

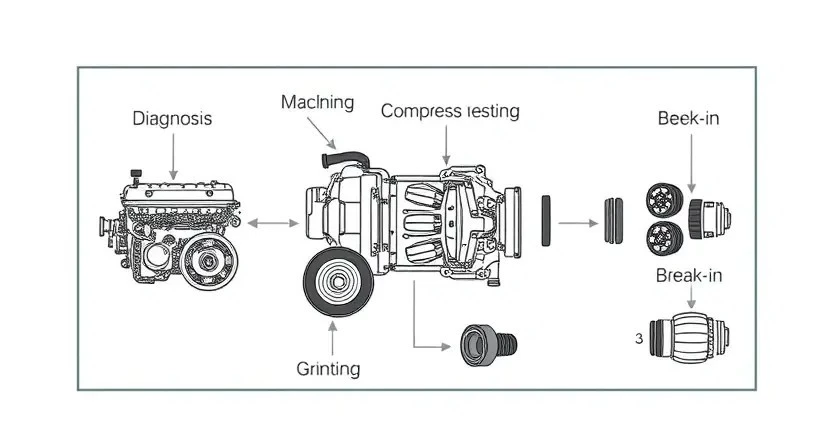
Предоставление услуги ремонта двигателя Baojun 730 1․8 L 137 л․с․ включает диагностику‚ оценку состояния и документирование выполненных этапов․
Общие сведения о двигателе Baojun 730 1․8 L 137 л․с․ (2014–2019)
Описание двигателя: рядный 4-цилиндровый‚ рабочий объём 1․8 л‚ ременной привод ГРМ‚ воздушное охлаждение отсутствует‚ система впрыска электронная․
Конструктивные особенности и основные узлы
Конфигурация бензинового двигателя 1․8 L 137 л․с․ представляет собой рядный четырехцилиндровый агрегат с верхним расположением распредвала; приведение газораспределительного механизма осуществляется ременным приводом․ Блок цилиндров отлит из чугуна с гильзами в виде расточек; коленчатый вал опирается на пяти коренных подшипниках․ Система питания, распределённый впрыск топлива через форсунки в коллектор․ Система смазки включает масляный насос шестерённого типа и масляный фильтр картриджного исполнения․ Охлаждение выполняется закрытой системой с водяной помпой и термостатом․ Электронное управление обеспечивается ЭБУ и комплектом датчиков: положения коленвала‚ положения распредвала‚ температуры охлаждающей жидкости‚ давления масла и кислородных датчиков в выпускном тракте;

Предварительная организация работ
Подготовка включает осмотр рабочего места‚ наличие запчастей и расходников‚ подготовка подъемного оборудования и защитных средств․
Оборудование и инструменты
Перечень оборудования для обслуживания двигателя Baojun 730 1․8 L 137 л․с․ включает стенд для испытания двигателей‚ гидравлический подъемник с фиксацией двигателя‚ набор приспособлений для снятия навесного оборудования и крепежа‚ комплект динамометрических ключей с указанием моментов затяжки‚ набор щупов и микрометров для контроля зазоров‚ компрессометр для измерения компрессии цилиндров‚ манометр высокого давления для измерения давления масла‚ вакуумный насос для гидросистем‚ прибор для контроля герметичности ГБЦ‚ балансировочный станок для коленчатого вала‚ расточные станки с комплектом хонинговальных головок и оправок‚ шлифовальные станки и притирочные приспособления‚ пресс для запрессовки вкладышей и посадочных‚ набор специализированных гаечных ключей и оправок по посадочным местам‚ стенд для обкатки восстановленного агрегата‚ измерительная линейка и шаблоны по допускам‚ фильтромаслоотделитель для промывки масляной системы‚ комплект смазочных материалов и герметиков с техническими паспортами‚ шкаф для хранения калиброванных инструментов и контрольных средств‚ контрольный журнал с регистрацией калибровки инструментов и дат выполнения операций․
Техника безопасности и санитарные требования
Опасные вещества и горячие поверхности обозначены в рабочей зоне; Ограждение рабочего места организовано для предотвращения постороннего доступа․ Вентиляция обеспечена с расчётом кратности воздухообмена‚ исключающим накопление паров топлива и масла․
Рабочие операции с поднятием агрегата выполняться с применением сертифицированных строп и траверс․ Электроинструмент подключатся к цепям с защитой от короткого замыкания и утечки тока․ Защитные покрытия на полах применены для предотвращения скольжения․
Сбор жидкостей и отработанных масел производиться в ёмкости с маркировкой и пломбировкой․ Упаковка и утилизация материала выполняться в соответствии с нормативами для опасных отходов․ Санитарная обработка инструментов и рабочих поверхностей выполняться после завершения операций․
Диагностика состояния двигателя
Визуальный и инструментальный осмотр двигателя выполнен․ Фиксация кодов ошибок‚ снятие базовых параметров‚ оценка утечек масла и подсосов воздуха․
Визуальный осмотр внешних узлов и креплений
