

Описание услуги по ремонту двигателя Kamaz 65115 дизель 260 л․с․ (2000–н․в․)․ Описание включает диагностические операции, оценку состояния, измерения компрессии и давления масла, снятие, разборку, дефектовку, механическую обработку, замену элементов, сборку и пуско-наладку․

Область применения услуги
Применение услуги ограничено двигателями Kamaz 65115 дизель 260 л․с․ период выпуска 2000–н․в․ Обслуживание направлено на восстановление рабочих параметров, устранение внутренних дефектов, повышение ресурса агрегата посредством комплексной механической и измерительной обработки․
Типы техники и модификации
Обслуживание двигателя Kamaz 65115 дизель 260 л․с․ ориентировано на шасси и бортовые платформы с прямой установкой двигателя в рамное исполнение․ Включение в перечень допустимых модификаций производится для версий с механической коробкой передач и автоматизированной трансмиссией, с передней и задней гидравлической навеской, с дополнительным отопителем салона и без такового․ Применение рассматривается к шасси с одинарной и двойной кабиной, а также к специализированным надстройкам, где сохранена заводская компоновка моторного отсека․
Совместимость с силовыми агрегатами с заводскими и усовершенствованными системами впрыска допускается при подтверждении маркировки и кода двигателя․ Обслуживание распространяется на модификации с турбонаддувом и без турбокомпрессора при сохранении стандартных рабочих параметров․ Варианты с дополнительной системой рециркуляции выхлопных газов включаются после проверки соответствия конфигурации выпускной системы․
Идентификация модификации проводится по табличке и номеру двигателя․ Присутствие нестандартных компонентов подлежит фиксации в наряде-наряде․ Ограничение на вмешательство в электронные блоки управления применяется при отсутствии заводской документации․
Период выпуска и диапазон годов
Обслуживание и ремонт двигателя Kamaz 65115 дизель 260 л․с․ распространяется на силовые установки, выпускавшиеся с 2000 года по настоящее время․ Охват периода обусловлен модельным рядом шасси и применяемыми двигателями, включая ранние серии с заводскими конфигурациями и последующие модификации с изменёнными компонентами․ Эксплуатационные версии, выпущенные до 2000 года, в рассмотрение не включаются․ Временные рамки ориентированы на соответствие типоразмеров, посадочных мест и технологических допусков, принятых производителем в указанном интервале․ Подобранные методики диагностики и восстановления ориентированы на конструктивные особенности мотора указанного поколения․ Подходы к измерению компрессии и давления масла стандартизированы для данного диапазона годов с учётом возможных изменений в системах смазки и уплотнениях, произведённых в процессе выпуска․ Детали, изготовленные по поздним тех․ условиям, могут иметь отличия по материалам и размерам; при проведении дефектовки учитывается год изготовления․ Работы по шлифовке и расточке выполняются с учётом заводских допусков, действовавших в конкретном году производства․ При составлении комплекта запчастей определяется год выпуска двигателя для подбора совместимых поршней, колец, вкладышей и прокладок головки блока цилиндров․ В документации к заказ-наряду указывается год выпуска агрегата и серийный номер для сопоставления с архивными спецификациями производителя․
Комплекс выполняемых работ
Перечень операций по ремонту двигателя Kamaz 65115 дизель 260 л․с․ включает диагностику агрегата, оценку состояния узлов, измерение компрессии и давления масла, демонтаж, разборку, дефектовку, механическую обработку деталей, замену изношенных компонентов и окончательную сборку․
Диагностика агрегата
Выполнение комплексной диагностики двигателя Kamaz 65115 дизель 260 л․с․ производится в стационарных условиях с применением специализированного оборудования․ Предусмотрено внешнее обследование корпусов и магистралей на предмет течей, деформаций и коррозии․ Измерение физических параметров проводится по регламенту завода-изготовителя․ Регистрация показателей выполняется с использованием приборов калиброванных в установленных пределах допуска․ Снятие электронных кодов неисправностей производится через диагностический интерфейс контроллера․ Анализ данных блока управления выполняется с выгрузкой параметров рабочих процессов для последующей трактовки․
