
Оказание услуги по ремонту двигателя Lexus NX 2.5 Hybrid 244 л.с. (2021–н.в.) включает диагностику‚ оценку состояния и комплекс работ.
Описание оказываемой услуги
Оказание комплексной услуги по ремонту двигателя Lexus NX 2.5 Hybrid 244 л.с. (2021–н.в.) включает последовательные технологические операции‚ направленные на восстановление работоспособности агрегата. Диагностика выполняется с применением компьютерных сканеров и осциллографов‚ результаты документируются. Оценка состояния производится по показателям компрессии‚ давления масла и параметрам топливной системы. Измерение компрессии осуществляется по цилиндрам с протоколированием значений. Измерение давления масла проводится при холодном и рабочем режимах с регистрацией пиков.
Снятие двигателя с опор производится с маркировкой коммуникаций и креплений. Разборка агрегата выполняется по узлам с фиксацией дефектов в ведомости. Дефектовка деталей блока цилиндров проводится с классификацией повреждений по степени пригодности. Шлифовка коленчатого вала выполняется по технологической карте с контролем допусков. Расточка цилиндров производится с использованием хонинговального оборудования и проверкой цилиндрической геометрии. Подбор поршней осуществляется по размерным группам; замена вкладышей выполняется с контролем посадочных поверхностей и зазоров. Замена поршневых колец проводится с измерением зазоров в каналах. Ремонт головки блока цилиндров включает проверку плоскостности‚ восстановление каналов и замену клапанов при необходимости. Сборка двигателя выполняется по этапам с контролем моментов затяжки и выставлением фаз газораспределения. Предпусковая подготовка предусматривает первичное заполнение масляной системы и прокачку. Обкатка двигателя проводится по программе с мониторингом давления масла‚ температуры и зазоров‚ записью параметров в отчет. Финальная настройка включает проверку фазирования‚ регулировку системы впрыска и подтверждение устойчивой работы на холостом ходу и под нагрузкой. Документирование выполняется в виде акта выполненных работ с указанием замененных деталей‚ измерений и гарантийных условий.

Техническая информация по двигателю
Описаны тип топлива бензин‚ гибридная схема‚ рабочий объём 2.5 л‚ мощность 244 л.с.‚ конфигурация 4 цилиндра‚ коробка передач интегрирована.
Основные характеристики агрегата
Указаны тип двигателя: четырёхцилиндровый бензиновый с гибридным модулем‚ рабочий объём 2‚5 л‚ номинальная мощность 244 л.с. Конфигурация ГРМ: цепной привод с переменными фазами. Система впрыска: непосредственный и распределённый комбинированный впрыск. Степень сжатия и допустимые потери компрессии указывается по сервисной документации производителя. Масляная система: сухой картер отсутствует‚ давление смазки контролируется датчиком с электрическим выходом. Охлаждение: принудительное‚ с термостатом и электронным управлением. Электрическая часть гибридного комплекта имеет отдельные требования безопасности при разборке.
Общие требования к рабочему месту
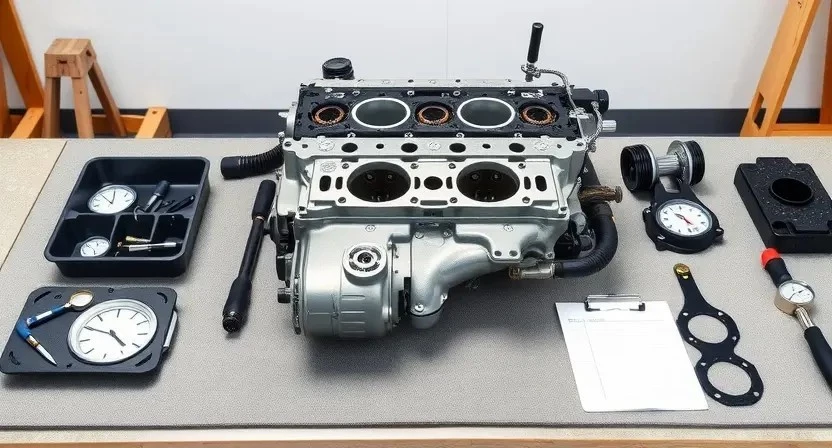
Помещение подготовлено: ровный пол‚ освещение‚ вытяжка. Рабочая зона обозначена. Инструмент хранится в отдельных ящиках. Поверхности обезжирены.
