
Представлен перечень операций по ремонту двигателя Alpina B4 3.0 R6 Biturbo 495 л.с. (2024–н.в.). Описание включает диагностику, оценку состояния и перечень работ.
Назначение документа
Документ предназначен для регламентации комплекса работ по ремонту двигателя Alpina B4 Gran Coupe 3.0 R6 Biturbo 495 л.с. (2024–н.в.). Описание охватывает этапы диагностики, оценку состояния, измерение компрессии и давления масла, демонтаж двигателя, разборку, дефектовку, шлифовку и расточку блоков, подбор и замену поршней, колец и вкладышей, а также ремонт головки блока цилиндров. Включены процедуры контроля геометрии и плоскостей, допустимые допуски, требования к инструменту и оснастке, методы документирования выявленных дефектов и оформление актов. Приведены критерии для принятия решения о капитальном ремонте, этапы подготовки к сборке, контроль моментов затяжки, порядок первичной обкатки и проверка рабочих параметров после сборки.
Область применения
Применение ограничено ремонтом двигателя Alpina B4 3.0 R6 Biturbo 495 л.с. (2024–н.в.) в условиях сервисной мастерской с сертифицированным оборудованием и персоналом.
Модель и модификация двигателя
Идентификация двигателя проведена по заводскому обозначению Alpina B4 Gran Coupe 3.0 R6 Biturbo 495 л.с. Год выпуска указан 2024–н.в. Конфигурация: рядный шестицилиндровый блок с двумя турбонагнетателями и непосредственным впрыском топлива. Рабочий объем и система наддува соответствуют заводским спецификациям. Серийные номера и маркировка компонентов фиксируються в документации приемки. Версии с дополнительным программным увеличением мощности подлежат отдельной маркировке. Комплектация узлов включает ГБЦ с изменяемыми фазами газораспределения, масляную систему повышенной пропускной способности и усиленную коленчатую группу. Применение оригинальных деталей и элементов крепежа обеспечивается при восстановительных операциях. Параметры натяжения ремней и болтовых соединений устанавливаются по техническим паспортным данным.
Технические данные двигателя
Объем 2998 см3. Конфигурация R6. Мощность 495 л.с. Турбонаддув ― двойной. Максимальный крутящий момент указан изготовителем. Масляный объем фиксирован.
Основные характеристики и параметры
Приводится свод технических параметров двигателя Alpina B4 Gran Coupe 3.0 R6 Biturbo 495 л.с. (2024–н.в.). Объем цилиндров указан 2993 см3. Количество цилиндров равно шести. Конфигурация расположения цилиндров рядная. Степень сжатия приводится 9,0:1. Максимальная мощность заявлена 495 л.с; при заданных оборотах. Максимальный крутящий момент указан 700 Н·м. Система наддува представлена двумя турбокомпрессорами. Топливная система реализована с непосредственным впрыском. Охлаждение обеспечивается жидкостной системой с электрическим термостатом. Масляная система оснащена масляным насосом с регулировкой давления. Система фаз газораспределения двухвальная с изменяемыми фазами. Количество клапанов на цилиндр четыре.
Требования к безопасности при работах с двигателем
Использование СИЗ. Отключение батареи. Устранение источников искр. Ограничение доступа. Вентиляция рабочего пространства. Маркировка снятых компонентов.
Меры защиты и организационные требования
Использование защитного оборудования должно быть регламентировано внутренними нормативами. Обеспечение вентиляции и отведения паров проводится на стационарных рабочих местах. Ограждение зоны подъема двигателя и оборудование для фиксации движка обязаны соответствовать паспортным характеристикам. Для хранения демонтированных деталей предусмотрены контейнеры с маркировкой и влагозащитой. Рабочие поверхности подвергаются обезжириванию перед подачей деталей на обработку. Электроборудование эксплуатируется при заземлении и с защитой от перегрузок. Применение смазочно-охлаждающих составов документируеться в карточке работ. Контроль чистоты инструмента осуществляется по графику обслуживания. Ведется журнал допуска персонала с указанием квалификации и полномочий для операций с турбокомпрессорной системой и высоковольтными компонентами.
Подготовка рабочего места и инструмента
Площадка очищена. Оборудование выставлено: подъемник, траверса, стенд. Инструмент протоколирован. Защитные ограждения установлены. Рабочая зона маркирована.
