

Вhведение
Документ описывает объект обслуживания: двигатель Audi A8 3.0 V6 TDI 286 л.с. (2017–н.в.). Указаны виды работ и общие рамки услуги.
Назначение документа
Документ предназначен для регламентации объема работ при обслуживании двигателя Audi A8 3.0 V6 TDI 286 л.с. (2017–н.в.). Описание включает перечень операций, применяемые методы контроля и критерии приемлемости результатов. Формат должен обеспечивать однозначность передачи технических требований к диагностике, измерениям компрессии и давления масла, процедурам снятия и разборки, алгоритмам дефектовки и измерительной обработке, параметрам шлифовки и расточки, требованиям к подбору и установке поршней, колец, вкладышей и головки блока цилиндров, а также этапам обкатки и окончательной настройки.
Общие данные по двигателю
Тип двигателя: V6 3.0 TDI. Мощность 286 л.с. Рабочий объём, степень сжатия, система впрыска и турбонаддува указаны в паспорте.
Технические характеристики
Двигатель V6 3.0 TDI, рабочий объём 2967 см3, форсировка 286 л.с. при 3500–4000 об/мин. Крутящий момент 600 Н·м в диапазоне 1750–3000 об/мин. Конфигурация: непосредственный впрыск топлива с турбонаддувом и интеркулером. Система впрыска: топливные форсунки высокого давления с общим рейлом, давление рабочее до 2000 бар. Привод ГРМ: ремень/цепь в зависимости от исполнения, привод распределительного вала с гидрокомпенсаторами. Ход поршня 83 мм, диаметр цилиндра 91 мм. Степень сжатия 16.0:1. Масляная система: масляный насос шестерённого типа, объём картера масла около 8 л.
Область применения услуги
Обслуживание распространяется на двигатель Audi A8 3.0 V6 TDI 286 л.с. (2017–н.в.). Включены комплексные восстановительные и диагностические работы.
Перечень выполняемых операций
Диагностика электронных и механических систем двигателя производится с применением специализированного оборудования. Оценка состояния включает фиксацию внешних дефектов, оценку зазоров и износа деталей. Измерение компрессии выполняется по цилиндрам с протоколированием результатов. Измерение давления масла производится при разных режимах работы и фиксируется графически. Снятие агрегата выполняется по технологической последовательности с маркировкой узлов. Разборка проводится по этапам с промывкой и хранением деталей. Дефектовка осуществляется с применением измерительных инструментов. Шлифовка и расточка выполняются с заданными допусками. Замена поршней, колец и вкладышей производится по каталожным номерам. Работы с головкой блока включают проверку геометрии и притирку седел. Сборка выполняется по техническим картам. Обкатка и настройка завершат процесс с регистрацией параметров.
Приёмка и первичная диагностика
Фиксация состояния при поступлении. Оформление дефектной ведомости. Регистрация пробега, внешних повреждений, следов утечек и посторонних шумов.
Фиксация состояния при поступлении
Оформление приёма производится с занесением идентификационных данных двигателя и автомобиля в регистрационный журнал. Фиксация пробега, маркировка VIN, указание комплектации двигателя выполняются отдельно. Визуальная регистрация внешних повреждений проводится с фотографированием узлов и общих видов моторного отсека. Запись показаний датчиков и контрольных ламп осуществляется в диагностическом протоколе. Замеры уровней рабочих жидкостей и состояния фильтров фиксируются в соответствующих графах. Присутствие посторонних предметов и следов утечек отражается в акте приёма.
Диагностические процедуры
Выполнение компьютерной диагностики систем двигателя. Измерение компрессии и давления масла. Снятие кодов ошибок и протоколирование результатов.
Диагностика электронных систем двигателя
Подключение диагностического интерфейса выполняется с использованием заводских протоколов. Считывание кодов неисправностей проводится перед любыми механическими вмешательствами. Идентификация активных и сохранённых кодов производится с фиксацией идентификаторов блоков управления. Сканирование параметров в реальном времени проводится для оценки работы топливной системы, турбонаддува, систем рециркуляции отработавших газов и фаз газораспределения. Испытание исполнительных механизмов выполняется через диагностические тесты. Обновление программного обеспечения блока управления выполняется ри наличии официальных версий. Диагностические отчёты формируются с указанием кодов, параметров, времени записи и предложенных последующих процедур.
Оценка состояния деталей
Визуальный осмотр выполнен. Измерения допусков и износа произведены. Сопряжённые узлы оценены по таблицам предельных значений и записаны в акт.
