
Описание услуги: ремонт двигателя Bentley Continental GT 6.0 L W12 590 л.с. (2010–2018). Диагностика, оценка состояния, план работ.
Область применения услуги
Применение услуги ограничено двигателями Bentley Continental GT W12 объёмом 6.0 л, выпуска 2010–2018 годов. Работы охватывают комплекс диагностических, измерительных и восстановительных операций, выполняемых при обнаружении снижения компрессии, повышения расхода масла или утечек рабочих сред.
Периоды эксплуатации с пробегом от ресурса завода до значительных нагрузок рассматриваются. Применение включает случаи планового обслуживания после гарантийного срока и восстановление после механических повреждений, усталостных разрушений и коррозийных поражений элементов. Обслуживание распространяется на силовые агрегаты в составе дорожных легковых автомобилей.

Описание объекта ремонта
Объект: двигатель W12 6.0 L, 590 л.с., 2010–2018. Компоновка V-образная, двойной турбонадув отсутствует, жидкостное охлаждение, электронное управление.
Технические характеристики двигателя
Тип двигателя: W12 с распорядком V-образного блока, рабочий объём 5998 см3. Максимальная мощность 590 л.с. при заводских настройках. Крутящий момент стабилизирован на номинальном значении 625 Н·м в заявленном диапазоне оборотов. Система смазки: подача через масляный насос с распределением по главному маслопроводу, предусмотрены масляные каналы для шатунных и коренных подшипников. Система охлаждения: циркуляция охлаждающей жидкости через блок цилиндров и головки блока, наличие термостатов и массообменных каналов. Топливная система: непосредственный впрыск, рабочее давление форсунок регламентировано производителем. Газораспределение: нижний и верхний распределительные валы, фазирование регулируется. Степень сжатия указана в технической документации производителя.
Комплекс выполняемых работ
Перечень операций: диагностирование, измерение компрессии и давления, демонтаж, разборка до узлов, дефектовка, обработка деталей, замена сопряжённых комплектов.
Перечень этапов обслуживания
Предъявление заявки фиксируется. Первичная диагностика электроники и системы управления выполняется для выявления кодов неисправностей. Визуальная оценка корпуса двигателя и навесного оборудования проводится с фиксацией утечек и повреждений. Измерение компрессии проводится по цилиндрам с документированием результатов. Измерение давления масла выполняется в холодном и прогретом режимах с записью динамики. Принятие решения о демонтаже основывается на расхождениях с нормами. Снятие двигателя и разъединение коммуникаций производится с маркировкой. Разборка узлов выполняется по технологическим картам с фиксацией дефектов. Дефектовка деталей осуществляется неразрушающими методами и измерениями.
Документация и регламенты
Нормативная документация по ремонту двигателя Bentley Continental GT W12 включена: заводские регламенты, технические карты, спецификации допусков и процедур.
Нормы и технические требования
Установлены контрольные параметры для двигателя Bentley Continental GT 6.0 L W12 590 л.с. (2010–2018). Крутящий момент креплений головки блока указан в мануале изготовителя. Допуски износа цилиндров, поршней и вкладышей заданы в таблицах завода. Давление масла в рабочем режиме при 2000 об/мин должно соответствовать паспортным значениям. Компрессия по каждому цилиндру должна находиться в пределах, указанных в регламентах, с допустимым разбросом между цилиндрами. Шероховатость обработанных поверхностей после шлифовки и расточки регламентирована. Герметичность клапанов и сальников контролируется по методике производителя. Применение марки смазки и класса топлива соответствует спецификациям. Контроль крутящих моментов протяжки выполняется с применением поверенных инструментов. Возвращение узлов в сборе производится с соблюдением установленной последовательности.
Подготовка рабочего места
Освободить площадку. Инструмент расставлен по функционалу. Подъёмник калиброван. Освещение усилено. Защитные покрытия размещены.
Инструмент и измерительное оборудование
Перечень приборов и инструментов для выполнения ремонта двигателя Bentley Continental GT 6.0 L W12 590 л.с. (2010–2018) представлен далее. Компрессометр автомобильный с комплектом адаптеров для свечных колодцев. Манометр масляного давления с адаптерами к штуцерам масляной магистрали. Динамометрический ключ с набором головок для контрольной протяжки крышек коренных подшипников и шатунных болтов. Набор щупов для замеров зазоров вкладышей и зазоров клапанов. Индикатор часового типа с магнитным основанием и стойкой. Микрометр внешний для измерения диаметра шатунных шеек и поршней. Толщинометр для замера износа плоскостей. Кримпер и пресс для установки маслосъёмных колец. Универсальный набор ключей и воротков. Набор фиксаторов валов и специальных приспособлений для синхронизации фаз газораспределения. Стенд для балансировки коленвала и стенд для проверки герметичности головки блока цилиндров. Электронный сканер для считывания кодов неисправностей с поддержкой протоколов производителя. Набор очистительных средств и масляных пробоотборников для отбора проб масла. Запчасти и расходные материалы маркироваться по каталожным номерам перед началом работ.
