

Назначение документа, описание процедуры обслуживания двигателя Bugatti Chiron Super Sport 8.0L W16 1600л.с. (2021–2024). Описание ограничено работами.
Назначение документа
Описать содержание и границы работ по обслуживанию двигателя Bugatti Chiron Super Sport 8.0L W16 1600 л.с. (2021–2024). Документ предназначен для фиксации процедур диагностики, оценки состояния и контрольных измерений без указания методов ремонта, не входящих в перечень. Указать перечень операций: измерение компрессии, измерение давления масла, снятие агрегата, разборка, дефектовка деталей, шлифовка коленчатого вала, расточка блока цилиндров, замена поршней, колец и вкладышей, ремонт и замена головки блока цилиндров, сборка, обкатка, настройка ЭБУ. Фиксация критериев приемки работ и ограничений ответственности протоколируется.
Область применения
Применение услуг ограничено двигателями Bugatti Chiron Super Sport 8.0L W16 1600 л.с. 2021–2024. Обслуживание выполняется в специализированных условиях.
Модель и годы выпуска
Идентификация модели производится для двигателя Bugatti Chiron Super Sport 8.0 L W16 1600 л.с. с годов выпуска 2021–2024. Уточнение версии моторной установки производится по заводским обозначениям и номеру агрегата. Серийные параметры включают распределение цилиндров W16, объем 8,0 литра, мощность 1600 лошадиных сил. Версии с измененными программными картами учитываются отдельно. Контроль соответствия по VIN-коду и по маркировке на блоке цилиндров обязателен. Информация о модификациях узлов фиксируется в приёмном акте. Все выявленные особенности маркировок документируются для дальнейшей дефектовки и подбора деталей.
Перечень выполняемых работ
Диагностика ЭБУ и механики. Измерение компрессии и давления масла. Снятие, разборка, дефектовка. Шлифовка, расточка, замена деталей. Обкатка, настройка.
Комплекс услуг
Перечень работ включает диагностику состояния двигателя W16, измерение компрессии и давления масла, электронную проверку блоков управления. Снятие агрегата производится с применением подъемного оборудования, маркировка снятых узлов и их упаковка обеспечиваются для сохранения взаимозаменяемости.
Разборка блока цилиндров и картерной части проводится по этапам с регистрацией контрольных размеров. Дефектовка деталей выполняется с фиксированием износа и трещиноватости, выдается перечень подлежащих замене и поверхности, подлежащие шлифовке, расточке и обработке, указываются допуски.
Замена поршней, колец и вкладышей осуществляется подбором по каталожным номерам. Ремонт головки блока включает проверку плоскостности и замену прокладочных элементов. Сборка производится по регламенту с протяжкой болтов по моментам. Обкатка двигателя предусматривает контроль давления масла, температуры и параметров управления; настройка ЭБУ выполняется с пересылкой отчетных файлов.
Технические требования к помещению и инструменту
Помещение должно иметь контроль температуры и влажности. Оборудование калиброванное. Электропитание стабилизированное и заземленное.
Оборудование и стенды
Наличие специализированного стенда для испытаний W16 предусмотрено. Испытание на измерение компрессии производится на стенде с адаптерами под нестандартные отверстия. Измерение давления масла выполняется с помощью манометров высокой точности и прецизионных переходников. Для демонтажа предусмотрены подъемники грузоподъемностью, соответствующей массе агрегата с коробкой и подвесными компонентами. Разборка и дефектовка проводятся на верстаках с фиксацией положения блока. Шлифовка коленвала осуществляется на шлифовальных центрах с балансировкой. Расточка цилиндров производится на станках с цифровым позиционированием. Для сборки применяется динамометрический инструмент и калибровочные приспособления. Контроль герметичности выполняется на гидростендe с записью параметров.
Подготовка автомобиля к приему
Оформление приемки производится документально. Предварительная очистка моторного отсека и маркировка узлов. Заполнение регистрационных форм на кузов.
