

Предоставление услуги ремонта двигателя BMW E31 V12 5.0 включает диагностику‚ оценку состояния‚ измерение компрессии и давления масла‚ а также демонтаж и дефектовку.
Предмет и объем работ
Определение предмета работ: восстановление работоспособности двигателя BMW E31 V12 5.0 через комплекс операций диагностического и ремонтного характера. Включение в объем мероприятий: первичная диагностика системы смазки и компрессии; инструментальное измерение компрессии по каждому цилиндру; измерение рабочего давления масла в разных режимах вращения; демонтаж агрегата с маркировкой узлов; разборка до узловой комплектации; дефектовка корпусов и внутренних деталей; механическая обработка коленвала в пределах ремонтных размеров; расточка цилиндров с установкой ремонтных гильз; подбор поршневых комплектов и вкладышей по допускам; замена колец; капитальный ремонт головок с восстановлением седел и направляющих; окончательная сборка с контролем моментов затяжки и регулировкой рабочих параметров после обкатки.
Технические характеристики двигателя
Рабочий объём 4988 см3; конфигурация V12; мощность 300 л.с.; крутящий момент указан в паспорте; система впрыска и охлаждения штатные.
Основные параметры двигателя V12 5.0 M70
Конфигурация: V12‚ рабочий объем 4988 см3. Мощность обозначена как 300 л.с. при установленном диапазоне оборотов. Крутящий момент заявлен заводом на номинальном диапазоне. Система питания: многоточечный впрыск топлива с электронным управлением. Система зажигания: индивидуальные катушки на цилиндрные пары с электронным распределителем управления. Система смазки: принудительная с масляным насосом шестерного типа‚ давление масла контролируется датчиком. Система охлаждения: закрытая‚ с механическим термостатом и водяным насосом. Углы газораспределения фиксированы распредвалами. Характер материалов: чугунный блок‚ алюминиевые головки. Вес агрегата и габариты зависят от исполнения навесного оборудования.
Подготовка рабочего места и инструментов
Подготовка зоны обслуживания: площадка очищена‚ освещение установлено. Инструменты калиброваны. Подставки и подъемник подготовлены для безопасного снятия.
Оборудование и специализированные приборы
Перечень инструментов и устройств для выполнения работ с двигателем BMW E31 V12 5.0 приведён далее. Подъёмное оборудование с грузоподъёмностью‚ обеспечивающей безопасный демонтаж силового агрегата‚ предусмотрено. Съемники и стойки для крепления масляного поддона и коробки передач включены. Прецизионные измерительные приборы: компрессометры для бензиновых систем‚ манометры масляного давления с диапазоном до 10 бар‚ индикаторы часового типа для контроля биений‚ микрометры и нутромеры для работы с шатунными и поршневыми сопряжениями. Станки: балансировка коленвала‚ шлифовальный станок для коленчатого вала‚ расточной автомат для цилиндров с системами охлаждения. Приспособления для фрезерования и шлифовки ГБЦ с измерительной системой уровня плоскостей. Комплекты калибровочных втулок и оправок для запрессовки направляющих клапанов. Специализированные ключи с момент-контролем и электроинструмент с регуляцией оборотов. Защитное оборудование для работ с масляными и охлаждающими средами. Станция очистки деталей с контролем температуры и давления рабочего раствора. Документооборот по калибровке приборов оформлен и хранится в сервисной базе.
Порядок проведения входной диагностики
Фиксация жалоб и данных. Замер компрессии и давления масла. Осмотр видимых утечек и креплений. Протоколирование результатов и выводы.
Составление перечня проверок и протоколирование результатов
Формирование перечня проверок производится для фиксации параметров двигателя V12 5.0 M70. Включение визуального осмотра элементов навесного оборудования‚ состояния трубопроводов‚ трубок и соединений. Включение измерений компрессии по каждому цилиндру по стандартной методике. Включение регистрации показаний давления масла при холодном и рабочем режимах. Включение контроля утечек через прокладки и сальники. Включение измерений зазоров клапанов при холодном двигателе. Заполнение протокола с указанием даты‚ модели двигателя‚ пробега‚ использованного оборудования и допусков. Присвоение уникального номера протоколу. Хранение протоколов в бумажном и электронном виде с указанием ответственного подразделения.
