
Оказание услуги ремонта двигателя Audi R8 5.2 FSI V10 520 л.с. включает диагностику, оценку состояния и комплекс последующих восстановительных работ.
Объём и область применения услуги
Оказание услуги по ремонту двигателя Audi R8 5.2 FSI V10 520 л.с. охватывает полный цикл работ от первичной диагностики до окончтельной наладки. Включение диагностических процедур обеспечивает оценку состояния систем управления, топливной подачи, зажигания и смазки. Замеры компрессии и давления масла выполняются для определения технического состояния цилиндропоршневой группы и масляной магистрали. Снятие агрегата производится с маркировкой и фасовкой проводки и магистралей. Разборка реализуется на специализированной оснастке с протоколированием дефектов. Дефектовка компонентов проводится визуально и инструментально с фиксацией параметров. Шлифовка коленвала и расточка цилиндров выполняются с указанием ремонтных размеров. Замена поршней, вкладышей и колец осуществляется с подбором по каталожным номерам. Работы с головкой блока включают проверку плоскости и замену прокладки. Сборка производится по регламенту завода-изготовителя с контролем моментных характеристик. Обкатка проводится по протоколу с поэтапными режимами нагрузки и регламентными проверками.
Технические характеристики двигателя
Объём 5.2 л. Мощность 520 л.с. Конфигурация V10. Максимальный крутящий момент указан заводом. Рабочие температурные диапазоны и допуски по зазорам.
Основные параметры и допуски
Приведены ключевые размерные параметры и допуски для двигателя Audi R8 5.2 FSI V10 520 л.с. 2015–н.в. Диаметры цилиндров указаны в миллиметрах с допуском на износ. Рабочий диаметр цилиндра 84,5 мм, предельный износ +0,5 мм. Допуск овальности цилиндра не более 0,03 мм. Биение шатунной оболочки относительно оси коленвала не более 0,02 мм. Радиальный зазор вкладышей коренных 0,020–0,050 мм в зависимости от ремонтного размера. Радиальный зазор вкладышей шатунных 0,015–0,040 мм. Хонингование выполняется с шероховатостью Ra 0,6–1,2 мкм. Момент затяжки шатунных болтов 35 Н·м плюс контрольная динамометрическая затяжка по спецификации производителя.
Предварительная подготовка автомобиля
Освобождение рабочего пространства. Демонтаж аккумулятора. Слив рабочих жидкостей. Маркировка проводки и шлангов. Обеспечение подъемной оснастки.
Организация рабочего места и инструмента
Подготовка рабочего места производится с учётом габаритов двигателя Audi R8 5.2 FSI V10 520 л.с. Выделение зоны для демонтажа и хранения узлов с маркировкой происходит отдельно от зоны чистовой сборки. Освещение устанавливается равномерное, освещённость рабочей поверхности должна соответствовать техническим нормативам. Рабочая поверхность покрывается защитным материалом, предотвращающим повреждение деталей и поверхности пола.
Инструмент сортируется по функциональным группам. Наличие динамометрических ключей с калибровкой по диапазону моментов крепления указывается обязательным. Присутствие подъёмного оборудования с грузоподъёмностью, превышающей массу агрегата, считается обязательным. Емкости для промывки и элементы для сбора технических жидкостей размещаются в зоне с контролем утечек. Контейнеры для мелких деталей маркируются. Приборы контроля состояния узлов и измерительные инструменты калибруются и фиксируются в журнале эксплуатации.

Диагностика состояния двигателя
Проведение комплексной диагностики включает измерение компрессии, давления масла, проверку систем управления и функциональных цепей двигателя.
Проверка систем управления и электрики
Проверка электрических цепей проводится последовательным методом. Подключение диагностического сканера к OBD-разъему обеспечивает считывание кодов неисправностей и состояние адаптивных параметров. Сопротивления датчиков положения коленвала и распредвала измеряются мультиметром в режиме постоянного тока. Состояние проводки контролируется при визуальном осмотре контактов и изоляции. Контактные соединения подвергаются очистке от окислов и фиксации контактной массы. Элементы питания и стартерная цепь проверяются на падение напряжения при запуске. Управляющие сигналы форсунок и катушек измеряются осциллографом для оценки формы импульсов. Оценка ЭБУ производится по версии ПО и актуальности карт. Обнаруженные ошибки фиксируются в отчёте с указанием кодов и вероятных причин. Измерения выполняются по регламенту производителя с фиксацией условий испытаний.

