
Предмет: обслуживание и ремонт двигателя Acura Integra 2.0 K20 160 л.с. (2002–2006). Описание услуг: диагностика состояния, измерение компрессии и давления масла, демонтаж, разборка, дефектовка, шлифовка, расточка, подбор и замена поршней, колец и вкладышей, ремонт ГБЦ, обкатка, настройка.
Предварительная приемка автомобиля
Оформление приемки производится при поступлении автомобиля с двигателем Acura Integra 2.0 K20 160 л.с. (2002–2006). Регистрация данных производится в карточке наряда. Указание VIN, пробег, регистрационные данные и сведения о предыдущих ремонтах вносится в документ. Фиксация видимых повреждений кузова и системы выхлопа производится при осмотре. Визуальная проверка моторного отсека включает осмотр уровня и цвета масла, состояния ремней, шлангов и крепежных элементов. Замеры тисков отсутствуют; присутствие внешних течей отмечается отдельно. Описание заявленной неисправности оформляется в виде перечня симптомов с указанием условий появления и частоты. История эксплуатации указывается с отметками о сервисном обслуживании и установленных деталях с заменой. Сбор предварительных показателей выполняется для дальнейшей диагностики: показания датчиков при запуске двигателя, обороты холостого хода, наличие посторонних шумов и вибраций. Оценка технической готовности к диагностическим работам производится по результатам визуального осмотра и записанных параметров. Формирование согласования объема работ и ориентировочного бюджета производится на основании результатов приемки и приложения к наряду с подписью ответственного специалиста. Выдача рекомендаций по дальнейшим диагностическим мероприятиям оформляется протоколом.

Проведение стартовой диагностики
Проведение диагностики производится с целью определения начального технического состояния двигателя Acura Integra 2.0 K20 160 л.с. (2002–2006). Осмотр выполняется визуально и инструментально. Фиксация внешних признаков утечек, коррозии, механических повреждений и состояния вспомогательных узлов выполняется в первичном акте. Подключение диагностического сканера проводится для считывания кодов ошибок контроллера двигателя и фиксации текущих параметров работы датчиков. Снятие кодов ошибок в базе данных сопровождается протоколированием предшествующих записей. Проверка систем запуска и зарядки выполняется по результатам измерений напряжения на аккумуляторе и тока стартера. Состояние топливной системы оценивается через замеры давления в рампе и анализ сигналов форсунок. Система зажигания исследуется путем анализа формы искры и состояния свечей зажигания; параметры фиксируются в журнале. Оценка системы охлаждения проводится по измерению температуры на термостате и по давлению в контуре при закрытой системе. Визуальная оценка ремней и цепей газораспределения документируется. Диагностические измерения фиксируются в отчете с указанием значений, единиц измерения, погрешностей и рекомендаций по дальнейшему вмешательству. Протокол должен содержать дату, идентификационный номер автомобиля, модель двигателя и перечень применённого оборудования.
Оценка технического состояния двигателя
Цель: установить фактическое состояние агрегата Acura Integra 2.0 K20 160 л.с. (2002–2006) для определения объема ремонтных работ. Осмотр выполняется визуально и инструментально с фиксацией дефектов. Фиксирование люфтов, износа и повреждений производится в актах дефектовки. Уровень износа колец и поршней определяется по нагару, задиру и консистенции масляной пленки. Измерение размеров направляющих и седел клапанов проводится микрометром и индикатором цилиндра. Состояние шатунных вкладышей фиксируется по дефектам поверхности и остаточной толщине материала. Контроль зазорных величин производится штангенциркулем и щупами, значения записываются в протокол. Величины компрессии и давления масла учитываются при формировании выводов о ресурсе блока и головки. Наличие трещин и деформаций ГБЦ выявляется по принудительной проверке на плоскость и герметичности камер сгорания. Оценка системы смазки включает осмотр маслоприемника, масляного насоса и фильтрующего элемента с замером пропускной способности. Диагностика системы охлаждения направлена на фиксирование коррозии каналов и состояния прокладок. Электроника и датчики проверяются на соответствие сигналов технологическим параметрам. На основании полученных данных составляется перечень операций по ремонту с указанием приоритетности работ и замены деталей.
