

Предоставление услуги ремонта двигателя Caterham Seven 160 0.66 L Suzuki Turbo 80 л.с. включает диагностику‚ оценку состояния и формирование плана работ;
Область применения услуги
Применение услуги охватывает двигатели Caterham Seven 160 0.66 L Suzuki Turbo 80 л.с.‚ выпуска с 2014 года по настоящее время. Диапазон работ включает диагностику агрегата‚ оценку состояния и составление протокола измерений. Измерение компрессии выполняется в цилиндрах с регистрацией показаний для каждого канала. Контроль давления масла производится на рабочем стенде и при имитации различных режимов работы. Демонтаж двигателя с шасси допускается при наличии средств подъёма и закрепления агрегата. Разборочные операции предполагают маркировку компонентов и упаковку для хранения. Дефектовка деталей проводится с использованием калибров и микрометров‚ результаты вносятся в акт. Шлифовка коленвала и расточка блока выполняются по технологическим картам с фиксацией допусков. Подбор поршней‚ колец и вкладышей осуществляется на основе замеров; замена фиксируется в карточке работ. Обкатка восстановленного мотора производится на стенде с протоколом температур и давления. Настройка систем питания и турбокомпрессора ведётся после обкатки с последующей регистрацией параметров выхлопа и мощности.
Идентификация агрегата
Определение по табличке двигателя и номеру кузова. Фиксация VIN‚ кода двигателя и даты производства. Запись заводских обозначений и версии турбины.
Маркировка и сопроводительная информация двигателя
Идентификационные данные двигателя фиксируются в журнале работ. Серийный номер‚ модельный код и номер партии указываются на опознавательных площадках блока и крышки распредвала. VIN транспортного средства сопоставляется с данными двигателя. Данные о модификации турбонаддува и объеме 0.66 L зафиксированы в документации. Маркировка рабочих параметров указана на табличке‚ расположенной на кожухе‚ что обеспечивает проверку соответствия заводским настройкам. Сведения о форсировке до 80 л.с. отражаются в ведомости изменений. Обозначения момента затяжки и типов смазки приведены в сервисной карточке вместе с датой последней проверки. Фотографирование идентификационных полей выполняется для архивирования.
Предварительная документация
Сбор паспортных данных и истории обслуживания. Оформление заказ-наряда и согласование перечня работ. Регистрация VIN и сопроводительной информации.
Паспортные данные и история обслуживания
Фиксация идентификационных данных двигателя производится перед началом работ. Указание модели‚ объемного значения 0.66 L‚ мощности 80 л.с.‚ маркировки Suzuki и года выпуска 2014–н.в. вносится в рабочую карту.
Регистрация серийного номера и контрольных кодов выполняется по заводским обозначениям на блоке и шильдике. Внесение данных о пробеге и предыдущих ремонтах производится на основе сервисной книжки и электронных записей.
Запись выполненных операций по топливной системе‚ наддуву и системе смазки проводится с указанием дат и примененных запчастей. Архивация документов производится в бумажном и электронном форматах.
Фиксация жалоб заказчика заменяется документированием обнаруженных признаков неисправностей и измерительных результатов‚ внесение которых подтверждается подписью ответственного лица и печатью организации.
Безопасность при работе
Защита персонала обеспечивается использованием СИЗ‚ ограждений и вытяжки. Обезвреживание аккумулятора и сброс давления в топливной системе выполняется перед разборкой.
Меры по исключению рисков при ремонте
Составление перечня потенциальных опасностей проводится до начала работ. Определение источников утечек топлива и масла производится документально. Электрическое питание двигателя отключается и маркируется; Давление в системе охлаждения сбрасывается с применением специализированного оборудования. Обеспечение пожарной безопасности обеспечивается наличием огнетушителей класса BC и ABC в зоне производства работ. Зона подъема двигателя оборудуется грузоподъемными приспособлениями с паспортами и текущими проверками. Массы и гаечные соединения фиксируются против самораскручивания. Контроль состояния подставочных опор выполняется по допустимым нагрузкам. Воздух и вытяжная система проверяются на отсутствие загрязнений и вредных концентраций. Работы с турбонаддувом выполняются в чистой зоне с применением фильтров. Средства индивидуальной защиты выдаются и регистрируются. Инструменты с дефектами изымаются из оборота и маркируются.