Осмотр проводится с целью выявления внешних повреждений и утечек․ Крепления двигателя и опоры осматриваются на наличие трещин‚ деформаций и ослабления крепежных элементов․ Корпуса навесного оборудования исследуются на следы масла‚ охлаждающей жидкости и нагара․ Соединения трубопроводов и шлангов проверяются на разрушение оболочек и плотность стыков․ Резьбовые соединения и болтовые пары оцениваются по состоянию резьбы и головок крепежа․ Кожухи защитные и кожухи ремней изучаются на износ и целостность материала․ Электрические разъемы внешние визуально проверяются на окисление контактов и целостность изоляции․ Опоры двигателя подвергаются контролю на упругость и разрушение амортизирующих вставок․ Фиксация дефектов производится в журнале работ с указанием места и предполагаемой причины․
Электрическая проверка датчиков и цепей управления
Подготовка рабочего места и изоляция аккумуляторной батареи выполняется заранее․ Отсоединение разъемов датчиков выполняется по очередности‚ маркировка исполнительной проводки производится при разборке․ Напряжение питания датчиков измеряется мультиметром на штатных контактах; сравнение значений с нормативами выполняется по технической документации производителя․ Сопротивление обмоток и цепей измеряется омметром при отключенном питании․ Циклическая проверка сигналов датчиков осуществляется осциллографом для регистрации формы и амплитуды․ Контактные соединения подвергаются очистке и восстановлению пайкой или заменой гнезд при отсутствии механической целостности․ Диагностические коды считываются сканером‚ протокол сохраняется в отчете․ Повторное подключение разъемов производится после корректировки и фиксации соединений․

Измерение компрессии цилиндров
Подготовка: демонтаж свечей и подключение манометра․ Пуск двигателя осуществляется для снятия показаний․ Фиксация результатов в протоколе․
Порядок подготовки к измерению
Подготовка состоит из последовательных операций‚ направленных на получение достоверных показателей компрессии․ Отключение аккумуляторной батареи производится для исключения срабатывания систем управления․ Демонтаж свечей зажигания выполняется для обеспечения свободного прохода газа․ Подача топлива блокируется путем отключения топливного насоса или предохранителя‚ чтобы исключить подачу горючего во время прокрутки․ Система зажигания отключается через разъёмы катушек или отсоединение соответствующих предохранителей․ Доступ к угловым меткам и зубчатому венцу предоставляется посредством снятия защитных крышек․ Прокрутка стартера производится подключением компрессометра через свечной колодец․ Температура двигателя фиксируется в диапазоне 20–30 °C․ Давление масла фиксируется перед началом измерений для исключения искажений данных․
Методика снятия показаний и интерпретация данных
Подготовка стенда и калиброванного компрессометра выполняется перед снятием показаний․ Демонтаж свечей и отключение топливной системы производится для устранения сопротивления сжатия․ Приведение поршня в верхнюю мертвую точку фиксируется по метке; вал удерживается стартером при выключенном зажигании․ Снятие показаний осуществляется при 3–5 оборотах коленвала до стабилизации стрелки манометра․ Регистрация каждого цилиндра проводится в протоколе с указанием давления и времени нарастания․
Интерпретация данных производится путем сравнения полученных величин с заводскими допусками․ Разница свыше 15% между цилиндрами трактуется как неравномерность компрессии․ Снижение абсолютных значений кроется в утечке через клапаны‚ кольца или прокладку головки блока․ Увеличение расхождений во времени роста давления указывает на прорыв газов по маслосъемным канавкам․ Фиксация результатов обязательна для последующей дефектовки и принятия решения о демонтаже․