Измерение компрессии цилиндров
Измерение компрессии производится цилиндр за цилиндром. Применение манометра с быстрым клапаном. Фиксация оборотов и протоколирование показаний.
Последовательность измерений и обработка результатов
Определение порядка замера компрессии выполняется по цилиндрам в установленной последовательности двигателя. Подготовка включает удаление свечей‚ установка компрессометра на каждый цилиндр‚ обеспечение закрытого впуска топлива и выключение зажигания. Проведение замеров производится при рабочем температурном диапазоне‚ указанном в технической документации. Для каждого цилиндра фиксируется минимум три замера с одинаковыми условиями запуска; среднее значение рассчитывается арифметическим методом. Сравнение результатов осуществляется с заводскими допусками. Отклонения выше допустимого значения классифицируются как снижение компрессии. Регистрация данных производится в протокол. Анализ компрессии проводится совместно с данными по давлению масла для корреляции признаков износа. Принятие решения о последующих операциях основывается на документированных значениях и их соответствию нормативам.
Измерение давления масла
Подключение манометра производится к маслянному каналу. Замеры выполняются при холостом ходе и на повышенных оборотах. Результаты фиксируются в протоколе.
Методика измерения давления и анализ показаний
Подключение манометра к магистрали масляного давления производится через штатный переходник или установочный штуцер. Предварительное прогревание двигателя до рабочей температуры выполняется для стабилизации вязкости масла. Фиксация давления производится при холостом ходе‚ на 2000 об/мин и при повышенной нагрузке. Регистрирование значений проводится по каждому режиму работы с указанием времени и температуры. Отклонения от паспортных значений сопоставляются с допустимыми допусками. Оценка выявляет признаки износа насоса‚ засорения сетки и протечек. Принятие решения основывается на сравнении с таблицей нормативов и на тенденции изменения показаний.
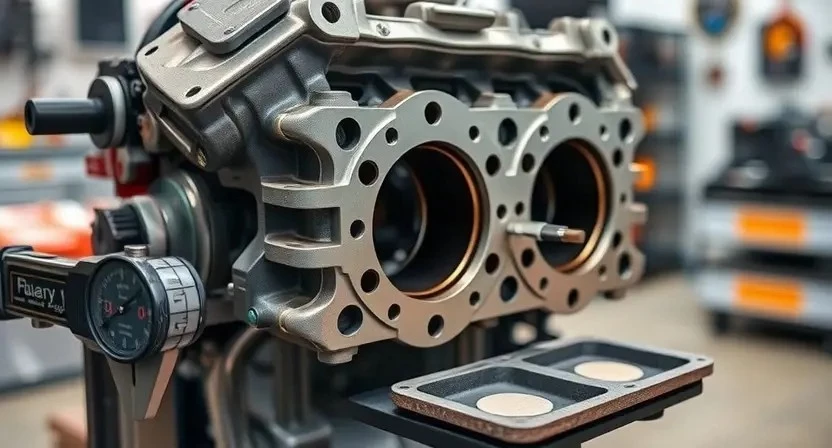
Оценка состояния блока цилиндров и гильз
Визуальный осмотр блока и гильз выполнен. Замеры цилиндров произведены. Измерения износа зафиксированы в протоколе. Приняты дальнейшие решения.
Визуальный и инструментальный контроль посадочных поверхностей
Осмотреть поверхности блока и ГБЦ на наличие трещин‚ коррозии‚ следов перегрева. Фиксация выявленных дефектов в протоколе производится с указанием координат и характера повреждений. Измерение плоскостности выполняется щупом и индикатором часового типа‚ значения отклонений фиксируются в миллиметрах. Контроль шероховатости проводится профилометром‚ результаты заносятся в отчет. Визуальный осмотр седел клапанов включает оценку выработки и сколов. Направляющие оцениваются по люфту и износу наружной поверхности. Проверка резьбовых соединений и посадочных отверстий проводится торцевыми калибрами и нарезными штифтами. Протокол подписывается ответственным специалистом и прилагается к картотеке ремонта.

