

Оценка состояния двигателя V12 M70B56. Диагностика, измерения компрессии и давления масла, документирование дефектов. Планирование ремонтных операций.
Цель документа
Определение объёма диагностических и ремонтных работ по двигателю V12 M70B56. Установление критериев оценки технического состояния, контрольных параметров и предельных размеров. Формирование перечня измерительных операций: измерение компрессии, измерение давления масла, измерение износов посадочных мест. Описание требований к оформлению дефектовочной ведомости и протоколов испытаний. Указание порядка принятия решения о демонтаже и капитальном ремонте на основании сопоставления измеренных значений с нормативными допусками. Обеспечение единого формата отчётности по выполненным операциям.

Объект работ
Двигатель BMW V12 M70B56 5.6, серия E31, 380 л.с., 1993–1999. Описание узлов: блок цилиндров, коленчатый вал, ГБЦ, поршневая группа, масляная система.
Идентификация агрегата
Идентификация двигателя V12 M70B56 производится по маркировочным табличкам и оттискам на передней части блока цилиндров. Серийный номер фиксируется в заявочной документации. Версия двигателя определяется по коду платы управления и по каталожным номерам компонентов. Год выпуска и интервал производства 1993–1999 указываются в регистрационных данных автомобиля и в базе OEM. Объём 5.6 л и мощность 380 л.с. подтверждаются по техническим паспортным данным. Компоновка V12 фиксируется визуально и по чертежам производителя. Состояние креплений и проушин для снятия оценивается внешним осмотром.
Объём услуги
Перечень работ включает диагностику, измерения компрессии и давления, снятие, разборку, дефектовку, обработку, замену комплектующих и обкатку.
Перечень операций
Диагностика двигателя V12 M70B56: выполнение визуального осмотра, фиксация внешних дефектов, считывание кодов неисправностей. Измерение компрессии: проведение замеров по каждому цилиндру с документированием значений. Измерение давления масла: контроль на холостых и рабочих оборотах, регистрация показаний. Снятие двигателя: маркировка точек крепления, фотографирование расположения шлангов и проводки, применение траверсы и грузоподъёмного оборудования. Разборка узлов: поочерёдная демонтажная операция с маркировкой и упаковкой деталей. Дефектовка: визуальный осмотр, измерения геометрии, магнитопорошковый контроль коленвала, ультразвуковая проверка ГБЦ. Шлифовка и расточка: обработка коленвала и блока согласно заданным допускам. Замена поршней, колец и вкладышей: подбор по номиналу и посадочным размерам, протяжка по моментам. Ремонт головки блока: устранение износа седел клапанов, притирка, восстановление плоскости. Сборка: последовательное выполнение операций с контролем за зазорами и моментами затяжки. Пусконаладочные работы: первоначальный запуск, мониторинг давления масла и компрессии, проведение обкатки по регламенту. Настройка систем впрыска и зажигания: калибровка параметров подачи топлива и угла опережения. Документирование выполненных операций и оформление акта работ.

Техническая документация и контрольные параметры
Технические паспорта двигателя собраны. Контрольные параметры: компрессия, давление масла, зазоры клапанов, допуски расточки и шлифовки задокументированы.
Технические данные двигателя V12 M70B56
Объём цилиндров 5600 см3. Мощность паспортная 280 кВт при заданных оборотах. Максимальный крутящий момент указан в спецификации производителя. Степень сжатия фиксирована 10,0:1. Диаметр цилиндра 86 мм. Ход поршня 80 мм. Количество цилиндров 12 в V-образной компоновке под углом 60°. Конфигурация ГРМ с двумя распредвалами на каждую головку. Масса блока в разборном состоянии приводится в техническом паспорте. Ёмкость системы смазки 9,5 литра с учётом масляного фильтра. Рабочие обороты холостого хода устанавливаемые заводом. Рабочая температура охлаждающей жидкости регламентирована в эксплуатационной документации. Допуски на износ вкладышей и стенок цилиндров указываются в таблицах допусков производителя.