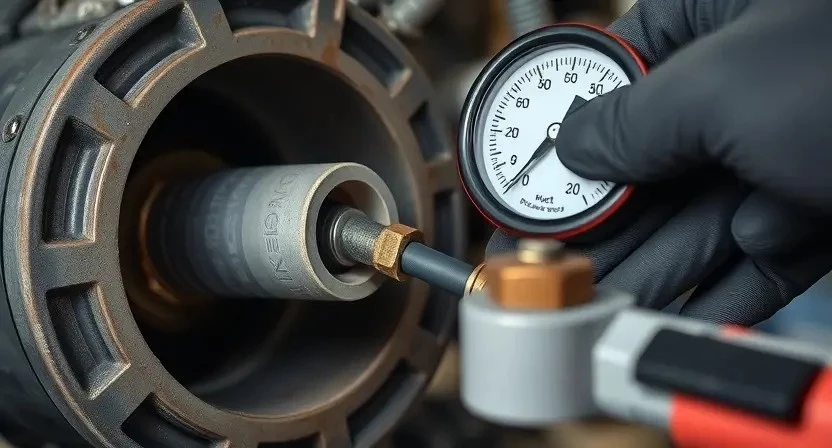
Параметры подачи топлива и управляющих импульсов фиксируются на осциллографе с целью выявления сбоев в синхронизации․ Давление в топливной рампе измеряется манометром с точностью, обеспечивающей однозначную оценку состояния системы подачи․ Параметры системы смазки регистрируются датчиками давления и температуры масла․ По результатам измерений формируется протокол с указанием фактических значений и допустимых пределов․ Фиксация звуковых характеристик производится через виброакустическую аппаратуру для обнаружения посторонних шумов и люфтов․
Диагностические операции завершаются визуализацией дефектов и составлением рекомендаций по объему ремонтных работ․ Протокол диагностики включается в сопроводительную документацию двигателя для подтверждения выявленных неисправностей и обоснования последующих вмешательств․
Оценка технического состояния
Визуальный осмотр двигателя Kamaz 65115 дизель 260 л․с․ выполняется с целью выявления внешних дефектов и признаков утечек․ Осмотр включает корпусные поверхности, соединения трубопроводов, крепежные элементы и состояние навесного оборудования․ Фиксация обнаруженных повреждений производится в отчетной документации с указанием места и характера дефекта; Отклонения от нормативных размеров и коррозионные поражения регистрируются отдельно․
Контроль за работоспособностью систем производится посредством инструментальных замеров․ Применение измерительных приборов для оценки износа направлено на получение количественных значений․ Снятие показаний частоты вращения и анализа вибросигналов выполняется на холостом ходу и под нагрузкой․ Фиксация результатов производится в форме таблицы для последующей сравнительной оценки․
Оценка состояния масляной системы включает визуальную оценку маслопроводов и магнитов на поддоне, измерения давления масла при различных режимах и анализ качества масла методом лабораторного исследования․ Оценка состояния топливной системы включает осмотр фильтров, топливопроводов и форсунок с регистрацией пропускной способности и наличия загрязнений․
Протокол дефектоскопии составляется с указанием приоритетности работ, перечня необходимых деталей и мероприятий по восстановлению рабочей емкости двигателя․ В протоколе обоснован выбор методики ремонта и допуск к демонтажу агрегата․
Измерение компрессии
Подготовка рабочего места и инструмента производится в соответствии с регламентом․ Система зажигания и подача топлива отключаются․ Свечи накаливания или заглушки цилиндров демонтированы․ Компрессометр установлен в отверстие свечи․ Вал коленчатого вала проворачивается стартером до достижения стабильного показателя на манометре․ Показания фиксируются по каждому цилиндру отдельно․ Стандартизация результатов производится с учётом температуры двигателя и климатических условий․ При отличии показаний между цилиндрами более чем на установленную величину проводится дополнительная проверка герметичности клапанов и состояния поршневых колец․ Регистрация результатов оформляется в измерительный протокол с указанием номера цилиндра, максимального давления, времени снятия показаний и условий проведения․ При необходимости выполнения контрольного испытания повторное измерение выполняется после устранения выявленных дефектов․ Анализ данных направлен на выявление утечек через клапаны, кольца или ГБЦ․ При выявлении систематического снижения давления компрессии проводится визуальный и инструментальный осмотр камер сгорания и прилегающих поверхностей․ Результаты измерений используются для принятия решения о дальнейшем разборе агрегата или выполнении ремонтных операций по восстановлению компрессии․