Измерение компрессии в цилиндрах
Подготовка: снятие свечей зажигания и подключение компрессометра к гнезду свечи. Отключение системы подачи топлива и блокировка искрообразования посредством отключения катушек или общего выключателя зажигания. Приведение коленвала в проворот стартером до достижения не менее пяти полных оборотов для каждого цилиндра при холодном двигателе.
Проведение измерений: фиксация максимального показателя компрессометра на каждом цилиндре. Регистрация значений по порядку цилиндров с указанием номера и полученного давления в кг/см² или бар. Выполнение трехкратного повторения измерения при необходимости для исключения случайных погрешностей. При различии показаний между цилиндрами более 10% от среднего вычисление разницы и документирование.
Анализ результатов: сравнение полученных значений с нормативными параметрами для двигателя K20 160 л.с. (2002–2006). Определение признаков износа поршневой группы, пробитых колец, повреждений клапанов или подсоса воздуха по результатам сниженной компрессии или значительных расхождений между цилиндрами. Применение дополнительных методов диагностики при выявлении отклонений: тест на герметичность камер сгорания с применением компрессометра и специальных реагентов, контроль состояния свечей и выпускных газов.
Документирование: внесение результатов измерений в отчет с указанием условий проведения замеров, примененного оборудования и выявленных отклонений для дальнейшей дефектовки и планирования ремонтных операций.
Измерение давления масла
Подготовка: двигатель установлен в рабочее положение на стенде. Подсоединение манометра производится к порту измерения давления масла вместо датчика. Применение манометра с диапазоном до 10 бар и точностью не хуже 0,1 бар. Прогрев до рабочей температуры проводится до достижения 90–100 °C на рабочем ходу генератора или имитаторе нагрузки.
Измерение при холостом ходе выполняется на заведённом моторе после стабилизации оборотов. Фиксация показаний производиться через 30–60 секунд после запуска. Измерение при повышенных оборотах производится на 2000 и 3000 об/мин. Каждое значение фиксируется и документируется с указанием оборотов и температуры масла.
Оценка результатов основывается на нормативных данных производителя для K20 160 л.с. Значения ниже нормы рассматриваются как индикатор износа масляного насоса, засорения маслопроводов или повышенного зазора в подшипниках. Резкий перепад давления при изменении оборотов указывает на гидравлические нарушения или засорение фильтра.
Дополнительные операции включают промер давления в обратной магистрали при снятом фильтре, проверку целостности масляных каналов посредством продувки сжатым воздухом и контроль состояния масляного радиатора. Результаты измерений вносятся в протокол с указанием выявленных отклонений и рекомендованных последующих операций.
Подготовка к демонтажу двигателя
Операция подготовки к демонтажу двигателя Acura Integra 2.0 K20 160 л.с. (2002–2006) включает последовательность контрольных и подготовительных мероприятий, направленных на обеспечение безопасности работ и предотвращение повреждений компонентов. Электросистема отключается. Аккумулятор отсоединяется от бортовой сети. Топливная система выводится из рабочего состояния посредством перекрытия подачи топлива и сброса давления в магистрали. Охлаждающая жидкость слива производится в промаркированную тару с учетом норм утилизации. Масляная система опорожняется. Масло отобрано в емкость с идентификацией для последующего анализа и утилизации. Выхлопная система демонтируется или отведена для обеспечения доступа к опорам двигателя. Все электрические разъемы промаркированы. Метки нанесены на соединения для исключения ошибок при сборке. Двигательные опоры обследованы на износ и при необходимости помечены для замены. Охрана рабочего пространства организована: инструменты разложены по функциональным наборкам, применены защитные подставки под кузов, применены стропы грузоподъемного оборудования, проверена грузоподъемность и состояние талей. Сливные пробки и крышки проконтролированы на герметичность перед демонтажем вспомогательных агрегатов. Гидравлические и вакуумные магистрали отсоединены с последующей заглушкой. Система кондиционирования отключена с рекуперацией фреона специализированным оборудованием в соответствии с нормативами. Регистрационные данные работ и применяемых материалов занесены в акт подготовки.