Подготовка к диагностике
Организация рабочего места и инструментов. Проверка наличия манометров и компрессометра. Обеспечение доступа к топливной и электрической системам.
Организация рабочего места и инструментов
Подготовка места для выполнения работ по двигателю V12 M70B56. Освещение обеспечено не менее 1000 люкс на рабочую зону. Пол освобожден от посторонних предметов. Напольное покрытие устойчиво к маслам и охлаждающим жидкостям. Стол для мелких деталей маркирован. Шкаф для хранения комплектующих закрывается и опечатывается при длительном хранении.Эксплуатационное оборудование размещено в зоне контроля. Стенд для двигателя соответствует массогабаритным параметрам агрегата.Подъемное устройство проверено на грузоподъемность и баланс.Инструмент калиброван и внесен в учётную ведомость.Контейнеры для отработанных жидкостей промаркированы и расположены отдельно.Организация обеспечила безопасный доступ к эвакуационным путям.
Диагностика системы смазки
Измерение давления масла выполняется манометром на магистрали. Оценка состояния насоса и фильтра проводится по результатам измерений и визуального осмотра.
Измерение давления масла
Подготовка: отсоединение датчика давления заводским разъёмом и установка манометра с подходящим резьбовым адаптером. Запуск двигателя производится при прогретом состоянии до рабочей температуры. Регистрация показаний производится на холостом ходу, при 2000 об/мин и при повышенных оборотах до 4000 об/мин. Фиксация минимального и максимального значений в таблице технического контроля. Сравнение с эталонными значениями, указанными в технической документации BMW M70B56. Фиксирование отклонений и внесение в отчёт. Диагностирование утечек выполняется по падению давления при отключении подачи масла в магистраль. Оценка состояния масляного насоса проводится при стабильном понижении давления. В случае несоответствия параметров составляется перечень ремонтных операций и рекомендаций по дальнейшим измерениям.
Диагностика состояния цилиндро-поршневой группы
Измерение компрессии выполнено по каждому цилиндру. Замеры зазоров колец и поршней зафиксированы. Фрикционные следы документированы.
Измерение компрессии
Подготовка двигателя к измерению компрессии производится посредством вывода цилиндров в верхнюю мёртвую точку рабочего хода. Электрооборудование отключается, система подачи топлива изолируется. Демонтаж свечей зажигания выполняется поочерёдно с маркировкой каждого канала. Манометр высокого давления присоединяется к гнезду свечи с применением переходника, обеспечение герметичности соединения производится контролируемыми усилиями. Проворачивание коленчатого вала осуществляется стартером при отключённой системе зажигания до стабилизации показаний манометра. Для каждого цилиндра фиксируется максимальное давление, время нарастания и убыток давления за шестнадцать оборотов вала записывается в протокол. Сравнение результатов производиться с заводскими нормативами; отклонения документируются с указанием величины и возможной причины. Дополнительные измерения с применением компрессометрического стенда проводятся при необходимости для подтверждения утечек по клапанному механизму или поршневой группе.
Оценка результатов диагностики
Сравнение измерений с нормативами. Компрессия и давление масла сопоставлены с допусками. Решение о ремонте основано на выявленных отклонениях.
