
Описание услуги по ремонту роторного двигателя AC Ace 1993–2000. Перечень операций: диагностика, визуальный и электронный контроль, измерения компрессии и давления масла, подготовка к разборке.
Область применения услуги
Обслуживание и ремонт роторного двигателя AC Ace 1993–2000 предназначены для автомобилей с моторами периода 1997–2000. Применение услуги охватывает диагностику электроники и механики, измерения рабочих параметров, демонтаж и сборку агрегата с последующей регулировкой рабочих зазоров и параметров. Сервис ориентирован на восстановление эксплуатационных характеристик, устранение механических и гидравлических неисправностей, устранение утечек и потерю компрессии в камерах сгорания. Включение измерений давления масла обеспечивает оценку состояния масляной системы и выявление внутренних потерь давления.
Работы выполняются при наличии заводской документации и ремонтных размеров. Применение специализированного инструмента и испытательного оборудования обязательно. Оценка обоснована измерениями и визуальными данными. Состав работ подбирается по результатам диагностики двигателя.
Комплектность первичного осмотра
Перечень документов, диагностического оборудования и измерительных приборов. Фиксация VIN, пробега, состояния внешних узлов. Фотофиксация проблемных зон.
Приемка транспортного средства
Регистрация заявки производится в электронном журнале с указанием марки, модели, года выпуска и типа двигателя. Входной осмотр кузова и ходовой части выполняется для выявления признаков повреждений, способных повлиять на демонтаж агрегата. Фиксация текущего пробега и сопроводительной документации вносится в карточку ремонта. Состояние уровней эксплуатационных жидкостей фиксируется с указанием объема и цвета. Наличие посторонних предметов в моторном отсеке и багажном отделении отмечается отдельной записью.
Определение доступности оборудования для работ производится с учётом пространства вокруг автомобиля и наличия подъемников. Наличие специализированных ключей и приспособлений фиксируется в перечне инструментов. Ограничения по времени выполнения работ вносятся в график заказа. Условия хранения снятых узлов указываются в сопутствующих документах. Документальная фиксация повреждений лакокрасочного покрытия и деформаций кузова производится с фотографиями и описанием.
Фиксация идентификационных данных
Фиксация идентификационных данных производится при приемке транспортного средства. Номер VIN фиксируется в журнале учета. Номер кузова и номер двигателя вносятся в карточку работ. Данные паспорта транспортного средства сверяются с показаниями регистрационной документации. Серийные номера контрактных и заводских узлов регистрируются. Приводятся сведения о пробеге и предыдущих ремонтах, если таковые указаны в документах. Сведения о масле и фильтрах, примененных ранее, вносятся отдельно. Фотофиксация узлов с видимыми повреждениями выполняется для сопроводительной документации. Подписи ответственных лиц отсутствуют в данном разделе; печати организации указываются при наличии. Оборудование, применяемое для идентификации, указывается: сканер VIN, эталонные бланки, цифровая камера. Фиксация даты и времени производится автоматически при вводе данных в систему учета.
Диагностика двигателя
Выполнение комплексной проверки роторного двигателя. Фиксация ошибок ЭБУ, измерение сигналов зажигания, оценка герметичности камер, регистрация параметров работы в режиме холостого хода.
Визуальный осмотр узлов и магистралей
Визуальный осмотр выполнен с целью выявления внешних дефектов и нарушений целостности компонентов роторного мотора AC Ace 1993–2000. Осмотр охватил состояние корпусных поверхностей, уплотнений и прокладок. Визуализированы трещины, коррозионные очаги, следы перегрева, масляные подтёки и деформация крепёжных элементов. Ремонтные следы зафиксированы отдельно.
Патрубки и шланги обследованы на предмет трещин, отслоений и набухания; Соединения и хомуты проверены на ослабление, утечки фиксированы в отчёте. Электропроводка осмотрена по изоляции, контактам и разъёмам. Изоляционные повреждения и признаки термического воздействия задокументированы.