Демонтаж и извлечение двигателя
Подготовка рабочего места выполняется с фиксацией инструмента и приспособлений. Электросистема отключается, клеммы аккумулятора демонтируются. Топливная магистраль обесточивается, топливный насос отключается. Система охлаждения опорожняется в ёмкость, охлаждающая жидкость утилизируется по регламенту. Смазочная система частично осушается, масляный поддон закрывается защитной пленкой при необходимости. Выполнение разметки точек крепления и анкерных элементов производится для сохранения взаимного расположения агрегатов при последующей сборке. Отсоединение выхлопной системы производится от коллектора с маркировкой крепежных элементов. Электропроводка маркируется и фиксируется в сторону, контакты покрываются защитными крышками. Трос управления дроссельной заслонкой снимется с тяги, отвод патрубков вентиляции картера и вакуумных линий реализуется с фиксацией на кузове. Система кондиционирования демонтируется частично с извлечением шлангов от компрессора до конденсатора, с запечатыванием соединений. Подвес двигателя поддерживается грузоподъёмным оборудованием с расчётом центра тяжести. Крепления опор откручиваются по последовательности, указанной в регламенте производителя. Корпус коробки передач отсоединяется от блока цилиндров при сохранении положения в зоне установки. Топливные и масляные датчики отсоединяются и размещаются во вспомогательных подложках. После освобождения всех коммутаций и магистралей производится плавное поднятие двигателя из моторного отсека с контролем за контактами кузовных элементов. Извлечение осуществляется посредством передвижения по направляющим и постановки на опоры для последующей разборки и дефектовки.

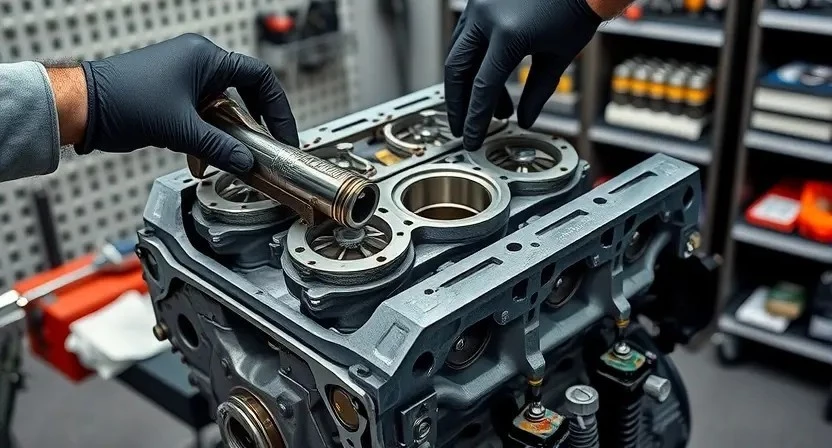
Разборка двигателя
Подготовка к разборке производится документально: фиксация состояния узлов и крепежных точек, маркировка соединений и магистралей, фотофиксация для последующей сборки. Электрические разъёмы и топливная система отсоединяются по схемам, подача топлива перекрывается, давление топлива сбрасывается.
Крепления агрегата к раме и трансмиссии демонтируются поэтапно. Подвесной кронштейн комплектуется подъемным оборудованием. Шланги охлаждения и вентиляции картера отключаются с удалением рабочей жидкости в ёмкости для утилизации. Масляный поддон демонтируется при сливе смазки.
Газораспределительный механизм снимается после фиксации фаз; шестерни и цепь маркируются. ГБЦ отделяется с применением моментных гаек по каталогу; шпильки и болты укладываются по позиции. Коленчатый вал остаётся в блоке до извлечения поршней.
Поршни извлекаются вместе с шатунами; крышки шатунов маркируются и упаковываются отдельно. Вкладыши и кольца сохраняются для измерений и замены. Блок цилиндров очищается от нагара и остатков уплотнителей перед дефектовкой. Фильтра и сальники изымаются для контроля состояния уплотнений.
Все детали помещаются в зону контроля качества. Метки соответствия и ведомости комплектовки формируются в электронном виде. Промежуточная отчётность по состоянию деталей вносится в рабочую документацию.
Дефектовка узлов и деталей
Выполнение дефектовки производится с целью документирования технического состояния компонентов двигателя K20. Визуальный осмотр головки блока цилиндров, блока цилиндров, коленчатого вала, шатунов, поршней и масляных магистралей проводится при освещении не менее 1000 люкс. Применение микрометров и индикаторов определяет износ по диаметрам, овальности и биению. Зазоры между шейками и вкладышами фиксируются измерением толщины вкладышей и снятием замеров вокруг окружности шейки. Контроль при посадке цилиндров производится путем измерения конусности и цилиндричности в трех плоскостях на каждом цилиндре. Результаты фиксируются в журнале дефектовки с указанием предельных и фактических значений.
