

Предоставление услуги по ремонту двигателя 6.2 V8 Supercharged 707 л.с.; диагностика, оценка состояния и планирование дальнейших работ.
Описание объекта обслуживания
Объектом обслуживания является бензиновый двигатель 6.2 V8 Supercharged мощностью 707 л.с., устанавливаемый на седаны Charger Hellcat выпуска 2015–2023 годов. Конфигурация: алюминиевый блок цилиндров, нагнетатель наддува Roots-тип, распределённый впрыск топлива, гидравлические компенсаторы, цепной привод газораспределения. Рабочие параметры включают высокое давление наддува, повышенные термические и механические нагрузки, жёсткие требования к системе смазки и охлаждения. В систему управления встроены датчики положения коленвала и распредвалов, датчики давления топлива, температуры и давления масла. Головки блока оборудованы седлами из жаропрочного сплава и многозатыльными клапанами.
Объект подлежит комплексной проверке при признаках падения мощности, повышенного расхода масла или нестабильной работы на холостом ходу.
Общие данные двигателя
Описание двигателя: 6.2 V8 Supercharged, объем 6166 см3, мощность 707 л.с., наддув Roots, блок алюминиевый, применяемый в моделях 2015–2023.
Технические характеристики 6.2 V8 Supercharged
Двигатель 6.2 V8 Supercharged оборудован литровым объемом 6.2 л, восьмицилиндровой компоновкой и нагнетателем типа Roots с рабочим наддувом. Номинальная мощность заявлена как 707 л.с. при заданных оборотах. Крутящий момент высокий, реализуется на широком диапазоне оборотов. Система смазки герметичная, включает масляный насос с приводом от коленвала и масляный радиатор. Система охлаждения принудительная, применяется алюминиевый блок с интегрированными каналами. Конструкция подразумевает облегченные поршни с ребрами жесткости, кованый коленвал и усиленные шатунные вкладыши. Головки блока цилиндров алюминиевые, используются многоклапанные геметические седла и гидрокомпенсаторы клапанов. Привод газораспределения цепной, с автоматическим натяжением. Система впрыска прямого типа с форсунками высокого давления и модулем управления двигателем ECU, рассчитанным на коррекцию угла опережения зажигания и управления наддувом. Массовые параметры и рабочие допуски регламентированы производителем в спецификациях на конкретный год выпуска и модификацию.

Область применения услуги
Обслуживание ограничено силовыми агрегатами 6.2 V8 Supercharged 707 л.с. 2015–2023 годов выпуска. Работы проводятся по полной программе ремонта и диагностики;
Модельный ряд и период выпуска
Перечень моделей с двигателем 6.2 V8 Supercharged 707 л.с. включает Dodge Charger Hellcat поколения LX. Эксплуатационные годы производства обозначены 2015–2023. Серийные номера двигателей подлежат сверке с базой производителя для установления модификации и года выпуска. Визуальная идентификация маркировки производится на блоке цилиндров и на бирках агрегата. История сервисного обслуживания запрашивается для оценки вмешательств и модификаций. Совместимость запасных частей определяется по коду двигателя и годовому диапазону. Ограничения использования определяются сертификатами соответствия и региональными нормами.
Подготовка к приему автомобиля
Регистрация заявки и ввод данных выполняются в системе; документация к автомобилю прилагается; назначение времени приема фиксируется в журнале.
Оформление заявки и регистрация данных
Регистрация заявки производится при приеме автомобиля с заполнением карточки заказа. В карточке заказа фиксируются VIN, заводской номер двигателя, пробег, год выпуска, комплектация и описываемые симптомы. Приоритизация работ производится на основе назначения услуги ― диагностика и комплексный ремонт 6.2 V8 Supercharged. Контрольные точки включают дату и время приема, сведения о предыдущих ремонтах и наличии заводской или дополнительной документации. В карточке указываются согласованные объёмы работ, перечень измерений и испытаний. Внесение данных в электронную базу обеспечивает трассировку операций. Подписанные авторизационные формы прикладываются к заказ-наряду.
Внешний осмотр и сбор информации
Визуальный осмотр кузова и моторного отсека; фотофиксация повреждений. Фиксация уровней жидкостей и наличия подтёков перед диагностикой.