Система топливоподачи осмотрена визуально: наличие коррозии, механических повреждений и следов утечек отмечено. Крепления демонтируемых узлов промаркированы. Протокол осмотра подписан ответственным специалистом и включён в карту ремонта.
Электронная диагностика системы зажигания и управления
План работ ориентирован на проверку электрических цепей и управляющей электроники роторного двигателя AC Ace 1997–2000. Подключение диагностического сканера производится к диагностическому разъему. Считывание кодов ошибок и параметров в реальном времени выполняется с целью выявления отклонений в поведении датчиков и исполнительных механизмов. Проверка сигналов датчика положения ротора, датчика температуры охлаждающей жидкости и датчика давления масла проводится осциллографом для оценки формы и амплитуды сигналов. Анализ сигналов управления катушками зажигания и топливными форсунками производится по временным диаграммам. Проверка питания и массы электронных блоков осуществляется мультиметром на штекерных соединениях. Проверка исправности блока управления двигателем предусматривает опрос памяти адаптаций и проверку состояния программного обеспечения. Регистрация результатов диагностики оформляется в отчёт с указанием кодов, параметров и предложенных мер по ремонту или замене компонентов.
Оценка состояния внутренней части двигателя
Оценка внутренней части включает осмотр камер, измерение износа роторных поверхностей, фиксирование следов задиров, оценку состояния уплотнений и сопряжений, документирование результатов.
Оценка состояния камер сгорания и поршневой группы
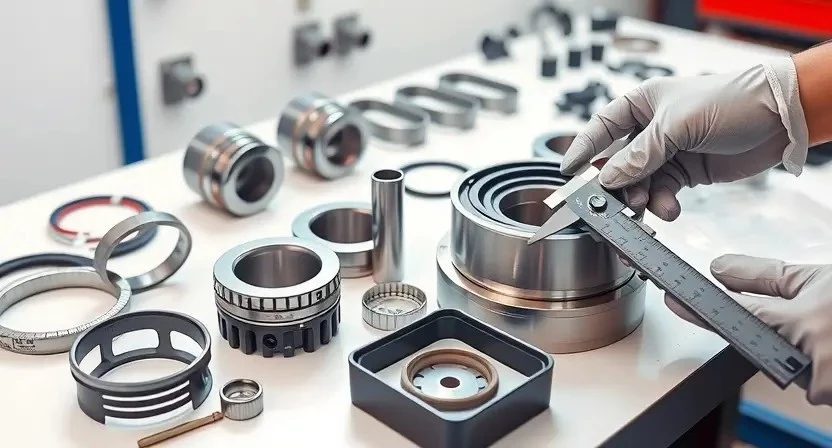
Визуальный осмотр камер сгорания производится при доступе после демонтажа верхних элементов. Поверхности камер осматриваются на наличие задиров, следов детонации, нагара и механических повреждений. Наличие трещин фиксируется методом освещения и последующего микроскопического контроля. Геометрия камер измеряется для выявления деформаций. Замеры кольцевых канавок выполняются измерительными щупами для определения износа. Поршневая группа осматривается на наличие выкрашивания, деформаций и износа юбок поршней. Измерения посадочных диаметров выполняются микрометром и нутромером для определения отклонений от номинала. Износ поршневых колец оценивается по зазорам в канавках и суммарному люфту. Контроль биения ротора производится на оправке с индикатором часового типа. Замеры компрессионных поверхностей фиксируются для корреляции с результатами измерения компрессии. Фиксация дефектов производится в форме отчета с фотофиксацией и цифровыми значениями. Решения по ремонту принимаются на основании сопоставления измерений с регламентными допусками производителя.
Измерение компрессии
Подготовка двигателя к снятию свечей, отключение топливной подачи и зажигания. Измерение компрессии выполняется манометрическим прибором по каждому каналу роторной камеры.