Измерение давления масла в системе
Подключение манометра к точке контроля․ Замер давления при пуске и на холостом ходу․ Фиксация значений в акте измерений․
Подготовка манометра и точек подключения
Подготовка манометра включает проверку метрологических характеристик и очистку резьбовых соединений․ Калибровка приборов проводится в диапазоне рабочих давлений‚ отмечается допускаемая погрешность․ Применение адаптеров обеспечивается по типу резьбы масляной магистрали двигателя․ Выбор рабочих переходников выполняется по диаметру и шагу резьбы․
Обозначение точек подключения производится на корпусе масляного фильтра и на заглушках каналов масла․ Очистка мест установки фитингов выполняется растворителем‚ совмещённым с ворсовой салфеткой․ Фитинги закрепляются с использованием динамометрического ключа до регламентного момента․ Выполнение пробного включения обеспечивает проверку герметичности соединений и стабильности показаний манометра․
Снятие двигателя с автомобиля
Отсоединение коммуникаций и маркировка выполнены․ Подвеска двигателя закреплена на траверсу․ Снятие агрегата произведено краном с подставкой․
Фиксация и маркировка отсоединяемых коммуникаций
Фиксация магистралей и разъемов производится перед отсоединением․ Маркировка выполняется с применением нумерации и цветовых меток․ Присоединения топливной системы маркируются отдельно от охлаждающих и вакуумных линий․ Обозначение электрических разъемов производится последовательной нумерацией на термоусадочных ярлыках․ Сливные патрубки и шланги обозначаются стрелкой течения и идентификационным кодом․ Крепежные элементы помечаются с указанием места установки и момента затяжки․ Контейнеры для мелких деталей маркируются позиционными ярлыками и герметизируются․ Фотофиксация состояния стыков и ориентации узлов выполняется до демонтажа․ Документация сопровождения включает спецификацию маркировочных знаков и схему расположения коммуникаций․
Разборка силового агрегата
Демонтаж компонентов выполняется по этапам․ Маркировка соединений проводится․ Крепления освобождаются․ Сборка по идентификаторам обеспечивается․
Разборка навесного оборудования и головки блока цилиндров
Отключение аккумуляторной батареи и снятие минусовой клеммы производятся перед началом работы․ Демонтаж навесного оборудования проводится поэтапно: удаление приводных ремней‚ снятие генератора‚ компрессора кондиционирования и насоса гидроусилителя рулевого управления․ Отключение топливных магистралей и разъемов системы управления выполняется с маркировкой соединений․ Слив охлаждающей жидкости и масла производится в подготовленную тару․ Крышки распределительного механизма снимаются после удаления крепежа и фиксаторов․ Головка блока цилиндров демонтируется после ослабления и последовательного отворачивания болтов по установленной схеме․ Метки положения распределительного вала сохраняются․ Заглушки и уплотнения изымаются‚ состояние направляющих и седел фиксируется в отчете․ Протоколирование обнаруженных дефектов и списка деталей к замене оформляется документально․
Выемка поршней‚ шатунов и коленчатого вала
Демонтаж поршней‚ шатунов и коленвала производится после полной разборки навесного оборудования и слива рабочих жидкостей․ Заклинившие соединения поддаются предварительному нагреву и нанесению проникающей смазки․ Маркировка шатунных крышек и поршней выполняется для сохранения взаимозаменяемости; Последовательность снятия определяется порядком доступа: сначала демонтируются крышки коренных подшипников‚ затем шатунные крышки․ Снятие поршней производится после извлечения шатунных болтов и плавного выведения поршневых шатунных узлов через верхнюю часть блока․ Коленвал извлекается после удаления всех опорных элементов и фиксаторов‚ применение траверс и грузоподъемных приспособлений обязательно․ Фиксация снятых деталей на учетных поддонах выполняется по месту‚ присвоение идентификаторов и заполнение карт дефектации производится немедленно․ Хонингование и промывка рабочих отверстий обязательны перед упаковкой․