Критерии пригодности деталей
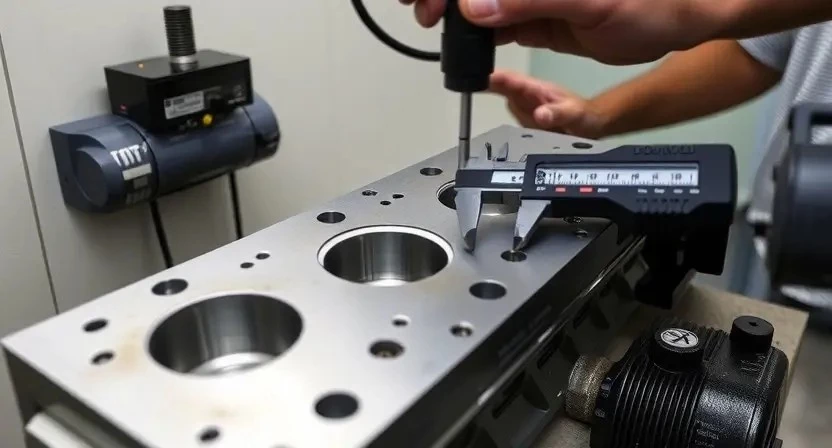
Определение пригодности деталей производится по допускам и износу, установленным заводской документацией. Измерение диаметров цилиндров и посадочных поверхностей выполняется микрометром и нутромером; отклонения от номинала фиксируются в протоколе. Контроль биения коленчатого вала и овальности шеек производится индикатором; превышение допустимых величин классифицируется как дефект. Заусенцы, трещины и коррозия на сопрягаемых поверхностях подлежат дефектации. Износ поршней и колец определяется по зазорам в канавках и маслосъемным канавкам; превышение зазора приводит к замене. Вкладыши оцениваются по толщине масляной пленки и наличию притертых следов; поверхность с выработкой подлежит замене. Клапаны и седла рассматриваются на предмет уплотнения и деформации; наличие потёртостей и канавок считается критерием для ремонта или замены. Головка блока проверяется на плоскостность; перекосы и трещины в области камер сгорания фиксируются как непригодность. Фиксация результатов производится в отчёте с фотографиями и измерениями.
Принятие решения о разборке
Оценка данных диагностики. Разборка назначается при превышении допустимых износов, критических утечек или несоответствия давлений и компрессии.
Снятие двигателя с автомобиля
Подготовка подъемного оборудования. Демонтаж вспомогательных узлов. Отсоединение коммуникаций. Подвеска мотора к траверсе. Снятие и маркировка.
Фиксация и маркировка компонентов
Фиксация узлов производится для предотвращения смещения и потери взаимозаменяемости при последующей сборке. Маркировка выполняется на внешних поверхностях деталей стойкими метками, с указанием позиции, стороны установки и порядкового номера. Для групп мелких крепежных элементов применяются маркированные контейнеры с разделителями и нумерацией ячеек. Для сборочных блоков используются этикетки с QR-кодом, содержащие идентификатор детали и ссылку на картотеку работ. Пломбирование соединений допускается при сохранении герметичности. Протокол фиксации оформляется в бумажном и электронном вариантах, с указанием даты, списка компонентов и состояния упаковки. Регистрация соответствия маркировки производится при приёме деталей в зону хранения.

Разборка двигателя
Разборка выполняется поэтапно. Демонтаж навесных узлов, снятие ГБЦ, разделение блока и картерной части, маркировка деталей, упаковка комплектующих.
Последовательность демонтажа узлов
Отсоединение электрических разъёмов и вакуумных магистралей производится до отсоединения топливной системы. Слив эксплуатационных жидкостей выполняется в ёмкости с последующей утилизацией по нормам. Снятие навесного оборудования производится по очереди: генератор, компрессор кондиционирования, насос гидроусилителя. Кронштейны мотора и опоры демонтируются после освобождения навесных узлов. Фиксация трансмиссии обеспечивается перед разделением агрегатов. Головки блоков снимаются после маркировки распределительных валов и ремней привода. Сборочные узлы промаркированы и упакованы для последующей дефектовки и измерений.
Дефектовка деталей
Визуальный осмотр деталей. Измерение биения, цилиндричности, микротрещин. Результаты фиксируются в карте. Классификация годных и брака.
Методы неразрушающего контроля и измерений
Применение магнитопорошкового контроля для выявления поверхностных и подпороговых трещин. Подготовка поверхности обезжириванием и нанесением индикаторного состава. Магнитизация производится проточным или контактным методом. Фиксация дефектов осуществляется фотопротоколом с указанием координат и глубины определения.
Применение капиллярного контроля для обнаружения трещин на алюминиевых и литых деталях. Нанесение проникающего состава, выдержка по регламенту, удаление избыточного состава, нанесение проявителя. Регистрация результатов производится в форме акта с цифровыми изображениями.