Подготовка рабочего места
Освободить зону от посторонних предметов. Инструменты расположить по типам. Поверхности защитить. Освещённость и вентиляция обеспечить. Документация доступна.
Организация инструментов и приспособлений
Формирование перечня инструментов производится по этапам работ: диагностика‚ демонтаж‚ разборка‚ дефектовка‚ обработка‚ сборка‚ обкатка. Для диагностики предусмотреть компрессометр с переходниками под резьбы‚ манометр для измерения давления масла с адаптером под стандартную линию‚ набор щупов и динамометрический ключ с шаговой шкалой. Для демонтажа предусмотреть лебедку с грузоподъемностью‚ подставки и траверсу‚ набор домкратов и съемников. При разборке подготовить комплект торцевых головок‚ накидных ключей и воротков. Для дефектовки предусмотреть микрометр‚ нутромер‚ индикатор часового типа‚ очиститель поверхностей. Для шлифовки и расточки подготовить оправки‚ набор абразивных кругов‚ балансировочный стенд и станок с ЧПУ. Для замены вкладышей и поршней предусмотреть прессы‚ оправки посадки‚ штангенциркуля и набор стопорных колец. Для работы с ГБЦ обеспечить стенд для опрессовки каналов‚ набор притирочных паст и притиров‚ шаблоны для контроля углов и плоскостей. Хранение мелких деталей предусмотреть в маркированных лотках по шагам сборки. Маркировка деталей выполняться стойкой маркировкой по номерам цилиндров и стороне установки. Документация на каждый инструмент и приспособление вносится в журнал учета‚ с указанием калибровки и срока поверки.
Диагностика состояния двигателя
Выполнение визуального осмотра‚ фоторегистрация дефектов. Проведение измерений компрессии и давления масла. Формирование отчета с выводами и рекомендациями.
Визуальный осмотр и фоторегистрация дефектов
Осмотр внешних поверхностей двигателя производится при разведённом освещении для выявления трещин‚ коррозии‚ масляных подтёков и механических повреждений. Фиксация дефектов выполняется фотографированием с указанием ориентации и масштаба. Визуальная оценка состояния уплотнений и прокладок проводится с целью определения утечек и деформаций. Поверхности цилиндров и головки осматриваються на наличие борозд‚ раковин и перегрева. Электрические соединения и разъёмы обследуются на наличие оплавлений и окислений. Крепёжные элементы проверяются на следы срыва резьбы и усталостных трещин. Кабели и шланги исследуются на трещины и потерю упругости. Результаты фоторегистрации вносятся в отчёт с указанием даты‚ времени и позиции съёмки. Сопроводительная таблица включает идентификатор изображения‚ локализацию дефекта и предварительную классификацию типа повреждения.
Измерение компрессии
Измерение компрессии выполняется цилиндр за цилиндром. Фиксация показаний производится манометром. Полученные данные сравниваются с паспортными значениями.
Порядок и параметры измерений
Определение компрессии производится при прогретом до рабочей температуры двигателе с отключенной системой подачи топлива и выведенной из зацепления системой зажигания; Использование манометра с диапазоном до 30 бар допускается. Для каждого цилиндра фиксируется значение давления при прокручивании стартером в течение 5–7 оборотов. Допустимое расхождение между цилиндрами установлено в пределах 0‚5 бар. Нормативное давление для данного двигателя указано в технической документации Suzuki.
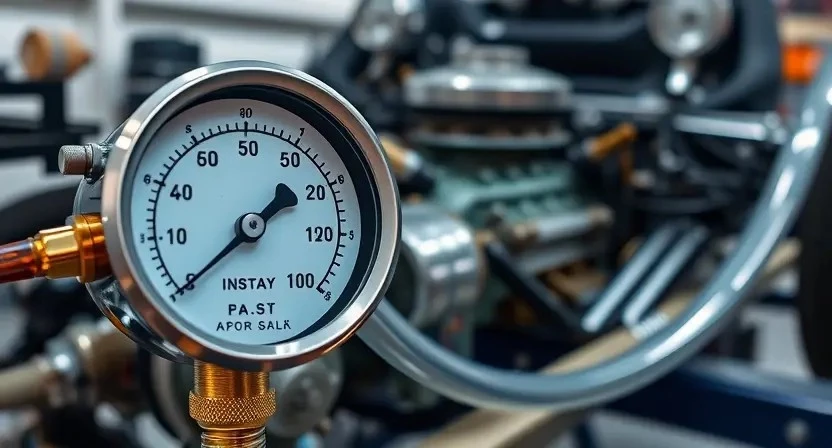
Измерение давления масла выполняется при заведенном и прогретом моторе. Контроль производиться через сервисный штуцер или манометр‚ подключаемый к масляной магистрали. Фиксация величин производится на холостых оборотах и при повышенных оборотах 3000 об/мин. Допустимые значения давления при холодном и рабочем масле приведены в руководстве по эксплуатации. Регистрация данных производится в журнале диагностики с указанием температуры масла и оборотов двигателя.