Дефектовка деталей
Осмотр деталей выполнен с фиксацией дефектов․ Замеры износа зафиксированы в протоколе․ Оценка соответствия допусков проведена․
Осмотр поршней‚ колец и цилиндров
Визуальный осмотр поршней произведён после демонтажа․ Поверхности поршней обследованы на износ‚ задиры и прогары․ На головках поршней зафиксированытермические следы и смазочные отложения․ Состояние поршневых колец зафиксировано измерением замка в канавке‚ определено отклонение от заводских допусков в мм с указанием расположения износа․
Цилиндровые гильзы осмотрены на износ по виткам и на овальность с применением микрометров и нутромеров․ Наличие рисок и задиров зарегистрировано с привязкой к номерам цилиндров․ Замеры диаметра выполнены в трех точках по высоте с фиксацией значений и расчетом износа относительно нормы․
Результаты оформлены в дефектной ведомости с указанием допустимости восстановления или замены деталей и требуемых технологических операций по ремонту․
Контроль состояния вкладышей и шейки коленвала
Осмотр вкладышей производится на чистой поверхности с использованием микрометра и щупов для определения зазоров․ Замеры вкладышей и шеек выполняются по номиналу и ремонтным размерам․ Фиксация показаний производится в протоколе с указанием позиции цилиндра и измеренных величин․ Измерение овальности и конусности шеек осуществляется индикатором часового типа по установленной методике․ Измерение масляного зазора производится набором щупов с записью предельных отклонений․ Отклонение зазора от допуска классифицируется как критическое или подлежащее восстановлению․ Диагноз вкладышей выносится на основании износа‚ наличия задиров и следов локального нагрева․ Рекомендация по восстановлению формулируется с указанием требуемой операции: шлифовка или замена; подбор вкладышей производится по допускам коленвала; маркировка деталей выполняется с указанием размера; протокол испытаний прилагается к актам работ․
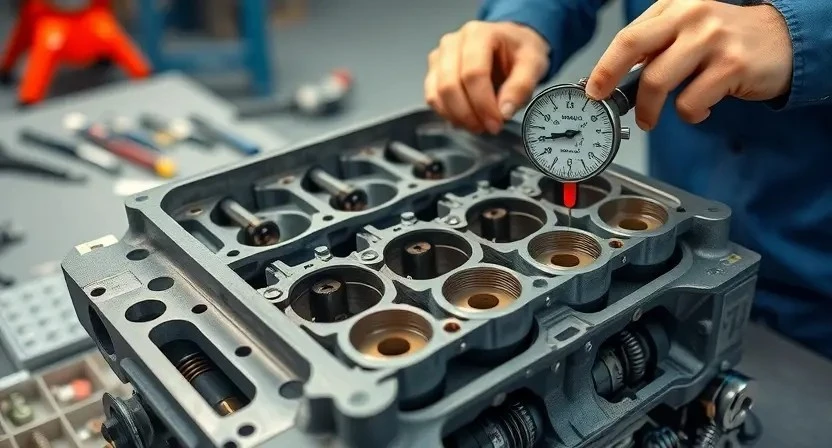
Оценка состояния ГБЦ‚ седел и направляющих клапанов
Визуальный и инструментальный контроль головки блока цилиндров производится для выявления трещин‚ коррозии и деформаций․ Контроль торцовочной плоскости производится измерением плоскостности штангенциркулем или индикатором с линейкой; предельное отклонение указывается в нормативной документации двигателя․ Осмотр седел клапанов проводится по наличию износа‚ выкрашивания и вмятин; дефектовка фиксируется протоколом с фотографиями․ Измерение зазора направляющих производится микрометром и индикатором; превышение допуска ведёт к замене направляющих․ Выполнение притирки клапанов допускается только при отсутствии трещин․ Испытание на герметичность производится под давлением со сжатым воздухом и жидкостью индикаторной марки; фиксация результатов в отчёте обязательна․ Определение износа фасок седел производится круговым индикатором; показатели сравниваются с заводскими пределами․ Рекомендуется провести комплектную замену элементов при совокупном износе;
Шлифовка и расточка
Шлифовка коленвала выполняется на станке с контрольными замерами․ Расточка цилиндров производится по калибру‚ проточка фиксируется протоколом․
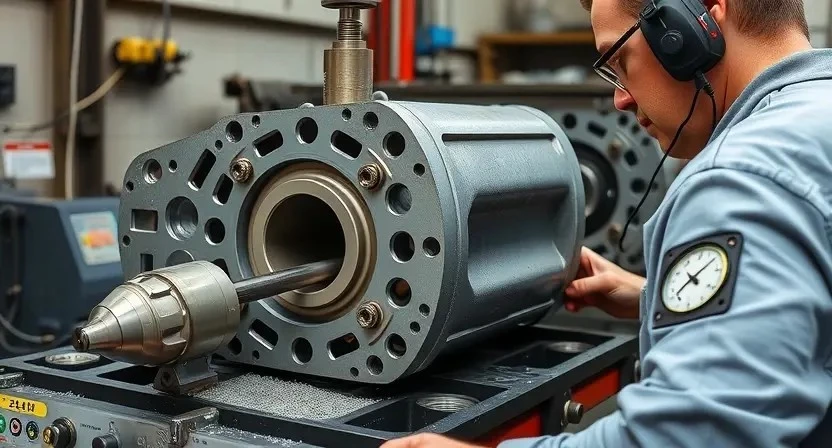
Шлифовка коленчатого вала и контроль геометрии
