

Описание услуги включает диагностику и оценку состояния двигателя BMW E65 V12 6․0․ Указаны основные работы: измерения‚ демонтаж‚ восстановление‚ обкатка․
Область применения услуги
Обслуживание распространяется на моторы BMW 7er E65 V12 6․0 445 л․с․ выпуска 2001–2008 годов․ Работы охватывают диагностику‚ оценку состояния‚ измерение компрессии и давления масла․ Производится демонтаж силового агрегата при необходимости последующего вмешательства․ Выполняется разборка по узлам с маркировкой и фиксацией дефектов․ Проводится дефектовка с классификацией повреждений и определением предельных размеров․ Исполнение шлифовальных и расточных операций производится по технологическим картам․ Выполняется замена поршней‚ вкладышей и колец на комплектующие соответствующих размеров․ Производится ремонт или замена головки блока цилиндров‚ включая контроль прилегания и притирку клапанов․ Сборочные работы осуществляются с соблюдением допусков и моментов затяжки․ Обкатка выполняется по заданной программе с мониторингом параметров․ Настройка системы управления двигателем производится на стенде с регистрацией параметров․
Описание объекта ремонта
Объект ремонта: двигатель V12 6․0 BMW E65 445 л․с․ Выполнение работ: диагностика‚ оценка состояния узлов‚ подготовка к разборке и восстановлению․
Технические параметры двигателя
Тип двигателя: V12‚ бензиновый‚ атмосферный․ Рабочий объем: 5996 см3․ Максимальная мощность: 445 л․с․ при указанной частоте вращения․ Крутящий момент: паспортный параметр‚ выраженный в Н·м‚ указывается в спецификации․ Число цилиндров: двенадцать‚ компоновка V․ Система впрыска: электронно-управляемая многоточечная․ Система газораспределения: двойной верхний распредвал на банк‚ привод ременной или цепной по конструкции․ Диаметр цилиндра и ход поршня: указаны в техническом паспорте двигателя․ Масляный насос: с регулируемой подачей․ Система охлаждения: закрытого типа с принудительной циркуляцией․
Предварительная подготовка
Освобождение места и защита поверхности․ Подготовка специнструмента и измерительного оборудования․ Маркировка соединений и фотофиксация состояния узлов․
Организация рабочего места и инструментов
Обеспечение рабочего места для ремонта двигателя BMW E65 V12 6․0 выполняется по регламенту․ Пол должно быть очищено от масел и посторонних предметов․ Освещение распределено равномерно‚ направленное освещение над рабочей зоной организовано․ Механический подъемник с грузоподъемностью‚ превышающей массу агрегата‚ подготовлен․ Стол для разборки с магнитными поддонами и разделителями подготовлен для сортировки компонентов․ Контейнеры для крепежа маркированы․ Набор динамометрических ключей со шкалами моментов выдан для контроля затяжек․ Универсальные и специализированные головки‚ трещотки‚ воротки расположены на панелях․ Набор мерительного инструмента ⸺ нутромеры‚ микрометры‚ щупы‚ индикаторы часового типа ⸺ размещен в стойке․ Подготовлены чистые емкости для промывки деталей и спецрастворы с инструкцией по применению․ Защитное оборудование персонала ⏤ перчатки‚ очки‚ защитная одежда ⏤ вынесено в зону выдачи․ Система вытяжки и фильтрации шлифовальной пыли подключена и проверена․ Этикетки для маркировки компонентов напечатаны с серийными номерами․ Процедуры учета расходных материалов и оперативной замены инструментов задокументированы․
Прием и регистрация автомобиля
Фиксация VIN‚ пробега и внешних повреждений․ Оформление заявки на диагностику․ Съём фотофиксации․ Внесение данных в журнал приёма․
Документирование состояния при поступлении