Оценка состояния по эксплуатационным признакам
Осмотр выявляет следы утечек, цвет выхлопа, остатки масла на свечах. Фиксация дефектов производится в отчётной форме для дальнейшей диагностики.
Анализ шума, вибрации и дымности выхлопа
Фиксация фоновых шумовых характеристик производится в нескольких режимах: холостой ход, средняя частота вращения, повышенная частота вращения. Измерение звукового давления проводится с калиброванным шумомером на удалении 1 м от боковой поверхности автомобиля и 0,5 м от коллектора выхлопной системы. Регистрация спектра шума выполняется с анализатором частот для выявления гармонических составляющих и посторонних тонов. Вибрационный анализ проводится с использованием акселерометров на опорах двигателя, картере и выпускном коллекторе; параметры записываются в диапазоне 0,5–5000 Гц. Оценка дымности производится с дымомером по методике холодного и прогретого двигателя; фиксируются оптическая плотность и наличие частиц. Сопоставление результатов с нормативами производителя выполняется для принятия решения о необходимости дальнейшей дефектовки.
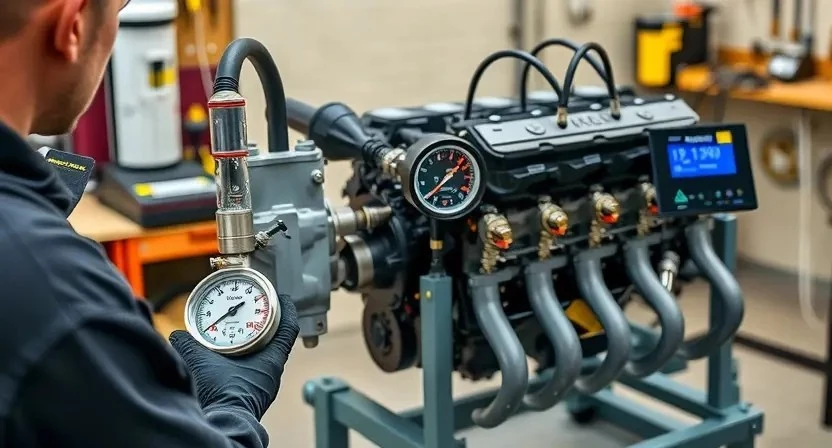
Измерение компрессии
Измерение компрессии производится по цилиндрам с применением манометра высокого давления. Запись показаний выполняется при нескольких оборотах стартера.
Методика и допустимые значения по цилиндрам
Измерение компрессии производится манометром высокого давления с адаптером под свечной колпачок. Двигатель будет выведен в положение ВМТ по первому цилиндру при отключенной системе подачи топлива и системе зажигания. Крутящий момент стартером применяется до стабилизации показаний. Значение компрессии фиксируется в каждом цилиндре отдельно. Допустимое значение для цилиндров двигателя V10 5.2 FSI определяется от 10 до 13 бар при температуре рабочей жидкости около 60 °C. Разброс между цилиндрами не должен превышать 1 бар. Регистрация значений проводится в протоколе измерений. При отклонении от нормы проводится дальнейшая диагностика утечек по сегментам, клапанам и ГБЦ с применением манометра в маслоподаче и теста давления в охлаждающей системе.
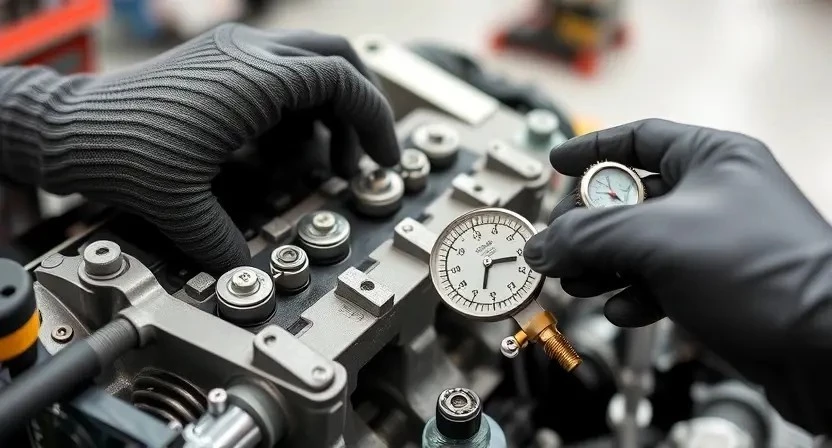
Измерение давления масла
Замер давления масла производится манометром на холодном и рабочем режимах. Полученные значения сверяются с паспортными данными двигателя.