Визуальная и измерительная оценка
Проводится осмотр корпуса, крышек, фланцев и крепежных элементов на наличие трещин, коррозии, деформаций и утечек. Фиксирование дефектов производится фотосъемкой и протоколированием. Замеры геометрии поверхности блока и головки выполняются микрометром и индикатором, при необходимости применяется шаблонная проверка плоскостей. Измерение износа направляющих и фасок клапанов производится нутромером и индикатором; допуски сравниваются с эталонными значениями производителя. Оценка шейки коленвала и вкладышей выполняется щупом и микрометром для выявления овальности и конусности. Проверка шатунных болтов и резьбовых соединений проводится торк-метром и визуальным контролем на микротрещины. Результаты фиксируются в рабочем листе для дальнейшей дефектовки и принятия технического решения.

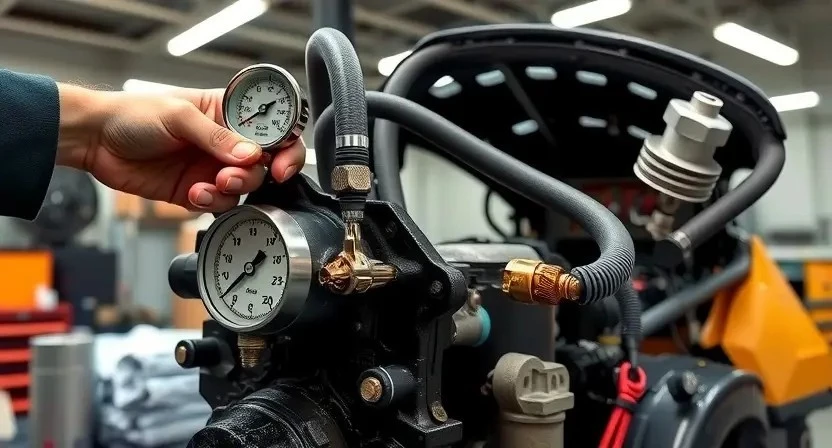
Измерение компрессии
Измерение компрессии производится цилиндрно поочерёдно с использованием манометра высокого давления. Контрольные значения зафиксированы в нормативной документации.
Методика и контрольные значения
Измерение компрессии выполняется компрессометром при рабочем режиме стартера, свечи вынуты, подача топлива отключена. Контрольное значение компрессии для цилиндров двигателя 3.0 V6 TDI составляет 28–34 бар при температуре цилиндров 20–80 °C. Допустимое расхождение между цилиндрами не превышает 1,5 бар. Измерение давления масла выполняется манометром на масляном канале после запуска и прогрева до рабочей температуры; давление на холостом ходу 0,8–1,2 бар, при 2000 об/мин 2,5–3,5 бар. Допуск вариации давления масла по цилиндрам неприменим. Рекомендуется фиксация результатов и сравнение с эталонной картой двигателя.
Измерение давления масла
Измерение производится манометром на холодном и прогретом двигателе. Фиксация значений по цилиндрам. Сравнение с нормативами производителя.
Определение компрессии производится компрессометром при снятом воздушном фильтре и отключённой системе подачи топлива. Замер выполняется при прогретом до рабочей температуры двигателе, при закрытых впускных и выпускных клапанах. Результаты снимать по цилиндрам последовательно. Контрольное значение компрессии: 45–55 бар для исправного цилиндра. Допуск по разбросу между цилиндрами: не более 10 бар. Фиксация показаний выполняется в протокол. Измерение давления масла производится манометром на маслопроводе после прогрева при 2000 об/мин. Контрольные значения масла: холостой ход 0,8–1,5 бар, 2000 об/мин 3,0–4,5 бар. Аварийные значения фиксируются отдельно и подлежат анализу.
Решение о демонтаже
Оценка компрессии и давления масла выполнена. Демонтаж назначен при превышении допусков по износу, трещинах, прогарах или утечках рабочих жидкостей.
Критерии для снятия двигателя
Выявление повреждений цилиндропоршневой группы с превышением допустимых пределов зазора или износа является основанием для демонтажа агрегата. Фиксация падения компрессии ниже контрольных значений фиксируется как показание к снятию. Обнаружение механических повреждений коленвала, шатуна, постелей вкладышей со смещением осей или трещинами влечёт за собой необходимость полной разборки. Регистрация аномального давления масла за пределами паспортных параметров сопровождается процедурой демонтажа. Наличие дефектов головки блока, включая трещины или деформацию плоскости фланца, подтверждает решение о снятии. Превышение допустимого износа направляющих клапанов и седел, выпадение масляного насоса из нормы, а также непоправимые повреждения системы турбонаддува считаются критериями к снятию. Документирование всех показателей выполняется перед началом демонтажа.
