
Описание услуги по ремонту двигателя Aston Martin DB11 5.2 L V12 Twin Turbo. Диагностика, оценка состояния, измерения, демонтаж, дефектовка и подготовка к ремонту.
Область обслуживания и модель двигателя
Обслуживание предназначено для силовых агрегатов Aston Martin DB11 5.2 L V12 Twin Turbo, выпуска с 2016 года по настоящее время. Поддержка охватывает двигатели с рабочим объёмом 5.2 литра и конфигурацией V12 с турбонаддувом; Классификация работ определена по видам вмешательств: диагностические процедуры, измерения компрессии и давления масла, демонтаж силовой установки, разборка узлов, дефектовка компонентов, восстановительная обработка поверхностей, расточка цилиндров, замена поршней, шатунных и коренных вкладышей, установка новых поршневых колец, ремонт головки блока цилиндров, окончательная сборка, стендовая обкатка и настройка систем управления двигателем. Гарантированная совместимость операций подтверждена технической документацией производителя и внутренними регламентами сервиса. Оборудование и оснастка соответствуют размерным и динамическим требованиям указанной модели.
Общие сведения о двигателе Aston Martin DB11 5.2 L V12 Twin Turbo
Двигатель V12 5.2 L с двойным турбонаддувом. Мощность 600 л.с. Конструкция алюминиевого блока. Системы высокого давления и электроуправления.
Основные характеристики и конструктивные особенности
Описание двигателя выполнено документально. Конфигурация V12, рабочий объем 5.2 л, двойной наддув, форсировка до 600 л.с. Массовая компоновка двигателя предусматривает продольную установку в передней части кузова. Блок цилиндров изготовлен из алюминиевого сплава с интегрированными рубашками охлаждения. Коленчатый вал кованый, количество опор коленвала соответствует конструктивной схеме с опорными крышками повышенной жесткости. Система газораспределения оснащена двойными распредвалами на каждую головку и гидрокомпенсаторами. Топливная система представлена непосредственным впрыском высокого давления. Турбокомпрессоры с электронным управлением снабжены интеркулерами. Система смазки с сухим картером и электрическим насосом поддерживает стабильное давление при высоких оборотах. Электронные блоки управления интегрированы с сетью диагностических интерфейсов. Съемные впускные коллекторы и модульная конструкция головок обеспечивают доступ при демонтаже. Контроль рабочих температур обеспечивается двухконтурным охлаждением с термостатами и эжекторными каналами.
Объем предоставляемых услуг
Перечень выполняемых операций включён: диагностика, оценка состояния, измерение компрессии и давления масла, демонтаж агрегата, разборка и дефектовка деталей.
Перечень выполняемых операций
Диагностика электронных блоков управления производится считыванием кодов ошибок и анализом логов параметров работы двигателя. Оценка состояния включает визуальную инспекцию поверхностей, измерение люфтов и контроль износа приводных элементов. Измерение компрессии выполняется по цилиндрам с использованием манометра и регламентированных значений. Измерение давления масла проводится при холостом и рабочем режимах с фиксацией динамики. Снятие двигателя организуется по технологической карте с маркировкой коммуникаций и крепежа. Разборка двигателя производится по очередности узлов с фотографической фиксацией посадочных мест; Дефектовка деталей проводится с применением микрометров, нутромеров и эндоскопов. Шлифовка коленчатого вала и расточка цилиндров выполняются на специализированном оборудовании с протоколом предельных размеров. Замена поршней, колец и вкладышей производится с подбором по номинальным размерам и контролем натягов. Ремонт головки блока осуществляется с диагностикой трещин, шлифовкой седел клапанов и заменой направляющих. Сборочные операции выполняются с применением динамометрических ключей и последовательностью затяжки. Обкатка восстановленного узла проводится по регламенту с регистрацией параметров и финальной диагностикой.

Подготовительные мероприятия перед приемом автомобиля
Оформление данных авто. Проверка документов на соответствие. Списание истории обслуживания. Подготовка места для подъема. Подготовка инструментов.