Фиксация внешнего вида двигателя производится посредством фотофиксации со стандартных ракурсов и отметки видимых дефектов․ Заполнение входного акта включает идентификационные данные агрегата‚ пробег‚ наличие масляных подтёков‚ следов перегрева‚ механических повреждений и коррозии․ Проводится регистрация уровней жидкостей и цвета смазки в посадочных местах․ Визуальная оценка навесного оборудования отражается в акте с указанием состояния шлангов‚ креплений‚ электропроводки и датчиков․ Отдельной записью вносится состояние навесных элементов ГРМ и приводных ремней․
Определение остаточного давления в системе охлаждения выполняется с фиксацией значений․ Замеры компрессии в цилиндрах при поступлении вносятся в журнал с указанием температуры двигателя и используемого оборудования․ Оценка свободного хода дросселя и холостого хода фиксируется цифровыми значениями․ Документы подписываются уполномоченным представителем сервисной службы с проставлением даты и уникального номера заказа․
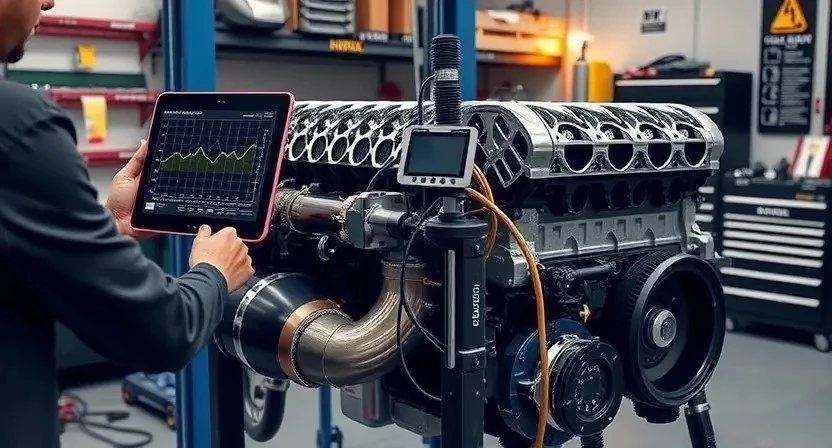
Диагностика двигателя
Проведение функциональной диагностики двигателя V12 6․0 включает проверку запуска‚ анализа кодов ошибок ЭБУ‚ контроля холостого хода и базовых параметров поршневой группы․
Проведение функциональной диагностики
Проведение функциональной диагностики двигателя BMW E65 V12 6;0 выполняется для определения работоспособности систем и выявления неисправностей‚ влияющих на эксплуатацию․ Подключение диагностического оборудования производится по штатному разъему․ Считывание кодов ошибок выполняется с фиксацией идентификаторов и параметров работы․ Снятие параметров в реальном времени включает частоту вращения‚ давление топлива‚ температуру охладителя‚ показания датчиков кислорода и фазирования․ Выполнение тестовых пролётов на холостом ходу и под нагрузкой производится с регистрацией откликов дроссельной заслонки и впрыска․ Испытание системы зажигания выполняется посредством измерения искрового напряжения и времени искрообразования․ Оценка утечек выполняется методом обратного давления и замером компрессии при выключенной системе управления․ Документирование результатов проводится в форме протокола с указанием значений‚ расшифровкой кодов и предложенными рекомендациями по дальнейшим вмешательствам․
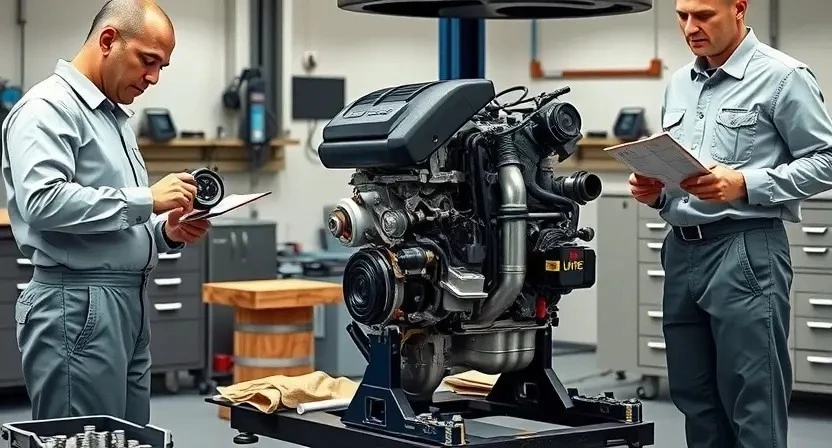
Оценка состояния основных узлов
Оценка узлов производится визуально и инструментально․ Измерения износа‚ выявление трещин‚ фиксация зазоров и документов о состоянии компонентов․
Оценка состояния ГБЦ‚ блока цилиндров‚ поршней и коленвала
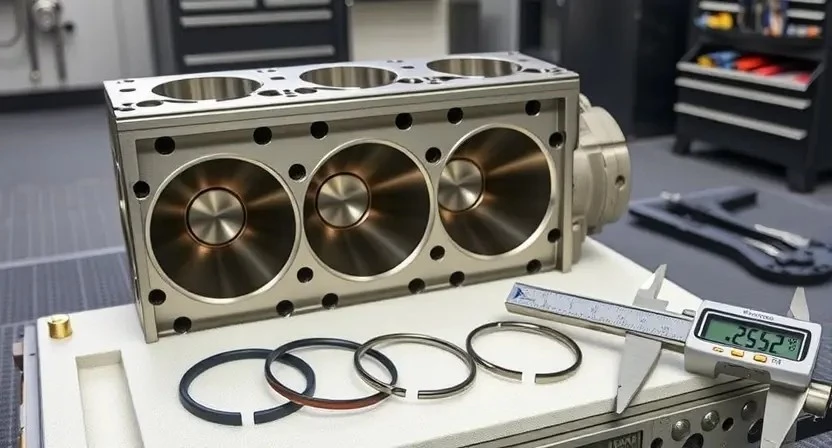
Осмотр головок цилиндров выполняется с фиксацией трещин‚ деформаций‚ коррозии‚ износа седел клапанов и направляющих․ Плоскостность ГБЦ измеряется шаблоном и толщиномером‚ результаты вносются в акт․ Блок цилиндров проверяется на трещины и износ гильз методом магнитопорошкового контроля или визуально при разборке․ Измерение цилиндров производится микрометром и нутромером‚ величины сравниваются с допусками производителя․ Поршни оцениватся по износу юбки‚ закоксовке‚ задиру в канавках под кольца․ Кольца проверяются на зазор в канавке и торцевой зазор при вставке в цилиндр․ Коленвал подвергается визуальному осмотру и измерению радиуса шейки‚ биения и износа опорных шеек․ Замеры проводятся индикатором часового типа и микрометром‚ результаты фиксируются․ Допуски и критерии годности сопоставляются с технической документацией двигателя BMW E65 V12 6․0 445 л․с․ на период выпуска 2001-2008 годов․
Измерение компрессии
Измерение компрессии выполняется цилиндр за цилиндром․ Использование манометра высокого давления․ Фиксация значений в протоколе состояния;