Перечень необходимого оборудования и инструмента
В составе комплекта основной перечень элементов для выполнения работ с двигателем Alpina B4 3.0 R6 Biturbo 495 л.с. (2024–н.в.) указан далее. Диагностическое оборудование включает сканер протоколов CAN и адаптеры OEM, испытательный стенд для измерения компрессии и стенд для определения давления масла с калиброванными датчиками. Для демонтажа и подъёма предусмотрены телескопический кран и траверсы с маркировкой грузоподъёмности. Комплект ручного инструмента включает набор динамометрических ключей с диапазоном моментов, набор оправок для выпрессовки вкладышей и направляющих, набор торцевых головок и воротки, съемники шкивов и стопорных колец. Токарные и фрезерные станки с ЧПУ применяются для расточки и шлифовки блока и коленвала. Приборы для контроля геометрии: микрометры, нутромеры, индикаторы часового типа, щупы широкого диапазона. Оборудование для промывки и обезжиривания деталей: ультразвуковая ванна и центрифуга для промывных растворов. Комплект расходных материалов включает специальные герметики по каталогу производителя, медные и стальные уплотнения, набор калиброванных шпилек и крепёж с превышающей коррозионной стойкостью. Хранение мелких деталей организуется в маркированных емкостях с вкладышами из пеноматериала. Контроль качества документации обеспечивается принтером и сканером с возможностью архивирования в цифровом формате.
Приемка автомобиля и регистрация заказ-наряда
Фиксация идентификационных данных, регистрация дефектов при поступлении. Описание внешних повреждений, пробег, отметки сервисной истории в документах.
Документирование состояния при поступлении
Фиксация внешнего состояния транспортного средства производится фотографированием и составлением акта приемки. Описание кузовных повреждений, следов коррозии и утечек смазочных материалов вноситься в акт. Запись идентификационных данных двигателя и шасси производится в журнале. Пробег фиксируется по одометру. Сопроводительная документация прикладывается к заказ-наряду. Отметки о наличии посторонних компонентов и модификаций встраиваются в отчет. Протокол состояния внутренних систем составляется на основе первичного осмотра и базовой диагностики. Измерения исходных параметров компрессии и давления масла вносятся в протокол с указанием методики и примененного оборудования. Подписи ответственных лиц проставляются на экземплярах документов.

Диагностика электронных систем и ошибок
Сканирование блоков управления выполняется с использованием OEM-адаптера. Коды неисправностей расшифровываются. Протоколируется история ошибок и параметры.
Сканирование блоков управления и расшифровка кодов
Выполнение сканирования электронных блоков управления двигателя и вспомогательных систем. Подключение диагностического интерфейса, инициация обмена с блоками управления. Считывание всех сохранённых и текущих кодов неисправностей. Экспорт журналов событий в стандартизированный формат для архивирования. Сопоставление кодов с каталогами производителя и диагностическими таблицами. Определение кодов, влияющих на характеристики работы силового агрегата. Выделение кодов, требующих немедленного вмешательства для предотвращения повреждений. Фильтрация повторяющихся кодов по периодам активации. Формирование протокола с указанием кодов, описаний, параметров измерения и рекомендаций по дальнейшей диагностике. Документирование версии ПО блоков управления и идентификаторов компонентов.
Визуальная инспекция и оценка состояния узлов
Осмотр навесного оборудования произведён. Фиксация повреждений, утечек и коррозии. Измерения зазоров зарегистрированы. Фотофиксация приложена.
Осмотр навесного оборудования, коммуникаций и креплений
Проведение визуального осмотра навесных агрегатов двигателя Alpina B4 3.0 R6 Biturbo 495 л.с. включает фиксацию состояния привода вспомогательных агрегатов, натяжителей и шкивов. Оценка электропроводки и разъемов производится с регистрацией повреждений изоляции, коррозии контактов и ослаблений креплений. Осмотр топливной магистрали и форсунок подразумевает выявление протечек, деформаций и следов нагрева. Описание системы вентиляции картера включает проверку шлангов, клапанов и фильтров на засоры и трещины. Проверка масляных коммуникаций предполагает осмотр трубопроводов, фитингов и зажимов на наличие вытекания, забоин, коррозии. Крепежные элементы оцениваются по величине износа резьбы, деформации шайб и соблюдению моментов затяжки согласно регламенту. Результаты фиксируются в отчете с фотографическим сопровождением и присвоением приоритетов дальнейших работ.

Измерение компрессии цилиндров
Измерение проводится по цилиндрам через свечные отверстия. Использование манометра высокого давления. Фиксация показаний и сравнение с нормативом двигателя.
