
Предоставление услуги ремонта двигателя Cadillac CT4-V Blackwing 3.6 V6 Twin Turbo 472 л.с. включает диагностику, оценку состояния.
Область обслуживания
Обслуживание распространяется на двигатель Cadillac CT4-V Blackwing 3.6 V6 Twin Turbo 472 л.с. модельного ряда 2022–н.в. Выполнение диагностики электронной и механической частей, включая систему управления двигателем, датчики, проводку и блоки управления в рамках специализированного стенда. Измерение компрессии и давления масла проводится с применением поверенных манометров и компрессометров. Включена механическая разборка до узлов и агрегатов для дефектовки, включая блок цилиндров, коленчатый вал, поршни и головку блока. Шлифовка и расточка выполняются в специализированных станках с контрольными микрометрами. Замена поршней, колец и вкладышей производится по каталожным номерам с применением ремонтных комплектов. Обкатка проводится на стенде с протоколированием параметров. Настройка системы управления производится адаптацией ЭБУ и калибровкой датчиков.

Общие сведения о двигателе
Описание: V6 3.6 Twin Turbo, мощность 472 л.с., турбонаддув, цепной привод ГРМ, алюминиевый блок, система охлаждения повышенной производительности.
Технические характеристики силового агрегата
Обозначение: V6 3.6 Twin Turbo. Рабочий объем 3.6 л. Максимальная мощность 472 л.с. при установленном режиме эксплуатации. Крутящий момент регламентирован заводскими параметрами управления турбонадувом. Система питания ー непосредственный впрыск топлива высокого давления. Конфигурация ГРМ ⏤ двойной распредвал на головку блока цилиндров. Система смазки ー сухой картер с масляным насосом цепного привода. Система охлаждения ー закрытого цикла с принудительной циркуляцией. Материалы блок-головка: алюминиевый сплав. Диаметр цилиндров и ход поршня соответствуют стандарту производителя. Сопряжение узлов требует контроль допусков и использования калиброванных инструментов.
Подготовка к приему автомобиля
Оформление документации производится при поступлении. Фиксация VIN, пробега, визуальная фотофиксация повреждений и списков дефектов.
Оформление документации и история обслуживания
Регистрация приёма автомобиля производится в электронном журнале с присвоением уникального номера заявки. Включение в заявку данных VIN, пробега, даты выпуска и комплектации. Фиксация заявленных симптомов и условий эксплуатации. Приложение фотографий внешнего состояния моторного отсека, отметка уровней жидкостей и наличия течей. Внесение сведений о предыдущих ремонтах и заменах узлов на основе предоставленной сервисной книги и счетов. Протокол предварительной диагностики оформляется отдельным документом с перечнем выполненных тестов и обнаруженных дефектов. Подписи ответственных лиц и штамп организации проставляются в конце документации.
Первичная визуальная инспекция
Осмотр двигателя выполнен визуально. Зафиксированы утечки масла, следы перегрева на коллекторе, повреждения кожуха и ослабления креплений.
Осмотр компонентов и выявление внешних повреждений
Визуальный осмотр поверхностей корпуса двигателя выполнен при естественном и направленном освещении. Поверхности блока цилиндров, головки блока и масляного поддона проверены на трещины и деформацию. Фасонные поверхности коллекторов и патрубков осмотрены на наличие трещин и разрушений. Резьбовые соединения головки, крепления навесного оборудования и шпильки проверены на сорванные и деформированные резьбы. Состояние уплотнителей и прокладок регистрировано с указанием мест течей. Коррозионные очаги отмечены с указанием зон по каталожным номерам. Визуальная оценка турбокомпрессоров произведена на предмет внешних повреждений и масляных проявлений. Обнаруженные дефекты задокументированы с фотографиями и координатами позиции.