Проверка документов и регистрация техники
Приём документации производится для подтверждения соответствия автомобиля модели Aston Martin DB11 5.2 L V12 Twin Turbo 600 л.с. (2016–н.в.). Копирование паспорта транспортного средства и сервисной книжки выполняется в обязательном порядке. Регистрационные данные сверяются с кузовным номером. Наличие страхового полиса фиксируется в учетной системе. История обслуживаний вносится в электронную карточку. VIN-код вносится в акт приёма. Согласование перечня работ оформляется в заявке. Оплата услуг регистрируется в кассовой документации. Выдача наряда-наряда производится после регистрации автомобиля в системе.
Первичная визуальная диагностика
Осмотр внешних узлов двигателя. Выявление течей масла и охлаждающей жидкости. Осмотр состояния шлангов, креплений, электропроводки и крепежных элементов.
Осмотр внешних узлов и соединений
Визуальный осмотр проводится по регламенту производителя. Визуализация дефектов выполняется при освещении не менее 1000 люкс. Коррозия фланцев, трещины на корпусах, деформация крепежных деталей фиксируются в акте. Соединения трубопроводов осматриваются на предмет вытекания герметика, следов масла, изменения цвета. Уплотнения коллекторов проверяются на наличие усадочных раковин и надрывов. Крепежные элементы маркируются и сравниваются с эталонными моментами затяжки. Разъемы электроцепей осматриваются на окисление контактов, зачистка контактных групп в протоколе указывается отдельно. Внешняя поверхность турбин исследуется на наличие механических повреждений и следов перегрева. Резиновые рукава и шланги оцениваются по эластичности и признакам расслоения. Сальники коленвала и распределительных валов проверяются на наличие подтеков. Протокол осмотра включает фотографии проблемных зон, перечень заменяемых компонентов и классификацию дефектов по степени критичности.

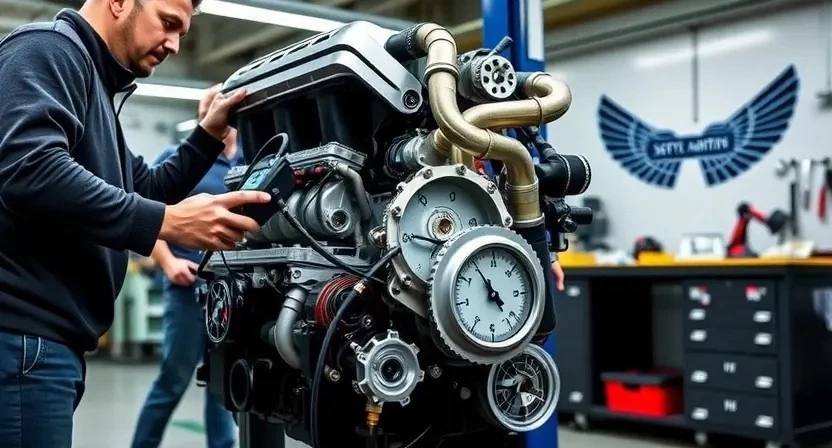
Диагностические работы с применением оборудования
Подключение диагностического сканера. Считывание кодов ошибок. Замер компрессии и давления масла с помощью калиброванных приборов. Протоколирование результатов.
Снятие кодов ошибок и анализ данных блоков управления
Снятие кодов ошибок производится с использованием заводского диагностического интерфейса. Считывание сохранённых и текущих кодов выполняется через протоколы CAN и UDS. Фиксация идентификаторов ошибок проводится в журнале диагностики с указанием адресов блоков управления, временных меток и условий записи. Считывание адаптационных значений и параметров живой телеметрии выполняется для последующей корреляции с результатами измерений компрессии и давления масла. Анализ логов включает расшифровку кодов, сопоставление с эксплуатационными картами и поиск связанных неисправностей. Выявленные ошибки классифицируются по типам: аппаратные, программные, несоответствие сигналов. Для аппаратных ошибок указываются возможные узлы-источники и требуемые измерения. Для программных ошибок фиксируются версии ПО блоков и история прошивок. При обнаружении временных кодов отмечается их повторяемость и условия возникновения. Запись результатов анализа в отчётная форма с указанием приоритетов ремонтных операций и необходимого оборудования для последующих вмешательств.