Снятие и подготовка к разборке
Операция выполнена по регламенту: демонтаж агрегата, слив жидкостей, маркировка соединений, крепежи размещены по пакетам, подготовка к разборке.
Последовательность работ при демонтаже
Подготовка рабочего места производится с фиксацией VIN и регистрационных данных автомобиля. Обеспечение доступа к моторному отсеку через снятие декоративных кожухов и защитных панелей. Электрические соединения обесточиваются путем отключения аккумуляторной батареи и фиксируются изолирующими колодками. Системы подачи топлива и охлаждения изолируются и опорожняются в подготовленные ёмкости. Подвес двигателя поддерживается гидравлической стойкой с применением опорных стяжек. Силовые агрегаты навесного оборудования демонтируются по каталожной последовательности. Корпус воздушного фильтра и впускной тракт отделяются. Трубопроводы топливной магистрали маркируются перед отсоединением. Охлаждающая магистраль отсоединяется от радиатора с фиксацией сливных объёмов. Тросы управления и вакуумные линии маркируются и освобождаются от креплений. Усиленные шпильки крепления головки и опоры двигателя откручиваются по моментам, указанным в технической документации. Подвеска двигателя ослабляется поэтапно до снятия опор. Снятие выполняется с использованием грузоподъёмного оборудования и фиксации положения агрегата в транспортной таре.

Разборка и маркировка деталей
Последовательная разборка двигателя выполнена. Маркировка головок, шатунов и крышек нанесена. Сборочные комплекты учтены и упакованы.
Алгоритм разборки и маркировки комплектующих
Разборка двигателя производится по поэтапной схеме с документированием каждой стадии. Демонтаж внешних систем выполняется первично: система охлаждения, впускной тракт, выпускной тракт, навесное оборудование. Снятие головки блока выполняется после депрессуризации топливной системы и фиксации фаз газораспределения. Блок цилиндров подготавливается к разборке посредством маркировки каждого посадочного места с присвоением уникального кода. Поршни и шатуны извлекаются по порядку, каждому комплекту присваивается номер цикла. Детали смазки и уплотнения упаковываются в промаркированные емкости. Фиксация размеров производится до очистки поверхностей. Маркировка проводится с использованием стойких этикеток и регистрационных карт. Сопоставление позиций и нумерация узлов вносятся в акт разборки.
Дефектовка и измерения
Выполнение дефектовки с фиксацией повреждений и размеров. Измерения выполняются шаблонами, микрометрами, индикаторами; результаты заносятся в акт.
Контроль износа и дефектовка сопряжённых узлов
Провести визуальный осмотр коленчатого вала, шатунов, поршней, вкладышей и гидравлических компенсаторов. Зафиксировать повреждения корпуса, трещины, задиры, следы перегрева. Измерить размеры шеек коленвала и отверстий вкладышей с применением микрометра и индикатора часового типа. Зафиксировать радиальное и осевое биение коленвала. Контролировать люфты шатунных соединений по предельным значениям, указанных в нормативной документации производителя. Оценить износ поршневых канавок и состояние маслосъёмных колец по пределам износа. Проверить состояние направляющих втулок и седел клапанов. Выполнить измерение гладкости поверхности цилиндрических гильз по параметру Ra. Составить отчёт с рекомендациями по допуску к восстановлению или замене деталей, с указанием измеренных значений и применённых приборов, указать допуски согласно технической документации.

Шлифовка и расточка
Шлифовка выполняется по размерным допускам. Расточка цилиндров производится технологическими инструментами. Контроль шероховатости обязателен.
Технологические параметры обработки блоков и коленвала
Определение размеров и допусков производится перед обработкой. Контрольный диаметр цилиндров указывается в паспорте двигателя. Отклонение по цилиндрам фиксируется в протоколе. Обработка блока проводится на вертикально-фрезерном и расточном оборудовании с чётким соблюдением шагов обработки поверхности и геометрии гильз. Шероховатость поверхности после расточки должна соответствовать нормативу производителя. Кривошипно-шатунный узел подвергается шлифовке с контролем биения и конусности; Допуск на шею коленвала указан в технической карте. Балансировка коленвала выполняется с учётом массовой разбивки в статическом и динамическом режимах. Контроль толщины стружки фиксируется в акте работ. Установочные размеры под вкладыши прописываются в сборочной ведомости.