Демонтаж двигателя
Подготовительные работы к демонтажу двигателя Kamaz 65115 дизель 260 л․с․ (2000–н․в․) включают изоляцию электрических цепей, слив рабочих жидкостей и маркировку соединений․ Электропроводка отключается последовательным отсоединением клемм․ Топливные магистрали освобождаются от давления посредством сброса излишков в контрольную емкость․ Система охлаждения опорожняется через штатные пробки․ Масляная система сливается в тару с маркировкой для последующей утилизации․
Соединения агрегатов отделяются по группам: навесное оборудование, масляные и топливные магистрали, выпускной тракт․ Крепежные элементы маркируются и укладываются по комплектации․ Подвес двигателя обеспечивается грузоподъемным оборудованием с расчетом массы․ Крепления двигателя к раме ослабляются по схеме, указанной в сервисной документации․ Рычаги и тяги отсоединяются в порядке, исключающем заклинивание механизмов․
Снятие двигателя производится посредством подъема до проектного уровня освобождения от опорных плоскостей․ Подъем должен осуществляться плавно с контролем симметрии нагрузки․ После вывешивания двигатель смещается и извлекается из монтажного посадочного места с учетом геометрии кузова и наличия технологических люков․ Освобожденный агрегат размещается на специализированной тележке или стойке для последующей транспортировки в ремонтную зону․
Разборка узлов и агрегатов
Демонтаж отдельных агрегатов двигателя выполняется после снятия силового блока с рамы․ Слив эксплуатационных жидкостей производится в специализированные ёмкости․ Снятие навесного оборудования осуществляется по очередности: генератор, кондиционер, насос гидроусилителя, топливный насос высокого давления․ Крепёжные элементы маркируются для обеспечения обратной сборки․ Разборка монтажных узлов проводится на рабочем столе с контролем чистоты и освещения․ Поршневая группа извлекается совместно с шатунными крышками․ Распределительный вал и газораспределительный механизм демонтируются отдельными комплектами․ Сальники и уплотнения удаляются и утилизируются․ Топливная аппаратура снята и передана на отдельную площадку для чистки и дальнейшей проверки․
Упор делается на исключение механических повреждений при извлечении деталей․ Рабочие поверхности защищаются от попадания абразивных частиц․ Болты креплений подвергаются контролю состояния резьбы и геометрии․ Соединительные элементы скручивания маркируются номером позиции․ Крепления головки блока обрабатываются по определённой схеме отворачивания․ Головка блока отделяется равномерно, с применением инструментов контроля усилия․ После разборки блок цилиндров фиксируется в приспособлении для дальнейшей дефектовки и расточки․ Описание операций оформляется в акте разборки с указанием найденных дефектов, размеров и последующих мероприятий․
Дефектовка деталей
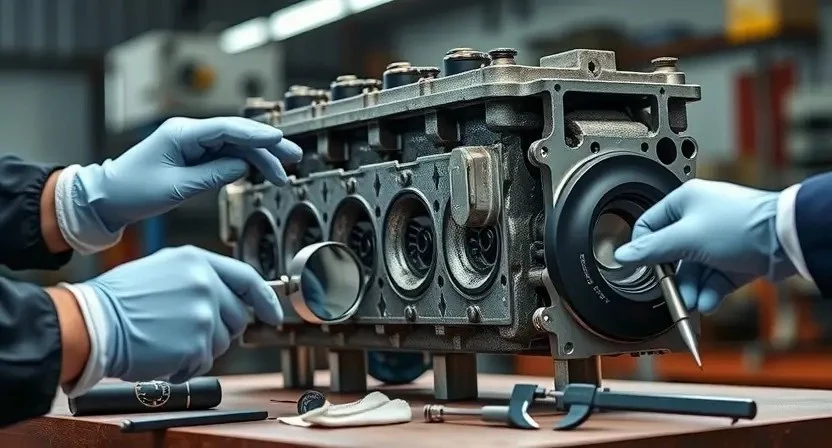
Проведение дефектовки деталей двигателя Kamaz 65115 дизель 260 л․с․ организовано как последовательный процедурный комплекс․ Визуальный осмотр деталей выполняется под увеличением для выявления трещин, выкрашиваний, забоин и коррозии․ Геометрические параметры измеряются микрометром, штангенциркулем и кольцом для контроля круглости․ Контроль поверхностей производится при помощи магнитной дефектоскопии для обнаружения поверхностных и подповерхностных трещин․ Измерение твердости производится твердомером по контролируемым зонам с привязкой к нормативным значениям производителя․ Контроль износа шеек и гильз осуществляется по замерам диаметров и конусности․ Проверка на биение производится на токарном измерительном устройстве с фиксацией показаний․ Измерение посадочных поверхностей осуществляется индикатором часового типа с фиксацией отклонений от плоскостности․ Оценка коррозионных поражений производится с учетом глубины и площади дефекта․ Оценка трещин головки блока цилиндров выполняется методом капиллярной дефектоскопии и красящей проникающей жидкости с документированием результатов․ Контроль резьбовых соединений осуществляется проведением калибровки и пробного закручивания с фиксацией момента․ Изношенные элементы маркируются и подаются на списание или восстановление․ Классификация дефектов производится по признакам: ремонтопригодность, необходимость шлифовки, расточки или замены․ Составление дефектного акта производится с указанием измеренных значений, допусков и рекомендуемых операций для дальнейшей обработки․