Испытание поршней включает измерение диаметра над поршневым пальцем, высоты компрессионных поясков и износа канавок. Измерение зазора поршневых и маслосъемных колец проводится по щупам и специальному калибру. Клапаны и седла подвергаются контролю на плотность посадки с применением индикаторного приспособления и герметичности с помощью аэрозольного теста. Прогиб распредвала и состояние кулачков оцениваются индикатором часового типа.
Детали с дефектами, выходящими за установленные допуски производителя, маркируются и помещаются в изолированные контейнеры для утилизации или восстановления. Протокол дефектовки включает перечень деталей, измерений, классификацию дефектов и предложения по восстановлению или замене. Хранение протоколов производится в базе данных с привязкой к VIN и номеру заказа.

Шлифовка и хонингование цилиндров
Подготовка цилиндров к обработке производится после дефектовки блока и определения износа гильз. Очистка внутренних поверхностей от нагара и отложений выполняется механическим и химическим способом. Контроль геометрии отверстий производится поверочными калибрами и индикатором; полученные данные фиксируются в отчете.
Выбор режима шлифования определяется по величине износа и овальности. Применение абразивных инструментов согласуется с материалом блока и требуемой шероховатостью. Параметры обработки указываются в технологической карте: глубина резания, скорость вращения, подача, зернистость. Обязательна фиксация дефектов после предварительного прохода.
Хонингование выполняется для восстановления строго концентричного профиля и создания крест-накрестной структуры поверхности, обеспечивающей масляное заполнение и уплотнение колец. Применение алмазных или абразивных головок определяется состоянием стенок. Параметры холостого хода и давления хонинга регистрируются для воспроизводимости.
Контроль размеров производится микрометром и измерителем внутреннего диаметра с шагом по высоте гильзы. Снятие конечного замера выполняется после удаления абразивной стружки и промывки. Отклонения от заданных допусков фиксируются; при превышении допусков производится расточка под ремонтный комплект или установка ремонтных гильз;
Проточка поверхности под кольцевую канавку исключается при сохранении геометрии. Обработка заканчивается контрольной шлифовкой для достижения требуемой шероховатости. Завершающий этап включает обезжиривание и антикоррозийную обработку внутренних поверхностей перед сборкой.

Расточка блока цилиндров и подбор поршней
Проведение расточки блока цилиндров выполняется по фактическим параметрам износа гильз и рабочей поверхности. Контроль диаметров осуществляется микрометром и овальномерной измерительной системой. Зафиксировать величины износа и сопоставить с заводскими допусками.
Удаление заусенцев и очистка масляных каналов обеспечивается перед измерениями. Измерения производятся по нескольким уровням по длине цилиндра для выявления конусности и овальности. Прямолинейность направляющих проверяется шаблонами и индикатором часового типа.
Определение класса расточки производится на основании полученных данных. Выбор посадочного класса поршней и колец осуществляется с учётом технологической поправки на хонингование. Сопряжение поршень-цилиндр рассчитывается по предельным значениям зазора и температурным коэффициентам материала.
Подбор комплекта поршней включает проверку диаметра головки, кольцевых канавок и вылетов юбки для соответствия маркировке. Испытание совмещения поршневых колец в сборе производится в калиброванной гильзе для замера суммарного зазора в замке кольца.
Контрольный замер после расточки и хонингования производится по всей поверхности цилиндра. Сборка с новыми поршнями возможна после подтверждения соответствия всех параметров. Документирование замеров и принятых решений производится в бланке ремонта.
Шлифовка шеек коленвала и замена вкладышей
Предмет работ: восстановления геометрии шеек коленвала и обеспечения допустимых зазоров под вкладыши двигателя Acura Integra 2.0 K20 160 л.с. (2002–2006). Подготовительные операции включают очистку коленвала от отложений и масляных пленок, контроль состояния коренных и шатунных шеек инструментальными методами.