Оценка состояния двигателя
Оценка состояния проводится по протоколу: фиксация внешних повреждений, измерение компрессии и давления масла, составление акта дефектовки двигателя.
Фиксация дефектов и составление акта состояния
Фиксация выявленных дефектов производится после первичной и инструментальной диагностики двигателя Aston Martin DB11 5.2 L V12 Twin Turbo. Описание повреждений ведётся по узлам: блок цилиндров, головки блока, коленчатый вал, шатуны, поршни, кольца, вкладыши, масляная система, турбокомпрессоры и система впуска. Для каждого дефекта указывается место, характер повреждения, измеренные параметры и допустимые значения. Фиксация сопровождается фотографической и метрологической документацией. Акт состояния включает перечень работ, необходимую замену деталей, требуемые размеры восстановления и смету по комплектующим. Подпись ответственного лица и дата в акте обязательны. Хранение акта производится в электронном архиве с привязкой к VIN.

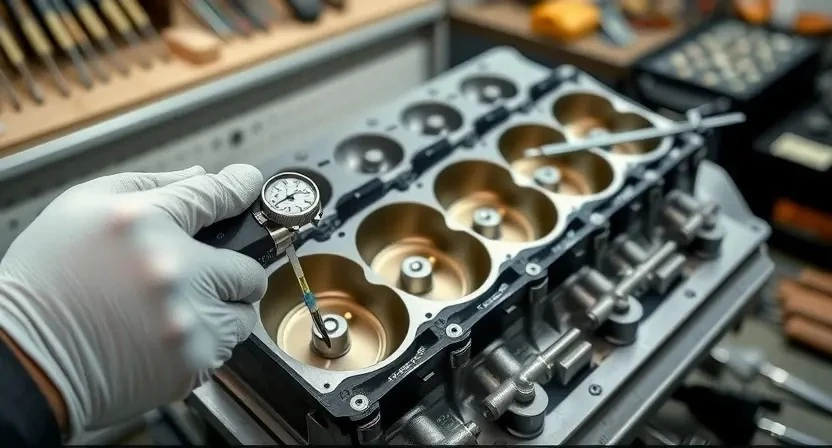
Измерение компрессии цилиндров
Проведение измерения компрессии производится манометром высокого давления. Последовательность: снять свечи, обеспечить искроразряд, произвести вращение коленвала, зафиксировать значения, составить протокол.
Методика проведения и критерии оценки
Определение методики выполнения измерения компрессии производится по установленной последовательности операций. Подготовка к измерению включает прогрев двигателя до рабочей температуры, установка фиксированного положения дросселя, отключение системы зажигания и впрыска топлива. Применение компрессометра с адаптером для свечного отверстия. Проведение не менее трех замеров на каждом цилиндре. Результаты фиксируются в таблице. Отклонение давления более 10% от среднего значения рассматривается как неисправность. Контроль давления масла выполняется манометром в точке подачи после прогрева. Давление масла ниже нормативного значения при рабочем обороте трактуется как дефект. Диаграммы замеров приобщаются к акту.
Точки контроля и допустимые значения
Измерение компрессии: фиксирование давления цилиндра при прокрутке стартером; допустимое значение 10,5–12,5 бар при комнатной температуре и исправном впуске/выпуске. Измерение давления масла: контроль на холостом ходу и при 3000 об/мин; допустимый диапазон 1,0–2,5 бар на холостых и 3,0–5,0 бар под нагрузкой. Зазоры в коренных вкладышах: масляный зазор 0,02–0,06 мм по спецификации; шатунные зазоры 0,02–0,05 мм. Измерение компрессии по всем цилиндрам с учетом допустимой разницы не более 0,5 бар. Измерение давления топлива: рабочее давление 3,5–4,5 бар. Измерение вакуума впуска: отклонение от паспортного не более 5 %. Измерение сопротивления катушек зажигания: первичное 0,6–1,5 Ом, вторичное 7–12 кОм. Измерение утечек охлаждающей жидкости: потери давления не более 0,2 бар за 10 минут при давлении 1,0 бар. Измерение геометрии ГБЦ: плоскостность не более 0,05 мм на длине 300 мм. Проверка масла на металлосодержание: концентрация частиц свыше порога заводской спецификации считается критерием дефекта.
