

Описание услуги: ремонт двигателя Chrysler PT Cruiser 2.4 L 150 л.с. (2001–2010). Перечень работ включает диагностику‚ измерения и ремонтные операции с документированием.
Цель документа
Определение объёма работ и контрольных параметров при ремонте двигателя Chrysler PT Cruiser 2.4 L 150 л.с. (2001–2010). Формирование единой методики проведения диагностических процедур‚ измерений и ремонтных операций с фиксацией результатов в отчётной документации. Установление критериев оценки технического состояния узлов и агрегатов для вынесения заключения о возможности восстановления или замене деталей. Регламентация требований к инструменту‚ калибровке приборов и порядку выполнения измерений компрессии и давления масла. Описание последовательности демонтажа‚ маркировки‚ разборки и дефектовки с указанием предельных износов. Определение технологических параметров шлифовки коленчатого вала и расточки блока цилиндров с указанием допусков. Составление перечня взаимозаменяемых запчастей и спецификаций на поршни‚ кольца и вкладыши. Фиксация мероприятий по ремонту головки блока с перечислением операций по шлифовке и установки уплотнения. Установление требований к контролю моментов затяжки и синхронизации газораспределения на стадии сборки. Описание процедур обкатки и последующих измерений для подтверждения работоспособности после ремонта.
Область применения
Применение услуги ограничено двигателями Chrysler PT Cruiser 2.4 L 150 л.с. 2001–2010 годов выпуска. Операции выполняются в сервисных условиях.
Модель и период выпуска
Указанная модель: Chrysler PT Cruiser с бензиновым двигателем 2.4 L мощностью 150 л.с. Выпускная серия охватывает период 2001–2010 годов. Конфигурация двигателя: рядная четверть‚ 4 цилиндра‚ SOHC/DOHC в зависимости от модификации‚ распределённый впрыск топлива. Заводская маркировка блока и головки должна быть сопоставлена с документацией для подтверждения совместимости компонентов. Серийные номера фиксируются при приёме для отслеживания истории технического вмешательства. Параметры компоновки и креплений изучаются перед планированием демонтажа. Информационная база по узлам и тяговым характеристикам применяется при подборе запасных частей и определении технологических операций.

Перечень выполняемых работ
Диагностика мотора. Оценка состояния и замер компрессии. Замер давления масла. Снятие‚ разборка‚ дефектовка. Ремонт и замена узлов.
Комплексные операции
Комплекс операций включает взаимосвязанные этапы ремонта двигателя Chrysler PT Cruiser 2.4 L 150 л.с. (2001–2010). Диагностирование двигателя выполняется с целью выявления неисправностей систем смазки‚ охлаждения и газораспределения. Измерение компрессии и давления масла проводится для оценки работоспособности цилиндропоршневой группы и масляной системы. Демонтаж агрегата производится при превышении предельных значений износа или при повреждениях‚ требующих восстановления геометрии. Разборка производится с маркировкой элементов и фиксацией дефектов в акте. Дефектовка включает определение причин повреждений и категорий ремонта для блоков‚ коленвала‚ поршней‚ вкладышей и головки блока. Шлифовка коленвала и расточка блока выполняются в соответствии с технологическими картами с указанием допусков и класса чистоты поверхностей. Замена поршней‚ колец и вкладышей производится подбором по размерам и материалам. Ремонт и шлифовка головки блока выполняются с контролем плоскостей и каналов. Сборка проводится с соблюдением моментных характеристик болтов и синхронизацией фаз газораспределения. После сборки выполняются обкатка и регулировка с регистрацией параметров работы двигателя в протоколе.

Подготовка к диагностике
Визуальная очистка моторного отсека проведена. Подключение электропитания и заземления исключено как источник помех. Заправка стенда произведена.