Порядок выполнения измерений и фиксация результатов
Подготовка проводится с полной остановкой двигателя и отключением питания․ Для измерения компрессии использовать калиброванный компрессометр с переходниками по посадочным местам свечей․ Для каждого цилиндра фиксировать максимальное давление после пяти полных оборотов стартера при отключенной системе зажигания․ Ведомые показания сносить в таблицу с указанием номера цилиндра‚ значения‚ температуры масла и барометрического давления․ Для измерения давления масла применять манометр с присоединением к масляному каналу или к месту датчика давления․ Давление фиксировать при холостом ходе и при 3000 об/мин․ Результаты подвергать сопоставлению с паспортными значениями․ Отклонения регистрировать как дефект․ Протокол распечатывать и прикладывать к заказ-наряду․
Измерение давления масла
Подключение манометра к масляной магистрали․ Фиксация показаний на холостом ходу и при 3000 об/мин․ Результаты заносятся в акт․
Последовательность проверки и интерпретация данных
Порядок проверки давления масла начинается с подключения манометра к масляной магистрали через резьбовой порт․ Фиксация показаний производится при прогретом двигателе на холостом ходу и на повышенных оборотах․ Сравнение результатов с заводскими номиналами выполняется по графику рабочего диапазона․ Отклонение вниз рассматривается как признак износа масляного насоса‚ засорения масляного канала или понижения давления из-за износа вкладышей․ Отклонение вверх трактуется как забитый масляный канал или неисправность клапана перепускного типа․
Интерпретация данных компрессии производится отдельно․ Измерения давления газа в цилиндрах фиксируются с использованием манометра с быстросъёмной насадкой․ Результаты сопоставляются между цилиндрами и с паспортными значениями․ Разница более допустимого предела указывает на износ поршневой группы‚ проблемы с клапанами или нарушения в системе впрыска․ Оформление протокола измерений производится с указанием условий проведения и температуры двигателя․

Принятие решения о дальнейшем вмешательстве
Критерии оценки включают степень износа‚ показания компрессии и давления масла․ Принятие решения производится на основе сопоставления измерений с допусками․
Критерии для капитального ремонта или частичной замены
Оценка состояния проводится на основе измерений и визуального осмотра․ Износ цилиндров фиксируется при превышении ремонтного размера․ Компрессия регистрируется в каждом цилиндре; отклонение более 20% от среднего значения считается критическим․ Давление масла сравнивается с паспортными значениями; постоянное снижение давления при рабочей температуре указывает на износ масляных каналов или насосного узла․ Локальные трещины и деформации головки блока фиксируются как основания для замены․ Износ шатунных и коренных вкладышей оценивается по зазорам и следам задиров; превышение предельного допуска ведёт к замене вкладышей и‚ при необходимости‚ к расточке шейки коленвала․ Повреждение поршней выражается в условных параметрах: задиры‚ термические трещины‚ разрушение юбок․ При наличии таких дефектов производится замена поршневой группы․ Износ коленчатого вала оценивается микрометром и индикатором; биение и смещение шеек рассматриваются как основания для правки или замены․ Прогоревшие или деформированные клапаны‚ нарушение седел‚ обнаруженные при дефектовке‚ влекут за собой капитальную обработку головки блока или её смену․ Наличие посторонних частиц в масле с признаками абразивного износа указывает на необходимость внутренней очистки и ревизии сопряжённых узлов․ Финальное решение принимается на основании совокупности измерений‚ протоколов дефектовки и требований заводских допусков․