Порядок выполнения измерений и интерпретация результатов
Подготовка двигателя к измерениям производится с прекращением подачи топлива и отключением зажигания. Демонтаж свечей зажигания и установка манометра компрессии в каждое гнездо свечи. Проворачивание коленчатого вала стартером до получения устойчивого показателя в каждом цилиндре. Регистрация значений и времени нарастания давления. Сравнение показателей между цилиндрами и с нормативами производителя. При расхождении более 10% от среднего значения обозначение цилиндров для дальнейшей дефектовки. Для измерения давления масла установка манометра в точку давления масляной магистрали, запуск двигателя на прогревочный режим и фиксация показаний при холостом ходе и повышенных оборотах. Сопоставление показаний с установленными нормами. При отклонениях выполнение инструментальной диагностики масляной системы и оценка состояния масляного насоса, фильтра и каналов смазки. Документирование результатов с указанием точек замера, режимов двигателя и времени проведения процедур.
Измерение давления масла в системе
Подключение манометра к масляной магистрали производится через штатный штуцер. Измерение выполняется на холодном и рабочем режимах. Результаты заносятся в протокол.
Точки замера, нормы и критерии оценки
Определение точек замера давления масла и компрессии производится по конструктивным характеристикам Alpina B4 3.0 R6 Biturbo 495 л.с. Соединения для манометра масла располагать на резьбовых штуцерах масляной магистрали у фильтра и в поддоне. Замер компрессии выполняется через свечные отверстия с демонтированными форсунками и отключенной системой подачи топлива. Нормы компрессии по цилиндрам устанавливаются согласно спецификации производителя двигателя. Допустимое расхождение между цилиндрами указывается в технической карте. Давление масла при прогретом двигателе в рабочем режиме должно соответствовать паспортным значениям на холостом ходу и при 3000 об/мин. Превышение или недобор давления рассматривается как критерий износа масляного насоса, посадочных поверхностей или загрязнений. Падение компрессии ниже минимального значения трактуется как причина износа поршней, колец, клапанов или нарушений герметичности ГБЦ. Фиксация результатов осуществляется в журнале дефектовки с указанием места замера, применяемого оборудования, температуры масла и моточасов двигателя.
Принятие решения о капитальном ремонте
Оценка результатов диагностики и измерений выполнена. Принятие решения производится на основании критериев износа, давления, компрессии и дефектовки деталей.
Критерии перехода к разборке и дефектовке
Фиксация результатов диагностики и измерений компрессии, давления масла и сканирования блоков управления. Сопоставление показателей с заводскими параметрами. При расхождении компрессии по цилиндрам более 10% или при абсолютных значениях ниже установленных пределов проводится дальнейшее исследование. При обнаружении посторонних металлических частиц в масляном фильтре или в отобранном масляном образце документируется необходимость демонтажа. Зафиксированы значительные люфты шатунов или биение коленвала при вращении на стенде в пределах, превышающих допуск, с последующей дефектовкой. При наличии трещин или деформаций на ГБЦ, видимых при визуальной инспекции, предусматривается разборка для оценки седел клапанов и направляющих. При повышенном расходе масла с подтверждением по замерам и отсутствием внешних утечек назначается разборка для контроля поршневой группы и колец. При снижении давления масла ниже минимального значения при рабочей частоте вращения и нормальной вязкости отмечается необходимость проверки масляных каналов и зазоров в подшипниках; Результаты предварительной дефектовки вносятся в отчет с указанием узлов, подлежащих разборке и метрологической проверке.

Снятие двигателя и подготовка к разборке
Демонтаж двигателя производится после документирования состояния. Обезжиривание, маркировка коммуникаций и креплений. Размещение на поддоне для дальнейшей разборки.
Последовательность демонтажа и маркировка деталей
Снятие двигателя производится по заранее разработанной схеме демонтажа. Электрические соединения и трубопроводы выводятся из системы и маркировка производится по нумерационной системе. Механические крепления ослабляются по этапам с фиксацией моментов затяжки в протоколе. Узлы, требующие предварительной разметки, подвергаются маркировке методом нанесения кодов на корпус и на сопряженные поверхности. Болты и шпильки укладываются в контейнеры с указанием их исходного расположения. Коллекторы и навесное оборудование очищаются от загрязнений перед упаковкой. Шланги и контакты комплектуются скобами и зажимами, имеющими идентификаторы. При демонтаже крышек и корпусов сохраняется ориентация пар сопряженных деталей. Маркировка головок цилиндров и блоков выполняется с применением стойких к растворителям меток. Все операции документируются в журнале работ с указанием времени и исполненных операций.