Подключение диагностического оборудования
Подключение диагностического оборудования производится к бортовой сети и к диагностическому разъему согласно электрической схеме автомобиля. Применение адаптера OBD-II с поддержкой протоколов Chrysler. Питание подается через стабилизированный источник. Заземление устанавливается на массу кузова. Интерфейсное ПО запускается в режиме чтения кодов ошибок и мониторинга параметров в реальном времени. Параметры записи логов активируются для последующего анализа. Параллельно выполняется подключение датчиков давления масла и компрессии через предназначенные переходники. Калибровка датчиков проводится по заводским таблицам. Результаты фиксируются в протоколе диагностики с указанием времени и условий измерений.
Оценка состояния агрегата
Визуальный и инструментальный осмотр двигателя выполнен. Фиксация дефектов произведена в акте. Состояние узлов оценено по параметрам.
Визуальный осмотр и фиксация дефектов
Проведение визуального осмотра двигателя Chrysler PT Cruiser 2.4 L 150 л.с. осуществляется в последовательности: оценка внешних утечек‚ состояние масляных и охлаждающих магистралей‚ креплений и элементов навесного оборудования. Фиксация обнаруженных дефектов производится в журнале с указанием места‚ типа повреждения и степени выраженности. Фотофиксация выполняется с привязкой к записи. Замечания по коррозии‚ трещинам и износу швов документируются отдельно. Состояние сальников и прокладок определяется визуально и тактильно‚ затем классифицируется по уровню критичности. Результат осмотра выступает основанием для дальнейшей диагностики и планирования разборочных операций.
Измерение компрессии
Измерение компрессии производится цилиндр за цилиндром при установленном дросселе и отключенных форсунках. Значения фиксируются в протоколе.
Порядок проведения и нормативы
Подготовка измерений компрессии производится при прогретом двигателе до рабочей температуры. Снятие свечей и установка манометра выполняются с отключением системы зажигания и дроссельной заслонки в положении холостого хода. Проведение замера осуществляется при проворачивании коленчатого вала стартером до стабилизации показаний. Норма компрессии для цилиндра обозначается 11-13 бар для двигателя 2.4 L; расхождение между цилиндрами допускается до 0‚5 бар. Фиксация результатов производится в протоколе с указанием температуры и числа оборотов стартером.
Измерение давления масла
Подключение манометра производится к масляной магистрали. Замеры проводятся на холостом ходу и при 3000 об/мин. Результаты фиксируются в акте.
Методика замера и контрольные значения
Измерение давления масла производится при прогретом двигателе до рабочей температуры. Подключение манометра к точке измерения производится через резьбовое соединение масляного фильтра или специального штуцера. Давление холостого хода фиксируется при включенной системе зажигания и неработающем двигателе для контроля бака масла и вакуума. Показатель при холостом ходу в пределах 0‚5-0‚9 бар считается рабочим при температуре масла 80°C. Нагрузочное давление регистрируется при частоте вращения 3000 об/мин; нормой считается 2‚5-4‚0 бар. Резервирование значений выполняется через трехкратное повторение замера с записью средних величин.

Принятие решения о демонтаже
Оценка диагностики проведена. Для демонтажа двигателя будут приняты решения на основе компрессии‚ давления масла и визуальной дефектовки.
Критерии для снятия двигателя
Фиксация резкого падения компрессии по двум и более цилиндрам‚ превышение допустимого разброса между цилиндрами в соответствии с нормативом‚ считается основанием для демонтажа агрегата. Регистрация постороннего металлического шума при работе двигателя в диапазоне холостых и средних оборотов сопровождается рекомендацией на снятие.
Фиксация давления масла ниже минимального контрольного значения при рабочей температуре и повышенное потребление масла при сохранении герметичности внешних систем являются основанием для демонтажа. Обнаружение механических повреждений блока или головки‚ выявленных при визуальном осмотре с фиксацией трещин‚ изломов или деформаций‚ рассматривается как критерий для снятия.
Фиксация наличия крупных металлических включений в масляном фильтре или на магнитах поддона указывает на критическое состояние внутренних компонентов и служит поводом для демонтажа. Значительное превышение допуска по люфту шатунных или коренных подшипников‚ выявленное измерениями‚ рассматривается как основание для демонтажа агрегата.

