

Обслуживание двигателя Bugatti Mistral 8․0 W16 Quad Turbo 1600 л․с․ (2023–2024) производится по регламенту․
Описание объекта работ
Двигатель Bugatti Mistral 8․0 L W16 Quad Turbo 1600 л․с․ (2023–2024) представлен сложной многоблоковой конструкцией с двумя рядами по восемь цилиндров в W-формате и четырьмя турбокомпрессорами․ Характеризуется высоким давлением наддува, применением легированных сплавов и точной балансировкой коленчатого вала․ Присутствие сложной системы смазки и охлаждения, многоканальной топливной магистрали и электронного управления форсунками требует специализированного инструментального комплектования и стендовых процедур для диагностики и ремонта․
Перечень оказываемых процедур
Диагностика электронных блоков управления и периферии двигателя выполняется с использованием дилерского интерфейса и заводских протоколов․ Оценка состояния узлов производится по измерениям и визуальным параметрам․ Измерение компрессии цилиндров осуществляется по очереди с регистрированием значений․ Измерение давления масла проводится в рабочем режиме с фиксацией температурного условия․ Снятие и разборка агрегатов выполняются по очерёдности, детали маркируются․ Дефектовка выполняется по износу и трещинам․ Шлифовка и расточка выполняются с контрольными снятиями, замены поршней, колец и вкладышей производятся по подбору в допусках․ Сборка производится по моментам и процедурам обкатки и настройки․
Подготовка к приему автомобиля
Прием автомобиля оформляется регистрацией VIN, пробега, сервисной истории․ Осмотр документов производится․
Принятие автомобиля и регистрация данных
Фиксация поступления автомобиля проводится по установленной форме при приеме двигателя Bugatti Mistral 8․0 W16 Quad Turbo 1600 л․с․ (2023–2024)․ Оформление включает запись VIN, модификации силового агрегата, пробега, документов на транспортное средство, данных владельца и наличных дефектов․ Фотофиксация внешних повреждений и состояния моторного отсека выполняется для протокола․ Присутствие ключей и комплектов крепежа указывается в карточке․
Регистрация производится в электронной системе учета с присвоением уникального номера заявки, указанием ожидаемых процедур и контактных сроков возврата․ Внесение предварительной информации о расходных материалах и деталях осуществляется на этапе приемки для формирования сметы․
Визуальный осмотр и фиксация внешних признаков
Осмотр кузова производится для выявления следов вытекания рабочих жидкостей вокруг моторного отсека․ Фиксация обнаруженных повреждений осуществляется в фотографическом и письменном виде с указанием координат протечек и деформаций․ Состояние креплений и опор двигателя регистрируется с отмечением ослабленных и разрушенных элементов․ Поверхности агрегатов осматриваются на наличие трещин, коррозии и термических следов․ Записи вносятся в акт приемки с перечнем видимых дефектов и датой осмотра․
Диагностика состояния мотора
Электронная и механическая диагностика двигателя W16 выполнена с протоколированием ошибок, параметров и графиков․
Электронная диагностика систем двигателя
Подключение диагностического интерфейса производится к коммуникационной шине автомобиля․ Считывание кодов неисправностей выполняется специализированным оборудованием, совместимым с протоколами W-Bus и CAN․ Полученные данные сопоставляются с эталонными параметрами производителя․ Выполнение адаптации датчиков и калибровка актуаторов производится через сервисный режим управления ЭБУ․ Снятие ошибок фиксируется протоколом․ Регистрация параметров рабочего цикла выполняется в лог-файле для дальнейшей оценки․
Механическая диагностика узлов и агрегатов