Разборка узлов и сборочных единиц
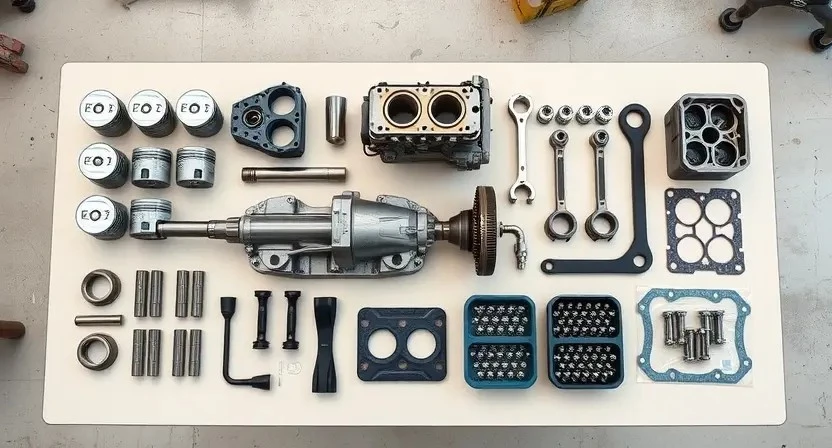
Демонтаж производится по очередности: навесное снято, агрегаты промаркированы. Детали упакованы, фиксация и учёт выполнены для последующей дефектовки.
Методика демонтажа ГБЦ, шатунно-поршневой группы и коленвала
Подготовка рабочего места включает изоляцию источников питания, слив рабочих жидкостей и маркировку магистралей. Фиксация двигателя производится на подставке с опорными кронштейнами, центрирование выполняется по отметкам. Снятие навесных узлов и трубопроводов производится последовательно, с хранением крепежа по месту. Демонтаж ГБЦ производится после освобождения газораспределительного механизма и фиксации распредвалов. Болты крышек распределительных валов откручиваются по схемам, головки снимаются с контролем плоскости. Отделение шатунно-поршневой группы производится после демонтажа масляного поддона и коренных крышек. Шатунные крышки промаркированы по цилиндрам. Коленвал извлекается после снятия коренных крышек и вкладышей; биение контролируется при разгрузке. Все детали поступают на дефектовку с регистрацией параметров и фотографированием.

Дефектовка и документирование выявленных повреждений
Фиксация дефектов производится по компонентам. Замеры, фотофайлы и протоколы вносится в карту. Износ, трещины, люфты и деформации регистрируются.
Фиксация износа, трещин и геометрических отклонений
Фиксация износа проводится с использованием измерительных средств с поверкой. Параметры шероховатости, диаметры посадочных мест и биение контролируются микрометрами, индикаторами и нутромерами. Трещины выявляются методом капиллярного контроля и магнитопорошковой дефектоскопией для участков из ферромагнитных материалов. Геометрические отклонения регистрируются при помощи координатно-измерительной техники и цилиндрических шаблонов. Протоколируется локализация дефекта, величина износа в миллиметрах и степень отклонения от заводских допусков. Оценка соответствия выполняется по технической документации производителя. Фотофиксация и измерительные карты включаются в отчет. Решение о ремонте или замене компонентов принимается на основании зафиксированных значений и сравнительной таблицы допустимых параметров.
Шлифовка и расточка блоков цилиндров
Подготовка блока к обработке выполнена. Расточка производиться по заданным допускам. Контроль размеров проводится после абразивной обработки. Документация приложена.
Технологические параметры и контроль после обработки
Установление технологических размеров и контроль качества обработки поверхности выполняются документированно. Параметры шлифовки шеек коленвала указываются в паспорте детали. Допуски на посадочные места вкладышей фиксируются по таблице допусков производителя. Глубина расточки цилиндров указывается в микрометрах с указанием предельных значений. Шероховатость рабочей поверхности цилиндров регламентируется Ra с указанием предела. Контроль биения и соосности осуществляется измерительным прибором с протоколом. Испытание на микротрещины производится магнитопорошковой или проникающей дефектоскопией. После обработки осуществляется промывка масляных каналов и последующая сушка. Измерения закрепляются в отчетной документации с указанием калибровки приборов и подписью ответственного лица.