Решение о демонтаже двигателя
Критерии демонтажа сформированы на базе диагностики: компрессия ниже нормы‚ давление масла снижено‚ обнаружены металл в масле‚ деформация блока.
Критерии принятия решения и оформление документации
Оценка состояния двигателя производится на основании измерений компрессии‚ давления масла и визуальной дефектовки. Принятие решения о ремонте или замене компонента осуществляется при отклонении параметров от заводских допусков‚ установленных технической документацией. Критерии включают: превышение износа поршней или вкладышей относительно допустимых пределов; наличие трещин или деформаций в блоке или головках; несоответствие геометрии коленвала по конусности и биению; потеря герметичности масляных каналов. При фиксировании критичных дефектов оформляется протокол дефектовки с фотографиями и замерами.
Документация комплектуется актом осмотра‚ ведомостью необходимых работ и калькуляцией с указанием запасных частей и трудозатрат. Записи заверяются подписью и датой. Внесение изменений в смету производится на основании окончательной дефектовки и согласуется с заказной документацией. Архивация отчета осуществляется в электронном и бумажном виде с присвоением регистрационного номера.
Снятие двигателя с автомобиля
Освобождение пространства производится демонтажем навесного оборудования и системы охлаждения. Отсоединение узлов маркировкой фиксируется в протоколе.
Этапы демонтажа и меры по маркировке компонентов
Последовательность демонтажа двигателя определяется технологической картой. Отключение электрических соединений выполняется первым этапом. Слив рабочих жидкостей производится через подготовленные емкости с последующей утилизацией по установленным нормам. Снятие вспомогательных агрегатов и системы впуска выполняется с фиксацией состояния уплотнений. Отсоединение трубопроводов охлаждения и смазки производится с применением защитных пробок. Демонтаж коробки передач и моторного крепления осуществляется после разметки посадочных мест. Сбор узлов в контейнеры выполняется по группам: головки‚ коленвал‚ шатунно-поршневая‚ навесное оборудование. Маркировка деталей производится кодами‚ включающими номер цилиндра‚ сторону установки и порядок снятия. Крепежные элементы группируются по комиссиям и фасуются в прозрачные пакеты с ярлыками. Фотофиксация критичных узлов проводится для последующего монтажа. Составление описи комплектов производится в электронном журнале с указанием состояния и рекомендуемых операций обслуживания.
Разборка двигателя на составные узлы
Демонтаж узлов производится по очереди. Маркировка деталей выполняется. Хранение компонентов организовано по группам и документируется в журнале.
Последовательность разборочных операций и хранение деталей
Демонтаж агрегатов производится по последовательности: снятие навесного оборудования‚ разъединение топливных магистралей‚ отсоединение проводки‚ слив рабочих жидкостей‚ маркировка коммуникаций. Головки блока отсоединяются после снятия распределительных валов и привода газораспределения. Блок цилиндров разбирается по очередности демонтажа шатунных крышек и поршней с фиксацией положения. Подшипники и вкладыши маркируются и упаковываются по цилиндрам. Поршни укладываются в отдельную тару с амортизирующей прокладкой. Болты и гайки сортируются по пакетам с указанием мест установки и момента затяжки. Металлические детали помещаются в контейнеры с антикоррозионным покрытием. Мелкие элементы и уплотнения складываются в прозрачные пакеты с ярлыками‚ содержащими дату и код операции. Хранение осуществляется в климатизированном помещении с контролем влажности и температуры‚ с учётом срока допустимого хранения смазочных средств и герметиков. Протоколирование шага разборки и состояния деталей выполняется в электронном журнале с прикреплением фотографий и измерительных данных.