Замеры при разных режимах работы и оценка результатов
Проведение измерений давления масла на прогретом двигателе выполняется в трех режимах: холостой ход, средняя нагрузка и повышенные обороты. Подготовка включает снятие датчика давления и установку манометра с градуировкой, исключающей погрешности. Замеры фиксируются по каждому цилиндру и по общей системе маслоподачи. Сопоставление с эталонными значениями производится с учётом поправок на температуру и вязкость. Отклонения от нормы подлежат классификации как критические, допустимые или требующие мониторинга. Документирование результатов осуществляется в форме табличного отчёта с указанием режима, значения, допустимого диапазона и рекомендаций по дальнейшим действиям.
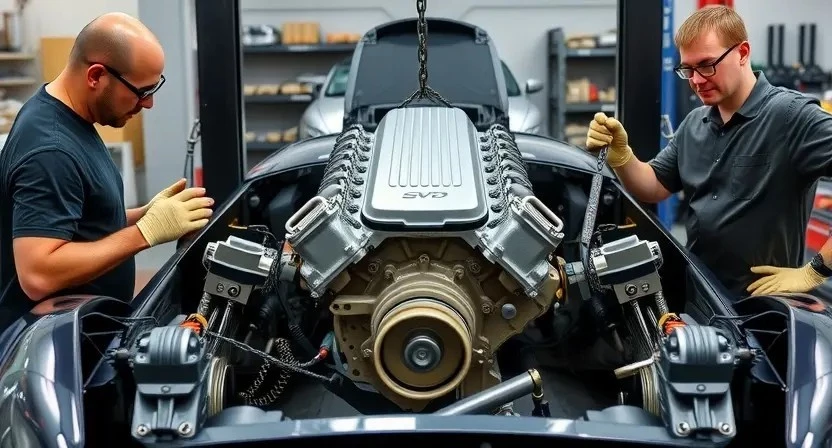
Снятие двигателя
Демонтаж двигателя выполняется послойно: отключение магистралей, маркировка проводки, снятие навесных агрегатов, изъятие силового агрегата из кузова.
Последовательность демонтажа и маркировка компонентов
Демонтаж двигателя выполняется по этапам. Отсоединение электрических разъёмов и магистралей производится вначале. Снятие агрегатов навесного оборудования выполняется с фиксацией положения и маркировкой. Крепёжные элементы разделяются по группам и маркируются для обеспечения обратной сборки. Блок двигателя выводится с использованием подъёмного оборудования, при этом крепления траверсы фиксируются и сопровождаются идентификаторами. Снимаемые узлы помещаются на отдельные поддоны, каждому элементу присваивается код. Маркировка включает указание расположения, угловой ориентации и номера цилиндра. Фотографирование каждой стадии выполняется. Документирование операций ведётся в журнале с указанием даты и времени. Возвратная сборка обеспечивается путём сопоставления меток и контрольных размеров.
Разборка агрегата
Демонтаж навесного оборудования выполняется по этапам. Последовательная маркировка и упаковка компонентов. Фиксация состояния соединений и уплотнений.
Порядок разборки блоков и навесных механизмов
Обоснование демонтажа выполняется документально. Фиксация положения агрегатов производится маркировкой и фотографированием. Отсоединение электропроводки, топливных и вакуумных магистралей выполняется по очередности, чтобы исключить смешение контуров. Слив рабочих жидкостей производится в подготовленную тару с последующей утилизацией согласно нормативам. Снятие навесных механизмов осуществляется по этапам: газораспределительный механизм, впускной коллектор, выпускной коллектор, топливная аппаратура, системы охлаждения и смазки. Каждый узел маркируется и упаковывается отдельно.
Блок цилиндров освобождается после демонтажа крышек коренных подшипников и распределительных валов. Шатуны фиксируются для предотвращения проворачивания коленчатого вала. Болтовые соединения откручиваются по моментной схеме, с фиксацией порядка и усилий. Уплотнения и прокладки извлекаются и маркируются для замены. Поверхности, контактировавшие с герметиками, очищаются механически и растворителями, с контролем отсутствия абразивных следов. Установленные детали помещаются на промаркированные стеллажи для дальнейшей дефектовки.