Снятие двигателя
Подготовка включает отсоединение коммуникаций‚ слив жидкостей‚ маркировку разъёмов․ Демонтаж производится с использованием подъёмника и траверсы․
Последовательность демонтажа и маркировки компонентов
Начало демонтажа производится после фиксации состояния автомобиля и оформления документов․ Электросеть отключается․ Система охлаждения и магистрали топлива опорожняются․ Воздуховоды и кожухи сниматься по очереди․ Компоненты крепежа маркироваться по месту установки․ Крепления распределительного вала и натяжители ремней закрепляться метками положения․ Снятие коллекторов выполняться по этапам с маркировкой трубопроводов и фитингов․ Электропроводка комплектоваться идентификаторами и изоляцией․ Датчики подписываться по каналу и номеру цилиндра․ Топливные магистрали маркироваться цветом и номером․ Опоры двигателя демонтироваться после установки домкратов под картер․ Болты крепления картеров и крышек складываться по группам и нумероваться․ Каждая деталь упаковываться в маркированный контейнер с актом изъятия․
Разборка агрегата
Последовательность разборки: отсоединение коммуникаций‚ снятие навесного‚ демонтаж ГБЦ‚ извлечение поршней и коленвала․ Маркировка и упаковка деталей․
Разборка по узлам и контроль износа деталей
Демонтаж узлов производится по очередности‚ предусмотренной технологической картой для V12 6․0․ Впускной тракт‚ выпускной тракт‚ коллекторы‚ ГБЦ и масляная система снимаются отдельно․ Поршневая группа извлекается после демонтажа головок блоков цилиндров․ Коленчатый вал демонтируется при снятых крышках коренных подшипников․ Подшипники и шатуны маркируются при разделении․ Измерения радиального и осевого зазоров выполняются микрометром и индикатором․ Вал-овалность определяется щупом и индикатором часового типа․ Цилиндрические поверхности замеряются нутромером по номиналу и допускам․ Клапаны подвергаются контролю профиля седла и стержня․ Изношенные элементы классифицируются по предельным размерам и фиксируются в дефектной ведомости․
Дефектовка и оценка годности деталей
Проведение дефектовки: визуальный осмотр‚ измерения‚ сравнение с допусками․ Оценка годности по износу‚ трещинам и деформации․ Документация․
Классификация дефектов и предельных размеров
Классификация дефектов производится по типу повреждения и по влиянию на работоспособность․ Износ поверхностей цилиндров определяется микрометром и нутромером; предельный износ цилиндра при восстановлении указывается как увеличение диаметра относительно номинала более 0‚25 мм․ Выработка на шейках коленвала фиксируется по цилиндричности и овальности; предельный допуск по уменьшению диаметра шеек составляет 0‚05 мм от ремонтного размера․ Износ вкладышей оценивается по толщине металла и по величине масляного зазора; предельный зазор для шатунных вкладышей в ремонте указывается 0‚15 мм․ Трещины головки блока классифицируются как непригодность для ремонта при наличии сквозного дефекта․ Износ поршней оценивается по диаметру и массе; предельный радиальный износ составляет 0‚3 мм․ Состояние колец оценивается по остаточной высоте рабочей кромки; предельный износ рабочих кромок колец установлен в 0‚6 мм․ Тепловые деформации ГБЦ фиксируются по плоскостности; предельная овальность поверхности седла клапана регламентируется технической документацией производителя․

Шлифовка и расточка деталей
Шлифование плоскостей и расточка цилиндров выполняется по техкарту․ Контроль размеров проводится инструментом․ Допуски фиксируются в отчёте․