Организация пространства и инструмента
Рабочая зона должна быть размечена для обеспечения последовательности операций при ремонте двигателя. Выделение стенда для демонтажа и зона для разборки обязательны. Столярная поверхность с антивибрационным покрытием применяется для укладки деталей. Маркировка мест хранения компонентов производится по категориям: крупные узлы‚ крепеж‚ электроэлементы‚ уплотнения. Инструментальный набор размещается на маркированных панелях и в ящиках с индексацией. Стенд для промывки применяется отдельно от зоны механической обработки. Оборудование для подъема и фиксации агрегата располагается ближе к точке вывешивания‚ при этом обеспечивается свободный доступ к ходовым частям. Освещение локализуется над рабочими поверхностями с освещенностью не ниже регламентной. Контейнеры для отходов и отработанных жидкостей устанавливаются на границе рабочей зоны. Регистрация использованных деталей производится в журнале с указанием позиции и состояния. Инструмент проходит калибровку и контроль состояния перед началом рабочего цикла.
Подготовка автомобиля к диагностике
Отключение аккумулятора. Слив топлива в резерв. Обеспечение доступа к моторному отсеку. Фиксация стояночного тормоза и руля.
Мероприятия перед проведением осмотров
Подготовка транспортного средства предусматривает фиксацию идентификационных данных и регистрацию пробега. Заправочные уровни топлива и охлаждающей жидкости фиксируются в журнале. Электропитание системы обслуживания переводится в рабочее состояние. Батарея подключается к нагрузочной схеме при необходимости измерений. Система охлаждения выводится на минимально допустимую температуру для безопасного доступа. Доступ к моторному отсеку обеспечивается демонтажем защитных кожухов и креплений. Масляная система промывается при наличии отложений. Воздушные каналы очищаются от пыли и масла. Обеспечение освещения и вентиляции рабочего места производится в соответствии с нормативами. Инструмент комплектуется наборами для снятия монтажных узлов и для неразрушающих измерений. Документация по модели двигателя прилагается к карте работ.
Диагностика функционального состояния
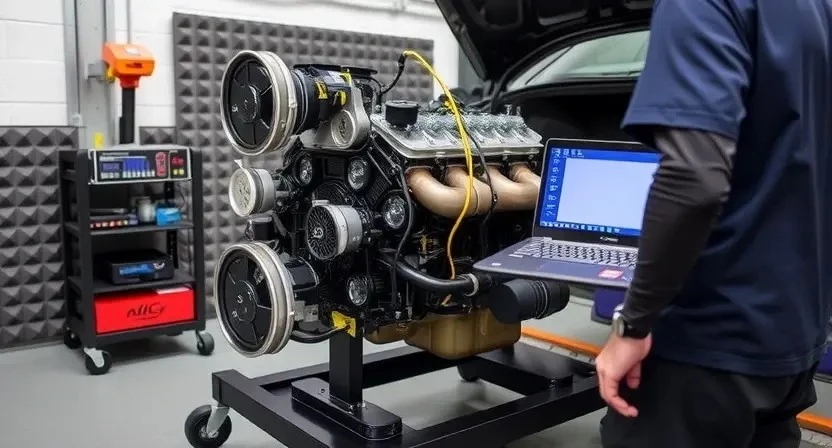
Компьютерная проверка выполняется с подключением OEM-адаптера. Снятие кодов ошибок‚ фиксация параметров‚ запись данных для анализа состояния.
Алгоритм проведения компьютерной проверки
Подключение диагностического интерфейса к OBD-разъему; Инициализация коммуникации с блоками управления двигателя и гибридной силовой установки. Считывание кодов неисправностей памяти ECM и гибридного контроллера с фиксацией временных меток.