Визуальная проверка узлов и магистралей
Осмотр проводится по регламентированному перечню элементов без демонтажа. Внешние повреждения корпуса и креплений фиксируются фотографически. Наличие подтёков топлива, масла и охлаждающей жидкости регистрируется отдельно. Состояние шлангов и хомутов оценивается по наличию трещин, вздутий и ослаблений, дефекты заносятся в ведомость; Электрические разъёмы осматриваются на коррозию и следы нагара, контакты протираются при наличии загрязнений. Воздухозаборные магистрали проверяются на герметичность методом статического давления. Состояние ремней и приводных шкивов документируется измерениями натяжения и визуальными признаками износа. Фиксация результатов производится в журнале диагностических работ с указанием места обнаружения дефекта и рекомендованного этапа вмешательства.
Диагностика электронных систем
Считывание кодов неисправностей производится через диагностический интерфейс. Логи сохраняются. Ошибки датчиков и исполнительных механизмов регистрируются.
Считывание кодов неисправностей и логов
Подключение диагностического оборудования к диагностическому разъему проводится для получения кодов ошибок и логов работы силового агрегата. Считывание производится через заводской протокол или совместимые адаптеры. Полученные коды классифицируются по приоритету: критические для безопасности, влияющие на работу наддува, топливной системы и управления фазами. Логи работы двигателя экспортируются в формате, допускающем временную корреляцию сенсорных сигналов и команд ЭБУ. Анализ кодов и логов включает проверку наличия повторяющихся событий, временных интервалов между ошибками и взаимосвязей с параметрами оборотов, давления и температуры. Ошибки переводятся в рабочие задания для дальнейшей диагностики механики и электроники. Сопоставление кодов с результатами визуального осмотра и замеров компрессии обеспечивает корректировку плана работ.

Диагностика механической части
Визуальный осмотр моторного отсека выполнен. Замеры люфтов и биений произведены. Измерение компрессии и давления масла запланировано.
Оценка состояния приводных ремней и шкивов
Визуальная инспекция ремней производится с целью выявления трещин, расслаивания, износа зубьев и следов масляного загрязнения. Геометрическая проверка включает измерение провиса по заданной методике и контроль натяжения динамометрическим прибором. Шкивы осматриваются на предмет прихвата, смещения, коррозии посадочных мест и дефектов канавок. Контроль биения осуществляется индикатором; допуск биения приводного вала указан в нормативной документации производителя. Измерение ширины ремня и шагового профиля производится калиброванными инструментами. При обнаружении деформации профиля или канавок производится замена соответствующих компонентов. Маркировка заменяемых деталей фиксируется в документации. Тестирование проводится после установки новых элементов для подтверждения корректного натяжения и соосности.
Измерение компрессии
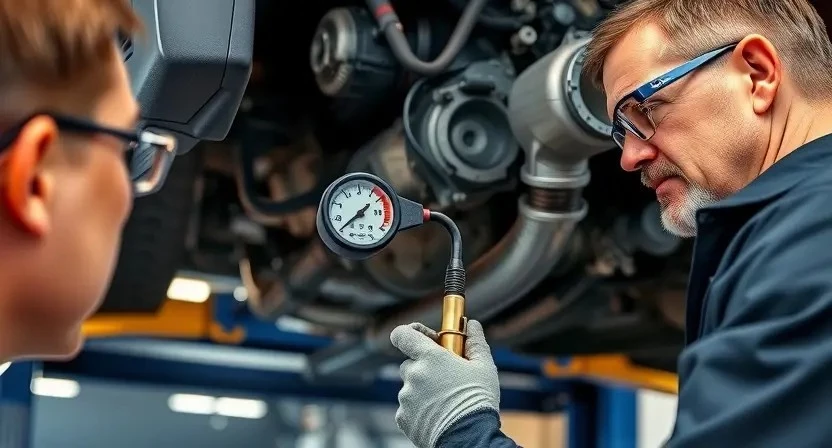
Измерение компрессии производится с применением манометра высокого давления. Порядок: снять свечи, заглушить впуск и привести цилиндры в ВМТ. Повтор измерений фиксируется в протоколе.