Измерение давления масла
Измерение давления масла производится манометром на горячем двигателе. Контрольные точки указаны в техдокументации. Результаты фиксируются в протоколе.
Контрольные точки и допустимые значения
Измерение давления масла производится на холодном и прогретом двигателе. Давление на холостом ходу при температуре масла 40-60 °C должно составлять 0‚8-1‚5 бар. При повышенных оборотах 3000 об/мин давление должно находиться в диапазоне 2‚5-4‚0 бар. Давление масла при пуске холодного агрегата фиксируется в момент прогрева и должно превышать 0‚5 бар в течение первых 10 секунд после запуска. При падении давления ниже указанных значений выполняется диагностика масляного насоса‚ масляного фильтра и каналов смазки.
Измерение компрессии выполняется манометром с преднамеренным отключением систем зажигания и впрыска топлива. Давление в цилиндрах при полном открытии дроссельной заслонки должно составлять не менее 10‚5 бар для бензинового варианта. Расхождение между цилиндрами допускается до 1‚0 бар. Уменьшение давления ниже нормативного значения свидетельствует о необходимости дефектовки поршневой группы‚ клапанного механизма или прокладки головки блока. Для точного определения причин выполняется дальнейшая герметичность и визуальный осмотр.

Оценка результатов диагностики
Результаты диагностики систем двигателя суммированы. Отклонения параметров зафиксированы. Принятие решения основывается на измерениях и дефектах‚ указанных в протоколе.
Критерии годности узлов и деталей
Оценка состояния узлов и деталей производится по измеренным характеристикам и визуальным данным. Компоненты‚ имеющие износ по диаметру‚ шероховатость или геометрические отклонения за пределами заводских допусков‚ подлежат замене или восстановлению. Поршни считаются негодными при задире‚ трещинах или износе юбки‚ превышающем допуск. Поршневые кольца признаются негодными при потере упругости‚ деформации или износе проточки выше установленных пределов. Вкладыши шатунные и коренные признаются непригодными при задире‚ выработке или износе толщины посадки свыше допустимого значения.
Коленчатый вал признается годным при сохранении конусности шатунных шеек в пределах допуска и отсутствии трещин. Блок цилиндров признается непригодным при износе цилиндров‚ требующем расточки за пределы ремонтного размера. Головка блока цилиндров признается годной при отсутствии трещин в зоне камер сгорания и сохранении плоскостности‚ не превышающей норматив. Состояние седел клапанов и направляющих оценивается по приработке и износу; при превышении износа производится притирка или замена. Масляный насос признается непригодным при падении давления ниже контрольного уровня при исправной системе смазки.
Принятие решения о демонтаже
Анализ диагностических данных выполнен. Принятие решения основывается на величине износа‚ компрессии и давлении масла. Демонтаж назначается при превышении критериев.
Критерии для перехода к снятию двигателя
Фиксация значительного снижения компрессии в одном или нескольких цилиндрах‚ при отсутствии восстановимой утечки‚ рассматривается как основание для снятия агрегата. Регистрация неприводимого падения давления масла ниже допустимой границы при нормальной температуре и оборотах требует демонтажа для устранения дефектов внутренних опор и масляной магистрали. Обнаружение механических повреждений коренных или шатунных шейки коленчатого вала‚ зазоров превышающих паспортные пределы‚ признаётся основанием для выемки узла. Растровые трещины в блоке цилиндров или головке блока‚ выявленные при визуальном контроле с фоторегистрацией и подтверждённые дефектоскопией‚ относятся к критериям демонтажа. Наличие сильного металлического загрязнения в масле и на магнитных пробках‚ сопровождаемое падением давления‚ считается показанием к снятию для полной промывки и дефектовки. Повреждение поршневой группы с деформацией или задиром шейки‚ с превышением допусков по диаметру и вытеснением нефтяной плёнки‚ признаётся основанием для разборки силового агрегата. Обнаружение значительного износа направляющих клапанов или седел с потерей геометрии‚ выявленное при разборочном контроле головки‚ включается в перечень причин для снятия мотора. При комплексном сочетании перечисленных признаков переход к демонтажу считается оправданным‚ документируется актом и прилагается план дальнейших восстановительных операций.