Шлифовка коленвала и посадочных поверхностей
Проведение шлифовки коленвала выполняется после дефектовки с выявлением износа шеек и конусности․ Контроль размеров шеек осуществляется специализированными микрометрами и индикаторами․ Отмечается необходимость измерения биения и круглости с точностью до 0,01 мм․ Признание ремонта возможным оформляется протоколом допусков․ Поверхности шеек подлежат шлифовке при превышении предельного износа или повреждений поверхности; при этом снимаемый припуск фиксируется согласно технологической карте․ Ограничение диаметра после шлифовки определяется заводскими заданиями и табличными данными для данной модификации двигателя․ После шлифовки выполняется полировка для восстановления контактной поверхности вкладышей․ Обеспечение чистоты процесса осуществляется применением смазочно-охлаждающей жидкости, фильтрацией стружки и контролем температуры․ Посадочные поверхности шатунов и коренных опор подвергаются дефектовке до шлифовки; при наличии задиров или каналов маслоснабжения проводится восстановление канавок и промывка маслопроводов․ Применение оправок и центровочных приспособлений обеспечивает соосность после обработки․ Контрольная проверка размеров и шероховатости выполняется после обработки; требования по шероховатости соответствуют заводским нормативам․ Входной и выходной замеры фиксируются в акте выполненных работ․ Отверждение допуска к сборке производится по результатам измерений и визуального контроля․
Расточка блока цилиндров
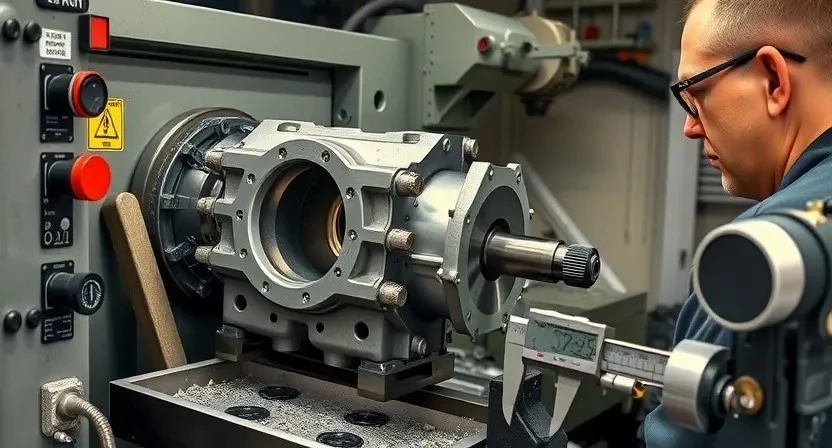
Выполнение расточки блока цилиндров предполагает восстановление рабочих поверхностей цилиндров путем финишной механической обработки․ Предварительная подготовка включает очистку наружных и внутренних поверхностей, демонтаж заглушек, посадочных деталей и снятие маслосъемных колец для исключения повреждений при обточке․ Контроль геометрии блока производится до начала обработки: проверка биения плоскости опоры, проверка цилиндрических осей на соосность и допуски износа․ Обмеры посадочных поверхностей выполняются микрометром и нутромером для определения предела расточки и выбора конечного диаметра цилиндра․
Операция расточки выполняется на специальном станочном оборудовании с применением расточных оправок и программируемых режимов обработки․ Применение режущих инструментов с покрытием, соответствующим обрабатываемому сплаву, обеспечивает требуемую чистоту поверхности и допустимое отклонение радиуса․ Контрольная обработка включает снятие минимального количества металла для достижения цилиндрического профиля и обеспечения номинального зазора под комплект новых поршней и колец․
После расточки производится хонингование с заданной ступенью шероховатости и получением перфорации масляного слоя․ Проверка диаметров и конусности выполняется калибрами и индикатором․ Результаты измерений фиксируются в отчётной документации с указанием допусков и фактических величин․
Замена поршней и поршневых колец