Осмотр узлов двигателя W16 выполняется в последовательности, заданной технологической картой․ Визуальная оценка состояния крепежа, систем смазки, элементов ГРМ и турбин производится с фиксацией дефектов․ Замеры люфтов в опорах коленвала и распределительных валов производятся динамометрическими и микрометрическими инструментами․ Проверка состояние поршневой группы и шатунных втулок выполняется при снятом блоке․ Результаты регистрируются в протоколе диагностики с указанием допустимых пределов отклонений и рекомендаций по дальнейшим операциям․
Измерение компрессии и давления масла
Измерение компрессии производится по цилиндрам с использованием манометра высокой точности и адаптеров․
Методика измерения компрессии по цилиндрам
Подготовка двигателя включает вывод систем подачи топлива в нейтральное состояние и снятие высоковольтных цепей; Демонтаж свечей выполняется последовательным способом․ Впускные и выпускные тракты закрываются заглушками для исключения утечки․ Компрессометр с адаптером присоединяется к каждому цилиндру по одному разъему․ Прокрутка коленчатого вала осуществляется стартером до стабилизации показаний манометра․ Фиксация максимального давления производится на пике показаний․ Полученные параметры сопоставляются с табличными значениями производителя; расхождения фиксируются в отчете․
Методика измерения давления масла в рабочем режиме
Подготовка стенда: двигатель устанавливается на опорную раму, подача масла подключается через измерительную линию с калиброванным манометром․ Прогрев до рабочей температуры производится в условиях холостого хода до достижения температуры масла, указанной в технической документации․ Измерение производится при фиксированных оборотах: холостой ход, средний режим, максимальная частота вращения на режимах, указанных производителем; Давление регистрируется в местах подачи и возврата масла․ Сравнение с эталонными значениями производится в протоколе․ При отклонениях выполняется анализ гидравлической цепи: насос, редукционный клапан, масляные каналы, фильтр․ Фиксация результатов в журнале с указанием температуры, оборотов и использованных датчиков․
Оценка результатов диагностики и формирование сметы
Сопоставление измеренных параметров с заводскими нормами произведено по цилиндрам и системам․ Составление сметы основано на выявленных неисправностях, перечне необходимых операций и стоимости запасных частей, включая работу специализированного оборудования и сроки выполнения․
Сопоставление значений с нормативами производителя
Снятые измерения компрессии и давления масла сверяются с нормативами Bugatti для модели Mistral 8․0 W16 Quad Turbo 1600 л․с․ (2023–2024)․ Отклонения фиксируются в протоколе․ Допусковые значения по компрессии и биения коленвала сопоставляются с заводскими таблицами․ Превышение допустимых пределов обозначается как дефект․ Расхождения по давлению масла классифицируются по уровню критичности; По результатам формируется перечень требуемых операций и запчастей с указанием кодов производителя и размеров․
Составление перечня необходимых работ и запчастей
Составление сметы проводится на основе выявленных дефектов и технической документации двигателя Bugatti Mistral 8․0 W16 Quad Turbo 1600 л․с․ (2023–2024)․ Формирование перечня включает позиции: поршни с пальцами, поршневые кольца, шатунные и коренные вкладыши, направляющие клапанов, седла клапанов, прокладки ГБЦ, болты головки блока, масляный насос, фильтры, уплотнения, болтовая и монтажная фурнитура; Для каждой позиции указывается артикул, количество, класс точности и допуск․ Оформление сметы производится с указанием стоимости работ и сроков поставки запчастей․

Снятие и демонтаж агрегатов
Демонтирование производится по этапам: отсоединение систем, разъединение крепежа, подъем и размещение узлов․
Очередность демонтажа компонентов силового агрегата