Методика проведения и критерии оценки
Подготовка стенда для измерения компрессии включает фиксацию коленвала в ВМТ и применение манометра с соединительным адаптером. Измерение выполняется на теплом двигателе при рабочей температуре 80-90°C; давление регистрируется в каждом цилиндре. Оценка производится по сравнительным показателям: разница между цилиндрами не более 10%, абсолютное значение давления должно соответствовать заводской норме для данного мотора. Для замера давления масла используется порт давления на блоке с манометром класса точности не ниже 1,6; режим холостого хода и повышенные обороты фиксируются отдельно. Диагностическая запись включает время, температуру, давление и отклонения. Критерии годности определяются по документированной таблице допусков; отклонения, превышающие допустимые значения, считаются основанием для демонтажа головки блока или снятия двигателя.
Измерение давления масла
Отбор давления производится от штатной точки. Применение манометра с калибровкой. Значения сравниваются с нормативом завода-изготовителя.
Точка отбора давления и допустимые значения
Определение точки отбора давления проводится на магистрали после масляного фильтра с использованием переходника под датчик высокого давления. Вариант выбора точки отбора допускается: штуцер на блоке двигателя, адаптер в корпусе масляного фильтра, или непосредственный подключаемый порт манометра к накопительной магистрали. Для измерений применяются манометры с классом точности не ниже 1,6 и диапазоном до 10 бар.
Номинальные значения давления при рабочей температуре масла 80-110 °C: холостой ход ー 1,2-1,8 бар, 2000 об/мин ー 4,0-6,0 бар, пик при 3500 об/мин ー не выше 7,5 бар. Давление после прогрева и при нагрузке не должно опускаться ниже критических порогов, при которых фиксируются утечки масляной системы или износ вкладышей. Отклонение более ±0,5 бар от указанных значений рассматривается как основание для дальнейшей диагностики масляной помпы, масляных каналов и регулятора давления. Запрещается проводить измерения без контроля температуры и чистоты фильтрующих элементов.

Решение о демонтаже двигателя
Критерии демонтажа: компрессия ниже допуска, давление масла вне диапазона, износ вкладышей выше предела, трещины блока выявлены инструментально.
Критерии перехода к снятию и разборке
Фиксация фактов, при которых переход к снятию мотора считается обоснованным: показания компрессии ниже установленного предела по цилиндрам с разбросом более 20% от среднего; обнаружение в масле металлической стружки, классифицированной как крупная фракция; давление масла на холодном старте ниже минимального значения по данным производителя с подтверждением на рабочей температуре; зафиксированные коды неисправностей по датчикам давления, детонации или фаз газораспределения, сопровождаемые логами падения напора; критические течи, требующие снятия для доступа к внутренним поверхностям; деформация головки блока или блока цилиндров, выявленная неразрушающим контролем; биение коленвала, выходящее за допуск, подтвержденное измерением; заедание поршней при холодном или горячем состоянии; внешние повреждения, препятствующие восстановлению узла без демонтажа; результаты дефектоскопии, указывающие на трещины в месте посадки вкладышей или шатунных шейках; наличие посторонних предметов в камерах сгорания, требующих разборки для извлечения; несоответствие величины компрессии и расхода масла по методике, фиксация в протоколе диагностики.
Снятие двигателя
Подготовка включает обезвоживание систем, отсоединение магистралей, маркировку разъемов. Демонтаж производится с подъемного оборудования и протоколируется.
Последовательность демонтажа и маркировка деталей
Операция по демонтажу двигателя должна выполняться по фазам с фиксацией состояния и последовательности снятия узлов. Электрические разъемы отсоединяются по очереди, снабжаются бирками с кодом и указанием положения. Топливная система обесточивается и слив топлива производится в ёмкости с маркировкой. Система впуска снимается по модульному принципу; коллектора, патрубки и датчики маркируются индивидуально. Подвесные опоры двигателя демонтируются после отсоединения трансмиссии и вспомогательных приводов. Болтовая разъемность фиксируется протоколом. Все снятые элементы укладываются по группам и фотографируются для последующей сборки.
Разборка блока, коленвала и ГБЦ
Демонтаж двигателя проводится по предварительной маркировке точек крепления и соединений. Отсоединение магистралей выполняется с использованием специализированных фитингов и заглушек для предотвращения контаминации. Снятие навесных агрегатов производится последовательными этапами с регистрацией положения, ориентации и фаз газораспределения. Корпус двигателя закрепляется в горизонтальном стремянке для обеспечения доступа к крышкам коренных подшипников.
Крышки коренных подшипников отворачиваются по установленной схеме моментов затяжки в обратной последовательности. Коленчатый вал извлекается путем поэтапного выворачивания шатунных и коренных сборок с маркировкой каждого подшипника. Подшипники маркируются по месту установки и состоянию поверхности для дальнейшей дефектовки.