Выполнение замены поршней и поршневых колец производится в составе капитального восстановления двигателя Камаз 65115 дизель 260 л․с․ (2000–н․в․)․ Операция включает демонтаж поршневой группы, измерение посадочных и рабочих параметров цилиндров и поршней, подбор ремонтных размеров с опорой на заводские допуски․ Замена производится при обнаружении износа канавок, задиров, избыточного радиального люфта или перекоса шатунов․ Измерение диаметра цилиндра выполняется индикатором и микрометром по нескольким уровням по длине гильзы․ Измерение зазоров поршня по диаметру и конусности выполняется штангенциркулем и специализированными калибрами․ Измерение толщины поршневых колец и их подгонка производится щупами и шаблонами с учетом тепловых и эксплуатационных зазоров․ Подбор колец производится по маркировке и размерной группе; применение изделий без соответствующей маркировки исключается․ Очистка рабочих поверхностей и притирка канавок выполняется при выявлении загрязнений и следов коррозии․ Сборка поршневой группы производится с установкой новых стопорных элементов и применением смазки для холодной посадки․ Контроль свободного хода кольца в канавке и компрессионного зазора в замковой зоне производится до установки поршней в блок․ Замеры бокового люфта шатуна и предварительная калибровка по масляному зазору вкладышей выполняются отдельно․ Обеспечение равномерного натяга стопорных колец и однотипности комплектов поршней обязательны для восстановления ресурса․ Завершение работ документируется отчетом с указанием измерений, примененных деталей и примененных ремонтных размеров․
Замена коренных и шатунных вкладышей
Определение геометрии посадочных мест и оценка износа коленчатого вала производятся перед выбором вкладышей․ Измерение биения и овальности выполняется при установке в приспособление для центрирования․ Контроль радиального зазора производится микрометрическим и нутромерным оборудованием․
Демонтаж крышек коренных подшипников проводится после маркировки положения крышек и шейки․ Сборочные поверхности очищаются от отложений и масляных пленок․ Уплотняющие элементы демонтируются без повреждения сопрягаемых поверхностей․ Замена производится комплектами, соответствующими маркировке завода-изготовителя․
Подбор вкладышей осуществляется по размерному ряду с учетом ремонтного размера вала и блока․ Контроль прилегания вкладышей производится визуально и измерением зазора при помощи щупов․ Проверка совпадения меток проводится перед окончательной сборкой․
Установку шатунных вкладышей производят с учетом ориентации масляных каналов․ Момент затяжки болтов крышек шатунов и коренных крышек устанавливается по нормативам завода-изготовителя․ Дополнительный контроль угла проворота вала выполняется после каждого этапа затяжки․
Испытание на герметичность масляной системы производится при давлении, указанном в технической документации․ Измерение давления масла на холостом ходу и при повышенных оборотах фиксируется и сравнивается с эталонными значениями․ Внесение корректировок производится при обнаружении отклонений․
Фиксация результатов ремонта в журнале работ включает данные о примененных деталях, размерных отметках, моментах затяжки и показаниях давления․ Хранение документации производится в соответствии с регламентом предприятия․
Ремонт или замена головки блока цилиндров
Определение состояния головки блока цилиндров производится после демонтажа с двигателя Kamaz 65115 дизель 260 л․с․ (2000–н․в․)․ Осмотр внешних поверхностей, камер сгорания, каналов охлаждения и масляных протоков выполняется для выявления трещин, коррозии и эрозии․ Контроль геометрии крышки клапанов и плоскости сопряжения производится при помощи индикаторной стойки и плоской поверочной линейки․ Давление герметичности камер сгорания измеряется опрессовкой с применением специального оборудования․ Признаки прогорания седел клапанов и уплотнений клапанов документируются на основе выявленных дефектов․ Снятие клапанов и направляющих производится с целью измерения износа и проверки зазоров․ Измерение валов клапанов и направляющих осуществляется микрометром; результаты сравниваются с заводскими допусками․ Расточка направляющих и притирка седел выполняется при необходимости восстановления параметров посадки․ Шлифовка плоскости ГБЦ выполняется на специализированном станке с контролем параллельности и шероховатости; протокол допуска оформляется при соблюдении предельных размеров․ Замена прокладки головки блока цилиндров производится с применением оригинальных или сертифицированных аналогов․ Сборка узла осуществляется с применением новых уплотнительных элементов, введением фиксированных моментных характеристик затяжки и поэтапной процедуры затяжки согласно регламенту․ Подтяжка крепежа контролируется динамометром․ Испытание восстановленной головки блока цилиндров проводится на стенде под рабочими параметрами для подтверждения герметичности и работоспособности каналов охлаждения и масляной системы․