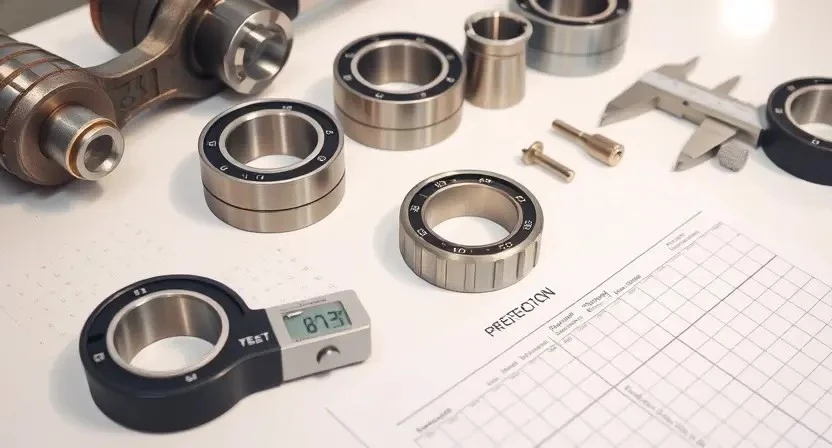
Дефектовка компонентов
Контроль износа выполнен по цилиндро-поршневой группе‚ коленвалу и вкладышам. Фиксация дефектов в протоколе. Оценка подлежащих замене деталей произведена.
Контроль износа коленвала‚ шатунов‚ поршней и вкладышей
Выполнение дефектовки начинается с внешнего осмотра коленвала на трещины и задиры. Контроль радиального биения производится индикатором часового типа на опоре станка. Замер диаметра шеек производится микрометром с проверкой на овальность по двум взаимно перпендикулярным сечениям. Измерение шейки коленвала вала и шатунной шейки выполняется с определением пределов износа по нормативу производителя. Оценка шатунных втулок и вкладышей осуществляется с измерением зазора по щупу и сравнением с допуском. Поршни подвергаются визуальному анализу на пригар и трещины‚ замер диаметра выполняется нутромером. Результаты протоколируются с указанием допуска и рекомендации по ремонту или замене компонентов.

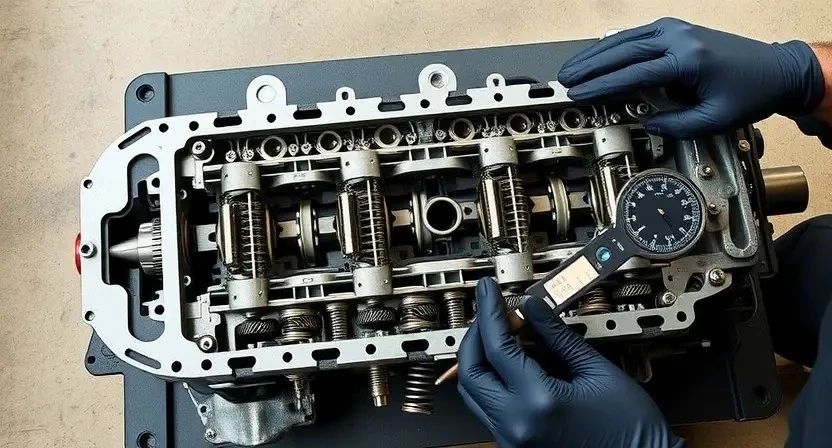
Контроль состояния головок блока цилиндров (ГБЦ)
Осмотр седел клапанов выполнен визуально. Замер плоскостей фланцев произведён щупом и индикатором. Результаты протоколированы и классифицированы.
Проверка седел клапанов‚ направляющих и плоскостей фланцев
Визуальный контроль седел клапанов выполняется с применением осветительного прибора и увеличительного объектива для выявления выкрашиваний‚ раковин и эрозии. Контроль плоскостей фланцев производится с использованием щупа и поверочной линейки для установления биттования и деформаций. Измерение люфта направляющих проводится микрометром и индикатором часового типа с фиксацией допустимых величин по нормативам производителя. Обработка результатов документируется в протоколе дефектовки с указанием предельных размеров и предложенных операций. При выявлении износа седел предусматрована правка или фрезеровка с последующей притиркой клапанов и повторной поверкой посадочных поверхностей.