Оформление приемки и регистрация данных
Регистрация автомобиля производится при приемке в сервис. Внесение идентификационных данных выполняется в электронную карточку: VIN, модель, год выпуска, модификация двигателя, пробег, наличие сервисной книжки. Фиксация состояния узлов осуществляеться в фотоотчете и текстовом описании. Диагностические коды считываются и заносятся в журнал дефектов. Замеры начальных параметров регистрируются отдельно: компрессия по цилиндрам, давление масла на холостых и рабочем режиме, температура рабочей жидкости. План работ составляется на основании выявленных параметров и включается в заказ-наряд. Подписи и печати проставляются на экземплярах документов.
Входная диагностика
Выполнение диагностики ЭБУ и датчиков. Снятие ошибок. Сбор параметров холостого хода и нагрузочного режима. Регистрация результатов в журнале.
Снятие кодов и проверка электронных блоков
Снятие диагностических кодов проводится специализированным оборудованием, совместимым с протоколами автомобиля. Считывание производится через диагностический разъем и защищенный интерфейс. Сохранение полученных данных выполняется в формате отчета с точной временной меткой и идентификатором блока управления. Ошибки классифицируются по приоритету и коду. Диагностические коды подлежат расшифровке по справочному каталогу производителя. Обнаруженные коды неисправностей фиксируются в акте приемки.
Проверка электронных блоков включает проверку питания, масс, сигналов шин передачи данных и целостности прошивки. Состояние соединителей и креплений оценивается визуально и путем измерений сопротивления контактов. Испытываемые каналы проверяются на наличие искажения сигналов осциллографом. Верификация модулей управления проводится путем сравнения эталонных параметров с фактическими показателями. При соответствии параметров модуль помечается как рабочий. При несовпадении выполняется протокол о неисправности с рекомендацией дальнейших действий.
Визведение
Визуальная оценка агрегатов включает осмотр корпусов, магистралей, уплотнений. Фиксация дефектов производится фотофиксацией и протоколированием.
Осмотр корпусов, магистралей и уплотнений
Визуальный осмотр корпуса двигателя проводится с фиксацией дефектов поверхности, трещин и деформаций. Магистрали масляной и топливной систем подвергаются оценке на предмет коррозии, изломов и нарушений установки. Уплотнительные элементы осматриваются на наличие порезов, усадки и следов вытекания рабочей жидкости. Контакты фланцевых соединений проверяются по наличию следов пропусков и следов термического повреждения. Оценка производится с применением люминесцентной дефектоскопии при подозрении на микротрещины. Записи о выявленных отклонениях вносятся в акт приемки. Ремонтная необходимость определяется по критериям работоспособности и возможности восстановления.

Измерение компрессии
Измерение компрессии производится цилиндр за цилиндром с применением манометра высокого давления. Результаты протоколируются и сравниваются с допусками.
Процедура и интерпретация показаний
Подготовка к измерению компрессии предусматривает прогрев двигателя до рабочей температуры и исключение подачи топлива и искрообразования. Демонтаж свечей и подключение манометра к каждому цилиндру выполняется последовательно. Прокрутка коленчатого вала стартером производится при фиксированной частоте оборотов. Фиксация максимального показателя давления производится для каждого цилиндра. Допуск по расхождению между цилиндрами задается в технической документации производителя. Интерпретация результатов базируется на сравнении с заводскими значениями и на анализе характерных признаков: падение давления указывает на износ клапанов или поршневой группы; повышенная утечка через впускной тракт указывает на нарушение седел клапанов; равномерное снижение по всем цилиндрам указывает на общую износостойкость маслосистемы.
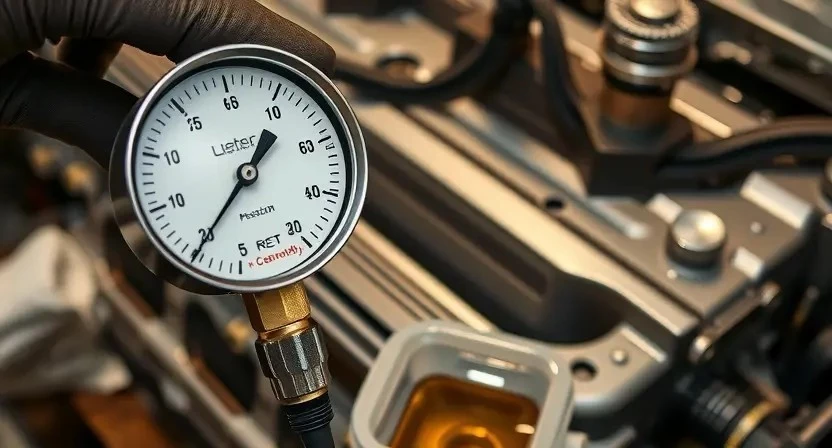
Измерение давления масла
Измерение давления масла производится манометром высокого диапазона. Фиксация показаний при холодном и рабочем режимах. Документирование результатов.
