типа․ Масляные магистрали и канавки подвергаются продувке и визуальному контролю․ Контроль компрессии и давления масла запланирован до окончательной финишной регулировки․ Фиксация всех измерений производится в журнале работ․

Обкатка и настройка после ремонта
Обкатка проводится согласно регламенту: постепенное увеличение нагрузки, контроль температуры и давлений․ Настройка производится после завершения обкатки․
Режимы обкатки, измерения и регулировки
Обкатка двигателя после капитального ремонта производится в три этапа․ Первый этап ─ запуск на холостых оборотах в течение 20 минут для прогрева и первичной адаптации, при этом фиксирование утечек и контролирование масла․ Второй этап ─ нагрузочная обкатка при переменных оборотах в диапазоне 1500-3000 об/мин продолжительностью 2 часа с периодическими измерениями давления масла и температуры․ Третий этап ― испытание при установившейся нагрузке на стенде в течение 1 часа с регистрацией расхода топлива и динамики давления масла․
Измерения производятся манометром класса не ниже 0,5 и цифровым термометром с погрешностью не более 1 °C․ Регулировки выполняются по результатам замеров: регулировка момента впрыска при наличии электронного управления производится через диагностический интерфейс; механическая коррекция производится заменой регулировочных шайб и уплотнений․ Фиксация результатов производится в акте испытаний с указанием величин давления масла, температур, расхода топлива и выявленных отклонений от рабочих диапазонов․
Заключительная документация и гарантийные условия
Акт выполненных работ составлен․ Испытания оформлены протоколом․ Гарантия на заменённые детали и работы указана в документе приёма․
Акт выполненных работ, испытания и сроки гарантии
Составление акта выполненных работ производится после завершения всех операций по восстановлению двигателя JMC Vigus 2․5 дизель 140 л․с․ (2016–н․в․)․ В акт включаются наименование выполненных операций, применённые комплектующие с указанием артикула, номера партий и израсходованных материалов․ Фиксация измерений проводится: компрессия по цилиндрам, давление масла на холостом и рабочих режимах, параметры плоскостей ГБЦ после обработки․ Испытания проводятся стендовые и дорожные с протоколированием показателей расхода топлива, давления масла и температурного режима․
Гарантийные условия оформляются в отдельном разделе акта․ Предоставляется гарантия на выполненные работы и заменённые детали сроком 12 месяцев или 20 000 км пробега; в тексте акта указывается гарантийный период, перечень изделий, на которые гарантия не распространяется, и условия сохранения гарантии: проведение регламентного обслуживания по нормативам и предоставление сервисной документации․ Возмещение по гарантийным случаям оформляется на основании акта дефектовки и результатов повторных испытаний․