Снятие двигателя
Подготовка места и инструментов выполнена. Электропроводка и магистрали отключены. Крепления маркированы. Подвеска мотора осуществлена краном.
Последовательность операций при демонтаже
Выбор инструментов и фиксация маркировки узлов. Слив эксплуатационных жидкостей и утилизация в соответствии с нормативными требованиями. Отключение электрических разъемов и маркировка линий для исключения ошибок при сборке. Снятие навесных агрегатов по очередности‚ обеспечивающей доступ к опорам мотора. Опоры двигателя демонтируются после вывешивания силового агрегата на грузоподъемное оборудование. Крепления к коробке переключения передач отделяются при статичном положении трансмиссии. Слив масла из картера выполняется до отделения кронштейнов. Подвеска двигателя опускается плавно. Демонтированный агрегат перемещается на специально подготовленную площадку для последующей разборки и дефектовки.
Разборка агрегата
Демонтаж узлов выполнен по регламенту. Разделение компонентов произведено с маркировкой. Детали упакованы и помечены для последующей дефектовки.
Разделение узлов и маркировка деталей
Процедура демонтажа узлов двигателя выполняется последовательным снятием компонентов с фиксацией положения. Узлы группируются по функциональному признаку. Маркировка деталей производится нанесением кодов на корпусные поверхности краской стойкой к растворителям. Наклеивание маркеров на гибкие элементы исключено. Метки содержат номер позиции‚ направление установки и этап сборки. Фиксация сопряжений ведётся в ведомости с указанием износа и размеров. Хранение комплектующих организовано в пронумерованных лотках с защитной упаковкой. Фотофиксация соединений выполняется перед упаковкой.
Дефектовка компонентов
Операция дефектовки выполнена. Дефекты фиксированы по деталям с указанием типа повреждения‚ зоны и степени износа‚ присвоены коды дефектов.
Фиксация и классификация повреждений
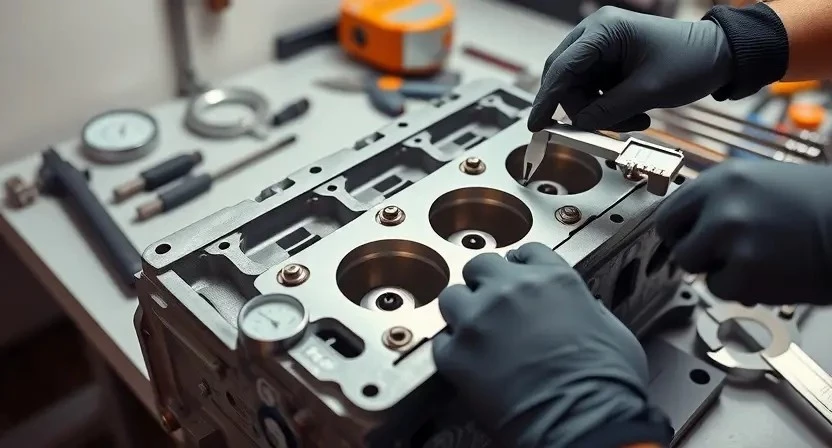
Фиксация производится фотографированием и заполнением актов дефектовки с указанием места‚ типа и размера повреждения. Исходные данные вносятся в электронную карту с присвоением уникального номера каждой позиции. Повреждения цилиндров регистрируются отдельно от повреждений шатунно-поршневой группы. Повреждения ГБЦ документируются с указанием трещин‚ деформаций и износа седел клапанов. Повреждения коленчатого вала классифицируются по виду: износ шей‚ задиры‚ задиры подшипников. Классификация вкладышей производится по износу и наличию следов перегрева. Каждый дефект сопровождается измерениями микрометром и нутромером с фиксацией значений в миллиметрах и отчетом о соответствии допускам производителя.
Шлифовка коленчатого вала
Шлифовка коленвала производится на оправке с применением абразивных кругов. Контроль биения и диаметра щек выполняется после каждой операции.