Визуальный осмотр шеек коленчатого вала выполняется для выявления задиров и следов перегрева․ Измерение диаметра шеек производится микрометром по окружности в нескольких точках для определения овальности․ Определение биения шейки относительно основного корпуса производится индикатором часового типа на оправке․ Снятие дефектов осуществляется абразивной обработкой на шлифовальном станке с последующей очисткой масляных каналов․ Контроль шероховатости поверхности выполняется профилометром․ Балансировка кривошипного механизма производится динамическим методом на балансировочном стенде․ Запись результатов и допусков производится в технологическую карту․
Расточка цилиндров и контроль стенок блока
Подготовка к расточке включает демонтаж посторонних компонентов и удаление остатков масла и нагара․ Положение плиты закрепляется на станке с использованием оправок по внутреннему диаметру цилиндра․ Замер исходного диаметра выполняется микрометром и внутренним индикатором для выявления овальности и конусности․ Зачистка поверхности направлений осуществляется щеткой с нейлоновой щетиной и растворителем‚ удаление абразивных частиц производится продувкой․ Настройка станка производится по заданному припуску‚ учитывая конструкционные допуски блока․ Расточка осуществляется с шагом резания‚ обеспечивающим равномерное снятие слоя․ Контрольный замер проводится после каждой итерации с записью показаний․ Обработка хонингования проводится до получения требуемой шероховатости и микропрофиля․ Финальная очистка отверстий выполняется от стружки и смазки‚ контроль парности размеров проводится калибровочными втулками․

Замена поршней‚ колец и вкладышей
Замена производится по факту износа․ Подбор элементов по допускам․ Установка выполняется с контролем зазоров и моментами затяжки․
Подбор запасных частей по допускам и маркам
Определение перечня деталей производится на основе заводских допусков и маркировки компонентов․ Критерии включают размеры посадочных мест‚ зазоры по маслопроводам‚ твердость поверхности и классы точности․ Подбор возможен по оригинальным каталожным номерам и по рекомендованным аналогам с подтверждёнными характеристиками․ Соответствие проверяется по паспортным данным производителя и протоколам измерений․ Ведомость деталей формируется с указанием номеров‚ допусков и материала․ Сопроводительная документация включает сертификаты‚ отчёты о измерениях и условия эксплуатации․ При расхождении параметров выполняется выбор детали с ближайшими допусками и документированное обоснование․ Заказ оформляется с указанием артикула‚ количества и требования к упаковке․
Ремонт и восстановление головки блока цилиндров
Обработка поверхности ГБЦ выполнена шлифовкой․ Контроль на трещины проведён методом давления․ Замена седел и направляющих произведена по допускам․
Обработка поверхности и проверка на трещины
Очистка поверхности головки блока цилиндров от нагара и остатков герметика выполняется механическим и химическим способами․ Шлифование контактной плоскости проводится на станке с контролем плоскостности по микрометру․ Обработка посадочных поверхностей седел клапанов производится строгальными инструментами с последующей промывкой․ Контроль на трещины осуществляется магнитопорошковым методом по хрупким зонам и ультразвуковым сканированием в глубоких участках․ Испытание герметичности камер сгорания выполняется методом давления с фиксацией падения давления․ Результаты документируются с указанием мест и размеров дефектов․ При обнаружении трещин определяется способ восстановления или замена детали․
Сборка двигателя
Сборка блока производится по регламенту․ Установку коленвала выполнять с применением новых вкладышей‚ соблюдением допусков и момента затяжки․