Ультразвуковая дефектоскопия применяется для проверки блока и коленвала. Нанесение контактного геля, подача зондирующего сигнала, анализ отражённых импульсов. Результаты вносится в протокол с указанием амплитуд и времени прихода отражений.
Измерение геометрии производится микрометром и индикатором часового типа. Контроль биения и овальности производится по установленным допускам. Замеры фиксируются в техническом журнале.

Шлифовка коленчатого вала и расточка блока цилиндров
Шлифовка коленвала по чертежным размерам. Расточка блока под новые вкладыши. Контроль овальности и соосности производится измерениями.
Параметры обработки и допуски
Шлифовка коленчатого вала производится по посадочным шеям с окончательным диаметром, указанным в технической карте двигателя V12 M70B56. Допуск концентричности шеек относительно плоскости фланца ⎻ не более 0.03 мм. Радиальная биение шейки после обработки ⎻ не более 0.01 мм. Расточка цилиндров выполняется с шагом подгонки по ремонтным размерам; окончательный диаметр цилиндра фиксируется в протоколе измерений. Допуск соосности отверстий блока относительно опорной плоскости ⎯ 0.04 мм. Шероховатость обработанных поверхностей головки блока и постелей коренных вкладышей не должна превышать Rz 10 мкм. Сборочные зазоры шатунных и коренных вкладышей указываются в ведомости допустимых зазоров и вносятся в акт обработки. Контроль размеров проводится микрометром и индикатором с погрешностью измерения не более 0.01 мм.
Замена поршней, колец и вкладышей
Демонтаж поршней выполняется после дефектовки. Подбор комплектующих по размерам. Монтаж с контролем зазоров и моментом затяжки шатунных болтов.
Подбор комплектующих и посадочные развёртки
Определение размера поршней производится по измерениям расточки цилиндров и паспорту блока. Подбор поршневых колец осуществляется по внутреннему диаметру цилиндра и марке сплавов. Выбор вкладышей коренных и шатунных выполняется по размерной группе коленчатого вала. Сальники и уплотнения подбираются по номинальным диаметров и профилю посадочных мест. Прокладки цилиндров подбираются по толщине и материалу с учётом тепловых зазоров. Подшипники распределительного вала подбираются по радиальным допускам. Болты крепления головки блока идентифицируются по классу прочности и длине. Замена гидрокомпенсаторов производится по параметрам из каталога. Контроль посадочных развёрток производится измерительными инструментами класса точности не ниже 0,01 мм. Документирование подобранных компонентов и допусков оформляется в ведомости деталей.
Работы с головкой блока цилиндров
Демонтировать ГБЦ. Провести дефектовку клапанов, проверку плоскостности, притирку седел, шлифование направляющих, заменить прокладки и шпильки.
Ремонт ГБЦ и клапанного механизма
Демонтаж головки блока цилиндров выполняется после маркировки и фиксации затемнённых зон. Очистка поверхностей производится обезжириванием и удалением отложений. Визуальная оценка седел клапанов и направлений клапанов фиксируется в отчёте. Измерение плоскостности выполняется щупом и индикатором с указанием допуска. Отверстия направляющих измеряються микрометром для определения износа. Расточка седел производится по размерам, указанным в нормативной документации. Шлифовка седел выполняется с контролем углов соприкосновения. Замена направляющих и клапанов производится подбором по посадочным диаметрам. Напускные фаски восстанавливаются по установленному чертежу. Нанесение герметика и затяжка головки фиксируются моментом, указанным в технологической карте. Контроль зазоров клапанов ведётся после сборки и прогрева двигателя. Снятие регулировочных шайб документируется по каталогам размеров. Проверка на герметичность камер сгорания выполняется давлением с фиксацией результатов.
Сборка двигателя
Сборка производится по контролируемой последовательности. Притиры и посадки обработаны. Моменты затяжки и зазоры задокументированы. Испытание подготовлено.