Методика замера и границы нормы
Подготовка оборудования производится калиброванными манометрами и адаптерами, соответствующими резьбе свечных отверстий двигателя W16. Отсос топлива и отключение питающих магистралей выполняется до снятия пробок. Измерение давления масла проводится на прогретом двигателе при температуре масла 80±5°C, с подключением манометра к штатному штуцеру или через адаптер в масляной магистрали. Фиксация показаний производится при двух режимах: холостой ход и 3000 об/мин. Граница нормы при холостом ходе 2,5-4,0 бар. Граница нормы при 3000 об/мин 5,0-7,5 бар. Отклонения рассматриваются с учётом потерь по магистралям и состояния фильтра.
Демонтирование двигателя
Фиксация автомобиля на подъемнике. Отсоединение коммуникаций. Маркировка подключений. Снятие агрегатов для вывешивания. Подхват блока краном.
Последовательность снятия узлов
Подготовка к снятию производится документированной фиксацией исходных параметров и маркировкой коммуникаций. Электропитание автомобиля отключается, силовые цепи изолируются. Снятие внешних навесных агрегатов производится поочередно: воздуховоды, охладители, трубопроводы масла, топливные магистрали. Слив технических сред выполняется в контролируемые ёмкости с последующей утилизацией. Демонтаж коллекторов и системы впуска производится с маркировкой болтовых соединений. Снятие головок цилиндров осуществляется после отвода привода клапанов и фазокорректоров. Согласование положения коленвала фиксируется перед отсоединением коробки передач. Снятие поддона производится после удаления крепежа масляного фильтра и датчиков. Установленные при снятии элементы маркируются, упаковываются и передаются на хранение с протоколом.

Разборка агрегата
Демонтаж узлов производится по этапам. Маркировка снятых деталей. Сборочные группы размещаются на стойках. Фиксация деталей документируется.
Порядок разборки блоков и поддонов
Демонтаж блоков и поддонов производится по этапам, фиксируемым в журнале работ. Подготовка к разборке включает маркировку соединений, отсоединение магистралей и слив технологических жидкостей. Фиксация положения маховика и шкивов обязательна для восстановления фаз. Болтовые соединения выкручиваются согласно моментам затяжки, указанным в технической карте. Снятие поддона выполняется последним на этапе подготовки к внутренней дефектовке. При снятии картерных элементов исключается ударная нагрузка и деформация кромок. Обеспыление рабочих зон и защита от попадания загрязнений обеспечивается изоляционными чехлами.
Дальнейшая разборка блоков производится с применением прессов и съёмников, крутящие моменты контролируются динамометром. Детали маркируются и укладываются по порядку разборки в транспортные лотки с указанием номера цилиндра и ориентации. Визуальная оценка сопряжённых поверхностей проводится перед дефектовкой. Фиксация размеров и контроль биения выполняются до отделения коленчатого вала и подшипниковых крышек. Запись результатов выполняется в акт дефектовки.
Дефектовка деталей
Проведение дефектовки деталей: измерение износа, оценка трещин, определение предельных параметров, составление акта пригодности деталей.
Критерии пригодности и замены
Оценка состояния деталей выполняется по измеренным параметрам и визуальным признакам. Измерение износа цилиндров производится по посадочным диаметрам и овальности; предельные значения коррозии и задиров фиксируются в протоколе. Контроль вкладышей осуществляется по толщине и наличию задиров; превышение допуска считается основанием для замены. Поршни оцениваются по трещинам, деформациям и посадочным размерам; при нарушении геометрии замена обязательна. Кольца подлежат замене при износе полотна или утрате пружинного усилия. Головка блока проверяется на плоскостность и трещины; при превышении плоскостности производится шлифовка или замена. Результаты оформляются в акте дефектовки.