Измерения выполняются микрометром и индикатором часового типа для определения износа и овальности. Результаты фиксируються в ведомости с указанием диаметров и допусков. Для нанесения шлифовального размера выбирается шаг кристалла, обеспечивающий равномерность снятия металла и минимизацию поверхностной закалки.
Шлифовка производится на специализированном станке с применением абразивных кругов, соответствующих марке металла. Скорость и подача подбираются по технологической карте. Охлаждение реализуется непрерывной подачей эмульсии для исключения перегрева и деформации.
После обработки шейки подвергаются полировке с применением пасты заданной зернистости для получения требуемой шероховатости. Контроль состояния поверхности выполняется профилометром. Отклонения от нормы фиксируются и подлежат корректировке.
Подбор вкладышей осуществляется по шлифовочному размеру с учетом заводских допусков. Установка вкладышей предусматривает очистку посадочных мест и нанесение монтажной смазки. Контроль зазора производится крышечной зажимной операцией с измерением щупом между шеей и вкладышем.
Фиксация результатов в акте работ включает исходные параметры, величины снятого металла, номера установленных вкладышей и значения зазоров. Окончательная оценка пригодности производится по соответствию измерений регламентным значениям. Завершающий этап предусматривает маркировку и упаковку коленвала для дальнейших сборочных операций.
Сборка двигателя и контрольные операции
Сборка выполняется на чистой, обезжиренной рабочей поверхности с применением инструмента и приспособлений, предусмотренных заводской документацией. Уплотнения заменяются на новые. Болты головки и основного крепления затягиваются силой и последовательностью, определённой нормативами. Контроль биения коленвала производится после установки подшипников. Шероховатость поверхности вкладышей фиксируется при измерениях до окончательной сборки. Зазоры клапанов регулируются по установленным параметрам при температуре, указанной в технической информации. Момент затяжки распределительного вала выполняется согласно спецификации с применением динамометра. Шкив коленвала фиксируется и выставляется по меткам; синхронизация фаз газораспределения подтверждается визуальной проверкой совмещения. Смазочные каналы промываются и продуваются перед монтажом масляного насоса. Масляный насос устанавливается с новой прокладкой и крепёжными элементами с контролем натяга привода. Сборочные операции сопровождаются протоколированием значений моментов затяжки, измерений зазоров и результатов визуального контроля. Проверка компрессионных уплотнений проводится после окончательной установки поршневой группы. Установочный люфт коленчатого вала измеряется индикатором; зафиксированные значения вносятся в отчёт. Завершающая проверка включает прокрутку коленвала вручную с контролем усилий и отсутствия посторонних звуков. Испытание на стенде планируется для подтверждения герметичности и давления масла до установки агрегата в автомобиль.
Обкатка и настройка после ремонта
Обкатка проводится для реализации стабильной приработки новых и отремонтированных деталей двигателя Acura Integra 2.0 K20 160 л.с. (2002–2006). Программа обкатки состоит из поэтапного увеличения нагрузки и оборотов с контролируемыми интервалами времени и пробегом. Запуск двигателя производится с впрыском свежего моторного масла соответствующей вязкости и с использованием новой масляной и топливной фильтрации. Прогрев выполняется до рабочей температуры охлаждающей жидкости при минимальных оборотах холостого хода. Чередование режимов ⎻ короткие циклы нагрузки и восстановления ⸺ применяется для равномерной приработки поршневых колец к цилиндрам и вкладышей к шейкам коленвала. Измерения параметров проводятся на этапах: контроль давления масла в масляной магистрали, контроль утечки компрессии, мониторинг температуры масла и охлаждающей жидкости, контроль уровня вибрации и акустических сигналов. Настройка топливной смеси и угла опережения зажигания производится после достижения стабильной рабочей температуры. Программирование блока управления двигателем выполняется при наличии обновлённого ПО, при этом калибровки топливоподачи и холостых оборотов вносятся в EEPROM в соответствии с заводскими картами или спецификациями тюнинга. Проверка герметичности систем проводится после окончания обкатки путем проведения диагностических тестов под давлением и по результатам контроля параметров. Регистрация результатов обкатки и настройка сохраняется в сервисной документации с указанием пробега, времени работы и измеренных значений. Контрольный протокол включает окончательное заключение о пригодности к эксплуатации и рекомендации по интервалам технического обслуживания после ремонта.