Подготовка к измерению
Подготовка оборудования и среды для измерения компрессии и давления масла. Электропитание и аккумуляторные цепи приводятся в рабочее состояние. Демонтаж элементов, препятствующих доступу к проточным и измерительным точкам, выполняется с фиксацией состояния деталей.
Заправка моторного отсека осуществляется рекомендованным маслом до контрольного уровня перед замером давления. Система зажигания временно отключается для исключения вращения двигателя при замерах компрессии. Доступ к свечным и диагностическим отверстиям обеспечивается через защитные кожухи и крышки.
Применение манометров и компрессометров проводится с использованием калибровочных сертификатов. Находчивость и запас переходников исключаются; применение соответствующих фитингов и уплотнений осуществляется для исключения утечек. Временные пломбы устанавливаются на снятые соединения.
Фиксация параметров производится в журнальной форме. Указание температурного режима среды указывается рядом с результатами. Подготовка документации завершена перед началом измерений.
Измерение давления масла
Подготовка масляной системы выполнена. Подключение манометра к масляному каналу. Проведение снятия данных на холостом ходу и при нагрузке. Результаты зафиксированы.
Подготовка масляной системы
Подготовка масляной системы направлена на создание условий для достоверного измерения давления и исключения внешних факторов, влияющих на результаты. Слив отработанного масла производится через штатный маслосливной патрубок в тару, соответствующую объему агрегата. Фильтрующий элемент демонтируется для оценки его состояния и наличия металлической стружки. Визуальная оценка масляного поддона и магистралей производится на предмет механических повреждений и загрязнений. Промывка масляных каналов выполняется специально предназначенной промывочной жидкостью с соблюдением технологии производителя. Замена масляного фильтра и заливка свежего моторного масла производятся после промывки. Давление масла измеряется через штатный измерительный порт с использованием манометра класса точности, подтвержденного калибровочными документами. Установление норм давления производится по регламенту производителя двигателя; Результаты измерений фиксируются в отчётной документации с указанием модели манометра, номера калибровочного свидетельства и температурного состояния масла во время измерения.
Снятие двигателя
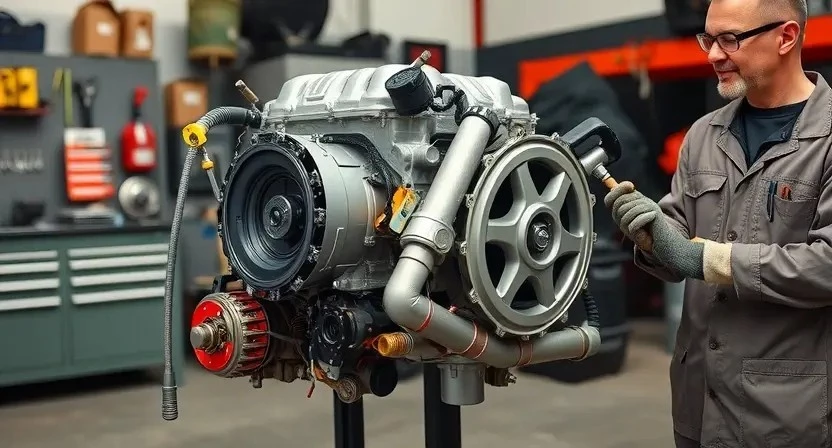
Подготовка к снятию включает слив рабочих жидкостей и отключение электрических цепей. Обеспечить доступ к креплениям силового агрегата. Демонтаж вспомогательных узлов выполняется по очередности: воздухозабор, выхлопной коллектор, топливная аппаратура, система охлаждения.
Крепления двигателя к подрамнику и кузову отмечаются, болтовые соединения освобождаются по фазам. Крепеж коробки передач отсоединяется при фиксации трансмиссии. Усиление креплений подъемного оборудования производится с учетом массы блока и эксцентриситета центра тяжести.