Подготовка к снятию двигателя
Определение перечня инструментов и крепежа. Обесточивание системы. Слив жидкостей. Маркировка электрических разъемов и магистралей. Фиксация навесного оборудования.
Консолидация необходимых инструментов и крепежа
Составление перечня инструментов и изделий крепежа для выполнения демонтажа и последующих операций с двигателем Aston Martin DB11 5.2 L V12 Twin Turbo. Инвентаризация включает: наборы гаечных ключей метрических и дюймовых, трещотки с удлинителями, торцевые головки повышенной прочности, комплект динамометрических ключей с поверочной документацией, наборы шпилек и оправок для фиксации коленчатого вала, съемники подшипников, приспособления для снятия шкивов и маховика, приспособления для фиксации ГРМ, наборы измерительных инструментов микрометр, индикатор часового типа, штангенциркуль.
Формирование комплекта крепежа предусматривает наличие болтов и шпилек оригинальных размеров, запасных прокладок и уплотнений по каталогу, болтов головки с классом прочности, шайб контрольных, фиксирующих пластин. Маркировка деталей для обратной сборки обеспечивается отдельными контейнерами с этикетками и протоколами. Хранение и транспортировка комплектов организуется в таре с амортизацией. Оформление сопроводительной ведомости с указанием числа позиций и серийных номеров производится перед началом работ.

Снятие двигателя и его компонентов
Отсоединение коммуникаций и систем производится перед демонтажем. Крепеж маркируется. Двигатель вывешивается на траверсу. Комплект деталей промаркирован.
Последовательность демонтажа и маркировка деталей
Определение этапов демонтажа двигателя производится по документированной схеме разборки. Снятие навесных агрегатов выполняется по очередности: воздухозабор, интеркулер, впускной коллектор, выпускная система. Отсоединение магистралей и электроразъемов производится с фиксацией мест соединения. Крепежные элементы группируются по узлам и маркируются пломбировкой и нумерацией. Фиксация положения привода газораспределения отмечается средствами визуальной маркировки; Контрольные метки на корпусе и крышках выполняются несмываемыми маркерами. Демонтаж двигателя из моторного отсека производится с применением грузоподъемного оборудования с распределением нагрузки. Упаковка снятых компонентов осуществляеться в персонализированные контейнеры с бирками, содержащими наименование узла, номер позиции и краткую характеристику состояния. Запись последовательности операций в акте разборки выполняется построчно с указанием времени и применяемого инструмента.
Разборка двигателя
Демонтаж агрегата осуществлён. Последовательность разбора документирована. Маркировка компонентов выполнена. Контейнеризация деталей произведена для анализа.
Последовательность разборочных операций и безопасные интервенции
Подготовка рабочего места выполняется с фиксацией технической документации и перечня инструментов. Электросистема отключается с изъятием аккумулятора и блокировкой подачи питания. Слив рабочих жидкостей производится с контейнерной утилизацией и промаркировкой образцов. Крепежные элементы маркируются по зонам и вкладываются в компоновочные пакеты с идентификацией. Системы турбо и впуска демонтируются совместно с магистралями для исключения перекосов. Слив масла и масляный фильтр заменяются перед дальнейшими операциями по разборке. Тепловые экраны удаляются для доступа к выпускным коллекторам. Болты головки блока и шатунов раскручиваются по установленной схеме и моментам, прилагаемым к технической карте. Поршни фиксируются по порядку цилиндров с присвоением позиции. Вкладыши снимаются с контролем сопряжений и маркировкой ориентации. Уплотнения и сальники изымаются с отдельной утилизацией и занесением в акт дефектов. Демонтаж кронштейнов агрегатов выполняется с применением динамометрических ключей и съемников. Контроль протяжки и состояние стопорных элементов фиксируются в журнале операций.