Технология шлифовки коленвала
Подготовка коленвала к шлифовке включает очистку‚ замер биения‚ установку в центрах‚ снятие припуска по чертежу‚ контроль размеров после обработки.
Параметры снятия припусков и допуски обработки
Определение припусков на шлифовку коленвала производится по измерениям диаметров шеек с микрометром и индикатором; снятие припуска планируется по этапам‚ указанным в технологической карте. Допуск снятия металла для шеек коленвала ⏤ до 0‚20 мм суммарно с каждой стороны от исходного диаметра; зачистка канавок маслопроводов производится без изменения рабочей поверхности. Расточка цилиндров предусматривает припуск 0‚50 мм в первый проход с последующей доводкой до номинального диаметра или ремонтного размера. Допуск овальности цилиндра после расточки — не более 0‚03 мм. Контроль размеров вкладышей и поршней выполняется по калибрам и щупам; люфты шатунных соединений после сборки должны находиться в пределах 0‚02-0‚08 мм.

Расточка цилиндров и обработка гильз
Расточка гильз производится по размерам ремонтного комплекта. Контроль допуска цилиндров выполняется постранично с фиксацией результатов в акте.
Размеры посадочных поверхностей и допуски после расточки
Контроль диаметров цилиндров производится по номиналу 84‚0 мм с допуском на первичную расточку +0‚02..+0‚05 мм. После расточки окончательный диаметр фиксируется в пределах 84‚05..84‚10 мм при установке стандартных гильз. Конусность допускается до 0‚03 мм на длине рабочей поверхности. Биение внутренней поверхности не должно превышать 0‚02 мм. Шероховатость Rz для рабочей поверхности поршневой достигается значением 6..12 мкм. Допуск овальности ограничен 0‚03 мм. Посадочные поверхности под гильзы обрабатываются с допуском плоскостности 0‚05 мм. Очистка маслосъемных канавок и компенсационных отверстий производится до визуального соответствия. Контроль производится микрометром и хонингованием по калибрам.
Выбор и установка поршней‚ поршневых колец и вкладышей
Подбор деталей по размеру цилиндра. Маркировка замененных узлов. Установка производится с контролем за зазорами и ориентацией колец.
Подбор по размерам‚ маркировка и методика установки
Подбор компонентов производится по замерам расточки и паспортным размерам. Поршни подбираются по диаметру цилиндра с учётом классности; указывается класс посадки. Вкладыши подбираются по диаметру шейки коленвала и по классу износа; указывается позиционная маркировка. Кольца выбираются по внутреннему диаметру поршня и толщине канавки. Маркировка наносится на наружные поверхности и на упаковку с указанием цилиндра и фасона. Установка производится в сборочном пособии с соблюдением осевых зазоров‚ моментных характеристик и технологических зазоров. Прокладки заменяются на новые с контролем прижима.
Ремонт или замена головок блока цилиндров
Осмотр ГБЦ выполнен. Правка плоскостей и шлифовка по чертежам. Замена седел и направляющих производилась при износе выше допусков.
Технологические операции по правке‚ шлифовке и замене седел
Демонтаж головок блока цилиндров производится для обеспечения доступа к седлам. Осмотр седел выполняется на дефектоскопе и визуально. Регистрация трещин‚ выкрашивания и износа в протоколе. Правка седел осуществляется на специализированном прессовом оборудовании с контролем соосности. Шлифовка фасок производится абразивными инструментами по заданным углам посадки. Замена седел производится установкой новых вставок с запрессовкой и термообработкой посадочной зоны. Притирка клапанов с применением пасты осуществлена до получения герметичности по показателю герметичности. Контроль диаметра и конуса посадочных мест производится микрометрией и шаблонами. Отверстия направляющих обработаны под допуск замены.