Строповка агрегата производится через штатные проушины или через каркасные точки. Подвешивание производится с применением гидравлического подъемника. Снятие двигателя производится плавно, с контролируемым ходом, без рывков. Вынесение агрегата из моторного отсека выполняется с ориентацией на доступность магистралей и проводки.
Образец отчетной документации включает фотофактологию положения агрегата до и после демонтажа, маркировку отсоединенных деталей, список использованных крепежных элементов и сведения о примененной технике подъема.
Разборка агрегата
Последовательность демонтажа выполняется по этапам: снятие навесных узлов, отсоединение магистралей, разъединение корпусов, извлечение роторных элементов, маркировка деталей.
Последовательность демонтажа компонентов
Фиксация состояния транспортного узла производится перед демонтажем. Отсоединение электроразъемов и снятие аккумуляторной батареи выполняются в первую очередь. Слив эксплуатационных жидкостей и изоляция магистралей выполняются согласно технологическим картам. Кронштейны вспомогательных агрегатов демонтируются последовательно. Снятие ремней и шкивов выполняется после фиксации валов. Отсоединение впускной и выпускной систем производится с маркировкой соединений. Снятие топливной аппаратуры и магистралей выполняется с консервацией торцев. Отключение системы охлаждения проводится с промаркированием шлангов. Демонтаж датчиков и проводки производится с промаркированием мест установки. Снятие навесных агрегатов и трубопроводов производится по очередности, указанной в регламенте производителя.
Крепления крышек и кожухов разбираются поочередно. Болтовые соединения вынимаются с фиксацией момента отворачивания. Демонтаж корпуса дросселя и корпуса воздушного фильтра проводится по отдельному протоколу. Подготовка к снятию двигателя включает установку подъемного оборудования и использование элементов защиты. Крепления двигателя к раме ослабляются поэтапно. Снятие силового агрегата производится с контролем центровки подъемника и фиксацией положения для последующей установки.
Маркировка и упаковка деталей
Ведомость на каждую деталь составляется при разборке. Пронумеровывание производится по порядку демонтажа для сохранения позиции в сборочной схеме. Штуцеры, болты, пластины и прокладки группируются в отдельные контейнеры. Контейнеры снабжаются наклейками с кодом позиции, описанием состояния и рекомендуемыми операциями по восстановлению. Материалы, подлежащие повторному использованию, маркируются цветовой меткой и указанием предела допустимого износа. Изношенные элементы помещаются в пакет с отметкой «на утилизацию» или «на замену». Крупные узлы упаковываются в защитную пленку с влагозащитой и фиксируются в ящике с разделителями. Для деталей, требующих заводской чистоты, используется антистатическая упаковка и индикация вскрытия. Сборочная документация вкладывается в прозрачный файл и фиксируется на внешней стороне упаковки. Для экспресс-доставки применяется жесткая упаковка с амортизирующими вкладками и акцентом на сохранность размеров и геометрии деталей.

Дефектовка деталей
Проведение дефектовки роторных компонентов. Визуальная оценка состояния, измерение геометрии, определение трещин, износа и деформаций. Составление дефектного акта.
Контроль износа шатунно-поршневой группы
Описание процедуры контроля износа шатунно-поршневой группы роторного двигателя AC Ace 1993–2000. Измерение геометрии корпуса ротора и рабочих поверхностей поршней выполняется при температуре окружающей среды, указанной в нормативной документации. Замеры диаметров выполняются микрометром в трех точках с равным шагом по окружности. Измерения зазора между ротором и корпусом производятся щупами при статическом положении. Определение износа поршневых сегментов производится по суммарному люфту и остаточной высоте канавок. Оценка состояния шатуна основана на измерении биения и овальности шейки; контроль круглости шейки выполняется разметочным инструментом и индикатором часового типа. Фиксация результатов производится в протоколе с указанием предельных значений изготовителя и фактических данных. Допущенные отклонения сверяются с таблицей ремонтных размеров; отклонения, превышающие паспортные пределы, приводят к маркировке детали для последующей дефектовки или списания.