Запись текущих параметров датчиков в лог. Снятие показаний частоты вращения‚ температуры охлаждающей жидкости‚ давления в коллекторах и уровня заряда батареи. Регистрация циклов впрыска‚ команд на форсунки и сигнала зажигания.
Выполнение адаптаций и тестов исполнительных механизмов через интерфейс. Эмуляция нагрузок для контроля ответа клапанов управления и регуляторов давления топлива. Сопоставление измеренных значений с заводскими эталонами.
Формирование отчета с перечнем кодов‚ графиками параметров и предложенными дальнейшими методами исследования. Архивация данных проверки для последующего анализа.

Оценка состояния систем питания и зажигания
Оценка производится по протоколу: измерения давления топлива‚ импеданса форсунок‚ сопротивления катушек. Фиксация результатов в отчете.
Протокол проверки форсунок и катушек
Фиксация идентификационных данных двигателя и установленного оборудования. Подключение диагностического интерфейса и регистрация кодов неисправностей. Последовательное питание каждого форсуночного канала и регистрация времени впрыска через осциллограф. Замер сопротивления вторичных обмоток катушек на холодном элементе. Испытание управляющих сигналов на разъёме ЭБУ при работающем и выключенном состоянии. Снятие форсунок для контроля распыления и пропускной способности. Промывание и выдержка в ультразвуковой ванне при необходимости. Замер давления топлива до форсунок в статическом режиме. Сопоставление полученных параметров с нормативными значениями. Фиксация выявленных отклонений в протоколе с указанием цилиндра‚ параметра‚ измеренного значения и критерия допустимости. Описание требуемых ремонтных операций и комплектующих.

Измерение компрессии цилиндров
Измерение компрессии производится манометрическим способом. Снятие свечей‚ проворот коленвала‚ фиксирование показаний по цилиндрам‚ запись протокола.
Методика замера и критерии оценки
Подготовка двигателя к замеру компрессии производится отключением системы зажигания и топливоподачи. Свечи извлекаются. Крепление манометра присоединяется к резьбе свечного канала. Прокрутка коленвала производится стартером при зажатом дросселе для исключения подсоса воздуха. Значение компрессии фиксируется при трёх последовательных оборотах. Оценка производится по минимальному и максимальному значениям. Разница между цилиндрами оценивается по величине падения в процентах от максимума. Допустимые пределы указываются отдельно для данной модели. При измерении давления масла подключение датчика производится в соответствии со штатной схемой. Измерения выполняются на прогретом двигателе при заданной частоте вращения коленвала. Результаты фиксируются в отчётной документации.
Измерение давления масла
Измерение давления масла производится манометром на холодном и рабочем режимах. Результаты фиксируются в протоколе. Допуски указаны в сервисной документации.
Порядок выполнения и допустимые значения
Определение давления масла производится при прогретом двигателе до рабочей температуры. Подключение манометра осуществляется к штатной точке измерения. Измерение фиксируется на холостом ходу‚ при 2000 об/мин и при максимальной нагрузке. Допустимое давление на холостых оборотах: 0‚9–1‚2 бар. При 2000 об/мин: 2‚5–4‚0 бар. При максимальной нагрузке: 4‚0–6‚0 бар. Отклонения зафиксированы как несоответствие. При измерении компрессии использовать динамометрический стартер и стопор игл. Замеры проводятся при полном закрытии дросселя. Допустимые значения компрессии: 11‚0–13‚5 бар для бензиновых цилиндров. Разность между цилиндрами не должна превышать 1‚0 бар. Зазоры масляных каналов проверяются визуально и измерением прохода. При превышении допусков составляется дефектовочный акт.
Принятие решения о дальнейших работах
Оценка результатов диагностики оформляется протоколом. Принятие решения основывается на замерах компрессии‚ давлении масла и дефектах‚ выявленных при дефектовке.