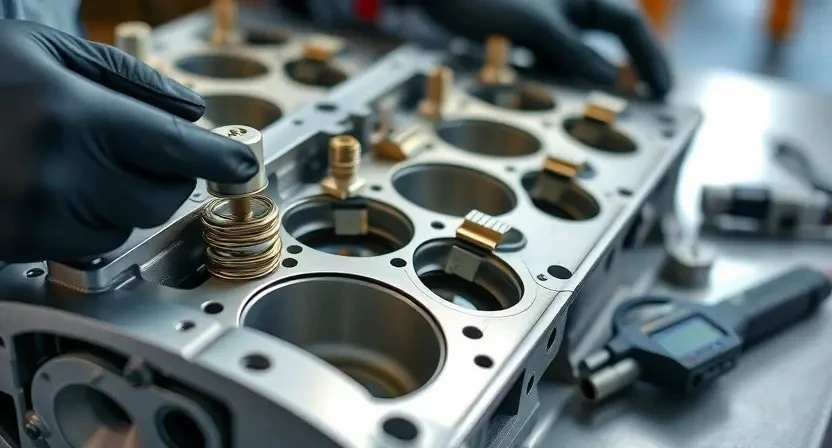
Блок цилиндров разбирается путем поочередного удаления поршневых групп после фиксации положения поршней в ВМТ и маркировки шатунов. Поршневые пальцы извлекаются гидравлическим прессом с контролем за сохранением фасок и канавок. Цилиндровые гильзы осматриваются внешне и инструментально для выявления износа и овальности.
Головки блока демонтируются после отсоединения газораспределительного механизма и подачи меток. Прокладки и болтовые соединения подлежат учету по классам износа. Клапаны извлекаются с применением съемника с контролем седел и направляющих. Детали упаковываются по группам и маркировке для дальнейшей передачи на дефектовку и ресурсную оценку.
Дефектовка деталей
Визуальная и инструментальная оценка деталей выполнена. Трещины, износ и биение зафиксированы. Составлен перечень под замену и ремонт.
Методика визуальной и инструментальной оценки
Осмотр поверхности комплектующих производится при хорошей освещённости. Поверхности блоков, головок и крышек цилиндров просматриваются для выявления трещин, коррозии, следов перегрева и деформации. Фланцы и резьбовые соединения исследуются на дефекты и пригар. Состояние масляных каналов оценивается по наличию отложений и механических включений. Уплотнения оценены по целостности и признакам утечек. Поршни и цилиндры осматриваются на износ, задиры и смещения по замкнутой поверхности. Присутствие металла в масле фиксируется по пробам и магнитным захватам.
Измерения выполняются калиброванными инструментами. Измерение биений проводится индикатором часового типа при закреплении детали на станке. Шероховатость поверхностей контролируется профилометром. Радиальные и осевые зазоры контролируются щупами и микрометрами. Усилия затяжки фиксируются динамометрическим ключом. Результаты вносятся в протокол дефектовки с указанием допусков и отклонений;
Измерение геометрии блока и коленвала
Измерение биений и посадочных мест выполняется с применением микрометра и индикатора; зафиксированы допуски, оформлен протокол измерений.
Контроль палец, посадочных мест и биения
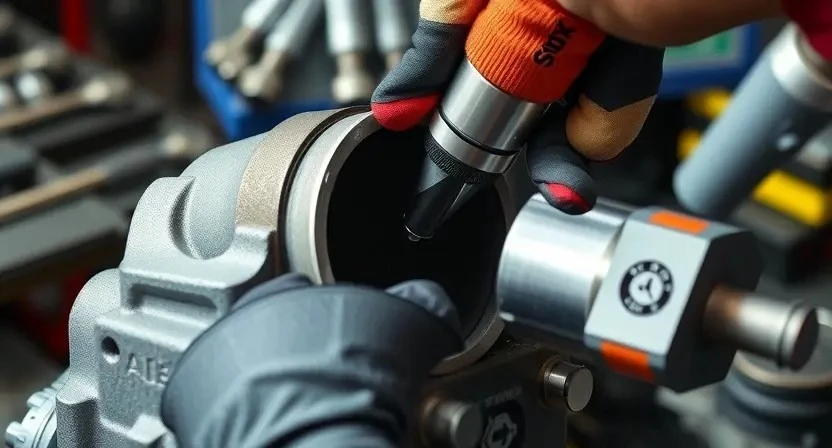
Измерение диаметра пальцев шатунов производится микрометром по двум диаметрально противоположным плоскостям. Отклонение от заводского номинала фиксируется в протоколе. Проверка посадочных мест вкладышей выполняется индикатором часового типа с установкой оправки под вкладыш. Фиксация осевого люфта и конусности производится по результатам измерений. Контроль биения шейки коленвала производится индикатором с магнитным основанием при повороте вала на весь угол рабочего цикла. Зазоры между вкладышами и шейками документируются. Отклонения, превышающие допуск, подлежат шлифовке или установке вкладышей ремонтного размера.