Технологические операции по восстановлению поверхностей
Подготовка деталей к восстановлению производится очисткой с использованием обезжиривающих составов и абразивной обработки․ Поверхности‚ поражённые коррозией или износом‚ подвергаются дефектовке для выявления трещин‚ раковин и пластических деформаций․ Контроль геометрии выполняется измерительными приборами с фиксацией результатов в протоколе․ Шлифовка цилиндров осуществляется с применением специальных головок и технологических допусков․ Расточка выполняется по установленным размерам с последующей хонинговацией для обеспечения требуемой шероховатости․ Контроль плоскостей производится индикатором и поверочной плитой․ После восстановления проводится окончательная очистка и контрольный замер профилей․
Замена поршней‚ вкладышей и колец
Выбор комплектов по замеру цилиндров․ Замена выполняется по размерам․ Установление зазоров по спецификации․ Фиксация серий и результатов․
Подбор и установка комплектующих по размерам
Подбор комплектующих осуществляется на основании измерений рабочих поверхностей и посадочных мест․ Применение оригинальных и сертифицированных аналогов подтверждается маркировкой и техническими данными․ Подбор поршней производится по диаметру цилиндра после окончательной расточки․ Выбор вкладышей производится по диаметру шатунного и коренного подшипников‚ с учётом зазора‚ указанного в нормативной документации․ Подбор колец производится по классу компрессии и ширине канавок․ Подбор болтов крепления головки блока производится по классу прочности и длине наружной резьбы․
Установка комплектующих выполняется в контролируемой температурной среде․ Шатунные и коренные вкладыши укладываются в посадочные гнёзда с применением смазки‚ обеспечивающей начальную смазку․ Поршни устанавливаются с учётом ориентации‚ указанной производителем․ Кольца вводятся в каналы последовательно‚ с контролем выступания и радиального зазора․ Болты головы затягиваются по этапной схеме с использованием динамометрического ключа до указанных моментов и последующей угловой добивки‚ если предусмотрено․ Притирка и окончательная проверка зазоров фиксируются в отчётной документации․
Ремонт или замена ГБЦ
Диагностика головки проводится на стенде․ Ремонт включает правку седел‚ шлифовку плоскости‚ замены клапанов и прокладки при выявленных дефектах․
Контроль прилегания‚ притирка клапанов и замена прокладок
Контроль прилегания клапанов проводится по очередности цилиндров․ Испытание производится путем нанесения масляной краски на тарелки и вращения вала распределительного․ Фиксация ненадёжности сопряжений производится по наличию пропусков краски․ Притирка клапанов выполняется абразивной пастой с зернистостью‚ согласованной с заводским допуском․ Притирка производится до равномерного матового кольца по окружности седла․ Измерение зазоров клапанов выполняется щупом и сравнивается с техническими паспортными значениями․ Замена прокладок головки блока выполняется при обнаружении следов течи масла или антифриза‚ деформаций поверхности или ослабления затяжки․ Демонтаж старых прокладок сопровождается очисткой поверхностей от остатков и обезжириванием․ Новые прокладки подбираются по каталожному номеру и размеру․ Момент затяжки болтов головки блока указывается согласно руководству по ремонту․ Контроль герметичности после сборки производится посредством давления в системе охлаждения и проверки на наличие следов утечки․ Заполнение системы охлаждения выполняется с применением антифриза‚ соответствующего спецификации производителя․ Программа обкатки головки блока включает постепенный набор нагрузки и мониторинг температурных режимов и давления масла․ Запись результатов контроля и выполненных операций в документацию приёма и выдачи транспортного средства․