Приём и визуальная оценка
Осмотр кузова и моторного отсека произведён. Фиксация следов утечек масла и охлаждающей жидкости выполнена. Фотофиксация приложена;
Фиксация внешних дефектов и утечек
Визуальная оценка внешних элементов двигателя производится с целью документирования дефектов и утечек. Осмотр проводится при рабочей температуре и при холодном состоянии для выявления термических трещин и усадочных деформаций. Наличие масляных плёнок фиксируется по уровням и локализации. Места подтёков отмечаются на схеме корпуса и коммуникаций. Соединения шлангов и фитингов маркируются для последующей разборки. Уплотнители и прокладки фотографируются с привязкой к узлам. Поверхности с коррозией и механическими повреждениями регистрируются отдельно.
Диагностика системы управления двигателем
Считывание кодов неисправностей производится специализированным сканером. Анализ параметров в реальном времени. Фиксация ошибок в протоколе.
Считывание кодов неисправностей и анализ
Считывание кодов неисправностей производится специализированным диагностическим оборудованием, поддерживающим протоколы Bentley. Считывание выполняется до механических вмешательств. Полученные коды фиксируются в отчёте. Коды классифицируются по подсистемам: управление впрыском, система зажигания, датчики давления и температуры, система смазки. Анализ кодов проводится с сопоставлением данных параметров работы двигателя и сохранённых логов. Интерпретация кодов выполняется по официальным таблицам расшифровки, с указанием вероятных причин.
Принятие решения по дальнейшим диагностическим операциям основывается на результате анализа кодов и состоянии параметров в реальном времени.
Оценка состояния компрессии
Измерение компрессии проводится цилиндр за цилиндром. Результаты фиксируются. Сопоставление с заводскими значениями производится для решения.
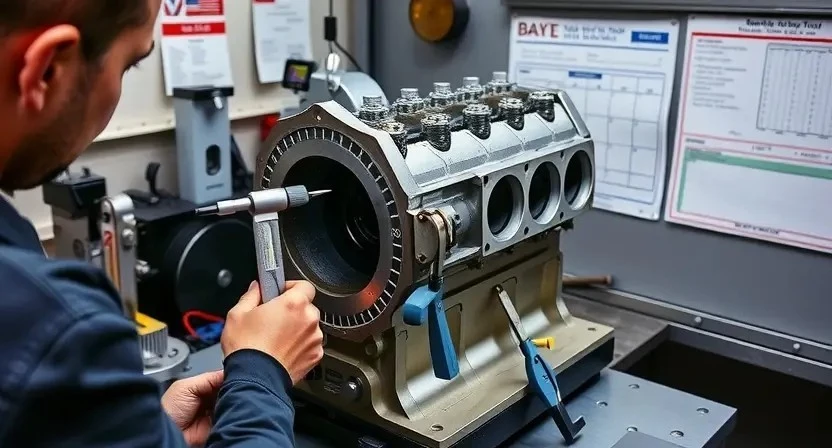
Методика измерения и интерпретация результатов
Измерение компрессии производится при прогретом двигателе до рабочей температуры 80-100 °C. Демонтаж свечей производится поочередно, отключение системы зажигания и подачи топлива обеспечивается для предотвращения запуска. Манометр высокого давления присоединяется к гнезду свечи, вал вращается стартером до стабильных показаний. Фиксация максимального давления производится в каждом цилиндре. Сравнение результатов выполняется по разбросу и абсолютным значениям. Допуск по разности между цилиндрами установлен 10% или 1,0 бар. Снижение абсолютного давления менее 8,5 бар считается признаком износа поршневой группы или нарушения герметичности клапанов и направляющих. Консервация данных производится в отчёте для последующей дефектовки.
Измерение давления масла в системе
Измерение давления масла выполняется манометром на холодном и прогретом двигателе. Фиксация показаний и сверка с нормативами производится.