Шлифовка коленчатого вала и расточка блока
Шлифовка и расточка выполняются по чертежам. Контроль допусков производится микрометром. Восстановление биения обеспечивается шаблонами.
Точностные предельные значения и допуски
Указание предельных значений представлено для основных компонентов двигателя W16 8.0 L. Измерение диаметров цилиндров осуществляется по нескольким уровням с допуском на износ +0,10 мм относительно заводского номинала. Контроль овальности выполняется с пределом 0,05 мм. Шероховатость стенок цилиндров допускается Ra 0,8 мкм при новом расточке. Параллельность плоскостей блока крутящего момента и постелей коренных подшипников допускается 0,02 мм. Концентриситет отверстий под коленвал задаётся 0,03 мм. Биение шейки коленвала после шлифовки не должно превышать 0,01 мм. Зазор вкладышей при установке нормализованный: коренные 0,020–0,045 мм, шатунные 0,015–0,035 мм. Уплотнение прокладки ГБЦ сжимаемость резины и металла контролируется по толщине после затяжки, допуск 0,1 мм. Момент затяжки головок установлен по ступенчатой схеме с допуском ±2% от номинального значения.
Замена поршней, колец и вкладышей
Замена производится комплектно по цилиндрам. Подбор деталей по допускам. Контроль зазоров выполнен после измерений. Притирка колец.
Подбор деталей и контроль зазоров
Подбор деталей производится по номерам деталей и техническим картам производителя. Соответствие размеров подтверждается паспорта деталей и сертификатами поставщика. Поршни подбираются по диаметру цилиндров с учётом радиального допуска; кольца подбираются по группе толщины и эластичности; вкладыши подбираются по классу износа. Контроль зазоров выполняется измерением щупом и микрометром; зазоры в шатунных шеях фиксируются в ведомости. Зазор между поршнем и цилиндром сравнивается с нормативом; при отклонении производится замена или расточка. Регистрация параметров в протоколе.
Ремонт и замена головки блока цилиндров
Демонтаж головок выполняется по установленной последовательности. Проверка плоскостности производится шлифовальными инструментами. Замена прокладок обязательна.
Проверка плоскостности и замена прокладок
Проведение контроля плоскостности коллекторной поверхности головки блока цилиндров выполняется с использованием плоской поверочной плиты и щупов. Обработка поверхности на станке производится при превышении допустимого износа. Замена прокладок выполняется комплектами, соответствующими номинальным размерам и материалам производителя. Применение герметиков ограничивается участками, указанными в технической карте. Контроль при сборке включает момент затяжки болтов по заданной последовательности и проверку торцевых зазоров. Испытание после сборки осуществляется на стенде под номинальным давлением с регистрацией утечек и параметров давления масла.
Сборка двигателя
Сборка производится по технологической карте. Установлены шатунные и коренные вкладыши, поршни, ГБЦ с новыми прокладками. Моменты затяжки соблюдены.
Торговая последовательность и моменты затяжки
Определение порядка сборки головки блоков, крышек коренных подшипников и вспомогательных узлов выполнено на основании конструктивных схем двигателя W16. Установочные операции проводится в последовательности от внутренних элементов к наружным. Моменты затяжки распределены по этапам: первичный предварительный момент, контрольный момент с поворотом на угол и финальная проверка крутящего момента. Применение динамометрического ключа и угловой поверки предусмотрено для обеспечения точности. Фиксация значений протоколируеться. Контроль чистоты и смазки резьбовых соединений проводится перед каждой затяжкой. Повторная проверка моментов после обкатки включена в отчет.
Проверка масляной системы после сборки
Контроль герметичности выполняется путем давления и визуального осмотра. Испытание давления масла проводится до выхода на рабочую температуру.