Шлифовка коленвала и расточка блока
Обработка коленвала производится по допускам оригинала; определить размер снятия металла по замерам биений и износа. Допуск круглости и соосности указан в отчёте.
Точные допуски и материал абразива
Определение допусков на шлифовку коленвала производится по заводским данным двигателя 6.2 V8 Supercharged. Допуск на диаметр шейки после правки и шлифовки указывается в документации производителя для каждой операции. Выбор зернистости абразива осуществляется по требованию снятия металла: для снятия 0,02–0,10 мм применяется зерно 80–120, для финишной обработки 180–240. Величины шероховатости поверхности после шлифовки контролируются измерением Ra. Контроль круглости выполняется микрометрией и индикатором. Материал абразивного круга ― оксид алюминия или карбид кремния с жесткой связкой на основе смолы для обеспечения стабильности размеров и минимального перегрева при обработке.
Подбор и замена поршней
Подбор поршней по размеру и компрессии; измерение зазоров; замена с контролем посадки; маркировка деталей; фиксация результатов в отчёте.
Критерии подбора, посадка и зазоры
Выбор поршней производится по диаметру расточки цилиндра и по степени компрессии, указанной в спецификации двигателя. Подбор вкладышей осуществляется по диаметру шейки коленвала с учётом износа и допустимых допусков. Определение зазоров между шатуном и вкладышем выполняется измерением микрометром и щупом; допускаемые значения приводятся в технической таблице для двигателя 6.2 V8 Supercharged. Посадка поршня в цилиндр контролируется по тепловому зазору и допустимому натягу при рабочей температуре. Кольца подбираются по внутреннему диаметру канавки и по толщине; измерение зазора в торце кольца производится в гильзе контрольной. Рекомендованные зазоры фиксируются в протоколе.
Замена вкладышей и колец
Демонтаж поршневой группы выполнен. Подбор вкладышей по номиналу произведён. Замена колец с контролем зазоров и торцевой посадки выполнена.
Выбор номиналов и методы установки
Подбор вкладышей производится по внутреннему диаметру коренных и шатунных постелей после измерения базовой посадочной поверхности блока. Подбор облегченных и стандартных комплектов колец осуществляется на основании диаметра поршней и размера цилиндров, указанных в протоколе расточки. Подбор поршней по степеням сжатия и сорта алюминия определяется спецификацией двигателя и требуемыми параметрами компрессии. Допуски к зазорам поршень-циліндр и кольцевые зазоры фиксируются в технической карте.
Установка вкладышей выполняется с применением калиброванных оправок и пресс-адаптеров. Контроль посадки проводится измерением вращающего момента при сборке шатунных крышек с применением динамометрического ключа; фиксация значений в протоколе обязательна. Посадка колец производится с использованием струбцинных приспособлений для равномерного сжатия; угловое расположение замков фиксируется по схеме, указанной в сборочной документации. Момент затяжки и последовательность проверок указываются в сборочном листе.
Работы с головкой блока цилиндров
Демонтаж ГБЦ выполнен. Разборка клапанных механизмов и промер седел. Расточка каналов и шлифовка седел. Контроль биения и герметичности.
Разборка, проверка седел клапанов и проточка
Демонтаж головки блока цилиндров производится в строгой последовательности с маркировкой мест установки. Клапаны извлекаются по цилиндрам для последующей идентификации дефектов. Седла клапанов очищаются от нагара механическим способом с применением абразивных насадок малой зернистости. Измерение угловой геометрии седла выполняется микрометром и шаблонами, фиксируются отклонения от заводских размеров. Категория дефекта определяется по величине износа и наличию трещин. Резание посадочных поверхностей производится с применением фрезы для седел с контролем concentricity. После проточки проводится очистка масляных каналов и продувка сжатым воздухом. Ригельные направляющие подвергаются измерению внутреннего диаметра. Подбор клапанов осуществляется по размерным группам с регистрацией допусков в протоколе.