Сборка и комплектование двигателя
Сборка выполняется по технологической карте с указанием размеров и допусков․ Комплектование проводится исключительно из пронумерованных и проверенных деталей, включая поршни, кольца, вкладыши, болтовую арматуру и уплотнения․ Контроль чистоты рабочих поверхностей производится перед монтажом․ Смазочные составы подбираются по спецификации двигателя․ Посадочные поверхности подвергаются нанесению рабочей смазки перед установкой вкладышей и поршней․ Маховичный узел комплектуется с регулировкой торцевого зазора․ Коленчатый вал устанавливается в шатунные и коренные опоры с последовательным моментом затяжки по таблице крутящих моментов․ Шпильки и болты крепления головки блока затягиваются по схеме и ступенчатой процедуре․ Уплотнительные прокладки размещаются с ориентацией по меткам․ Вал распределительный устанавливается с контролем фазы и люфта․ Натяжители цепи привода газораспределения комплектуются новыми элементами, при наличии износа заменяются․ Топливные форсунки и насосная аппаратура комплектуются с калибровкой․ Система охлаждения собирается с заменой термостата и фитингов при обнаружении дефектов․ Электропроводка укладывается по жгутам с фиксацией хомутами и защитой․ Выполнение замеров базовых зазоров производится после предварительной обкатки на стенде․ Сборке придается приоритет герметичности и точности соответствующих регулировок․
Обкатка восстановленного двигателя
Проведение обкатки восстановленного двигателя производится по регламенту, установленному для двигателей КамАЗ 65115 дизель 260 л․с․ (2000–н․в․)․ Обкатка включает последовательное нарастание нагрузки и времени работы с целью получения стабильных параметров и выявления скрытых дефектов․ Первичная обкатка производится на стенде или при минимальной нагрузке на шасси․ Продолжительность первичного этапа фиксируется протоколом и составляет не менее часовой работы при холостых и переходных режимах с постепенным повышением оборотов до рабочей зоны․ Контроль параметров во время обкатки осуществляется по давлению масла, температуре охлаждающей жидкости, частоте вращения коленвала и уровню вибрации․ Измерения выполняются цифровыми приборами с фиксацией в журнале․ При отклонениях параметров проводятся оперативные остановки и повторная проверка систем смазки и охлаждения․ Вторая стадия обкатки предполагает применение переменных нагрузок и интервалов длительностью от нескольких часов до заданного пробега на стенде․ Во время второго этапа осуществляется периодическая замена масла и фильтров с учетом эксплуатационной карты восстановленного двигателя․ По завершении обкатки производится повторная диагностика компрессии и давления масла, сравнение с исходными значениями после ремонта и оформление акта приемки․ Гарантийные условия вступают в силу после составления итоговой документации и подтверждения соответствия технических параметров нормам завода-изготовителя․
Настройка систем впрыска и топливоподачи
Определение состояния форсунок и топливного насоса высокого давления проводится с применением стендовых испытаний․ Испытание включает измерение подачи топлива, величины распыла и величины остаточного давления․ Замеры выполняются специализированными манометрами и расходомерами․ Применение эталонных карт подачи топлива и спецификаций производителя обеспечивается для оценки соответствия параметров․