Дефектовка деталей
Проведение измерений износа, контроль геометрии, выявление трещин и коррозии. Составление акта с указанием дефектов, размеров и предложенных операций.
Методы обнаружения износа и критерии годности
Визуальный осмотр поверхностей проводится под увеличением для выявления трещин, задиров, коррозии и выкрашиваний. Микротрещины фиксируются неразрушающими методами. Магнитопорошковое обследование применяется для выявления поверхностных и подповерхностных дефектов. Ультразвуковая дефектоскопия используется для оценки целостности лопастей турбин и стенок выпускных трубопроводов. Контроль размеров выполняется штангенциркулем и микрометром по каталожным размерам. Проверка геометрии седел клапанов производится при помощи шаблонов и индикаторов часового типа. Измерение шероховатости поверхностей проводится профилометром. Сопротивление износу оценивается по износу в пределах допуска. Критерии годности устанавливаются по техтребованиям производителя и таблицам предельных величин.
Шлифовка коленчатого вала и хонингование цилиндров
Шлифовка вала проводится с допуском по круглости и биению. Хонингование цилиндров выполняется для восстановления шероховатости и диаметра под новые поршни.
Параметры обработки и предельные отклонения
Указаны технологические параметры шлифовки коленчатого вала и хонингования цилиндров с предельными допусками. Оборудование должно быть настроено на частоту резания, силу притяжения и подачу охлаждающей эмульсии согласно регламенту. Шлифовка выполнять на зернистости, обеспечивающей шероховатость Ra, соответствующую спецификации производителя. Хонингование цилиндров производить с применением круговых и продольных ходов для образования креста зерна с остаточной шероховатостью в допустимых пределах.
Контроль размеров коленвала производиться по диаметрам шеек с проверкой биения и конусности. Предельные износы шеек не должны превышать величин, указанных в технической документации. Отклонение круглости и цилиндричности допускаться в пределах, обеспечивающих посадку вкладышей с натягом по каталогу. При расточке блока цилиндров задавать допуск на диаметр и соосность, обеспечить посадку поршней и колец согласно номиналам. Фиксация результатов обработки в протоколе обязательна. Инструменты калиброваться перед началом работ, измерительные приборы поверяться согласно интервалам поверки.
Расточка блоков цилиндров
Расточка блоков производится для восстановления геометрии цилиндров. Заданы допуски, контролируются осевые биения, шероховатость и круглая форма.
Технология обработки и измерение размеров
Определение параметров расточки производится с применением координатно-измерительной техники и микрометра. Рабочие поверхности блока и гильз подвергаются измерению на износ и овальность. Зазоры после обработки фиксируются сравнением с заводскими паспортными величинами. Для коленчатого вала определяется упорный зазор и диаметр шеек до и после шлифовки. Хонингование цилиндров выполняется с контролем шероховатости и цилиндричности. Параметры шлифовки указываются протоколом, включая допуски на диаметр и концентричность. Контроль натяга вкладышей производится измерением внутреннего профиля и толщины прокладок. Результаты вносятся в отчет с указанием допусков и предельных значений.
Замена поршней, поршневых колец и канавок
Замена поршней производится по результатам дефектовки. Подбор колец по размерам. Измерение зазоров. Контроль посадочных поверхностей и канавок.
Подбор запчастей и контроль за натягом колец
Подбор комплектующих осуществляется по каталожным номерам и паспортным размерам для двигателя DB11 5.2 L V12 Twin Turbo. Запчасти подлежат сверке по допускам производителя. Применение оригинальных изделий допускается для сохранения профильных параметров. Подбор поршней проводится по диаметру цилиндров после измерений и по степени износа юбок. Подбор колец выполняется с учётом ширины канавок и зазора замка в цилиндре. Подбор вкладышей производится по размерной группе коленчатого вала.