Критерии перехода к демонтажу
Фиксация признаков критического износа осуществляется на основании результатов измерений компрессии и давления масла. При показателях компрессии ниже заводских допусков по более чем двум цилиндрам производится документирование снижения эффективности. При давлении масла на холостом ходе ниже нормативного значения и при наличии перепадов при нагрузке выполняется регистрация отклонения. При обнаружении механических повреждений корпуса блока или трещин головки блока цилиндров производится фотографирование и маркировка дефектных зон. При наличии металлической стружки в масле фиксируется степень загрязнения и величина магнитных фракций. При диагностике систем впуска и зажигания‚ при подтверждении нестабильного искрообразования или повторных пропусков зажигания в цилиндрах‚ в протокол вносится рекомендация о демонтаже для проведения детальной дефектовки. При превышении допустимых зазоров шатунных вкладышей по результатам измерений ремонт переводится в стадию частичного или полного разбора агрегата. При выявлении несоответствия геометрии коленчатого вала измерениям предельных размеров оформляется акт о необходимости снятия для шлифовки.
Снятие двигателя с опор
Фиксация автомобиля на подъемнике. Отсоединение электропроводки и систем. Демонтаж опор. Подвеска двигателя к крану. Снятие установленного агрегата.
Последовательность манипуляций при демонтаже
Отключение аккумуляторной батареи производится для исключения кратковременных токовых импульсов. Слив охлаждающей жидкости и моторного масла выполняется с фиксацией объема и цвета отработки. Демонтаж воздуховода и акустических экранов проводится для получения доступа к модульным узлам. Разъединение электрических разъемов и вакуумных патрубков выполняется с маркировкой для последующей сборки. Снятие впускного коллектора и выхлопной системы производится поэтапно с фиксацией крепежных элементов. Слив трансмиссионной жидкости производится при наличии сопряжения с двигателем. Отсоединение топливных магистралей и рампы осуществляется с депрессуризацией системы. Снятие навесного оборудования производится с использованием стойки для снижения нагрузки на раму. Подъем двигателя с опор производится посредством специализированного подъемника. Фиксация силового агрегата в подвесных кронштейнах выполняется с контролем положения для предотвращения деформации. Отсоединение моторных опор и креплений корпусов допускается только при фиксации массы. Вывешивание агрегата и перемещение к рабочему месту производится по установленному маршруту с применением захватов‚ соответствующих массогабаритам. Обеспечение чистоты рабочего пространства производится до начала дальнейших операций.

Разборка агрегата
Разборка двигателя произведена по этапам: снятие навесных узлов‚ демонтаж ГБЦ‚ удаление поршней с шатунами‚ маркировка и упаковка деталей.
Разборка основных узлов и фиксация дефектов
Демонтаж агрегатных узлов производится по этапам: снять навесное оборудование‚ демонтировать впускной тракт‚ снять ГБЦ‚ извлечь поршневую группу. Моменты затяжки и положения фаз газораспределения фиксируются в протоколе. Методы разборки предусматривают маркировку деталей и хранение в индивидуальных контейнерах для предотвращения смешения.
Дефектовка выполняется с применением измерительных инструментов: нутромер‚ микрометр‚ индикаторная стойка. Измерения размеров и признаков износа вносится в дефектовочный лист. Трещины и коррозионные очаги фиксируются фотоматериалом с привязкой к номеру детали.
Установление причин повреждений производится по сопоставлению параметров с эталонными значениями. Результаты дефектовки оформляются с указанием необходимости восстановления или замены компонентов.
Дефектовка деталей блока цилиндров
Выполнение дефектовки включает визуальный осмотр‚ измерение износа‚ контроль трещин и геометрии. Фиксация результатов в отчете.
Фиксация и классификация обнаруженных повреждений
Фиксация дефектов производится путем фотографирования и занесения в журнал с указанием местоположения‚ размера и характера повреждения. Измерения проводится с использованием микрометра‚ нутромера и щупов для определения износа‚ биения и задиров. Повреждения классифицируются по категориям: эксплуатационные износы‚ механические разрушения‚ коррозионные поражения‚ термические деформации‚ трещины. Для каждой категории указывается код‚ степень повреждения по шкале от 1 до 5 и рекомендуемая операция: восстановление‚ проточка‚ шлифовка‚ замена. Дефектовочная ведомость формируется с указанием детали‚ обнаруженного дефекта‚ измеренных параметров‚ допустимых пределов и предложенного решения. Протокол подписывается мастером и прилагается к отчетной документации.