Сборка блока и установка коленвала с вкладышами
Подготовка поверхности блока к сборке производится очисткой от нагара и промывкой обезжиривающим раствором․ Контроль плоскостей выполняется измерением плоскопараллельности при помощи линейки и щупов․ Подбор вкладышей проводится по коду и допуску‚ маркировка положение вкладышей внесена в акт․ Установка коленвала производится в постель блока с применением монтажной смазки на рабочие поверхности․ Капитальный зазор проверяется измерением пластинчатым щупом и микрометром․ Крепление коренных крышек выполняется в заданной последовательности и с момента затяжки контролируются углы затяжки․ Притирка контактных поверхностей производится при необходимости․ Фиксация коленвала при первичном вращении обеспечена удерживающими болтами и контрольными штифтами․ Регистрация показаний измерений и параметров осуществляется в отчёте о сборке․
Установка поршней с кольцами и шатунов
Подготовка поршневой группы включает измерение диаметра цилиндров и наружного диаметра поршней‚ подбор зазоров по техническим допускам изготовителя․ Установка маслосъёмных и компрессионных колец производится с разворотом замков‚ исключением совмещения замковых зазоров в одном радиусе․ Навинчивание шатунных крышек производится по этапам с контролем осевого зазора шатунного подшипника․
Смазывание поверхности шейки коленчатого вала и рабочих поверхностей вкладышей осуществляется моторным маслом перед монтажом․ Поршни устанавливаются с использованием оправки для кольца и специального съемника-стяжки для кольцевых уплотнений․
Затяжка шатунных болтов выполняется по моментам‚ указанным в регламенте; последовательность затяжки выдерживается при каждом шатунном узле․ Контроль взаимного отвода поршневой группы проводится щупом и измерителем радиального люфта после сборки․
Установка и торцевание ГБЦ
Подготовка поверхности головки блока цилиндров и блока двигателя к установке головки производится очисткой от остатков герметика и масла․ Контроль плоскостности поверхности обеспечивается замером эталонной плитой и щупом‚ при отклонении от заводских допусков фиксирование дефекта в протоколе․
Установка прокладки выполняется в соотвествии с маркировкой и выравниванием отверстий масляных и охлаждающих каналов․ Головка устанавливается на направляющие штифты для исключения смещения․
Затяжка крепёжных болтов производится по распределённой схеме через несколько этапов с применением динамометрического ключа и контроля углов поворота․ Фиксация моментов и углов затяжки в сервисной документации․
Торцевание поверхности головки осуществляется абразивным инструментом на станке с контролем шероховатости․ После обработки повторный замер плоскостности и регистрация результатов проверки․ Шероховатость должна соответствовать техническим характеристикам производителя․
Контрольные операции после сборки
Проверка моментов затяжки выполняется по таблице․ Измерение компрессии и давления масла проводится до обкатки․ Документирование результатов․
Проверка углов затяжки и моментов
Контроль углов затяжки и моментов производится для обеспечения заданной степени сжатия и герметичности соединений после сборки․ Подготовка включает очистку резьбовых соединений и применение калиброванных динамометров․ Последовательность затяжки определяется заводскими картами‚ этапность указывается в протоколе операции․ Фиксация начальных моментов производится с применением момента в Н·м‚ затем осуществляется дополнительная поворотная доводка на указанный угол в градусах․ Применение смазочных материалов регламентируется техническими требованиями․ Результаты заносятся в журнал с указанием момента‚ угла и допусков․ При несоответствии допускается повторное выполнение операции после демонтажа и визуального осмотра резьбовых поверхностей․