Последовательность измерений и контрольные значения
Измерение давления масла выполняется в условиях прогретого двигателя при рабочем режиме холостого хода и при 3000 об/мин. Снятие показаний производится манометром с присоединением к масляной магистрали через резьбовой штуцер. Контрольные значения при прогретом двигателе: холостой ход 1,0–1,8 бар, 3000 об/мин 3,5–5,0 бар. Измерение компрессии проводится после удаления свечей зажигания и отключения топливной системы. Пробиная методика: три измерения в каждом цилиндре с фиксацией минимального значения. Контрольное давление компрессии для цилиндров двигателя W12: 12,5–15,5 бар при прокрутке стартером и температуре цилиндров 20–60 °C. Результаты сравниваются между цилиндрами; разброс допускается до 1,0 бар. Дальнейшая диагностика планируется при отклонениях от указанных значений.

Решение о дальнейших работах
Анализ диагностики выявил повреждения. Составление сметы на демонтаж, дефектовку, восстановление блока и головки, согласование этапов ремонта.
Критерии перехода к демонтажу
Проведение предварительной диагностики выявляет отклонения рабочих параметров, при которых выполняется демонтаж. Параметры компрессии зафиксированы ниже проектных значений более чем на 20% по двум и более цилиндрам. Измерение давления масла показывает падение ниже минимального контрольного уровня при рабочей частоте вращения. Визуальная оценка фиксирует масляные подтёки через корпус и уплотнения, образование металлической стружки в масле, деформацию наружных поверхностей, трещины в корпусных деталях. Электронная диагностика регистрирует повторяющиеся кодовые ошибки, указывающие на механические повреждения. При выявлении сочетанных признаков выполняется планирование демонтажа для последующей разборки и дефектовки. Контрольная документация оформляется перед выполнением снятия агрегата.

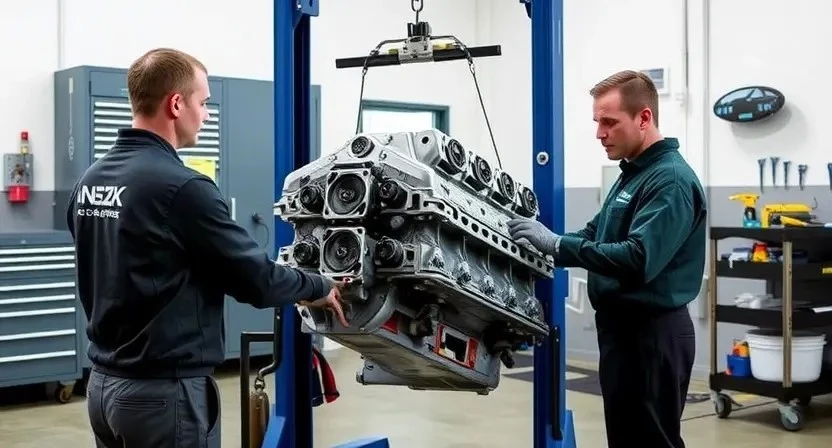
Снятие двигателя и вспомогательных агрегатов
Отсоединение коммуникаций производится по маркировке. Демонтаж навесного оборудования выполнен с фиксацией узлов и защитой электрических разъёмов.
Порядок отсоединения и маркировка коммуникаций
Фиксация схемы электрических и жидкостных линий производится до отсоединения. Маркировка наносится на штекеры и трубопроводы с указанием функции и точки подключения. Отсоединение электропроводки выполняется в последовательности, при которой исключается подача питания на разобранные узлы. Проводимые операции сопровождаются регистрацией серийных номеров разъёмов и позиционной привязкой в журнале. Трубопроводы топливной и масляной системы герметично отключаются и промаркированы с указанием направления потока. Метки наносится стойкими к маслам и температурам материалами. Фиксация элементов выполняется в контейнерах с индивидуальными идентификаторами для исключения смешения деталей.
Разборка агрегата до узлов
Разборка двигателя произведена по этапам. Компоненты маркированы. Соединения отсоединены. Узлы освобождены для последующей дефектовки и измерений.
Фиксация состояния узлов и деталей
Фиксация проводится средствами фотосъёмки и бумажной или электронной документации. Визуальная регистрация выполняется до начала демонтажа; при обнаружении трещин, коррозии, задиров или следов перегрева производится отдельная запись. Маркировка комплектующих осуществляется шифрами на бумажных бирках и в базе данных. Измерительные данные заносятся с указанием инструмента, предела допуска и фактического результата. Масляные каналы и резьбовые соединения описываются отдельно. Сопряжение деталей отмечается с указанием номеров цилиндров и сторон установки. Протокол формируется с датой, временем и подписью исполнителя.