Технологические параметры и допуски
Указаны критические величины для операций по обработке компонентов двигателя Chrysler PT Cruiser 2.4 L 150 л.с. (2001–2010). Шероховатость поверхности посадочных мест коленвала Rz 16. Допуск радиального биения шейки коленвала относительно корпуса блока — не более 0‚03 мм. Диаметр шлифовки коленвала указан с натягом по размерам ремонтных вкладышей; допускается увеличение диаметра в пределах 0‚25 мм‚ 0‚50 мм‚ 0‚75 мм при поэтапной маркировке. Концевые зазоры вкладышей при рабочем состоянии ⎼ 0‚020–0‚060 мм. Размер расточки цилиндров после хонингаинг под ремонтные поршни, +0‚25 мм‚ +0‚50 мм. Радиальная биения подшипников распределительного вала — до 0‚04 мм. Моменты затяжки крепежных болтов головки блока: 36 Н·м‚ затем угол 90°‚ повторный угол 90°. Контроль компрессии после сборки: минимум 11 бар при 12% допуска вариации между цилиндрами. Давление масла при холостом ходу: не менее 0‚8 бар‚ при рабочем режиме 2‚5–3‚0 бар на 4000 об/мин. Температурный режим обработки резиновых уплотнений и прокладок ограничивается 80 °C во время монтажа. Обработка фасок и кромок при посадке поршневых колец производится с радиусом 0‚5–1‚0 мм. Ширина канавок под кольца в поршнях после расточки допускается +0‚02 мм относительно номинала. Величина бокового зазора поршневого пальца в поршне ⎼ 0‚03–0‚07 мм. Давление при запрессовке вкладышей контролируется гидравлическим прессом с усилием по калибру. Контроль чистоты масла перед испытанием производится фильтрацией до класса загрязнений ISO 4406 18/16/13.
Расточка блоков цилиндров
Расточка блока производится с соблюдением диаметра и цилиндровой соосности. Контроль размера выполняется микрометром и хонингованием до заданных допусков.
Контроль геометрии и обработка
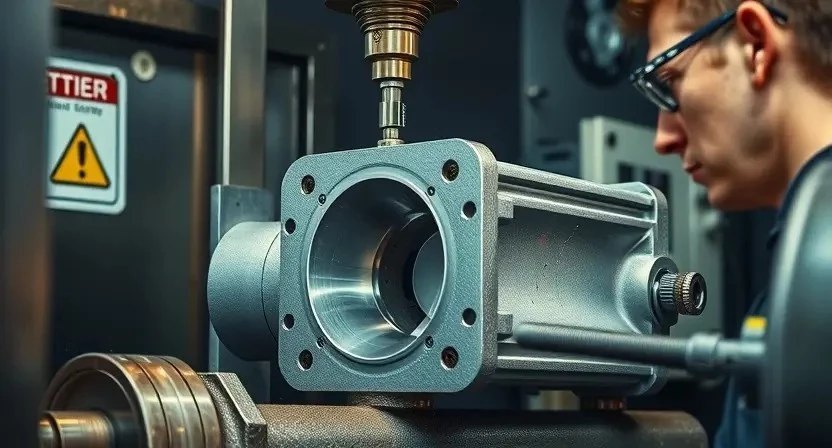
Измерение поверхности цилиндров производится с использованием микрометра и индикатора часового типа. Фиксация отклонений по цилиндричности и конусности выполняется с протоколированием результатов. Замеры плоскостей головки и блока проводятся на плоскопроверочном станке. Регистрация перепадов высот и шагов производится в миллиметрах с точностью до 0‚01 мм. При превышении допусков выполняется расточка с последующей хонингования цилиндров. Обеспечение соосности устанавливается через центровку на оправке.
Шероховатость поверхности контролируется профилометром. Применение абразивных паст исключается до документирования исходных параметров. После обработки выполняется контроль размеров поршневых канавок и замер диаметра под вкладыши с выдачей актов обработки.