Проверка динамической балансировки при необходимости
Оценка вибраций и несоосности проводится после сборки коленчатого блока и навесного оборудования․ Подготовка включает установку датчиков вибрации на фланце маховика и корпусе двигателя․ Стендовая фиксация агрегата производится на виброопорах с калибровкой нулевых отсчетов․ Проба холостого хода и режимы повышенной нагрузки выполняются для получения спектра частот․ Снятие показаний производится при заданных оборотах и фиксируется в протоколе․ Превышение допустимых амплитуд приводит к назначению балансировочных работ․
Балансировка допускается при выявлении дисбаланса выше нормы․ Внесение масс производится на коленчатом валу или маховике․ Контроль измерений обеспечивается повторной проверкой после коррекции и документируется в отчёте о приёмке агрегата․
Обкатка восстановленного двигателя
Обкатка проводится на стенде и в дороге по регламенту․ Нарастание нагрузок по этапам․ Регистрация параметров температуры и давления масла․
Режимы обкатки и контроль параметров
Обкатка восстановленного двигателя выполняется по поэтапной программе․ Первый этап предполагает запуск на холостом ходу с прогревом до рабочей температуры в пределах температурной границы‚ указанной в технической документации․ Второй этап включает умеренные нагрузки при переменных оборотах с длительностью каждого интервала‚ зафиксированной в регламенте․ Третий этап предусматривает повышение нагрузки до среднерабочих значений и кратковременные периоды высокой нагрузки для уплотнения рабочих пар․ Фиксация параметров производится непрерывно․ Давление масла регистрируется манометром на основных точках системы․ Значение давления сравнивается с допустимыми пределами для холодного и прогретого состояния․ Температура охлаждающей жидкости контролируется с помощью термодатчика и отображается в журнале․ Уровень вибраций замеряется датчиком ускорения на корпусе; значения сопоставляются с эталонными кривыми․ Утечки и расход топлива фиксируются․ Разработана таблица допустимых отклонений по каждому параметру․ При превышении пределов выполняется повторная регулировка системы смазки или коррекция момента зажигания․ Завершение обкатки производится после достижения стабильных параметров в течение заданного времени и заполнения протокола․
Настройка систем управления и холостого хода
Настройка систем управления производится через диагностический интерфейс․ Адаптация холостого хода выполняется по заводским параметрам;
Калибровка датчиков и адаптация ЭБУ
Калибровка датчиков выполняется после сборки и предварительной проверки электрических цепей․ Параметры датчиков распредвала‚ коленвала‚ положения дросселя и температурных датчиков сравниваются с эталонными значениями․ Подключение диагностического оборудования производится к разъему OBD‚ питание инжекторной системы обеспечивается согласно схеме․ Считывание кодов ошибок проводится до выполнения адаптации․ Адаптация ЭБУ производится через специализированный сканер с записью последовательности операций в журнал․ Запись калибровочных таблиц выполняется после стабилизации рабочих температур․ Восстановление базовых установок холостого хода и углов опережения зажигания проводится программной процедурой․ Программирование идентификаторов новых датчиков включается в протокол работ․ Контрольная дорожная проверка выполняется для подтверждения отсутствия ошибок и стабильности параметров․
Финальная проверка и тестирование на стенде