Шлифовка коленчатого вала
Шлифование производится по замерам износа. Контроль овальности и биения. Допуск после обработки указывается в спецификации производителя.
Технологические параметры и допуски
Приведены значения‚ применяемые при обработке коленчатого вала‚ расточке цилиндров и замене вкладышей для двигателя Lexus NX 2.5 Hybrid 244 л.с. (2021–н.в.). Диаметры цилиндров до обработки и после обработки указываются с точностью до 0.01 мм. Допуск износа гильз определяется по сумме износа в осевом и радиальном направлениях. Шероховатость рабочих поверхностей поршней и цилиндров контролируется параметром Ra не более 0.8 мкм для новых деталей и не более 1.6 мкм после ремонта с применением притирки.
Коэффициент посадки вкладышей и коренных шеек рассчитывается с учётом масляного зазора. Масляный зазор при диаметре шейки до 50 мм допускается 0.012–0.040 мм. Для шатунных шеек при диаметре до 45 мм допускается 0.015–0.050 мм. Контроль зазоров производится индикатором и щупом. Момент затяжки коренных крышек и шатунных болтов приведён в спецификации производителя‚ значений не дублировать.
При шлифовке коленвала допускается снятие металла до 0.5 мм с каждой шейки при односторонней правке; общая переработка допускается при восстановлении геометрии. Для расточки цилиндров предельный конус допускается 0.02 мм на рабочую длину. Проверка соосности производится индикатором с поверкой на круговой биение. Резьбовые соединения головки блока подвергаются контролю на предельную глубину и прочность посадки‚ значения фиксируются в отчёте о ремонте.
Расточка цилиндров блока
Расточка цилиндров выполняется с применением оправок и резцов по чертежным размерам. Контроль геометрии производится микрометрами и калибрами.
Точность обработки и контрольные операции
Оценка точности обработки цилиндров проводится с привязкой к заводским размерам. Выполнение расточки осуществляется с контролем биения и конусности. Измерение диаметра выполняется микрометром и внутренним индикатором по кольцевым отметкам. Допуск по овальности фиксируется протоколом замеров. Шлифовка коленвала производится по journal-диаметрам с обеспечением требуемой шероховатости. Контроль кромок и фасок поршней выполняется при каждом размере. Замер радиального зазора вкладышей проводится индикатором часового типа.
Финальная проверка геометрии блока проводится на плитах и координатно-измерительной машине. Сопоставление результатов с табличными значениями производится при составлении акта обработки.
Подбор и замена поршней
Выбор поршней по размеру и маркировке. Монтаж производится с контролем зазорных величин. Смазка устанавливаемых деталей перед установкой.
Критерии подбора и порядок установки
Подбор поршней‚ вкладышей и колец осуществляется на основании измерений рабочей поверхности блока и коленчатого вала. Классификация деталей производится по номиналу и ремонтным размерам. Измерение диаметра цилиндров выполняется индикатором и хонингованием после расточки определяется окончательный допуск. Подбор комплектов вкладышей производится по коду и толщине для обеспечения зазора масляной плёнки. Выбор поршневых колец производится по толщине и профилю канавки для восстановления компрессии.
Установка компонентов производится на чистой поверхности. Смазка посадочных мест маслом моторного класса‚ подтверждённого технической документацией. Посадка поршней выполняется с соблюдением орентации меток. Контроль осевого и торцового зазора производиться измерительной линейкой и микрометром. Моменты затяжки крепёжных элементов соответствуют значениеям‚ указанным в регламенте. Притирка сопряжений исключается при новом комплекте.
Замена коренных и шатунных вкладышей
Демонтаж коленвала выполнен. Измерение биения и посадочных мест произведено. Подбор вкладышей по маркировке и контроль масляного зазора.