Замена поршней‚ колец и вкладышей
Демонтаж поршневой группы выполняется после дефектовки. Подбор комплектующих по размеру и посадочным местам. Контроль зазоров и допусков производится перед монтажом.
Подбор деталей и монтажные требования
Подбор деталей выполняется по каталожным номерам и заводским допускам. Применение оригинальных компонентов допускается при наличии маркировки и сертификатов. Вкладыши подбираются по размерной группе‚ указывается номинальная и ремонтная величина. Поршни подбираются с учетом диаметра цилиндра и состоянию канавок под кольца. Кольца подбираются по толщине и внутреннему диаметру. Головка блока сопоставляется с блоком по плоскости посадки. Шпильки и болты подлежат замене при растяжении. Момент затяжки фиксируется по технической карте. Протяжка выполняется ступенчато. Применение смазки допускается в точках трения‚ герметик допускается в местах указанного сопряжения‚ выбор материалов производится по химической совместимости и рабочему давлению системы.
Работы по головке блока цилиндров
Разборка головки. Замер плоскостности. Шлифовка седел клапанов. Замена направляющих и направлений с фиксацией допусков и протоколом работ.
Ремонт‚ шлифовка и установка прокладки
Определение состояния головки блока цилиндров производится по результатам дефектовки. Трещины‚ выкрашивания седел клапанов и износ плоскостей фиксируются в отчёте. Подготовка к шлифовке включает очистку‚ удаление нагара и проверку на коробление на плитах со строгим базированием. Шлифовка выполняется с контролем шероховатости и плоскостности; предельные значения устанавливаются на основе заводских допусков. После обработки производится промер поковок‚ отверстий и седел для допуска к сборке. Установка новой прокладки выполняется при чистой и сухой поверхности; момент затяжки фиксируется по таблице крутящих моментов. Фиксация технологических данных и измерений в журнале работ обязательна.
Сборка двигателя
Сборка производится по этапам: установка коленвала‚ вкладышей‚ поршней с кольцами‚ ГРМ‚ головки с прокладкой‚ контроль моментов затяжки.
Контроль моментов затяжки и фаз газораспределения
Определение последовательности операций выполнения контрольных действий при сборке двигателя. Контроль моментов затяжки производится по таблице заводских значений с этапной схемой: предварительная затяжка с указанием момента в Н·м‚ последующая окончательная затяжка с угловым смещением. Фиксация моментов осуществляется протоколом с указанием позиции болтов‚ применённого инструмента и даты.
Установка фаз газораспределения выполняется с применением меток на шкивах и корпусах валов. Совмещение меток производится при положении поршня первого цилиндра в ВМТ такта сжатия. Регулировка фазы производится по смещению на определённый угол с контролем усилия натяжения цепи или ремня. Зафиксированные значения заносятся в акт с указанием преднатяга и износа направляющих.
Обкатка и настройка после ремонта
Обкатка проводится по режимам нагрузки и оборотов. Настройка системы управления двигателем производится по контрольным значениям‚ фиксируется протокол.
Процедуры доводки‚ контрольные измерения и проверка работоспособности
Определение этапов обкатки проводится после сборки двигателя. Прогрев до рабочей температуры выполняется в условиях стенда с мониторингом параметров. Контроль компрессии производится на каждом цилиндре по заводским нормативам для модели 2.4 L 150 л.с. Контроль давления масла осуществляется при установленной частоте вращения коленвала и при прогретом масле. Регулировка углов газораспределения производится при статической фиксации меток распредвалов. Установка момента затяжки проводится согласно технической карте и моментным характеристикам. Ограничение нагрузки и оборотов поддерживается в первые 1000 км пробега. Контроль утечек выполняется по масляной и системе охлаждения при статическом давлении. Диагностическое сканирование выполняется для подтверждения отсутствия ошибок управления двигателем. Испытание на холостом ходу и в условиях нагрузки проводится с регистрацией откликов дросселя‚ устойчивости оборотов и отсутствия посторонних шумов. Документация испытаний оформляется с фиксацией измеренных значений и допусков.