Сборка двигателя и контрольные операции
Сборка произведена по порядку. Контроль моментов затяжки‚ зазоров и герметичности выполняется. Запуск и регулировка систем фиксируются в отчёте.
Очередность сборочных операций и контроль моментами затяжки
Сборка блока цилиндров производится по этапам: установка коленчатого вала в опоры‚ монтаж шатунных крышек‚ монтаж поршней с кольцами в цилиндры‚ установка вкладышей. Установка головок блока проводится после проверки плоскостей. Крепление головок выполняется в последовательности‚ указанной заводской технологией‚ с поэтапным увеличением усилия. Моменты затяжки головок применяются по таблице допусков. Заключительная фиксация коленвала и крышек производится контролируемыми крутящими моментами и угловым допуском. Протяжка креплений распределительного вала выполняется в заданном порядке. Контроль остаточной деформации фиксируется протоколом.
Монтаж двигателя на автомобиль
Установка двигателя производится с применением подъёмного оборудования. Выравнивание корпуса и совместное подсоединение основных магистралей контролируется по меткам.
Выравнивание‚ подсоединение систем и проверка герметичности
Выравнивание двигателя при установке на раму выполняется с использованием линейных маяков и грузоподъемного приспособления. Центровка производится по монтажным осям силового агрегата и кронштейнам трансмиссии. Подключение систем выполняется по очередности: топливная магистраль‚ система охлаждения‚ маслопровод‚ вакуумные линии‚ электропроводка‚ система выпуска. Прокладки и уплотнения подлежат обязательной замене. Контроль натяжения крепежа производится по таблице моментов. Испытание герметичности проводится манометром и дымогенератором. Давление в системе охлаждения доводится до рабочего значения. Утечки фиксируются и протоколируются. Испытательный протокол прилагается к акта приемки.
Обкатка и настройка после ремонта
Обкатка производится ступенчато: холостой ход‚ плавное увеличение нагрузки‚ контроль температуры и давления. Настройка впрыска и зажигания выполняется по параметрам.
Режимы обкатки‚ регулировки впрыска и зажигания
Обкатка двигателя V12 5.0 производится в два этапа. Первый этап предусматривает прогрев до рабочей температуры при минимальных нагрузках; обороты удерживаются в пределах 900–1500 об/мин в течение 30 минут; нагрузочные импульсы исключаются. Второй этап включает постепенное увеличение нагрузки и оборотов до 3000 об/мин с периодическими переходами на устойчивые режимы по 5 минут; суммарное время обкатки на стенде и при дорожной эксплуатации составляет не менее 100 км пробега эквивалента. Регулировки впрыска выполняются на моторном стенде с измерением угла опережения и состава смеси; контрольные параметры фиксируются в протоколе. Настройка зажигания производится по углу ВМТ и фазам газораспределения с применением диагностического оборудования; допуск по углу составляет ±1°; фиксирование результатов производится в отчете.

Оформление отчетной документации и гарантийные условия
Составление акта работ и перечня заменённых деталей производится. Гарантийный срок указывается в документе. Возникшие дефекты отражаются в отчёте.
Содержание отчета по выполненным работам и условия гарантии
Перечень проведенных операций в виде таблицы: диагностика систем‚ измерение компрессии по каждому цилиндру‚ измерение давления масла в рабочем режиме‚ демонтаж мотора‚ разборка по узлам‚ дефектовка деталей с указанием износов‚ шлифовка коленвала с фиксацией снятого припуска‚ расточка цилиндров с указанием результатов после обработки‚ подбор и установка поршней с кольцами и вкладышами по классам‚ ремонт или замена головок блока с указанием обработанных поверхностей‚ сборка с контролем моментов затяжки‚ обкатка и настройка системы впрыска и зажигания. Протокол с измерениями и фотоархив прилагается. Гарантийные условия: гарантия на выполненные работы и установленные детали указывается в месячном или километровом выражении‚ исключения перечислены отдельно; гарантийные обязательства оформляются документально.