Шлифовка коленчатого вала
Цель раздела ー описание технологической операции по восстановлению геометрии коленчатого вала роторного двигателя AC Ace 1993–2000. Применение шлифовки направлено на устранение следов износа шеек и беговых поверхностей, восстановление круговых профилей и подготовку к установке ремонтных вкладышей. Оценка допуска проводится по измерениям микрометра и индикаторных устройств, состояние конструктивных поверхностей документируется. Подготовка вала к обработке включает удаление коррозии, дефектов покрытия и следов металлообразования, выполнение балансировки при необходимости.
Технология подразумевает центровку в промышленном шлифовальном станке и поэтапную абразивную обработку с контролем диаметра после каждого прохода. Контроль схемы допускается по заводским спецификациям; фиксирование измерений производится в протоколе. Допустимые отклонения указываются в сопровождающей документации.
После шлифовки производится финишная обработка поверхности и снятие заусенцев. Балансирование вала выполняется в центровочном станке; динамическая балансировка подтверждается протоколом. Установление ремонтного размера производится в соответствии с результатами измерений и наличием комплектующих; Упаковка восстановленного вала производится в защитные материалы и маркируется согласно процедурам учета.

Расточка блока цилиндров
Подгон блока цилиндров к ремонтному размеру производится после дефектовки и подтверждения износа рабочей поверхности. Очищение рабочей зоны проводится от нагара и загрязнений с применением не абразивных средств. Закрепление блока на расточном посту осуществляется с помощью измерительных приспособлений для обеспечения соосности. Геометрия блока измеряется микрометрами и индикаторами для фиксирования овальности и конусности. Задача достижения точного диаметра решается по таблице ремонтных размеров с учётом посадки роторных компонентов.
Применение расточных державок выполняется с учётом минимального съёма металла. Операция шлифования после расточки производится для получения требуемой шероховатости и допусков по форме поверхности. Контроль окончательной геометрии выполняется поверкой калибр-пробками и индикаторными измерениями.
Защитное покрытие и обработка масляных каналов выполняются до сборки. Маркировка отреставрированных поверхностей оформляется в отчётной документации. Условие допуска к сборке — соответствие допусков по диаметру и концентричности предусмотренным нормативам.
Замена поршней и колец
Подбор ремонтных размеров производится по внутреннему диаметру ротора. Замена колец и поршней выполняется с контролем зазоров. Измерения фиксируются в отчёте.
Подбор ремонтных размеров
Определение ремонтных размеров производится по результатам дефектовки и измерений. Замеры поверхности корпуса ротора, гильз и шейк коленчатого вала фиксируются с указанием допусков. Табличные значения сопоставляются с результатами измерений. Выбор ремонтного размера производится на основании отклонений, выявленных при контроле геометрии и износа. Предпочтение отдаётся стандартам производителя и технической документации по двигателю. Допуск на износ указывается в протоколе. Для поршневой группы указывается посадочный размер, рабочий зазор и группа поршней при замене. Для вкладышей указывается наружный диаметр и ширина рабочей поверхности. Для коленвала указываются шлифовочные размеры. Применение ремонтных размеров документируется в актах и паспортах узлов. Контроль осуществляется калиброванными инструментами.
Замена вкладышей коренных и шатунных
Процесс замены вкладышей коренных и шатунных для роторного двигателя AC Ace 1993–2000 представлен как регламент работ, включающий подготовку, контроль размеров и монтаж. Демонтаж крышек шатунов и коренных крышек производится после очистки прилегающих поверхностей и фиксации положения коленчатого вала. Снятые вкладыши подлежат маркировке по местам установки. Контроль опорных поверхностей производится измерением под установочный щуп и микрометром; зазор между вкладышем и опорой фиксируется протоколом измерений. Подбор новых вкладышей осуществляется по натягу и ремонтному размеру; использование стандартных и ремонтных комплектов указывается в спецификации. Смазка рабочих поверхностей производится моторным маслом указанного сорта. Монтаж вкладышей выполняется с выдерживанием посадочных мест и с прокладками, если предусмотрено конструкцией. Затяжка крышек проводится по моментам, указанным в технической документации, последовательность затяжки фиксируется в акте. После установки коленчатый вал подлежит вращению вручную для контроля свободного вращения без заклиниваний. Регистрационные данные о замененных деталях и использованных материалах вносятся в сервисную карту с указанием серийных номеров и партий. Испытание работоспособности осуществляется в стендовых или полевых условиях с регистрацией давления масла и шума.