Требования к чистоте и смазке при монтаже
Чистота поверхностей обеспечивается обезжириванием и удалением абразивных частиц перед установкой вкладышей и поршней. Контактные зоны обдуваются сжатым воздухом и протираются безворсовыми материалами. Снятые детали размещаются в закрытой таре с маркировкой. Сборочные поверхности сохраняются в антистатической среде. Допуски загрязнения определяются технологическими картами производителя.
Смазка корпусов и вкладышей производится специальным моторным маслом‚ соответствующим спецификации. Нанесение смазки осуществляется равномерным слоем на рабочие поверхности и каналы. Масло применяется из герметичной емкости с контролем срока годности. Избыток смазки удаляется до нормированного уровня. Контроль распределения смазочного слоя выполняется визуально и инструментально перед окончательной сборкой.
Замена поршневых колец
Демонтаж поршня производится. Замена колец с подбором по внутреннему диаметру и зазору. Контроль зазоров замерами выполняется.
Последовательность сборки и проверка зазоров
Сборка выполняется по этапам с фиксацией контролируемых параметров для двигателя Lexus NX 2.5 Hybrid 244 л.с. (2021–н.в.). Установить коленчатый вал в постель блока с применением оправок и измерить радиальные биения. Установить вкладыши коренных шпоночными канавками по номерам; смазать монтажной смазкой поверхности сопряжения. Установить шатунные головки с кольцами; измерить осевой люфт коленвала после установки. Монтаж поршней производится с учётом компенсационных зазоров между поршневым пальцем и шатунной втулкой. Установить головку блока с новой прокладкой; контролировать усилия затяжки по эскизу моментной карты. Установить распредвалы в позицию ВМТ по меткам. Замер зазоров клапанов производится щупом при холодном состоянии двигателя. Значения зазоров и моменты затяжки фиксируются в отчётной ведомости.
Ремонт или замена головки блока цилиндров
Проведение дефектации ГБЦ. Шлифование плоскости. Замена направляющих клапанов и сальников. Проверка герметичности сваркой и испытанием.
Проверка плоскости и восстановление геометрии
Плоскость головки блока цилиндров измеряется на поверочной плите индикатором часового типа с шагом замеров по периметру и рабочим зонам седел клапанов. Допустимое отклонение определено заводскими нормативами; при превышении предела фиксация деформации и трещин. Равномерность прилегания оценивается по величине и направлению биения. При выявлении коробления выполняется устранение посредством шлифовки до допустимого припуска. Контроль проводится повторно после обработки. При обнаружении трещин выполняется дефектоскопия методом магнитной или ультразвуковой инспекции. Регенерация поверхности допускается при сохранении толщины металла выше минимальной.
Сборка двигателя
Сборка производится поэтапно. Контроль моментов затяжки и установка фаз газораспределения выполняются по заводским допускам и нормативам.
Контроль моментов затяжки и установки фаз газораспределения
Фиксация опорных положений распредвалов выполняется до демонтажа элементов привода. Установка меток производится по заводским ориентирам на корпусе двигателя и шестернях. Контроль проворачиванием механизма при подключенном фиксаторе коленвала производится с применением динамометрического ключа. Затяжка крепежа головки блока выполняется по последовательности‚ указанной в технической документации производителя‚ с предварительной прокруткой болтов для снятия начального натяга. Моменты окончательной затяжки устанавливаются по шагам с остановками для остывания при указанных величинах. Проверка фаз газораспределения производится путем сравнения угловых положений валов с эталонными значениями и регистрацией результатов в протоколе.
Предпусковая подготовка
Заправка топливной системы выполнена. Первичное заполнение масляной системы произведено. Электроцепи подключены. Контроль герметичности проведён.
Заправка‚ первичное заполнение масляной системы
Заправка масляной системы производится после окончательной сборки агрегата и установки масляного фильтра. Применение моторного масла определяется типом и допусками производителя. Первичное заполнение предусмотреть через заливную горловину до метки‚ указанной в сервисной документации. Масляный фильтр подлежит предварительной заливке небольшим объемом масла для ускорения подачи смазки при первом запуске. Заполнение масляного картера осуществляется медленным вводом масла с контролем уровня через щуп или электронный датчик. Утечки на соединениях исключить визуальным осмотром. Давление масла до запуска оценивать не требуется.
