
Описание объёма работ по ремонту двигателя Audi A4 2.0 TDI 204 л.с. (2019–н.в.). Перечень операций: диагностика, оценка состояния, подготовка к ремонту.
Цель документа
Определение объёма и последовательности работ по ремонту двигателя Audi A4 2.0 TDI 204 л.с. (2019–н.в.). Задача сформулирована как описание видов диагностических и ремонтных процедур для обеспечения соответствия техническим параметрам двигателя после восстановления. В документе установлено фиксирование исходных параметров, регистрация результатов измерений компрессии и давления масла, критериев пригодности деталей, условий для демонтажа и разборки агрегата. Также предусмотрено документирование дефектовочной проверки, операций по шлифовке и расточке блока цилиндров, подбору ремонтных размеров поршней, колец, вкладышей. Установлены требования к ремонту ГБЦ, включая контроль седел клапанов и плоскости, а также порядок сборки, контрольного момента затяжки и проверки герметичности. Описание включает режимы обкатки и финальной настройки, условия приёмки выполненных работ и оформление актов выполненных операций, с указанием применённых инструментов и измерительных приборов.
Область применения
Применение работ ограничено двигателем Audi A4 2.0 TDI 204 л.с. 2019–н.в. Операции выполняются на стационарном посту с диагностическим оборудованием.
Модель и годы выпуска
Идентификация двигателя: Audi A4, поколение B9; Модификация двигателя: 2.0 TDI, мощность 204 л.с. Годы производства, охватываемые документацией: 2019–н.в. Серийные номера двигателей и коды модулей управления фиксируются при приёме транспортного средства. Применение работ ограничено перечисленной модификацией и годовыми рамками. В ходе приёма выполняется сверка вин-кода с заводскими паспортными данными. Применение запасных частей и расходных материалов производится по заводским спецификациям для указанной модели. Ремонтные операции планируются в соответствии с конструктивными особенностями блока цилиндров и головки блока цилиндров.
Общие требования к проведению работ
Организация процесса ремонта двигателя Audi A4 2.0 TDI: применение специнструмента, эксплуатационных материалов по регламенту, фиксация данных измерений.
Организация рабочего места и инструмента
Определить рабочая зона для выполнения операций по ремонту двигателя Audi A4 2.0 TDI 204 л.с. (2019–н.в.). Разделение зон на приемно-диагностическую, демонтажную, сборочно-контрольную и хранение деталей. Обеспечение ровного несгораемого пола и доступ к питающим линиям с защитой от перегрузки. Освещение производится не менее 800 люкс в зоне точечной сборки. Вентиляция должна обеспечивать смену воздуха без образования загрязнений в пределах рабочей камеры.
Настройка столов с устойчивыми опорами и регулируемой высотой. Инструментальный набор маркирован и размещен по классам: динамометрические ключи, съемники, оправки, наборы для шлифовки и расточки, компрессометр, манометр масляного давления. Хранение деталей производится в лотках с маркировкой и прокладками из инертного материала. Этикетирование и выдача комплектов осуществляется через документированную систему учета.
Подготовка к диагностике
Подготовка включает сбор документации, визуальный осмотр двигателя, подключение диагностического оборудования, обеспечение доступа к сервисным точкам и снятие декоративных крышек.
Документация и история обслуживания
Предъявление сервисной книжки и электронных записей из истории технического обслуживания. Регистрация пробега и предыдущих вмешательств в систему двигателя. Представление данных о заменах расходных материалов и проведённых регламентных работах. Предоставление диагностических отчётов сканера с архивными параметрами топливной системы и системы рециркуляции отработавших газов. Приложение актов о вмешательствах в турбокомпрессор и системе наддува, при их наличии. Включение протоколов измерений компрессии и давления масла, если фиксировались ранее. Сохранение копий документов о гарантийных обращениях; Комплект документов должен включать сведения о модификациях прошивки управления двигателем. Контроль полноты исходных данных перед началом процедур диагностики и ремонта.