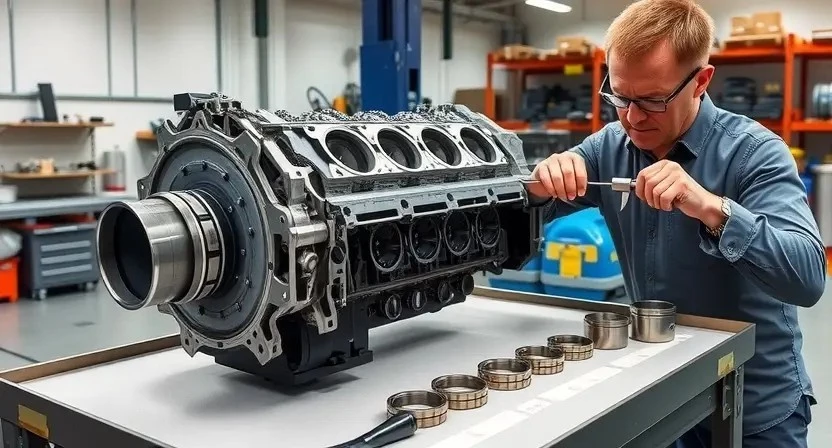
Дефектовка деталей
Визуальный и инструментальный контроль выполнен: измерение зазоров, оценка трещин, проверка размеров, документирование дефектов и присвоение статусов деталей.
Визуальный и инструментальный контроль компонентов
Осмотр внешних поверхностей блоков и навесных деталей выполнен при хорошем освещении с использованием лупы 10x. Фиксация дефектов произведена в журнале с фотографией. Коррозия и трещины зарегистрированы, их расположение указано по привязке к маркировке деталей. Контрольная измерительная операция по плоскостности выполнена микрометром и щупом, результаты внесены в протокол. Измерение износа шейки коленвала и канавок под маслосъемные кольца произведено нутромером и индикатором часового типа. Контроль геометрии седел клапанов и направляющих осуществлён калиброванными щупами и зеркалообразным осмотром. Давление масляной системы подвергнуто диагностике с манометром, показания сопоставлены с нормативом. Протирка каналов масляной магистрали выполнена перед инструментальной проверкой. Определение посадочных размеров поршневых пальцев произведено микрометром, отметки внесены в карточку дефектовки.
Оценка износа блока и цилиндров
Измерение диаметров цилиндров, биения и овальности проводится с использованием микрометра и нутромера. Протокол замеров оформляется.
Измерение диаметров, биения и овальности
Визуальный осмотр поверхности цилиндров выполнен перед инструментальным контролем. Измерение диаметров производится микрометром и нутромером по каждому цилиндру в верхней, средней и нижней зонах. Фиксация показаний ведётся в протоколе с указанием температуры и допусков. Для определения овальности применён индикатор часового типа с установкой в коническом оправке; значения замеряются по двум ортогональным направлениям. Контроль биения поршневого пальца выполняется на оправке с индикатором при вращении детали. Отклонения сравниваются с заводскими допусками. При превышении предельных значений указывается необходимость расточки или замены блока.

Шлифовка коленчатого вала
Шлифовка выполняется на оправке с предъявлением предельных размеров шеек. Контроль биения и шероховатости проводится после обработки.
Точностные параметры шлифовки и восстановление шеек
Определение размеров шеек коленчатого вала производится измерением диаметра и радиального биения с микрометром и индикатором. Допуск на диаметр после ремонта указывается в спецификации производителя. Допуск на овальность задается в таблице контроля. Шлифовка выполняется с шагом снятия металла, установленным по допуску, с контролем шероховатости Ra. Восстановление проводится наплавкой с последующей проточкой и шлифовкой до ремонтного размера. Баланс восстанавливаемых шеек производится динамической балансировкой. Протяжка посадочных поверхностей выполняется с калиброванными оправками.
Расточка цилиндров
Расточка цилиндров выполняется до ремонтного размера с установкой хонинга. Контроль диаметров и овальности выполняется микрометром и нутромером.
Задание размера под ремонтный поршень и хонингование
Определение рабочей величины диаметра цилиндра производится по результатам измерений внутреннего диаметра и овальности с использованием микрометра юбочного типа и стендового нутромера. Заданная величина диаметра рассчитывается с учётом рабочего зазора между поршнем и стенкой цилиндра для конкретного ремонтного комплекта поршней, с учётом температурных поправок и технических допусков производителя. Выбор ремонтного размера фиксируется в технологической карте. Резерв минимального припуска на расточку указывается с учётом последующего хонингования для создания требуемой текстуры поверхности. Хонингование производится для восстановления креста-рисунка и удаления рисок, при этом контролирование диаметра и шероховатости выполняется после окончательного прохода. Результат измерений заносится в акт работ.