Демонтаж выполняется по этапам для минимизации рисков и сохранения взаимного соответствия деталей․ Снятие внешних узлов выполняется первым: облицовка, воздухопроводы, ресиверы, интеркулеры․ Отсоединение вспомогательных систем производится последовательно: топливопроводы, магистрали охлаждения, электропроводка․ Далее выполняется демонтаж надстроек: выпускные коллектора, турбокомплекты, впускные тракты․ После этого производится снятие головок блока цилиндров с маркировкой и упаковкой․ Блок двигателя подвергается креплению и дальнейшей подготовке к демонтажу коленвала и поддона․
Маркировка и упаковка узлов для хранения
Маркировка узлов производится с указанием номера детали, позиции в сборке, даты демонтажа и кода дефекта․ Нанесение идентификаторов выполняется стойкими этикетками и лазерной гравировкой на нерабочих поверхностях․ Упаковка отдельных агрегатов предусматривает применение антиокислительных материалов и защитных прокладок․ Коробки промаркированы по каталожным позициям․ Вкладыши упакованы в индивидуальные пакеты с влагопоглотителем․ Обозначение совместимости наносится на упаковку․

Разборка и дефектовка деталей
Разборка узлов двигателя W16 выполнена по регламенту․ Дефектовка поршней, шатунов, вкладишей и ГБЦ проведена․
Последовательность разборки блоков цилиндров и ГБЦ
Фиксация документации на двигатель производится перед началом работ․ Отключение силовых цепей и слив технологических жидкостей выполняется по регламенту․ Снятие навесных агрегатов и магистралей производится с маркировкой соединений․ Демонтаж крышек распредвалов и распределительных механизмов выполняется по очередности, указанной в паспортных данных․ Блок цилиндров освобождается от вспомогательных деталей․ Снятие головок блока цилиндров производится по установленной схеме с контролем порядка откручивания болтов․ Места крепления промаркированы и упакованы․
Проведение дефектовки поршней, шатунов, коленвала и вкладышей
Дефектовка проводится в специализированной зоне с применением калиброванных средств измерений․ Поршни оцениваются по износу юбок, задиров и пороков литья; Шатуны проверяются на прямизну и усталостные трещины методом магнитопорошкового контроля․ Коленвал подвергается наружной и внутренней проверке на изломы, круговую балансировку и контроль остаточной пластичности․ Вкладыши измеряются по толщине и микровыработке с записью размеров и отклонений․
Шлифовка и расточка рабочих поверхностей
Шлифовка коленвала производится по размерам; расточка блока цилиндров выполняется в заданных допусках․
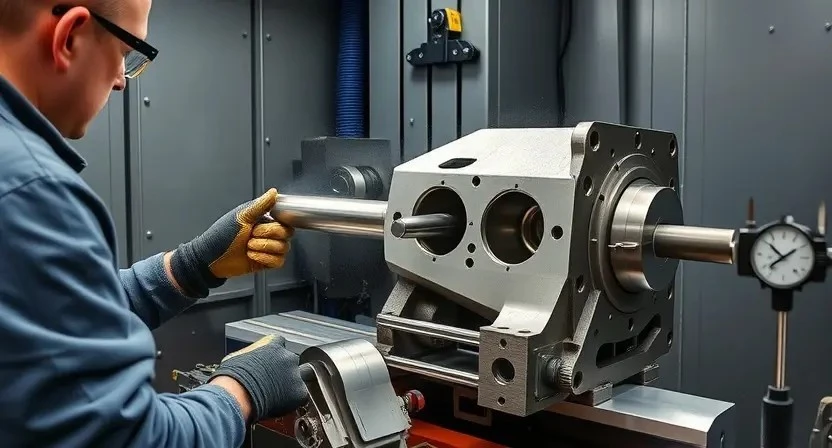
Шлифовка коленчатого вала и контроль геометрии
Подготовка коленвала к шлифовке производится путем удаления загрязнений и маркировки радиальных положений․ Визуальная оценка выявляет следы износа, задиры, трещины и коррозию․ Измерение биений и овальности выполняется хонинговочным микрометром и индикатором часового типа․ Шлифовка осуществляется на специализированном станке с абразивным кругом заданной зернистости; После шлифовки производится полировка шеек для восстановления радиуса перехода․ Контроль размеров и круглости проводится поверочным щупом и микрометром․ Геометрия проверена по чертежным допускам․
Расточка блока цилиндров и контроль размеров
Расточка блока цилиндров выполняется на стационарном расточном станке с применением цифрового управления․ Обработка производится по чертежным размерам, соблюдение посадок контролируется микрометрами и нутромерами․ Измерение диаметра цилиндров выполняется по нескольким уровням и в двух взаимно перпендикулярных направлениях․ Контроль овальности и конусности фиксируется протоколом․ Отчёт о допусках оформляется с указанием чистоты поверхности и предельных размеров․

Замена поршневой группы и вкладышей