Снятие двигателя с автомобиля
Отсоединение коммуникаций и электрооборудования. Демонтаж навесных агрегатов. Подвеска двигателя к подъемному устройству. Снятие силового агрегата с рамы.
Последовательность операций при демонтаже
Подготовка рабочего места произведена. Обеспечение доступа к агрегату выполнено посредством подъёмного оборудования и демонтажа навесного оборудования. Отсоединение аккумуляторной батареи и систем электрообвязки выполнено до начала работ. Слив технологических жидкостей осуществлён в ёмкости с маркировкой и утилизация проведена согласно регламенту. Системы впуска и выпуска демонтированы по очередности‚ обеспечена маркировка и упаковка гибких соединений. Топливная магистраль отключена с применением запорных устройств и установленной заглушки. Подвес двигателя за точки крепления выполнен с контролем осевых усилий. Крепёжные элементы узлов освобождены послойно‚ гайки и шпильки промаркированы. Корпус двигателя от трансмиссии отделён с применением выравнивающих прокладок. Съём агрегата с кузова произведён плавно‚ с удержанием центра тяжести и фиксацией на тележке для транспортировки к зоне разборки.
Разборочные операции и маркировка деталей
Демонтаж агрегатов производиться по этапам с фиксацией положения фаз газораспределения и монтажных сопряжений. Болтовые и шпильковые соединения разделяются по группам. Каждой детали присваивается идентификационный код. Маркировка наносится устойчивым маркером и наносится краской на видимые поверхности для исключения ошибочной сборки.
Разборка блока цилиндров выполняется с последовательным документированием состояния сопряжений и уплотнительных поверхностей. Металлические детали укладываются в лотки с подписями и местом установки. Поршни маркируются номером цилиндра и направлением установки. Шатунные крышки помечаются цифрами и сторонами установки. Клапанные механизмы описываются в журнале с указанием износа.
Контрольная фотография каждой операции сохраняется в отчете. Протоколирование включает перечень снятых изделий‚ их обозначения и места хранения. Ответственность за целостность деталей возлагается на исполнителя операции. Оформление прохождения этапа производится в электронном журнале с подписью лица‚ выполнившего операцию.
Дефектовка деталей
Осмотр компонентов произведён. Фиксация повреждений и износа выполнена. Измерения геометрии и твердости проведены. Классификация дефектов включена в акт.
Методы выявления повреждений и измерения износа
Визуальный осмотр компонентов производится при освещении и фоторегистрации дефектов. Фиксация царапин‚ трещин‚ задиров и коррозии выполняется на фото и в протоколе.
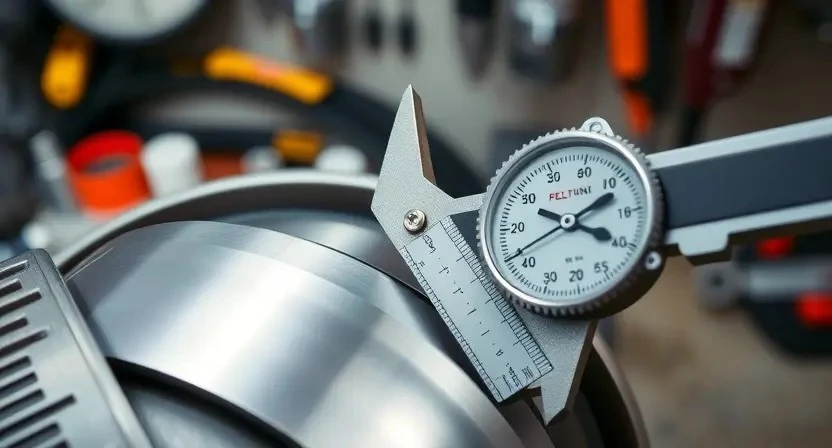
Измерение наружных размеров проводится штангенциркулем и микрометром с указанием точности измерений. Контроль круглости и биения цилиндров реализован применением индикатора часового типа и оправок.