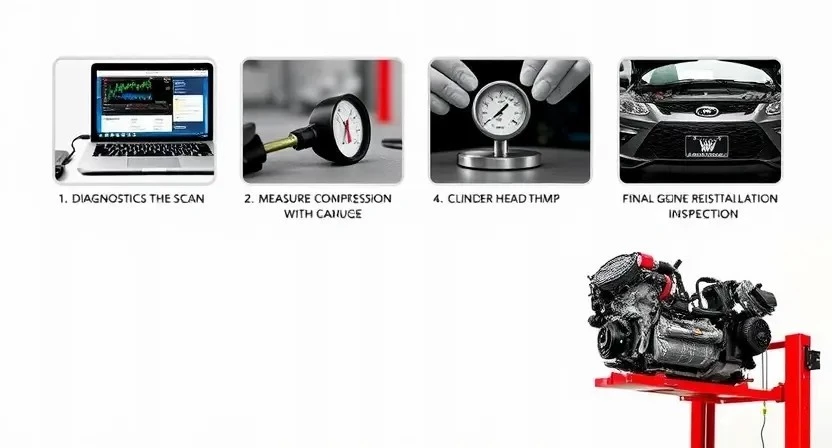
Проведение контрольно-диагностических процедур
Использование диагностического сканера для получения кодов ошибок. Снятие параметров датчиков. Регистрация показаний для дальнейшего анализа ремонта.
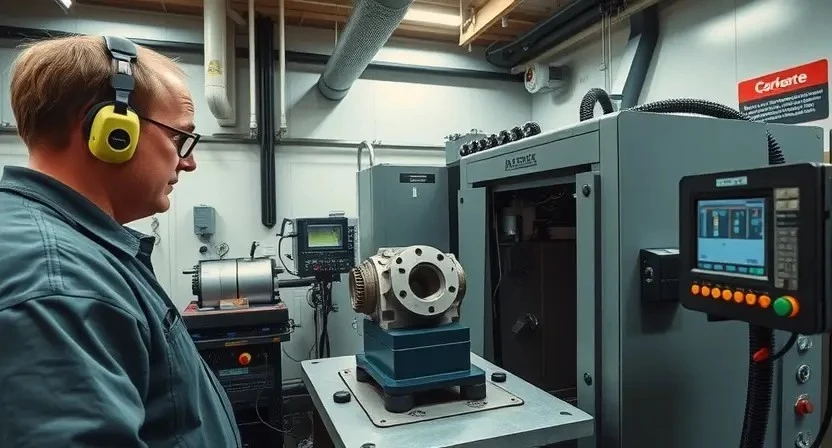
Оборудование и методика диагностики
Перечень измерительного оборудования: компрессометр с адаптерами для дизельных форсунок, манометр для масла с датчиком низкого давления, осциллограф для анализа синхронизации сигналов, вакуумметр, тепловизор. Калибровать приборы по заводским эталонам. Подключение средств диагностики производится через диагностический разъём автомобиля и адаптеры цилиндров. Измерение компрессии выполняется при рабочем температурном режиме двигателя и выдержке холостого хода. Фиксация показателей производится с протоколированием времени замера. Давление масла замеряется на минимальных и максимальных оборотах коленчатого вала. Осциллографическая проверка применяется для оценки синхронности впрыска и работы датчиков. Термическая съёмка применяется для выявления локального перегрева. Протокол диагностических операций оформляется с указанием номера автомобиля, пробега, условий измерений и результатов в цифровом виде.
Оценка состояния двигателя по результатам диагностики
Анализ данных диагностики выявил степень износа цилиндров, зазоры поршневой группы, состояние масляной системы и герметичность сопряжений.
Критерии оценки износа и дефектов
Оценка износа цилиндров производится по величине овальности и конусности, измеряемой микрометром и индикатором часового типа. Измерение диаметра выполняется в трех уровнях по глубине; отклонение от заводского размера фиксируется в протоколе. Допуск на износ закрепляется таблицей ремонта для данного двигателя. Поршни оцениваются по износу юбки, наличию задиров и остаточной толщине компрессионных канавок. Кольца проверяются на упругость и износ фаски запирания. Шатуны измеряются по биению и радиальному люфту в шейке; трещины выявляются магнитопорошковой или капиллярной дефектоскопией. Коленчатый вал контролируется по показателям биения и износу коренных и шатунных шеек. ГБЦ оценивается по плоскостности поверхности посадки и герметичности каналов; седла клапанов проверяются на износ посадочной кромки и соответствие геометрии. Измерение давления масла используется для определения износа масляной помпы и величины протечек в системе смазки; фиксирование значений производится при холодном и прогретом состоянии двигателя. Протокол содержит результаты со ссылкой на нормативы производителя и предписанные ремонтные размеры.