Испытание на стенде проводится для подтверждения рабочих параметров двигателя‚ верификация компрессии и давления масла выполняется документально․
Измерение компрессии и давления масла после обкатки
Проведение контрольных измерений включает фиксацию динамических параметров после регламентной обкатки восстановленного двигателя․ Измерение компрессии выполняется посредством применения манометра с переходником к свечному отверстию․ Прогрев двигателя до рабочей температуры precedes снятие показаний․ Осуществление замеров производится при отключенных системах впрыска и зажигания․ Значения компрессии фиксируются по каждому цилиндру в протоколе․ Сравнение результатов проводится с заводскими допусками․ Регистрация отклонений сводится в таблицу для дальнейшей оценки․
Измерение давления масла производится манометром‚ подключаемым к каналу датчика давления․ Прокачка системы обеспечивается запуском двигателя на разных оборотах холостого хода и повышенных оборотах․ Показания снимаются после стабилизации давления․ Результаты записываются с указанием оборотов и температуры․ Анализ данных проводится по критериям минимального и максимального давления‚ а также по динамике при нагрузках․ Фиксация заключения включается в отчет о приемке работы․
Документирование выполненных работ и гарантийные условия
Составление акта выполненных работ производится по каждому этапу ремонта двигателя Baojun 730 1․8 L 137 л․с․ В акте фиксируются проведённые диагностические процедуры‚ измерения компрессии‚ давления масла и результаты визуального осмотра․ Включение перечня заменённых деталей и используемых расходных материалов с указанием заводских номеров и допусков․ Фиксация размеров и предельных отклонений после шлифовки и расточки․ Оформление протоколов балансировки и обкатки с указанием режимов и достигнутых параметров․ Указание гарантийного срока на работы и на установленные запасные части с обозначением условий сохранения гарантийных обязательств․ Регистрация даты выполнения‚ пробега и идентификационных данных автомобиля․ Передача заказной документации вместе с копиями измерительных карт и заключений о пригодности восстановленных узлов․
Резюме выполненных процедур и рекомендация по дальнейшей эксплуатации
Выполнена полная диагностика двигателя Baojun 730 1․8 L 137 л․с․ за период 2014–2019 годов․ Зафиксированы исходные параметры компрессии и давления масла до разборки․ Произведена разборка силового агрегата с маркировкой коммуникаций и узлов‚ выполнена дефектовка поршней‚ цилиндров‚ вкладышей и головки блока цилиндров․ Проведена шлифовка коленчатого вала и расточка цилиндров с контролем геометрии․ Установлены новые поршни‚ кольца и вкладыши по допускам изготовителя․ Головка блока обработана и притерта‚ седла клапанов заменены при необходимости․ Сборка произведена с контролем моментов затяжки․ После сборки проведена обкатка двигателя по режимам с последовательным увеличением нагрузки и замером рабочих параметров․ Настройка систем управления выполнена через калибровку датчиков и адаптацию ЭБУ․ Контрольные измерения компрессии и давления масла выполнены после обкатки; параметры соответствуют установленным техническим нормам․ Документирование выполненных операций оформлено с указанием замененных деталей‚ примененных допусков и результатов испытаний․ Для дальнейшей эксплуатации предусмотрено регламентное обслуживание: периодическая замена масла и фильтров согласно заводским интервалам‚ контроль уровня охлаждающей жидкости и состояния приводных ремней‚ наблюдение за показаниями датчиков давления масла и температуры․ Рекомендация по эксплуатации оформлена в виде графика технического обслуживания и прилагаемой записи параметров после обкатки․