Дозирование топлива при запуске и холостом ходе регулируется по величине подачи и углу опережения впрыска․ Регулировочные величины фиксируются в протоколе․ Величины фаз впрыска сверяются с заявленными параметрами и при отклонениях подлежат коррекции посредством регулировки привода топливного насоса или программного перенастроя блока управления, при наличии электронного управления․ Измерение давления в рейке проводится на номинальных оборотах и при повышенной нагрузке․
Проверка герметичности системы осуществляется посредством подачи топлива под давлением и фиксирования утечек по массе и объему․ Замена уплотнений и фитингов производится при обнаружении течи․ Промывка топливной системы выполняется с применением специализированных промывочных составов и узлов фильтрации․ Контрольные пуски и стендовые нагрузки используются для окончательной валидации настроек и подтверждения стабильности подачи топлива при различных режимах работы двигателя․
Контрольные испытания и финальная проверка
Проведение контрольных испытаний направлено на верификацию восстановленных параметров двигателя Kamaz 65115 дизель 260 л․с․ (2000–н․в․)․ Испытания включают холостой запуск, прогрев до рабочей температуры, измерение давления масла на регламентных режимах и фиксирование показателей в отчётной документации․ Функционирование системы смазки оценивается по стабильности давления и отсутствию утечек на соединениях и уплотнениях․ Оценка компрессии проводится на холодном и прогретом агрегате с фиксацией отклонений по цилиндрам․ Контроль чистоты выхлопных газов производится анализатором для определения отклонений от нормативных значений, что указывает на качество регулировки топливной подачи и состояния камер сгорания․ Параметры подачи топлива проверяются по давлению топливного насоса и по синхронизации впрыска, с записью установленных значений․ Система охлаждения обследуется по температурным датчикам, по циркуляции теплоносителя и по герметичности соединений․ Вибрационный анализ проводится на холостом и нагрузочном режимах для выявления дисбаланса и люфтов в опорах․ После завершения динамических испытаний производится статическая проверка натяжения ремней, состояния крепёжных элементов и уровней эксплуатационных жидкостей․ Оформление итогового протокола включает перечень выполненных измерений, зафиксированные значения, дефекты, выполненные корректирующие операции и рекомендации по дальнейшей эксплуатации․

Документация и гарантийные обязательства
Формирование пакета документов производится при выполнении работ по ремонту двигателя Kamaz 65115 дизель 260 л․с․ (2000–н․в․)․ Включение в пакет технического отчета, спецификаций применённых деталей, актов выполненных работ и ведомостей произведённых измерений․ Технический отчёт содержит перечень выполненных операций с указанием контролируемых параметров и методов измерений․ Спецификации деталей сопровождаются сертификацией и идентификационными обозначениями поставщика․ Акты выполненных работ оформляются с указанием дат начала и завершения отдельных этапов ремонта, перечня применённого оборудования и номера партии комплектующих․
Приложение измерительных ведомостей включает значения компрессии по цилиндрам, показания давления масла до и после регламентных операций, результаты шлифовки и расточки с допусками․ Отчёт по дефектовке отражает выявленные повреждения, принятые ремонтные решения и применённые материалы․ Протокол сборки содержит информацию по моментам затяжки, зазорам и техническим зазорам после установки вкладышей и поршней․ Протокол обкатки фиксирует режимы прогрева, нагрузки и продолжительность испытаний на стенде․
Гарантийные обязательства оформляются отдельным документом и содержат условия покрытия дефектов, срок гарантии на выполненные работы и заменённые узлы, порядок обращения по гарантийному случаю и требования к предъявляемым документам․ Гарантийный срок устанавливается в зависимости от объёма работ и типа заменённых компонентов и указывается в гарантийном документе․ Условия ограничения ответственности и исключения перечисляются в приложении к гарантийному документу․ Регистрация гарантийного случая производится на основании акта дефекта и диагностического отчёта․