Измерение компрессии
Измерение компрессии производится на холодном двигателе с применением манометра высокого давления. Значения фиксируются по цилиндрам и протоколируются.
Методика выполнения и нормативы
Определение методики измерения компрессии проводится с применением манометра с пределом измерения до 30 бар. Испытание выполняется при полностью заряженной аккумуляторной батарее, отключённых системах подачи топлива и зажигания, при частоте вращения коленчатого вала 300–400 об/мин. Нормативное значение компрессии для цилиндра находится в диапазоне 32–38 бар при температуре двигателя 60–80 °C; разница между цилиндрами допускается до 1,5 бар.
Давление масла регистрируется манометром с диапазоном 0–10 бар на горячем двигателе. Контрольная точка расположена после масляного фильтра на маслопроводе; рабочее значение холостого хода составляет 1,5–2,5 бар, под нагрузкой 3,0–5,0 бар.
Применяемые допуски соответствуют технической документации производителя; при выходе параметров за пределы предусмотрена дефектовочная проверка.
Измерение давления масла
Точка замера: масляный канал у фильтра. Применение манометра. Фиксация давления на холостых и при повышенных оборотах. Результаты документируются.
Точка замера, приборы и допустимые значения
Определение точки замера давления масла производится на масляном канале перед турбокомпрессором и на выходе масляного фильтра. Измерение компрессии выполняется в резьбовом отверстии свечи накаливания для каждого цилиндра. Используемые приборы: манометр масла с диапазоном 0-10 бар, компрессометр с адаптерами под резьбу M14 и M18, электронный измеритель давления с точностью ±0,05 бар. Калибровка приборов проводится согласно заводским протоколам.
Допустимые значения давления масла: на холостом ходу 0,9-1,5 бар, при 2000 об/мин 2,0-3,5 бар, при повышенной нагрузке до 5,0 бар. Допустимые значения компрессии: для бензинового аналога нормальная компрессия 10-13 бар, допустимое расхождение между цилиндрами не более 1,0 бар. При отклонениях от норм проводятся дополнительные измерения и документируется состояние.

Решение о демонтаже двигателя
Критерии демонтажа сформированы на основе измерений компрессии, давления масла и дефектовки. Демонтаж планируется при превышении допустимых показателей износа.
Показания к снятию агрегата
Фиксация чрезмерного дыма при работе двигателя, сопровождающаяся неизменной потерей мощности, рассматривается как основание для демонтажа агрегата. При измерениях компрессии выявлены значения ниже нормативных для всех цилиндров либо значительные расхождения между цилиндрами, что считается показанием к снятию. В случае падения давления масла за пределы допустимых значений при сохранении исправности масляной системы допускается демонтаж для оценки состояния внутренних деталей. При обнаружении металлической стружки в масляном фильтре или поддоне производится демонтаж для предотвращения дальнейших повреждений. При видимых деформациях или трещинах блока цилиндров, при обширных повреждениях поршней, шатунных шеек, коренных шеек коленчатого вала производится снятие агрегата. При диагностировании утечки ГБЦ через прокладку с устойчивым перегревом двигателя демонтаж рассматривается как обязательный этап ремонта.

Снятие и маркировка деталей
Фиксация состояния деталей производится фотографированием. Маркировка компонентов по месту установки. Упаковка промаркированных узлов для хранения.
Последовательность демонтажа и фиксирование состояния
Фиксирование исходного состояния производится перед демонтажем. Фотофиксация и журнал работ вводятся в документацию. Оборудование для подъёма и крепления агрегата подготавливается отдельно. Разборка внешних узлов выполняется по этапам: снятие воздухопритока, трубопроводов, электроразъёмов, навесных агрегатов. Крепёж маркируется и укладывается по группам с указанием места установки. Слив рабочей жидкости проводится в промаркированные ёмкости. Демонтаж опоры производится после ослабления крепежных элементов. Блок цилиндров выводится из моторного отсека на специализированную стойку. Детали промаркировываются, упаковка и маркировка узлов фиксируются в отчёте. Контрольная запись о состоянии поверхностей и уплотнений вносится в протокол с указанием измеренных зазоров, обнаруженных дефектов и размеров деталей, рассчитанных для последующих операций.