Сборка двигателя
Сборка производится по чертежам и калибрам․ Установление деталей с соблюдением допусков․ Притяжка выполняется по моментам․ Фиксация протокольная․
Сборка в соответствии с техническими допусками и моментами затяжки
Сборочные операции выполняются по регламенту производителя с использованием контролируемых размеров и крутящих моментов․ Элементы подлежат очистке и проверке геометрии перед установкой․ Применение новых уплотнений и болтов‚ рассчитанных на ресурс и нагрузки‚ определяется по каталожным номерам двигателя․ Последовательность соединений составляется по этапам: установка вкладышей в картер‚ монтаж коленчатого вала с контролем бокового зазора‚ установка поршней с кольцами по направлению и меткам‚ установка шатунных крышек с моментами для каждой группы цилиндров‚ монтаж головок цилиндров с новой прокладкой и предварительной затяжкой по этапам‚ окончательная затяжка производиться по схеме с использованием моментного ключа и поверочной таблицы․ Контроль угла дополнительной затяжки производится при помощи угломера при наличии предписания․ Фиксация показаний инструментов и размеров в отчётной документации обязательна; Испытание на отсутствие утечек и правильность обтекания масла производится до установки вспомогательных систем․
Обкатка и проверочные испытания
Программа обкатки составлена покомпонентно․ Испытания на стенде проведены с контролем температуры‚ давления масла и утечек топливной системы․
Программа обкатки и мониторинг параметров
Программа обкатки направлена на восстановление рабочих характеристик двигателя после капитального вмешательства․ Начальный этап предполагает запуск на холостом ходу в контролируемых условиях до достижения рабочей температуры охлаждающей жидкости и масла․ Последующие этапы включают ступенчатое увеличение нагрузки с использованием стендовых режимов или асфальтовой обкатки при закрытом периметре․ Параметры‚ подлежащие контролю: давление масла в магистрали и в каналах смазки‚ температура масла и охлаждающей жидкости‚ давление топлива‚ частота вращения коленвала‚ показания датчиков детонации‚ утечки в выхлопной системе․ Фиксация производится периодически с интервалами времени и по километражу․ Превышение допустимых величин ведёт к немедленной приостановке обкатки и к дальнейшей диагностике․ Запись протокола обкатки включается в комплект документации с указанием времени‚ режимов и отклонений․
Настройка системы управления двигателем и проверка на стенде
Предмет регулировок — электронная система управления двигателем BMW E65 V12 6․0․ Подключение диагностического оборудования выполняется через стандартный разъем OBD‚ питание и массы фиксируются по электросхеме․ Считывание заводских адаптаций производится до стартовой калибровки․ Настройка совмещается с калибровкой датчиков давления и положения распределительных валов․ Параметры холостого хода и фаз газораспределения калибруются в режиме прогрева при установленной температуре охлаждающей жидкости․ Корректировка топливной карты производится по показаниям кислородных зондов и расходомера․ Адаптация параметров зажигания выполняется по детонационным сенсорам и сигналам цилиндров․ Проверка на стенде включает динамическую нагрузку‚ измерение моментной характеристики и контроль выбросов․ Протокол испытаний формируется с указанием исходных и итоговых значений‚ ошибок записываются в журнал․