Обработка и восстановление коленвала
Контроль геометрии вала выполнен измерением биения и радиального износа. Шлифование шеек назначено по замерам, восстановление посадочных поверхностей документировано, балансировка проведена.
Шлифование шеек, контроль биения и установка вкладышей
Подготовка коленвала к шлифовке производится после дефектовки и очистки. Замер исходного диаметра шеек производится микрометром, замер биения проводится индикатором часового типа при установке на оправку. Рашлифовка отмечается протоколом с фиксацией припуска и класса шероховатости. Шлифование выполняется на специализированных станках с контролем температурных режимов и смазки абразива. Последовательность операций включает черновую и чистовую обработку. После шлифовки осуществляется полирование поверхностей и контроль диаметра.
Контроль биения проводится при установке новой шкурки на оправку. Установка вкладышей производится с применением измерительных щупов для обеспечения радиального зазора в пределах допусков. Момент затяжки крышек фиксируется по таблице допусков. Запирание коленвала в сборе с вкладышами подтверждается протоколом измерений и фотографической фиксацией.
Подбор и замена поршней, колец и вкладышей
Подбор по диаметру и зазору. Измерение цилиндров выполнено. Замена поршней, колец и вкладышей произведена согласно табличным допускам и протоколу.
Критерии подбора, допуски и порядок сборки поршневой группы
Подбор поршней производится по диаметру цилиндра после замера расточки. Выбор комплектов колец осуществляется по внутреннему диаметру поршня и по зазору в канавках. Подбор вкладышей основан на диаметре шейки коленвала и на размерах расточки коренных и шатунных опор. Допуски на цилиндр-поршень определяються исходя из паспортных значений производителя и величины износа после обработки. Контроль натягов выполняется микрометром и щупами. Посадка поршневых пальцев описывается по зазору и плавности вращения пальца в шатуне. Сборка производится поэтапно: установка вкладышей, размещение упорных элементов, монтаж шатунов с моментами затяжки, замер осевого люфта и контроль биения коленвала. Фиксация параметров в ведомости выполняется после каждой операции.
Ремонт или замена головки блока цилиндров (ГБЦ)
Оценка ГБЦ выполнена по дефектовочной ведомости; Расточка седел клапанов, шлифовка посадочных поверхностей и замена направляющих задокументированы.
Расточная обработка седел клапанов, шлифовка клапанов, замена направляющих
Определение состояния седел выполняется по визуальным признакам и измерениям посадочных поверхностей. Измерение углов выполняется микрометром и шаблонами. При выявлении износа или повреждений производится расточка посадочных гнезд с контролем концентричности и углового профиля. После расточки выполняется промывка каналов и контроль шероховатости. Шлифовка тарелок клапанов производится с проточкой рабочей кромки до восстановления плотности посадки. Замена направляющих осуществляется по результатам измерений люфта; подбор деталей производится по заводским допускам. После установки новых направляющих выполняется притирка клапанов с контролем герметичности. Регистрация измерений и операций оформляется в дефектовочном листе.

Сборка двигателя
Сборка двигателя производится по документированной процедуре. Контроль моментов затяжки фиксируется в протоколе. Зазоры и совместная посадка узлов регистрируются.
Контроль моментов затяжки, зазоров и совместной посадки узлов
Определение последовательности затяжки болтов выполняется по сервисной карте производителя. Контрольный перечень включает моменты для головки блока, крышек коренных подшипников и шатунных болтов, шпилек коллектора. Фиксация значения момента и углового добора выполняется в протоколе. Применение динамометрического ключа указывается на каждой операции.
Измерение зазоров седел и клапанов производится микрометром и щупом. Проверка совместной посадки фланцев и опорных поверхностей выполняется индикатором и шаблонами. Заполнение ведомости параметров производится после каждой проверки.
Первичная обкатка и контроль параметров после сборки
Обкатка производится по режимам. Контроль температуры, давления масла и утечек. Регистрация параметров. Запись отклонений и дальнейшая корректировка.