Прокачка масляной магистрали предусматривается короткими стартерными мотками с отключенным зажиганием для исключения вращения двигателя. Фиксация показаний давления производится сразу после запуска. Запись значений и времени выполнения операций внести в отчётную документацию.

Обкатка и выход на рабочие режимы
Обкатка двигателя проводится по этапам: плавный прогрев‚ постепенная нагрузка‚ контроль давления масла и температуры‚ фиксация показателей в журнале.
Программа обкатки и контроль параметров
Выполнение обкатки двигателя Lexus NX 2.5 Hybrid 244 л.с. производится по регламенту‚ обеспечивающему приработку пар трения и стабилизацию рабочих параметров. Программа состоит из этапов: постепенный прогрев до рабочей температуры‚ серия нагрузочных циклов различной интенсивности‚ длительная эксплуатация на средних оборотах‚ чередование холостого хода и движений с ускорениями. Контроль параметров обеспечивается непрерывным мониторингом температур масла и охлаждающей жидкости‚ давления масла‚ показаний датчиков детонации‚ угла опережения зажигания и состава выхлопа.
Фиксация результатов производится по времени и по показаниям приборов. Регистрация аномалий и превышений допускается в отчётной документации. При отклонениях проводится дополнительная диагностика систем смазки‚ питания и зажигания. Завершение обкатки производится после достижения стабильных значений давления масла и компрессии‚ подтверждённых серией измерений. Финальная проверка включает проверку на утечки и ревизию креплений.
Финальная настройка и проверка
Контроль параметров производительности выполняется после обкатки. Регулировка фаз газораспределения производится при фиксированных моментах.
Регулировка систем и подтверждение исправности
Настройка топливной системы производится путем калибровки форсунок по заводским параметрам давления и времени впрыска. Калибровка топливной карты выполняется с использованием диагностического сканера и стенда для имитации рабочих нагрузок. Регулировка системы зажигания производится через установку угла опережения по эталонным значениям и проверку стабильности искрообразования при разных оборотах. Настройка фаз газораспределения проводится методом сопоставления меток и фиксацией положения распредвалов при закрытых клапанах. Испытание системы охлаждения включает промер температуры в головке блока и контроль циркуляции антифриза при рабочем тепловом режиме. Настройка системы смазки осуществляется путем проверки давления масла на холостом ходу и под нагрузкой с последующей корректировкой при отклонениях от регламентных величин. Электронные блоки управления подвергаются адаптации программных карт и сохранению параметров после выполнения механических работ. Подтверждение исправности производится регламентными испытаниями на стенде и пробным запуском при контроле вибраций‚ шумов и утечек. Документирование итогов регулировок оформляется протоколом с указанием измеренных значений‚ примененных корректировок и диагностических кодов‚ сохраненных в памяти блока управления.

Документация выполненных работ
Составлен акт работ с перечнем операций‚ замеров и деталей. Приложены протоколы компрессии и давления масла‚ счета и гарантийные условия.
Оформление актов‚ отчетов и гарантийных условий
Формирование документации производится на каждом этапе ремонта двигателя Lexus NX 2.5 Hybrid 244 л.с. (2021–н.в.). Акт приема-выдачи включает перечень выполненных процедур‚ наименование замененных компонентов и серийные номера деталей. Отчеты о диагностике содержат результаты измерений компрессии и давления масла‚ расшифровку кодов ошибок и снимки параметров с диагностического сканера; Протокол разборки фиксирует состояние компонентов блока цилиндров‚ указание на износ и дефекты. Гарантийные условия оформляются в виде отдельного приложения с указанием сроков и ограничений покрытия. В документах приводятся единицы измерения‚ допуски и примененные нормативы. Подписи ответственных лиц и печати проставляются в конце комплекта.