Разборка двигателя
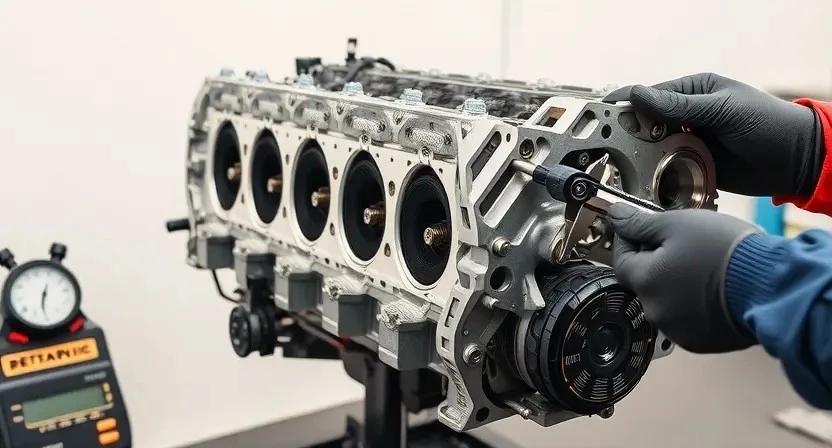
Демонтаж узлов выполняется поэтапно. Снятие навесного оборудования и агрегатов. Маркировка деталей проводится при извлечении компонентов.
Разборка узлов и порядок операций
Демонтаж агрегата выполняется по этапам с маркировкой соединений и фиксацией положения компонентов. Слив технических жидкостей производится до отсоединения магистралей. Снятие навесного оборудования выполняется отдельными блоками для обеспечения доступа к ГБЦ и блоку цилиндров. Электрические разъёмы маркируются и фиксируются в перечне. Ремонтная документация заводится с указанием серийных номеров и пробега. Последовательность разборки: снять впускную систему, демонтировать выпускной тракт, отсоединить топливную аппаратуру, извлечь ГБЦ, затем демонтировать коленчатый вал и поршневую группу. Каждая деталь маркируется и помещается в контейнер с указанием места установки в сборке.
Дефектовочная проверка деталей
Визуальный осмотр компонентов цилиндропоршневой группы и ГБЦ. Замеры геометрии и люфтов. Испытания на трещины проводятся с использованием магнитопорошковой или капиллярной методики.
Контроль геометрии, износа и трещин
Контроль геометрии производится посредством измерений плоскостности и биения рабочих поверхностей. Измерения выполняются измерительной линейкой и щупами для плоскости фланцев и крышек. Измерение диаметров цилиндров и шатунных шейк производится микрометром и нутромером. Измерение конусности и овальности цилиндров производится индикатором часового типа на оправке. Дефектовочная проверка включает неразрушающий контроль трещин методом окрашивания и капиллярного контроля. Магнитопорошковая инспекция применяется на ферромагнитных деталях. Контроль износа шеек коленвала и вкладышей производится сравнением с заводскими допусками и по предельным значениям из комплекта ремонтных размеров. Результаты фиксируются в протоколе с указанием измеренных значений, допусков и рекомендаций по ремонту или замене компонентов.
Шлифовка и расточка рабочего блока
Шлифовка плоскости блока выполняется по технологической карте. Расточка цилиндров производится с контролем конусности и круглости в заданных пределах.
Точностные операции и допуски
Определение ремонтных размеров и допусков производится для цилиндровых гильз, коленчатого вала, шатунных вкладышей и направляющих втулок клапанов. Измерения выполняются микрометром, нутромером и индикатором часового типа. Контроль цилиндров включает замер диаметра по двум осям на трёх уровнях; результат фиксируется в акте контроля. Шероховатость поверхности устанавливается по классу Ra, допускается применение технологических значений, указанных в сервисной документации. При расточке устанавливаться посадочные диаметры с припусками, обеспечивающими совместимость с ремонтными поршнями. Контроль биения выполняется индикатором с фиксацией предельных отклонений. Параметры шатунных шеек сверяются с каталоговыми допустимыми величинами. После шлифовки блока производится удаление абразивных остатков и проверка соосности отверстий под направляющие втулки. Заполнение протокола измерений обязательно при каждой операционной итерации.

Замена поршней, колец и вкладышей
Замена компонентов производится по результатам дефектовки. Подбор размерных групп. Установка новых поршней, колец и вкладышей с контролем зазоров.