Ремонт или замена головки блока цилиндров
Осмотр ГБЦ выполнен. Контроль плоскостности и выявление трещин произведены методом опрессовки и магнитопорошкового контроля. Ремонт или замена оформлены.
Проверка плоскостности и трещин
Визуальная оценка поверхности головки блока цилиндров выполняется при горизонтальном размещении на столе для контроля соответствия геометрии посадочной плоскости. Применение точильной линейки с оптической щуповой индикацией обеспечивает определение местных отклонений от плоскостности. Замер взаимной плоскостности производится в нескольких направлениях для выявления перекосов и изгибов. Магнитно-порошковая дефектоскопия применяется для обнаружения поверхностных трещин в зонах с повышенной механической нагрузкой. Процедура ультразвукового контроля используется для обнаружения внутренних трещин и расслоений в теле детали. Фиксация результатов осуществляется протоколом измерений с указанием мест обнаружения дефектов, величин прогибов и предельных допусков. При превышении допустимых значений производится направление на правку плоскости или на замену детали; решение указывается в отчете по результатам дефектоскопии.
Сборка двигателя
Сборка производится в контролируемой среде. Установление колец и вкладышей по паспортным размерам. Момент затяжки выполняется согласно таблице. Контроль зазоров произведён.
Технологические зазоры и моменты затяжки
Перечень регламентных значений подшипников коренных и шатунных указан в технической документации на роторный двигатель AC Ace 1997–2000. Контроль зазоров производится при помощи щупов и микрометров. Зазоры вкладышей фиксируются в протоколе измерений. Контроль биения и совместимости сопряжённых поверхностей выполняется на плоской поверхности с использованием индикатора часового типа. Моменты затяжки болтов коренных крышек и шатунных соединений установлены в таблице усилий затяжки; значения соответствуют условным номерам резьбы и диаметрам крепёжных элементов.
Нанесение смазки на сопрягаемые поверхности производится перед сборкой. Последовательность затяжки выполняется ступенчато с фиксацией каждого этапа в журнале работ. Превышение расчетной величины момента исключается, моментный ключ калиброван. Контроль остаточных зазоров производится после прогрева и охлаждения агрегата до рабочей температуры с фиксацией данных измерений в отчёте.
Обкатка и настройка после ремонта
Обкатка производится на стенде и при дорожных условиях. Контроль давления масла, температуры и оборотов. Настройка управления выполняется по заводским параметрам.
Процедуры обкатки и контроль рабочих параметров
Обкатка двигателя выполняется по регламенту, предусмотренному для роторных агрегатов AC Ace 1997–2000. Первичный запуск производится после окончательной сборки и установки всех контргаек и соединений. Прогрев выполняется при минимальных оборотах в течение установленного интервала времени с постепенным увеличением нагрузки. Фиксация параметров производится посредством диагностического оборудования для измерения температуры охлаждающей жидкости, давления масла, оборотов холостого хода и содержания выхлопных газов. Корректировка состава смеси и угла опережения зажигания производится на основании данных электронной диагностики.
Допуск к дорожной обкатке оформляется при стабильных показателях давления масла и компрессии в пределах заводских допусков. Повторная проверка соединений и затяжек проводится после первых 50 километров пробега. Регистрация результатов и протоколирование сохраняются в сервисной документации;