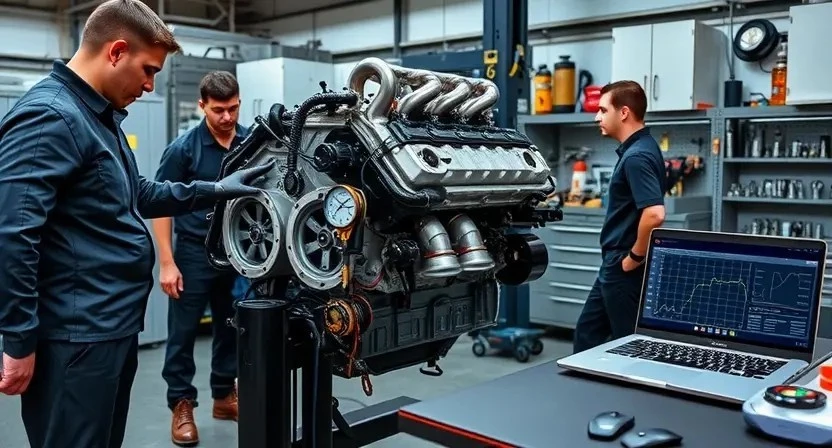
Порядок обкаточных режимов, контроль температуры и давления
Составлен регламент обкатки после капитальной сборки двигателя Alpina B4 3.0 R6 Biturbo 495 л.с. (2024–н.в.). Указаны этапы прогрева, нагрузки и продолжительности. Первичный прогрев производится на холостом ходу до достижении рабочей температуры охлаждающей жидкости 85 °C с поддержанием устойчивого давления масла в пределах паспортных значений. Последующий режим включает ступенчатое повышение оборотов с интервалами по времени и по длительности нагрузки. Контроль давления масла осуществляется манометром в масляной магистрали перед масляным фильтром и на выходе масляного радиатора. Мониторинг температуры масла и охлаждающей жидкости производится датчиками с записью кривых во время каждого этапа. Фиксация отклонений от пределов выполняется в форме протокола с указанием времени появления, величины отклонения и принятых корректирующих действий. Продолжительность обкатки до достижения стабильных показателей устанавливается на основании динамики изменений температуры и давления, при этом каждый этап сопровождается визуальной инспекцией мест соединений на предмет течей и контроля натяжения ремней. Испытание под нагрузкой проводится на роликовом стенде с постепенным увеличением нагрузки и с регистрацией давления наддува, температуры масла и температуры охлаждающей жидкости. По завершении обкатки производится повторный осмотр узлов и снятие эксплуатационных замеров для заключения о готовности к передаче в эксплуатацию.
Настройка и окончательная проверка работы двигателя
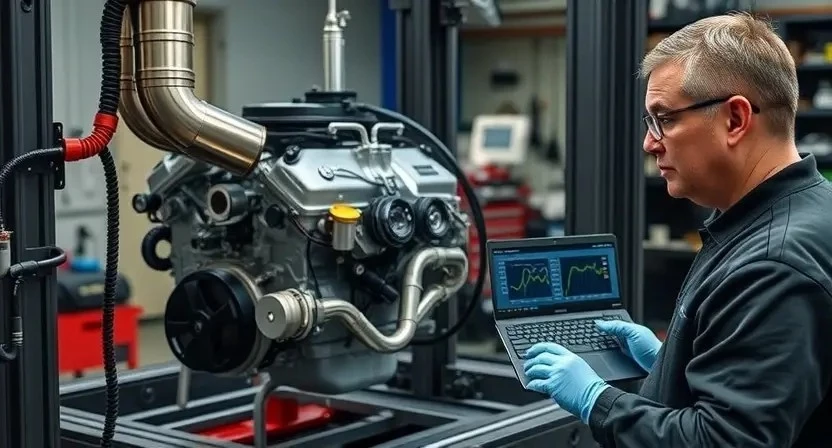
Настройка систем управления производится после обкатки. Калибровка датчиков и контроль выходных параметров выполняются при статических и динамических режимах.
Калибровка систем управления и контроль выходных показателей
Настройка электронных модулей управления двигателем производится после сборки и первоначальной обкатки. Проведение адаптации ЭБУ к новым параметрам форсирования и калибровкам топливной карты выполняется с использованием специализированного диагностического оборудования и оригинальных прошивок производителя. Восстановление заводских параметров осуществляется при необходимости с применением контролируемых процедур записи и верификации данных. Контроль выходных показателей проводится по ряду параметров: мощность на коленвале, момент, расход топлива, давление наддува, температурные режимы и динамика оборотов. Измерения фиксируются в протоколе стендовых испытаний. Сопоставление фактических данных с эталонными величинами выполняется посредством графического анализа логов. Корректировка карт выполняется пошагово с записью каждой итерации. Завершение калибровки сопровождается итоговой проверкой работоспособности систем безопасности и соответствия параметров эксплуатационным требованиям производителя.