Толщины стенок и локальные износы регистрируются ультразвуковым толщиномером. Поверхностная твердость определяется по методу Брinell или Роквелл с указанием шкалы и нагрузки.
Измерение люфтов и зазоров производится щупами и индикатором при снятой ГБЦ или при сборке на испытательной стойке. Результаты сверяются с паспортными допусками и вносятся в акт дефектовки.
Документирование дефектов
Формирование акта дефектовки. Описание повреждений‚ измерений и фотографий; Приведение списка требуемых операций и деталей для восстановления агрегата.
Формирование акта дефектовки и заключений
Составление акта дефектовки проводится на основании результатов визуального осмотра‚ измерений и функциональных испытаний двигателя Caterham Seven 160 0.66 L Suzuki Turbo 80 л.с. Включение в акт идентификационных данных агрегата‚ серийного номера и пробега. Фиксация выявленных дефектов с указанием места‚ характера повреждения и измеренных значений. Приложение фотоматериалов с привязкой к позициям дефектов. Указание перечня деталей подлежащих замене и перечня деталей предлагаемых к восстановлению.
Оценка восстановительной возможности оформляется отдельным разделом акта. Указание технологических операций‚ требуемых для восстановления‚ с указанием контрольных размеров и допусков. Приведение предварительной калькуляции затрат по деталям и работам с выделением стоимости материалов и трудозатрат. Отражение сроков выполнения работ и гарантийных обязательств после ремонта. Подписи ответственных специалистов и дата составления акта.
Шлифовка и подготовка коленчатого вала
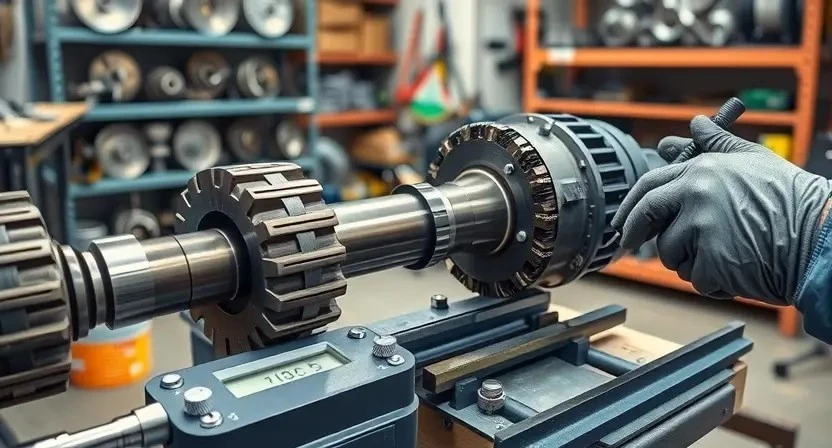
Шлифовка выполняется по размерам ремонтных шейки. Контроль биения и цилиндричности проводится. Поверхность дорабатывается под новые вкладыши с допуском.
Технологические параметры и допуски обработки
Установление размеров и предельных отклонений при шлифовке и расточке производится на основе паспортных данных двигателя Suzuki K6A‚ модификация турбированного объёма 0.66 L. Контрольная обработка коленчатого вала предусматривает снятие металла по шейкам в пределах до 0.25 мм при восстановлении под ремонтный размер. При шлифовке допускается овальность шейки не более 0.01 мм. Расточка цилиндров выполняется до базового или ремонтного размера с обеспечением соосности блока в пределах 0.03 мм на длине рабочей поверхности. Шероховатость гильз после обработки должна соответствовать Ra 0.4-0.8 мкм. Зазоры поршневых колец в канавках контролируются: продольный зазор нового комплекта в цилиндре при номинале 0.15-0.45 мм‚ зазор шатунных вкладышей по наружному диаметру вкладыша после запрессовки в крышку и корпус должен соответствовать паспорту‚ натяги коренных вкладышей после установки измеряются микрометром и шаблоном; предельное отклонение посадки вкладыша по толщине -0.02/+0.03 мм. Момент затяжки коренных и шатунных болтов определяется регламентом производителя с использованием динамометрического ключа и углового метода‚ сохраняется последовательность затяжки. Контроль круглости поршней выполняется глубиномером; отклонение допускается до 0.03 мм. Контроль биений вентилятора и привода навесных агрегатов производится после сборки; биение не должно превышать 0.5 мм.