Контроль герметичности и давления
Проверка герметичности масляной системы производится после сборки узлов и перед запуском двигателя. Подключение манометров должно обеспечивать измерение давления на плоскостях масляного фильтра, подачи к вкладышам и магистралям смазки. Давление впускной и обратной магистралей регистрируется при оборотах холостого хода и при повышенных оборотах по протоколу. Использование манометров с классом точности не ниже 1,0 и калибровка приборов в аттестованной лаборатории обязательны. Утечка масла через сальники и прокладки определяется методом заполнения контуров окрашивающей присадкой и вакуумно-компрессионным тестированием. Давление в системе маслоподачи сравнивается с нормативными значениями производителя; расхождение превышающее допуск фиксируется в дефектно-техническом акте. Конденсация или пенообразование масла рассматриваются как признак аэрирования; источник аэрирования локализуется по последовательному блокированию контуров и повторному измерению. Испытание на герметичность системы охлаждения проводится отдельно от масляной проверки с давлением, указанным в сервисной документации, и фиксацией времени выдержки под давлением. Записи измерений вносяться в протокол с указанием серийных номеров датчиков и манометров, температуры среды и состояния пробега двигателя.
Обкатка двигателя
Обкатка производится на стенде с контролем температур, давления и нагрузок. Параметры записываются, протокол формируется и хранится.
Режимы обкатки и мониторинг параметров
Обкатка двигателя выполняется в несколько этапов с постепенным увеличением нагрузки и оборотов. Начальный этап предусматривает прогрев до рабочей температуры при низких оборотах и выдержку на холостом ходу для обеспечения равномерной циркуляции масла и стабилизации температурных градиентов. Второй этап включает интервальные изменения нагрузки с ограничением максимальных оборотов до 50% от номинала в течение первых 50 км пробега. Третий этап предполагает повышение нагрузки до 75% с доведением до рабочих оборотов в течение последующих 200 км пробега. Мониторинг параметров производится непрерывно: давление масла, температура масла и охлаждающей жидкости, показания датчиков детонации, углы опережения зажигания, частота вращения коленчатого вала, расход топлива. Регистрация параметров выполняется с применением диагностического оборудования с записью логов не реже, чем каждые 1 с. При выявлении отклонений от нормативов производится остановка на контрольную диагностику и уточнение причин отклонений перед продолжением обкатки.
Настройка и окончательная проверка
Калибровка ЭБУ производится согласно заводским картам. Тестовый прогон проводится с мониторингом давления, температуры и детонации. Отчёт формируется.
Калибровка ЭБУ и тестовый прогон
Калибровка ЭБУ производится программной синхронизацией параметров двигателя с заводскими картами управления. Считывание текущих карт выполняется через диагностический разъем. Сохранение оригинальных прошивок производится в архив. Внесение корректировок осуществляется по результатам стендовых и полевых измерений давления масла, температуры и детонации.
Тестовый прогон проводится на динамическом роликовом стенде с эмуляцией дорожной нагрузки. Регистрация параметров выполняется в реальном времени. Контролируються обороты, давление топлива, давление наддува, температуры, время впрыска и коррекция угла опережения зажигания. Программная адаптация завершена после стабилизации параметров и отсутствия кодов ошибок.
Документация и гарантийные условия
Выдача акта о выполненных работах производится после полной диагностики и ремонта. Гарантийный срок указан в приложенной вкладке; регистрация сервисных записей обеспечена.
Отчет о выполненных работах и сроки гарантии
Документ содержит перечень проведенных операций по двигателю Bugatti Chiron Super Sport 8.0L W16 1600 л.с. (2021–2024), включая диагностику, измерение компрессии, измерение давления масла, демонтаж, разборку, дефектовку, шлифовку коленвала, расточку блока, замену поршней, колец, вкладышей, ремонт и замену ГБЦ, сборку, обкатку, настройку системы управления двигателем. В отчет включены серийные номера замененных деталей, измеренные параметры до и после ремонта, значения компрессии по каждому цилиндру, показания масляного давления при холостом ходе и под нагрузкой, результаты контроля герметичности масляной системы, протоколы балансировки коленвала и подшипников. Гарантийные обязательства указаны с определением сроков на работы и комплектующие, с условием выполнения регламентных требований по эксплуатации и использованию рекомендованных масел и расходных материалов.