Подбор поршней по допускам․ Установка колец с заданным зазором․ Вкладыши заменены по классу;
Подбор и установка поршней, колец и пальцев
Подбор деталей для двигателя Bugatti Mistral 8․0 W16 производится по заводским размерам и допускам․ Классификация поршней по диаметру и массе проводится с использованием калибров и весов высокой точности․ Контроль зазоров кольцевых каналов и кольцевых зазоров выполняется микрометрами и щупами․ Установка пальцев производится с применением пресс-оборудования и фиксаторов․ Смазка рабочих поверхностей наносится точечными дозами․ Закрепление колец и фиксация стопорных элементов достигаются моментной затяжкой․ Контроль геометрии поршневых отверстий проводится измерительным инструментом․ Испытание посадки деталей производится стендовыми нагрузками․
Установка коренных и шатунных вкладышей с допусками
Подготовка посадочных мест выполняется очисткой и обезжириванием․ Контроль размеров поверхностей производится микрометром и индикатором, полученные значения сопоставляются с паспортными допусками двигателя․ Подбор вкладышей выполняется по коду и размерной группе, маркировка наносится на наружную сторону․ Установка вкладышей производится с применением оправок для исключения смещения․ Допуск зазора замеряется щупом между вкладышем и шатунной крышкой․ Фиксация положения осуществляется установкой болтов с моментной характеристикой согласно нормативу․

Ремонт или замена головок блока цилиндров
Дефектовка ГБЦ выполнена․ Реставрация седел и направляющих проведена с контролем геометрии и герметичности․
Дефектовка и восстановление поверхности седел и направляющих
Визуальная оценка седел клапанов и направляющих производится при разборке головки блока цилиндров․ Регистрация дефектов проводится по каталогу неисправностей: выкрашивание, износ по радиусу, задиры, выгорание, микротрещины․ Измерение геометрии седел и направляющих выполняется нутромером, микрометром и профилометром․ Определение глубины посадки и угла седла проводится шаблоном и измерительными приборами․ Приняты параметры сравниваются с паспортными значениями производителя․
Реставрация поверхности седла проводится фрезерованием и шлифовкой с заданными углами․ Направляющие подвергаются расточке с последующей запрессовкой втулок при необходимости․ Контроль герметичности производится посредством притирки и давления воздуха с маслом․ Записи по измерениям и операциям вносятся в дефектовочный акт․
Контроль плоскостности и фрезеровка ГБЦ
Плоскостность головки блока цилиндров измеряется торцевой линейкой и щупом по всему периметру посадочной поверхности․ Допуски сверяются с технической документацией производителя․ Дефектные значения фиксируются в протоколе․ При превышении допуска производится фрезеровка поверхности на станке с числовым управлением․ Снятие материала ведётся равномерно по заданной программе․ Контроль параллельности выполняется после обработки․ Результаты вносятся в акт дефектовки․
Сборка двигателя и контроль сборочных операций
Послойная сборка производится с указанием моментов затяжки․ Контроль зазоров и герметичности фиксируется протоколом․
Послойная сборка узлов с применением моментных характеристик
Сборка выполняется послойно․ Каждый узел устанавливается на подготовленную поверхность․ Контроль чистоты и ориентации деталей производится перед монтажом․ Применение моментных характеристик производится по таблице производителя․ Моментные значения фиксируются в протоколе․ Последовательность затяжки устанавливается для каждой группы болтов отдельно․ Использование динамометрического ключа допускается для всех крепежных элементов․ Допуски на усилие и последовательность сборки указываются в рабочей карте․ Проверка фиксации шпилек и резьбовых соединений проводится после первичного прогрева․