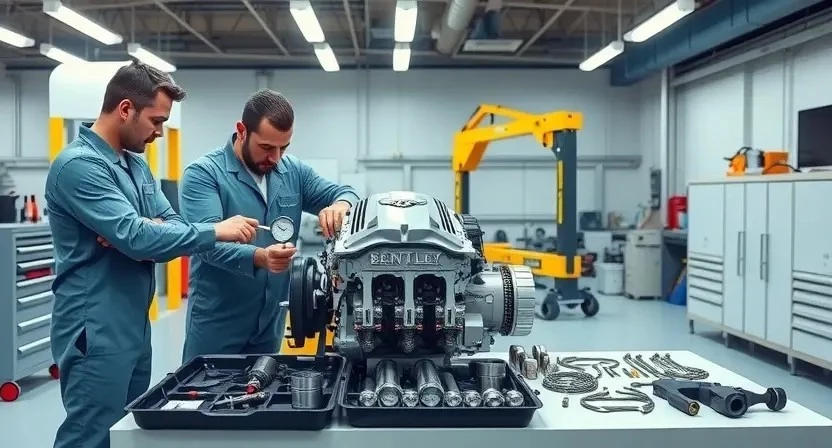
Дефектовка деталей
Визуальный и инструментальный контроль поверхности коленвала, цилиндров и ГБЦ. Выявление трещин, износа, коробления с занесением в акт.
Методы выявления коробления, износа и трещин
Визуальный осмотр деталей производится при освещении с жесткой тенью. Поверхности оцениваются на следы деформации, отпечатки контактов, утраты покрытия. Контроль геометрии выполняется измерительными приборами. Плоскостность поверхностей блоков и ГБЦ определяется щупом и линейкой с поверочным комплектом. Радиальное биение и овальность цилиндров фиксируются микрометром и нутромером. Контроль микротрещин проводится методом капиллярной дефектоскопии с применением проникающего состава и проявителя. Магнитопорошковая дефектоскопия применяется на ферромагнитных деталях. Ультразвуковая дефектоскопия производится для оценки скрытой трещиноватости и толщины стенок. Результаты фиксируются в отчете с указанием мест, размеров и допустимости дальнейшего восстановления.
Шлифовка коленвала и расточка блока цилиндров
Шлифовка коленвала производится по допускам завода. Расточка блока выполнена с измерением биений. Контроль размеров после обработки обязателен.
Технологические требования к обработке
Шлифовка и расточка выполняются в соответствии с паспортными допусками производителя двигателя. Контроль диаметров цилиндров, овальности и конусности производится обработанными калибрами и микрометрами. Расточка блока цилиндров производится на специализированных станках с ЧПУ для обеспечения соосности и допуска круглости. Шлифовка коленвала проводится по контрольным пятнам с этапной проверкой биения и круглости. Контроль шероховатости поверхностей осуществляется профилометром. Точность обработки головки блока определяется по плоскостности и параллельности. Контроль зазоров вкладышей и колец осуществляется щупами и микрометром. Допуски фиксируются в протоколе. Применение термообработки и специальной смазки указывается в технологической карте.
Замена поршней и маслосъёмных колец
Выбор комплектующих на основе допусков. Демонтаж поршневой группы. Замена колец по шатунным и цилиндровым габаритам. Контроль зазоров.
Подбор деталей и допуски посадки
Определение перечня заменяемых деталей производится на основании дефектовки и замеров. Подбор поршней по диаметру и компрессионным характеристикам производится с учётом износа цилиндров. Вкладыши подбираются по маркировке и размерной группе после измерения посадочных мест. Кольца подбираются по зазорам в каналах поршня и температурным режимам эксплуатации. Болты и шпильки подбираются с учётом класса прочности и длины резьбовой части. Герметичные прокладки выбираются по толщине и материалу. Спецификации соответствуют заводским регламентам. Контроль допусков производится инструментальными методами с фиксацией в отчёте.
Замена коренных и шатунных вкладышей
Демонтаж деталей производится по маркировке. Замена вкладышей производится с контролем радиальных зазоров. Протяжка шатунных болтов по моменту.
Контроль зазорных величин и протяжка
Контроль зазорных величин выполняется при установке коренных и шатунных вкладышей. Измерение масляных зазоров производится щупом при температуре блока согласно регламенту производителя. Фиксация результатов осуществляется в журнале с указанием посадочных мест и допусков. Применение микрометра и нутромера допускается для подтверждения размеров. Протяжка выполняется по этапной схеме с использованием динамометрического ключа. Крутящие моменты и последовательность затяжки указываются в регламенте двигателя. Контроль схватывания осуществляется после первой обкатки и повторной протяжки согласно сервисной карте.