Контроль натяга колец производится измерением осевого зазора в канавках и измерением усилия раскрытия компрессионных колец. Измерение усилия раскрытия выполняется специальным прибором с фиксацией показаний. Параметры сравниваются с заводскими значениями. Фиксация результатов производится в ведомости деталей и в акте приёмки в ремонт. Превышение допусков приводит к замене комплектующих.
Замена коренных и шатунных вкладышей
Выполнение замены вкладышей производится после дефектовки коленвала. Подбор размеров осуществляется по посадочным местам. Контроль зазоров фиксируется в акте.
Выбор посадочных размеров и проверка зазоров
Подбор вкладышей производится по паспорту двигателя и замерам посадочных мест. Измерение диаметра шейки коленвала выполняется микрометром. Измерение внутреннего диаметра коренных посадочных гнезд производится нутромером с микрометром. По результатам измерений определяется посадочный класс и подбор вкладышей соответствующего размера. Контроль радиального зазора шатунно-поршневой группы проводится щупом; фиксирование производиться по каждому цилиндру. Контроль осевого зазора коленвала выполняется индикатором часового типа с фиксацией показаний в протоколе. Подбор уплотнительных колец и их монтаж производится с учетом натяга и осевого зазора. Заполнение протокола измерений и маркировка компонентов выполняются перед сборкой.
Ремонт или замена головки блока цилиндров
Диагностика ГБЦ выполнена. Трещины выявлены ультразвуком. Шлифовка поверхности и сварка трещин по протоколу. Замена клапанов при износе.
Диагностика трещин, шлифовка и герметизация
Визуальная проверка поверхности головки блока цилиндров производится при освещении и увеличении, с фиксацией дефектов в акте. Магнитопорошковая дефектоскопия применяется для поиска поверхностных трещин на чугунных и стальных деталях. Ультразвуковая томография или проникающая дефектоскопия применяется для обнаружения внутренних поровых образований и сквозных трещин в алюминиевых компонентах. Шлифовальная обработка выполняется с контролем параллельности и общих плоскостных отклонений. Измерение плоскостности производится индикатором и щупами. При превышении допусков производится шлифовка с удалением металлосъема, при этом фиксируются снятые размеры. Герметизация выполняется эпоксидными или алюминиевыми составами, совместимыми с рабочими жидкостями, после предварительной очистки и обезжиривания поверхностей. Испытание плотности производится под давлением на стенде, при этом фиксируются параметры утечки и повторный протокол дефектоскопии;
Сборка двигателя
Сборка выполняется по процедурам. Шаги включают постановку коленвала, установка вкладышей, поршней, ГБЦ, натяг болтов, контроль зазоров, фиксация данных.
Последовательность сборочных операций и применение моментных характеристик
Сборка двигателя выполняется по установленной технологической карте. Контроль соответствия деталей проводится при каждом этапе. Установка коленвала производится с применением оправок. Подшипники устанавливаются в посадочные места с маркировкой. Вкладыши фиксируются моментовыми значениями, указанные в таблице завода-изготовителя. Шатуны монтируются поочередно. Поршни ввертываются в направляющие с применением инструмента для предотвращения повреждений. Головки блока ставятся с новой прокладкой. Болты головки затягиваются в несколько этапов с контролем угловой пробуксовки и последовательности. Моменты затяжки каждого соединения регистрируются в акте. Проверка проворачивания осуществляется после окончательной сборки. Контроль натягов распределительных валов и ремней проводится по эталонным параметрам. Запись параметров выполняется в сервисную карточку.