Сборка двигателя
Сборка производится по протоколу: установка коленвала, вкладышей и поршней с контролем зазоров; затяжка по моментам; фиксация меток синхронизации.
Порядок сборки, момент затяжки и протоколы
Сборка блока цилиндров производится по этапам с фиксацией каждого шага в протоколе. Очередность операций: установка вкладышей, монтаж коленвала, шлифовка и проверка торцов, установка поршней с кольцами, монтаж шатунов и окончательная проверка биений. Моменты затяжки головки и шатунных болтов указываются в спецификации производителя с двухступенчатой и угловой схемой. Затяжка выполняется динамометрическим ключом и угломером. Контроль суммарного усилия фиксируется в табличной форме. Протокол содержит серийные номера деталей, примененные моменты, углы затяжки, дата и результаты измерений.
Обкатка и проверка после сборки
Обкатка производится поэтапно: холостой запуск, прогрев до рабочей температуры, контроль давления масла и температуры, запись параметров в протокол.
Параметры обкатки, контроль температуры и давления
Обкатка выполняется после капитального ремонта двигателя 6.2 V8 Supercharged для установления уплотнений и нормализации зазоров. Запуск производится на стенде с подключением измерительной аппаратуры для регистрации температур и давлений в реальном времени. Поддержание рабочей температуры охлаждающей жидкости в диапазоне 85-105 °C обеспечивается управлением оборотов при постепенном увеличении нагрузки. Давление масла контролируется на холодном и горячем состояниях; допускаемые значения на холостых оборотах 2.0-3.5 бар, под нагрузкой 4.0-6.0 бар. Регистрация колебаний давления производится в течение минимум 30 минут. Параметрические превышения фиксируются в протоколе. Окончательная проверка производится после адаптаций ECU и тестовой езды на стенде, с повторной записью температурных и давленческих графиков.
Настройка системы управления и финальная проверка
Калибровка ECU проведена. Адаптация датчиков выполнена. Тест-поездка зарегистрирована. Параметры работы двигателя подтверждены.
Калибровка ECU, адаптация датчиков и тест-поездка
Калибровка электронного блока управления выполняется после механической сборки и первичной обкатки. Подключение диагностического оборудования производится к разъему OBD-II. Загрузка заводских или модифицированных карт выполняется с фиксацией версий прошивки в протоколе. Адаптация датчиков давления наддува, расхода воздуха и положения дросселя осуществляется с применением калибровочных процедур, предусмотренных производителем. Параметры топлива и опережения зажигания согласуются с нормами для двигателя 6.2 V8 Supercharged 707 л.с.
Тест-поездка проводится по маршруту, включающему прогрев, нагрузки и разгонные отрезки. Регистрация логов производится непрерывно. Контроль температуры, давления масла и показаний датчиков кислорода ведётся в реальном времени. Ошибки и отклонения фиксируются в отчёте. Корректировка карт и повторная адаптация выполняются при обнаружении несоответствий. Финальный протокол включает итоговые значения и рекомендации по эксплуатации.
Документация и отчетность
Формирование отчета по выполненным операциям. Включение протоколов измерений, перечня заменённых деталей и итоговых параметров после обкатки.
Формирование отчета по работе и рекомендации по эксплуатации
Составление итогового отчета производится в структурированном формате. Включение разделов: исходные данные автомобиля, перечень выполненных операций, измеренные значения компрессии и давления масла, результаты дефектовки с указанием износов и повреждений, перечень замененных деталей с маркировками и номиналами, сведения о выполненной шлифовке коленвала и расточке блока, размеры после обработки, примененная абразивная зернистость и допуски, протоколы контроля геометрии ГБЦ и клапанных седел.
Фиксация используемых расходных материалов и герметиков. Указание контрольных моментов затяжки и предъявляемых усилий. Дата и время проведения ключевых этапов. Результаты обкатки с графиками температуры и давления по ходу прогрева. Отчётная информация по адаптации ЭБУ и настройки датчиков. Рекомендации по периодам технического обслуживания с конкретными интервалами пробега и условиями эксплуатации. Информация о гарантийных обязательствах и сроках обслуживания.