Ремонт и восстановление головок блока цилиндров
Головки демонтированы. Шлифовка поверхности выполнена по нормам. Седла клапанов отшлифованы. Герметичность обеспечена испытанием под давлением.
Шлифовка ГБЦ, проверка седел клапанов и герметичности
Подготовка поверхности головки блока цилиндров к обработке производится демонтажем навесных деталей и очисткой от отложений. Отклонение плоскостности определяется микрометром и щупом по выделенным контрольным точкам.
Шлифовка выполняется на фрезерном станке с абразивным кругом, допускаемая величина съёма металла указывается в технической карте и не превышает установленного лимита. Прямолинейность восстанавливается до заводских допусков.
Проверка седел клапанов осуществляется методом притирки с применением индикаторной ленты и измерением контура посадки. Регистрация ширины прилегания производиться по контрольным параметрам производителя.
Проверка герметичности проводится методом опрессовки камер сжатия и замером потерь по давлению. Фиксация результатов в протоколе ремонта обязательна.
Сборка двигателя и контрольные операции
Сборка производится по технологической карте. Контроль моментов затяжки. Проверка зазоров, вращения коленвала, герметичности масляной системы.
Последовательность сборочных операций и крутящий момент
Сборка двигателя выполняется по этапам, каждый этап фиксируется в акте. Установление поршневых групп производится после зачистки канавок и контроля размеров. Установка шатунных крышек производится с применением новых болтов и протяжка в три этапа с контролем углового смещения. Установка коренных крышек выполняется при чистой поверхности опорной плоскости и применении смазки для подшипников. Критические моменты затяжки указаны в регламентной карте изделия и приводятся в Н·м. Контрольная протяжка выполняется после прогрева до рабочей температуры и выдержки охлаждения.
Обкатка и настройка после ремонта
Обкатка двигателя производится с постепенным увеличением нагрузки. Контроль параметров двигателя и регулировка систем выполняются по регламенту.
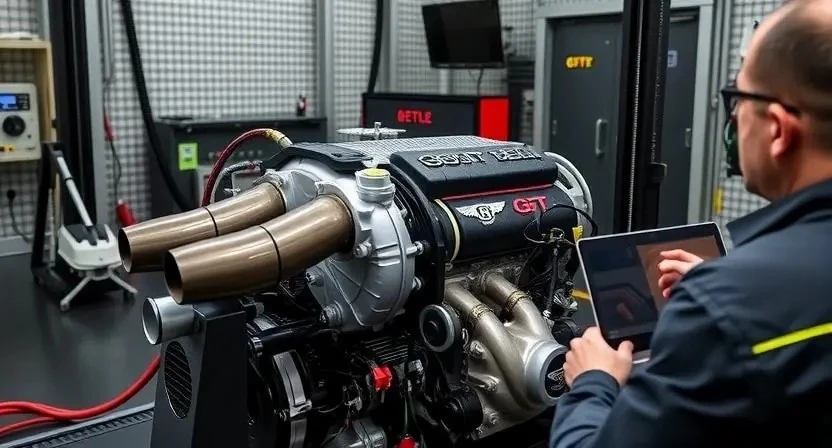
Режимы обкатки, проверка параметров работы
Обкатка двигателя проводится в несколько ступеней. Первичная обкатка осуществляется при холостом ходе в течение 20 минут для установления масляного давления и температурной стабильности. Далее выполняется прогрессивная нагрузочная обкатка на стенде с увеличением оборотов по заданной кривой, продолжительность этапа, 60 минут. Замеры давления масла и температуры выполняются каждые 10 минут; записываются значения в протокол. Измерение утечек проводятся при статических и динамических условиях. Проверка компрессии производится после прогрева до рабочей температуры. Регистрация параметров выполняется в журнал. Контроль вибраций проводится в диапазоне оборотов 800–4000 об/мин. Анализ отклонений производится по паспортным значениям производителя.
Оформление результатов и гарантийные условия
Оформление отчёта производится. Включение перечня выполненных операций, использованных деталей, измерений и сроков гарантии;
Отчётность по выполненным работам и условия гарантии
Составление отчёта производится по окончании ремонта. Включение данных о проведённых операциях, заменённых деталях, измерениях компрессии и давления масла. Протоколы диагностики прилагаются. Фиксация серийных номеров и посадочных размеров проводится в ведомости. Испытания после сборки фиксируются в акте обкатки с указанием режимов и измеренных параметров. Гарантийные условия прописываются отдельным документом. Срок гарантии указывается в календарных месяцах и километрах. Условия аннулирования гарантии перечисляются в приложении. Условия выдачи акта и передача документов осуществляются после полной оплаты.