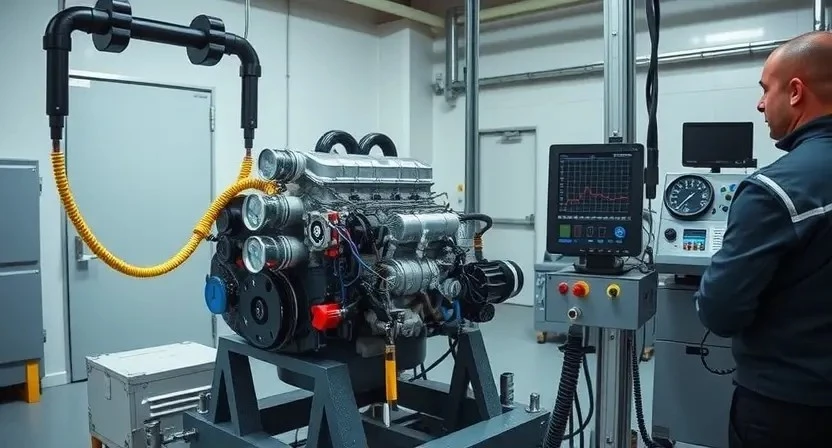
Обкатка восстановленного двигателя
Обкатка производится постепенным наращиванием нагрузки и оборотов. Фиксация параметров температуры, давления и расхода топлива. Ведение протокола;
Режимы прогрева, нагрузки и фиксация параметров
Описание режимов обкатки восстановленного двигателя. Прогрев выполняется плавный до рабочей температуры ОЖ с фиксированием показаний термодатчика и давления масла. Нагрузочные циклы включают ступенчатое увеличение частоты вращения коленвала и фиксирование параметров впрыска, давления наддува и расхода топлива. Контроль выбросов проводится при режимах холостого хода и при частичных нагрузках; Мягкая эксплуатация на дороге ограничивается оборотами и временем нагрузки. Параметры записываются в лог с привязкой к моменту запуска и пробегу. Испытания повторяются после регулировки фаз газораспределения и калибровки датчиков. Отклонения параметров оформляются актом и сохраняются вместе с отчетной документацией.

Настройка и финальная диагностика после ремонта
Настройка систем управления производится. Калибровка датчиков выполнена. Финальная диагностика зафиксировала параметры холостого хода и давления масла.
Калибровка систем управления и контроль выбросов
Калибровка электронных блоков управления двигателя производится с применением специализированного оборудования, совместимого с архитектурой Aston Martin DB11 5.2 L V12 Twin Turbo. Считывание исходных параметров выполняется через диагностический разъем, после чего производится анализ таблиц топливоподачи, углов опережения зажигания, управления наддувом и фаз газораспределения. Корректировка карт выполняется только при подтвержденных несоответствиях заводским параметрам. Калибровочные загрузки подлежат архивированию.
Контроль выбросов выполняется посредством измерений концентраций CO, HC, NOx и содержания кислорода в выхлопе при установленных режимах холостого хода и нагрузки. Измерения проводятся газоанализатором, калиброванным на эталонные смеси. Значения сравниваются с нормативами производителя и действующими экологическими стандартами. Выявленные отклонения фиксируются в протоколе, сопровождаются списком вмешательств по регулировке управления впрыском и наддувом. Калибровочные процедуры завершаются повторным считыванием параметров и оформлением отчета о соответствии;
Документация и гарантийные обязательства
Оформление актов выполненных работ и накладных. Включение перечня заменённых деталей. Гарантийный срок и условия возврата оформляются письменно.
Оформление актов выполненных работ и условия гарантии
Оформление актов выполняется в документальной форме. Включение сведений о проведённых операциях, использованных деталях, измерениях и итоговых параметрах должно быть обеспечено. Указание серийных номеров узлов и компонентов производится при наличии. Фиксация результатов измерения компрессии и давления масла оформляется отдельными таблицами. Указание допусков и полученных отклонений приводится с привязкой к нормативам производителя. Указание применённых инструментов и методов контроля заносится в раздел методики. Проставление подписей ответственных специалистов производится при передаче материалов.
Условия гарантийного обслуживания прописываются отдельным разделом. Гарантийный срок устанавливается для выполненных работ и заменённых деталей с указанием сроков и пробега в километрах. Исключения и ограничения покрытия перечисляются с ссылкой на документальные основания. Условия аннулирования гарантии при нарушении технологии ремонта указываются чётко. Периодическая диагностика в гарантийный период фиксируется как условие сохранения права на гарантию. Выдача оригиналов актов и копий в электронном виде осуществляется при оформлении передачи автомобиля.