Последовательность и контрольные операции при сборке
Подготовка комплектующих проводится к сборке: очистка, обезжиривание, визуальная дефектовка. Подбор новых деталей производится по каталожным номерам и техническим картам. Контроль размеров валов и шпонок осуществляется инструментальными измерениями. Допусковые величины сверяются с заводской документацией. Сборка коленвала выполняется с применением динамометрического ключа и шаблонов для расположения вкладышей. Подшипниковые зазоры измеряются микрометром и щупом, результаты фиксируются в протоколе. Шатунные болты подлежат замене при каждом демонтаже и затяжке по заданному моменту. Монтаж поршней осуществляется с соблюдением ориентации маркировки и установочных зазоров колец. Установка распределительных валов производится по меткам фаз газораспределения и проверяется индикатором фаз; зазоры клапанов регистрируются инструментально и протоколируются. Момент затяжки головки контролируется по этапной схеме с применением измерителя угла поворота; фиксация результатов обязательна. Смазка сборочных поверхностей выполняется специализированными составами, указания на применение материалов указываются в сопроводительной документации. Окончательная проверка включает проверку вращения коленчатого вала без заеданий, контроль компрессии после сборки и инспекцию на отсутствие утечек при пробном прогоне на стенде.
Пусконаладочные работы и обкатка
Пусконаладочные операции включают контроль холостого хода, последовательную нагрузочную обкатку с мониторингом температур и давления масла, фиксацию параметров.
Программа обкатки и мониторинг параметров
Подготовка к обкатке производится после сборки и предварительной проверки работоспособности узлов. Запуск двигателя вхолостую проводится до достижения рабочей температуры для контроля герметичности систем и утечек. Последовательность обкаточных режимов включает фазы: прогрев, умеренная нагрузка, периодические нагрузки различной интенсивности, стабилизационный режим вращения. Временные интервалы и нагрузки фиксируются протоколом. Мониторинг параметров осуществляется регистрацией температур цилиндров, давления масла, давления топлива, частоты вращения коленвала, температуры охлаждающей жидкости и выбросов. Пороги допустимых отклонений указаны в контрольной карте. Регистрация производится цифровыми средствами с периодичностью, обеспечивающей обнаружение аномалий. При превышении порогов проводится останов двигателя и оформление дефектного акта.
Настройка системы впрыска и зажигания
Калибровка форсунок и времени зажигания производится по эталонным картам. Регистрация параметров выполняется в протокол. Проверка датчиков проводится.
Калибровка и проверка корректировки подачи топлива
Калибровка системы впрыска выполняется в рамках настройки подачи топлива для двигателя V12 M70B56. Оборудование диагностическое подключается к разъему управления двигателем. Параметры подачи топлива фиксируются при холодном и прогретом состоянии двигателя. Регулировка производится по показаниям лямбда-датчиков, давления топлива и сигналов форсунок. Корректировка топливных карт выполняется через программный интерфейс блока управления. Испытание холостого хода и нагрузки проводится при фиксированных оборотах. Контроль устойчивости смеси реализуется по показателям содержания кислорода в выхлопе и ПИД-коррекциям. Протоколирование изменений производится с указанием исходных и итоговых значений.
Документирование и гарантийные условия
Оформление отчёта о выполненных работах. Указание заменённых деталей, измеренных параметров, сроков гарантийного обслуживания и условий возврата.
Отчёт о выполненных работах и сроки гарантии
Сформирован отчёт по выполненным операциям на двигатель V12 M70B56. Включены разделы: перечень диагностических замеров, результаты измерений компрессии и давления масла, протоколы дефектовки, список заменённых деталей с указанием номеров и посадочных размеров. Зафиксированы проведённые токарные и расточные операции с указанием допусков и вида обработок. Приложены данные контроля плоскостей ГБЦ и шеек коленвала. Описаны мероприятия по обкатке и калибровке систем подачи топлива и зажигания. Указаны гарантийные сроки на выполненные операции и на установленные комплектующие с обозначением условий сохранения гарантии.