Расточка блоков цилиндров
Расточка выполняется с контрольной геометрией. Обработка производится по заданным допускам. Контроль овальности и конуса проводится после каждой операции.
Порядок операций и контроль геометрии
Определение последовательности операций производится по этапам: демонтаж головки блока‚ очистка mating-поверхностей‚ разборка клапанного механизма и снятие компонентов для измерений.
Контроль геометрии блока цилиндров проводится путем измерения овальности и конусности каждого цилиндра микрометром и индикатором часового типа с фиксацией значений в техническом журнале.
Распределение операций включает шлифовку коленвала с проточкой шеек до ремонтных размеров и последующий контроль биения при посадке на маркировочные штифты.
Обработка седел клапанов выполняется с применением специальных оправок‚ после чего производится проверка герметичности путем подачи сжатого воздуха и фиксации результатов.
Контроль плоскостности ГБЦ и блока осуществляется индикатором с опорной рейкой; предельные отклонения фиксируются в акте измерений.
Замена поршней и поршневых колец
Подбор поршней по коду двигателя. Замена колец с контролем зазоров. Обеспечение смазки при установке. Притирка канавок и проверка биения;
Подбор компонентов и монтажные требования
Подбор компонентов производится на основе технической документации двигателя Caterham Seven 160 0.66 L Suzuki Turbo 80 л.с. и результатов дефектовки. Выбор поршней осуществляется по диаметру цилиндров и классу износа. Подбор поршневых колец производится по внутреннему диаметру канавок и толщине‚ с учётом зазора в замке‚ указанных в паспорте двигателя. Подбор вкладышей шатунных и коренных производится по классу ремонтной величины постели и шейки коленчатого вала. Выбор прокладок головки блока производится по маркировке материала и толщине‚ обеспечивающей требуемую компрессию. Подбор болтов крепления головки производится с учётом класса прочности и одноразового использования при динамической нагрузке.
Монтажные требования включают применение динамометрического ключа для контроля моментов затяжки. Последовательность затяжки головки блока указывается в сервисной документации; затяжка выполняется в несколько этапов с установлением окончательной величины момента и последующим контролем осадки. Установка поршней в цилиндры производится с применением инструментов для сжатия колец и контролем ориентации канавок. Установка вкладышей производится с нанесением смазки на рабочие поверхности и контролем зазоров щупом. Использование смазочно-охлаждающих присадок исключается из монтажных операций при отсутствии предписаний производителя. Контроль геометрии коленчатого вала и шатунных шеек осуществляется после установки вкладышей с применением микрометра и индикатора часового типа. Испытания давления масла проводятся до первого запуска двигателя‚ при статическом положении масляного насоса и установленной системе смазки‚ с фиксацией показаний манометра и сравнением с паспортными значениями.
Замена вкладышей шатунных и коренных
Демонтаж кривошипа произведён. Измерения посадочных мест выполнены. Подбор вкладышей по размерам и допускам произведён. Монтаж выполнен с контролем натяга.
Контроль за натягами и допусками посадки
Определение зазоров вкладышей производится исходя из заводских паспортных данных двигателя Caterham Seven 160 0.66 L Suzuki Turbo 80 л.с. Замер чистоты опор и палет проводится перед измерением натягов. Применение калибровочных щупов и микрометров должно соответствовать метрологическим нормативам. Измерение радиального люфта выполняется при установленной шатунной шейке на коленчатом вале с использованием индикаторов часового типа. Выявленные отклонения сопоставляются с верхними и нижними пределами из технической документации. Допуски посадки коренных и шатунных вкладышей фиксируются в акте замеров. Контроль за зазором масляной пленки производится по таблице допустимых величин давления масла и толщины пленки. Результаты измерений заносятся в протокол с указанием идентификационных номеров деталей‚ температурного состояния при измерении и применённого инструмента. При превышении допусков указывается необходимая операция по замене втулок или шлифовке коленчатого вала. Операции по подбору вкладышей выполняются с учётом базового диаметра шейки и требуемого натяга; подгонка заключается в подборе комплекта вкладышей до достижения целевого значения люфта. Фиксация соответствия производится подписанием документации ответственным технологом цеха.