Замена поршней
Выбор ремонтных поршней по размерам и маркировке. Установка колец и поршней с соблюдением зазоров. Контроль концентричности при сборке.
Выбор поршней и контроль зазорных величин
Выбор поршней производится по типоразмеру, совместимому с расточкой цилиндров и ремонтными комплектами производителя. Подбор учитывает рабочий диаметр цилиндра, шаг хонингования и допуски на прилегание. Применение ремонтных поршней категорируется по классу износа цилиндров и маркировке ремонтных размеров.
Замер зазоров кольца-поршень и поршень-цилиндр выполняется измерительным щупом и микрометром. Зазор в поршневом поясе фиксируется по технической карте. Контроль торцевого и осевого люфта поршня производится при температуре окружающей среды, указанной в регламенте. Документация заполняется с указанием размеров и допусков.
Замена вкладышей коренных и шатунных
Демонтаж коленвала и шатуна производится. Изношенные вкладыши удаляются. Подбор ремонтных размеров производится по измерениям шеек. Установка новых вкладышей выполняется с контролем зазоров.
Подбор размеров и проверка сопрягаемых поверхностей
Измерение шейки коленчатого вала выполняется индикатором часового типа с фиксацией окружного и торцевого биения. Оценка микрометровым замером проводится по диаметру в трех зонах для установления овальности. Подбор ремонтных вкладышей производится по маркировке по допускам изготовителя и паспортным величинам. Контроль осевого зазора коленчатого вала осуществляется щупом по упомянутой методике и документируется. Притирка и проверка сопряжения шатунных шейк выполняется при выявлении пятен контакта. Зеркальная плоскость посадки ГБЦ измеряется рейкой и индикатором; при большем отклонении назначается шлифовка. Параметры зазора поршневых пальцев и канавок для колец сверяются с заводскими нормативами.
Замена поршневых колец
Замена колец производится комплектно с контролем зазоров, измерением канавок и установкой фаз замков. Притирка не предусматривается.
Установка колец и соблюдение фазировки замков
Установке поршневых колец предшествует очистка канавок и контроль размеров поршня. Замеры кольцевых зазоров выполняются щупом и микрометром. Установке подлежат кольца только с соответствующей маркировкой размера. Расположение замковых зазоров каждого кольца фиксируется в соответствии с технологической карте двигателя. Смещение замков относительно друг друга производится для исключения прямой линии стыков по высоте поршня. Сборка цилиндропоршневой группы проводится с применением растяжимого съемника для предотвращения деформаций. Контроль по диаметру поршней и цилиндров выполняется после установки. Давление в камере сгорания должно соответствовать паспортным значениям после обкатки.
Работы с головкой блока цилиндров (ГБЦ)
Снятие ГБЦ выполняется последовательным демонтажем навесных узлов. Плоскость проверяется поверочной плитой. Ремонт и замена прокладки регламентированы.
Снятие, проверка плоскости, ремонт и замена прокладки
Снятие головки блока цилиндров производится по последовательности, установленной производителем двигателя Audi R8 5.2 FSI V10. Маркировка крепёжных элементов выполняется перед демонтажем для сохранения сопряжений. Плоскость ГБЦ контролируется измерительным инструментом с точностью до 0,01 мм. При обнаружении биения или износа выполняется шлифовка в специализированном оборудовании. Ремонтные операции выполняются на основании дефектовочной ведомости. Прокладка головки подлежит замене при любой деформации или повреждении. Уплотняющие поверхности очищаются растворителем и обезжириваються. Контроль притертых поверхностей проводится методом световой проверки и наличием следов масляного пятна на оправке. Натяжение крепёжных резьб и момент затяжки фиксируются в отчётной документации, указываются применённые моменты и последовательности, а также использованные новые крепёжные элементы. Испытание герметичности проводится методом давления охлаждающей жидкости и измерением потерь давления в статическом режиме.
Сборка двигателя
Сборка производится по регламенту производителя. Контроль моментных характеристик и последовательности затяжки. Применение новых уплотнений и фиксаторов.
Контроль моментных характеристик крепёжных соединений
Определение требуемых моментов выполняется по заводским нормативам для двигателя Audi R8 5.2 FSI V10 520 л.с. Значения фиксируются для каждого типа крепления: болты головки блока, коренных и шатунных крышек, фланцевых соединений. Применение динамометрического ключа со шкалой, откалиброванной в допустимых пределах, предусматривается. Последовательность затяжки должна соответствовать чертежу и этапности изготовления. Регистрация реальных усилий производится в протоколах с указанием момента, шага и состояния резьбы. Контроль повторной ослабленности выполняется после обкатки при установленном пробеге. Отчёт включает идентификацию крепёжных изделий и результаты измерений.