Замена поршней, колец и вкладышей
Подбор деталей по номерам. Замена поршней производится комплектами. Вкладыши подбираются по классу посадки. Контроль зазорных величин.
Подбор деталей и требования к установке
Подбор деталей производится на основе идентификационных параметров двигателя и каталожных обозначений. Обозначения OEM и сопоставимые номера указывается в спецификации. Поршни подбираются по диаметру цилиндров с допуском, указанным в технической документации. Клапанные направляющие и седла подбираются по износу и геометрии. Вкладыши подбираются по классу ремонтного размера. Кольца подбираются с учётом зазора в канавках. Головка блока выбирается с учётом наличия трещин и геометрии посадочных поверхностей. Уплотнительные элементы заменяются на новые по материалу и размеру. Момент затяжки шпилек указывается в технологической карте. Контрольный допуск при установке приводных элементов прописан в нормативных документах.
Ремонт или замена головки блока цилиндров
Диагностика ГБЦ выполнена. Дефектовка посадочных поверхностей и седел клапанов проведена. Ремонтные операции и замена документированы.
Проверка геометрии и притирка седел
Проведение контроля геометрии головки блока цилиндров и сопряжённых деталей. Замеры плоскостности поверхности ГБЦ выполняются микрометром и щупом для выявления коробления. Допустимый перекос поверхности указывается в проектной документации производителя двигателя. При превышении предела проводится шлифовка поверхности с указанием снимаемого припуска. Контроль конусности и овальности направляющих выполняется измерительным инструментом с фиксацией отклонений.
Определение состояния седел производится оптическим и тактильным способом. Геометрия посадочных поверхностей клапанов измеряется калиброванными шаблонами. Притирка седел выполняется с применением паст с указанной зернистостью. Контроль результата производится по ширине контактной полосы и угловому профилю. Превышение допуска фиксируется в ведомости дефектовки и сопровождается предложением на восстановление заменой или расточкой посадочных гнёзд.

Сборка и подгонка деталей
Сборка производится по посадочным схемам. Притирка седел исключается. Моменты затяжки указываются в паспорте двигателя.
Контрольные операции при сборке двигателя
Сборка производиться по установленной последовательности с фиксацией каждого этапа в отчете. Очередность операций включает установку вкладышей, подбор зазоров, установка поршневых колец и монтаж шатунов.
Крутящий момент болтов головки и маховика фиксируется по табличным значениям производителя. Применение моментных ключей и динамометрических адаптеров обеспечивается для исключения перекруток и неоднородных натяжений.
Смазка поверхностей и деталей наносится специально предназначенными средствами. Прокладки и уплотнения заменяются на новые с обязательной очисткой сопряжений перед установкой.
Параметры фаз газораспределения совмещаются по меткам; фиксируется синхронизация распредвалов и коленчатого вала. Балансировочные работы выполняются при выявлении дисбаланса;
Контроль за люфтами и зазорами проводится измерительными инструментами с записью результатов. Проверка герметичности производится давлением в системе охлаждения и под давлением масла при статическом тесте.
Запись операций и параметров производится в рабочую карту двигателя для последующей обкатки и настройки.
Обкатка и настройка после ремонта
Обкатка производится по этапам: холостой режим, постепенная нагрузка, контроль параметров. Настройка выполняется по программным картам двигателя.
Программа обкатки, проверка параметров и окончательная проверка
Обкатка производится после завершения сборки двигателя. Временной режим корректируется по документации производителя. Первичный запуск выполняется при установленном масляном давлении и нормальном давлении топлива. Период обкатки включает холостые обороты с постепенным увеличением нагрузки и вращения; интервалы нагрузки фиксируются по времени. Контроль параметров осуществляется мониторингом давления масла, температуры охлаждающей жидкости, давления наддува и оборотов. Регистрация параметров производится через диагностический интерфейс.
Окончательная проверка включает измерение компрессии, проверку герметичности системы смазки и отсутствия утечек, проверку углов опережения впрыска, контроль дымности выхлопа и сравнение с эталонными значениями. Записи о параметрах и результатах обкатки вносится в отчётную документацию. Корректировка настроек осуществляется через адаптацию электронных блоков управления и механическую подгонку при обнаружении отклонений.