Испытание герметичности и контроль зазоров после сборки
Испытание герметичности производится в стендовых условиях при давлении, заданном в регламенте․ Герметичность блоков, каналов охлаждения и масляных трактов подтверждается по показателям потерь давления и отсутствию видимых утечек․ Контроль зазоров коленвала и шатунов выполняется динамометрией и щупами с фиксацией значений в протоколе․
Проведение испытаний сопровождается документированием результатов и указанием допусков производителя․
Обкатка и первоначальная эксплуатация после ремонта
Обкатка двигателя проводится по этапам: холостой режим, постепенное увеличение нагрузки, контроль температуры и вибраций․
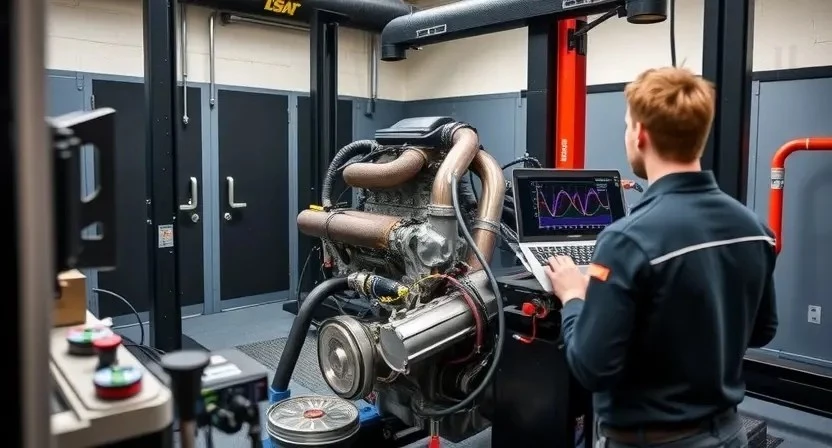
Программа обкаточных режимов и параметров
Обкатка двигателя Bugatti Mistral 8․0 W16 Quad Turbo 1600 л․с․ производится по поэтапной программе․ Первичный прогрев осуществляется на холостых оборотах до достижения рабочего температурного диапазона․ Последующий цикл включает переменные нагрузки с плавным набором оборотов до 4000 об/мин в течение заданного времени․ Инженерный контроль масла и давления проводится в режиме реального времени․ Переход к повышенным нагрузкам допускается после закрепления стабильных параметров․ Завершающее испытание выполняется на стенде с фиксированными режимами․
Контроль параметров в процессе обкатки
Фиксация телеметрии давления масла, температуры масла и охлаждающей жидкости выполняется периодически в установленные интервалы․ Регистрация оборотов холостого хода и переходных режимов производится с применением стендовых логов․ Анализ вибрации и акустики проводиться на заданных этапах обкатки․ Сравнение показателей с паспортными пределами проводится после каждого этапа․ Корректировка впрыска и опережения зажигания производится по протоколу адаптации ЭБУ․

Настройка систем управления и регулировка параметров
Настройка ECU производится с калибровкой датчиков․ Адаптация параметров топлива и зажигания проводится по протоколу․
Калибровка датчиков, адаптация ЭБУ и обновление ПО
Калибровка датчиков давления, температуры и положения коленвала выполняется с применением заводского оборудования и эталонных приборов․ Адаптация ЭБУ производится после монтажа компонентов и при смене гидравлических или электрических контуров․ Обновление ПО блока управления выполняется по версии производителя с сохранением логов и контрольных точек․ Запись конфигураций и параметров производится в сервисной документации․ Протоколы тестирования сохраняются в архиве на срок, установленный регламентом․
Регулировка топливной системы и системы зажигания
Настройка топливной системы производится по этапам․ Проверка давления в рейке и характеристик форсунок выполняется с использованием поверенного манометра и стенда․ Калибровка форсунок проводится по объему впрыска и времени открытия․ Балансировка подачи топлива по банкам выполняется с использованием диагностического сканера и осциллографа․ Настройка системы зажигания включает проверку катушек, контроль фазы зажигания и синхронизацию по меткам․ Адаптация ЭБУ производится после завершения регулировок․
Оформление документации и рекомендации по дальнейшей эксплуатации
Выдача технического отчета производится после завершения работ․ В документ включены результаты диагностики, замеров компрессии и давления масла, перечень заменённых деталей, измеренные допуски и геометрические параметры, а также протоколы испытаний после сборки․ Гарантийные обязательства оформлены в соответствии с регламентом․ Рекомендация по первичным режимам эксплуатации представлена в виде режима обкатки с интервалами проверки параметров․ Запись сервисных интервалов внесена в сервисную книгу․