Установка двигателя и вспомогательных систем
Установка двигателя производится с маркировкой и балансировкой. Подключение магистралей, крепление опор и проверка герметичности выполняются документально.
Подключение магистралей, систем охлаждения и электроники
Подключение магистралей производится по этапам с целью восстановления герметичности и функциональности. Соединения топливной системы подлежат маркировке и последовательному подключению с применением новых уплотнений. Охлаждающие контуры заполняются составом, соответствующим спецификации двигателя; прокачка выполняется до исключения воздушных карманов. Электрические разъёмы подключаются согласно каталожной нумерации проводки; применяются контакты без видимых повреждений. Датчики давления и температуры подключаются через штатные разъёмы. Применение фиксаторов контактов допускается для предотвращения ослабления. Магистрали системы вентиляции картера подключаются с соблюдением траектории прокладки. Соединения топливных и масляных труб дополнительно крепятся хомутами с нормативным усилием. Земляные провода присоединяются к кузовным массам в местах заводской развёртки. Электропитание подводится через предохранительную схему с указанными номиналами предохранителей для защиты цепей двигателя. Опресовка систем при необходимости производится специализированным оборудованием. Заводская маркировка шлангов и разъёмов должна быть восстановлена.
Обкатка восстановленного двигателя
Обкатка восстановленного двигателя проводится по этапам: холостой прогрев, постепенное увеличение нагрузки, контроль температур и давлений масла.
Режимы обкатки, режимы нагрузки и регламентные интервалы
Обкатка восстановленного двигателя Audi R8 5.2 FSI V10 520 л.с. производится по этапам. Первичный этап включает запуск на холостом ходу в течение 15 минут для прогрева и проверки герметичности. Второй этап предусматривает плавное увеличение оборотов до 3000 об/мин на протяжении 30 минут с перемежением низкооборотных интервалов. Третий этап предполагает переменные нагрузки с кратковременными выходами на 4000–5000 об/мин при общей продолжительности 2 часа. Контроль давления масла и температур регистрируется каждые 15 минут. Интегральный пробег на обкатке составляет 100–200 км при исключении длительных максимальных нагрузок. Интервалы замены масла и фильтров после обкатки составляют 1000 км, последующие обслуживания выполняются по регламенту производителя.
Настройка и финальная проверка
Настройка ECU производится после обкатки. Финальная проверка включает контроль оборотов, утечек, давления масла и корректности сигналов датчиков.
Калибровка систем управления и проверка параметров работы
Калибровка электроники выполняется после сборки и установки двигателя. Подготовка включает подключение диагностического интерфейса, питание ECU и актуаторов, обеспечение стабильного уровня аккумуляторной батареи. Считывание параметров производится для оценки фаз газораспределения, угла опережения зажигания, коррекции топливоподачи и показателей лямбда-зондов. Калибровочные карты загружаются при наличии оригинальных или совместимых прошивок. Калибровочные циклы запускаются в холодном и рабочем режимах двигателя. Параметры регулировки фиксируются в отчётной документации, отклонения от заводских значений подлежат коррекции. Проверка работоспособности производится по показателям холостого хода, реакции на открытие дросселя и стабильности оборотов под нагрузкой.
Отчётность и гарантийные условия
Выдача актов выполненных работ и протоколов замеров. Гарантия на работы и детали оформляется с указанием сроков и перечня покрытий.
Документирование выполненных работ и условия гарантии
Фиксация операций производится в сервисной ведомости с пооперационной детализацией. Записи включают перечень выполненных диагностических процедур, измерений компрессии и давления масла, а также перечень демонтажа, разборки и дефектовки узлов.
Отдельно вносится информация о проведённых шлифовальных, расточных и сборочных работах с указанием применённых размеров и допусков. Указание заменённых деталей сопровождается серийными номерами и спецификациями поставщика.
Гарантийные обязательства оформляются в письменном виде. Период гарантии и условия её действия регламентируются договором. Условия гарантии содержат перечень исключений, сроков обращения и правил документального подтверждения дефекта. Заполнение гарантийного талона производится при сдаче автомобиля. Ответственность и порядок урегулирования претензий оформляются в акте приёма-передачи.