Работы с головкой блока цилиндров
Разборка головки выполнена. Проверка седел и направляющих проведена. Притирка клапанов произведена. Зазоры отрегулированы. Подготовка к сборке запланирована.
Разборка‚ проверка седел клапанов и притирка
Демонтаж головки блока цилиндров производится по документированной последовательности с маркировкой компонентов и фотографированием каждого этапа. Снятие клапанных пружин и направляющих выполняеться с применением специализированного съемника. Осмотр седел клапанов проводится с измерением конусности фасок микрометром и измерителем углов; зафиксированы допуски износа для конкретной модели. Поверхности седел оцениваются на выкрашивание‚ раковины и трещины; дефекты‚ превышающие установленные границы‚ подлежат восстановлению.
Притертость клапанов осуществляется абразивными пастами с градацией зерна‚ применяемыми по схеме от крупного к мелкому. Контроль контакта производится индикатором площадки и краевой шириной осевого кольца; допустимые параметры контакта приведены в техдокументации. После притирки производится промывка компонентов обезжиривающим раствором и повторная проверка плотности седла с диагностическим индикатором герметичности.
Последовательность сборочных операций и момент затяжки
Подготовка посадочных поверхностей производится очисткой и обезжириванием. Установке вкладышей коренных подлежат новые компоненты с контролем радиального зазора. Притирка шатунных шеек выполняется при соблюдении технологической чистоты. Монтаж поршней и колец проводится по маркировке цилиндров и направлений. Установке коленчатого вала предшествует проверка торцевого зазора. Моменты затяжки коренных крышек указаны в паспорте двигателя и применяются в три этапа: первичная затяжка малым моментом‚ промежуточная с увеличением‚ окончательная с указанным моментом и углом поворота при необходимости. Установка шатунных болтов производится одноразовыми крепежными элементами при их наличии. Фиксация поршневых пальцев выполняется стопорными устройствами‚ соответствие посадки подтверждается измерениями. Момент затяжки головки указывается в технической документации и применяется с контролем порядка болтов. Сборочный процесс документируется протоколами с указанием применённых моментов и серийных номеров деталей.

Обкатка восстановленного двигателя
Обкатка проводится в фазах: холостой запуск‚ постепенное увеличение нагрузки‚ контроль температуры и давления масла‚ фиксация параметров в протоколе.
Режимы обкатки и контроль параметров
Обкатка восстановленного двигателя Caterham Seven 160 0.66 L Suzuki Turbo 80 л.с. должна проводиться по шагам с фиксированием параметров. Первичный прогрев выполняется на минимальных оборотах до стабилизации температуры охладителя и давления масла. Последующий режим включает переменные нагрузки с удержанием частоты вращения в диапазоне 1500-3000 об/мин на протяжении первых 30 минут работы. Интервальная нагрузка предусматривает короткие рывки до 4500 об/мин с перерывами для охлаждения до рабочей температуры. Давление масла регистрируется в контрольных точках: холостой ход‚ 2000 об/мин‚ 4000 об/мин. Температура охладителя фиксируется при каждом режиме. Фиксация вибраций производится посредством датчиков на блоке. Регистрация параметров выполняется с записью в журнал. Отклонения от установленных значений подлежат документированию и дополнительной диагностике.
Настройка и окончательная проверка
Настройка системы питания и турбонаддува выполняется по эталонным картам. Финальная проверка проводится по показателям компрессии‚ давления масла и вибрации.
Регулировка системы питания‚ турбины и контроль выбросов
Настройка системы питания производится с целью обеспечения оптимального соотношения воздух-топливо при разных режимах работы. Измерение параметров впрыска выполняется с применением стендовых регистраторов давления и расхода топлива. Калибровка датчиков давления наддува и положения дросселя выполняется по эталонным сигналам. Регулировка давления наддува выполняется изменением преднатяга актуатора и корректировкой управляющей карты турбонаддува. Испытания проводятся на холостом ходу и под нагрузкой с регистрацией температур выхлопных газов и концентрации кислорода в выхлопе. Контроль выбросов производится анализатором дымности и газоанализатором для определения CO‚ HC‚ NOx. Корректировка топливной карты и угла опережения производится по полученным результатам испытаний. Документирование параметров и внесённые изменения фиксируются в протоколе регулировки.