Подбор ремонтных размеров и установка компонентов
Определение ремонтных размеров цилиндров и вкладышей выполняется по результатам дефектовки блока и коленвала. Применение калибратора и микрометра для снятия мер контроля допускается. Подбор комплектов поршней и колец производиться по таблице ремонтных размеров производителя. Подбор вкладышей выполняется по диаметру шейки и боковому зазору. Подбор коренных вкладышей производится по дисковому методу. Контроль натяга шатуна осуществляется после примерки комплектов. Установка поршней производится с соблюдением ориентации и меток. Установка колец производится с разнесением стыков. Монтаж вкладышей осуществляется с нанесением смазки на рабочие поверхности. Контроль биения и осевого люфта выполняется после предварительной сборки.
Ремонт или замена головки блока цилиндров (ГБЦ)
Осмотр ГБЦ выполнен с фиксацией трещин, износа седел и плоскостности. Отдельная запись на шлифовку и замер геометрии поверхности головки.
Проверка седел клапанов, шлифовка плоскости и сборка
Проверка седел клапанов производится визуальным и измерительным контролем. Измерение ширины контактной кольцевой поверхности выполняется микрометром и щупом. Отклонение профиля сверяется шаблоном. При выявлении износа или выработки будет зафиксировано значение износа в протоколе дефектовки. Шлифовка плоскости головки блока выполняется по технологической карте с применением абразивной плиты. Контроль плоскостности производится плитой поверочной и индикатором с погрешностью, указанной в нормативе. Сборка головки производится с применением новых прокладок, новых направляющих, установочных шайб и динамометрических моментов затяжки, указанных в спецификации производителя. Резьбовые соединения смазываются специализированной смазкой перед сборкой. Контроль герметичности коллектора и магистралей выполняется испытанием давлением при заданных параметрах.
Сборка двигателя и предварительные операции
Контроль чистоты и смазки компонентов. Установка коленвала и шатуна по журналу. Момент затяжки фиксирован. Герметичность проверена давлением.
Контрольный момент затяжки и герметичность
Установочное значение моментов затяжки предоставлено заводской документацией для головки блока цилиндров и крышек коренных и шатунных вкладышей. Применение динамометрического ключа с погрешностью не более 4% обязательно для достижения указанного момента. Этапы контроля последовательны. Первичный момент выполняется по таблице в два этапа с контролируемой величиной и поверкой угловой добивки. После окончательной затяжки допускается повторная поверка момента через эксплуатационный цикл при холодном двигателе.
Герметичность оценивается путем создания давления охлаждающей жидкости и масла по нормативу изготовителя. Пробная подача воздуха под давлением производится на систему охлаждения с фиксацией утечек; давление подается до указанного предела и выдерживается не менее заданного времени. Утечки фиксируются визуально и с помощью индикаторов падения давления. Контроль масляных магистралей проводится при статическом давлении от насоса с манометром с показателями в диапазоне, указанном для модели. Протяжка фланцевых соединений выполняется по таблице. Фиксация результатов производится в отчётную форму с указанием фактических моментов, проведённых процедур и выявленных несоответствий.
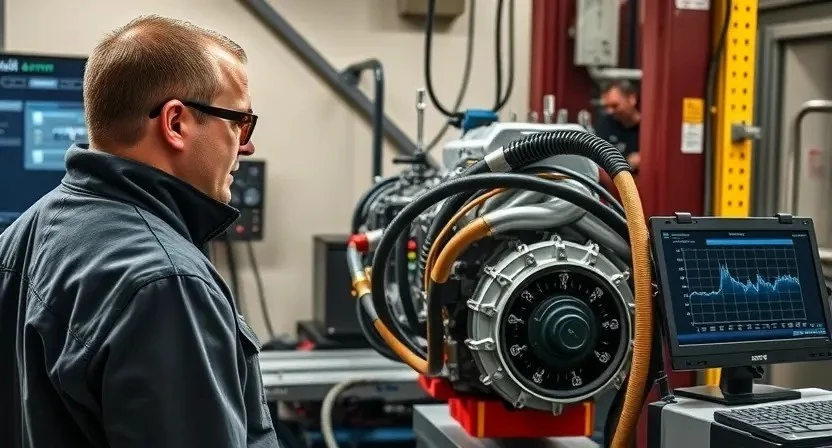
Обкатка и финальная настройка
Обкатка производится по режимам прогрева и нагрузок. Настройка ECU выполняется с измерением параметров. Финальная проверка герметичности и давления.