Диагностика электрооборудования
Проверка ЭБУ и силовых цепей производится с применением специализированного сканера. Считывание кодов неисправностей и запись данных.
Проверка системы управления двигателем и датчиков
Проведение проверки системы управления двигателя начинается с считывания кодов неисправностей через диагностический разъем. Снятие и сохранение актуальных данных адаптаций и параметров производится перед выполнением дальнейших действий. Проверка питания и массы модуля управления выполняется методом замера напряжения и сопротивления на контактах. Состояние и сигнал датчиков массового расхода воздуха, положения дросселя, давления наддува и температуры охладителя оценивается по графикам живых параметров. Исправность проводки и разъемов обеспечивается визуальным осмотром и измерением целостности цепей. Выполнение калибровки положения дросселя и сброс адаптаций производится при подтверждении устранения ошибок. Результаты фиксируются в отчете с указанием кодов, параметров и выполненных процедур.
Проверка рабочих параметров двигателя
Измерение компрессии и давления масла выполняется по регламенту. Снятие показаний оборотов, температур и давления производится приборно.
Измерение компрессии цилиндров
Подготовка: отключение системы зажигания и топливной подачи. Снятие катушек и свечей. Применение манометра для бензиновых двигателей с адаптером к свечному отверстию.
Процедура: вариант прокрутки коленвала заводским стартером или внешним приводом. Запись пикового давления для каждого цилиндра. Повторение замера после ввода небольшого количества моторного масла в цилиндр при подозрении на износ колец.
Критерии: сравнение показаний между цилиндрами и с паспортным давлением. Расхождение свыше 10-15% или значительное снижение указывают на износ поршневой группы или повреждение клапанного механизма. Результаты фиксируются в протоколе измерений.
Измерение давления масла
Измерение давления масла производится манометром на горячем двигателе. Фиксация значений в диапазоне холостых и рабочих оборотов.
Методика замера и критерии оценки
Измерение давления масла производится манометром с присоединением к масляной магистрали через отверстие датчика давления или через адаптер на масляный фильтр. Прогрев до рабочей температуры двигателя до достижения установленного давления при холостом ходе. Фиксация показаний при оборотах холостого хода и при повышенных оборотах согласно заводским данным. Оценка производится по сравнению с нормативами производителя; отклонение менее установленного допуска считается допустимым. При снижении давления в сравнении с нормативом производится проверка масляного насоса, масляного радиатора и чистоты сетки. Контроль происходит повторно после замены деталей и промывки магистралей;
Оценка состояния системы охлаждения
Проверка охлаждающей магистрали производится на герметичность, проверка термостата и помпы проводится по регламенту производителя.
Проверка термостата, помпы и радиатора
Визуальная оценка внешнего состояния радиатора производиться на наличие вмятин, коррозии и деформаций. Диагностика герметичности проводится посредством давления в контуре охлаждения с использованием манометра и адаптера. Испытание термостата выполняется в отдельной емкости с прогревом до рабочей температуры и контролем открытия клапана по термоиндикатору. Оценка помпы производится по признакам люфта, износа рабочего колеса и течи с применением индикатора вибрации и визуальной инспекции уплотнений. Замеры температуры на входе и выходе радиатора фиксируются пирометром для определения эффективности теплообмена. Фиксация результатов производится в бланке диагностики с указанием величин и дефектов.

Принятие решения о демонтаже двигателя
Оценка результатов диагностики и измерений компрессии и давления масла используется для решения о демонтаже двигателя. Критерии документируются.
Критерии перехода к разборке
Фиксация значительных отклонений рабочих параметров двигателя на диагностическом стенде. Измерение компрессии, при котором выявлены значения ниже допустимых эксплуатационных границ для данного типа блока цилиндров. Фиксация системного снижения давления масла, подтверждённая сериями замеров на холостом ходу и при нагрузке. Выявление посторонних металлических включений в масляном фильтре или сливной пробке. Обнаружение трещин или деформаций в блоке цилиндров, в шатунно-поршневой группе или в картере коленчатого вала при визуальном и инструментальном осмотре. Фиксация нестабильной работы системы турбонаддува, сопровождающейся перегревом или утечками масла во впускной тракт. Установление значительного износа направляющих клапанов или седел при эндоскопии головки блока. Наличие изменений геометрии поверхности плоскости ГБЦ, превышающих допустимые плоскостные отклонения. Выявление перекоса коленчатого вала, определённого по индикатору часового типа. Наличие несоответствия внутренней коррозии масляных каналов нормам эксплуатации. Составление протокола с перечислением обнаруженных дефектов и параметров. Решение о демонтаже двигателя принимается на основании протокола и сопоставления с ремонтными лимитами производителя.
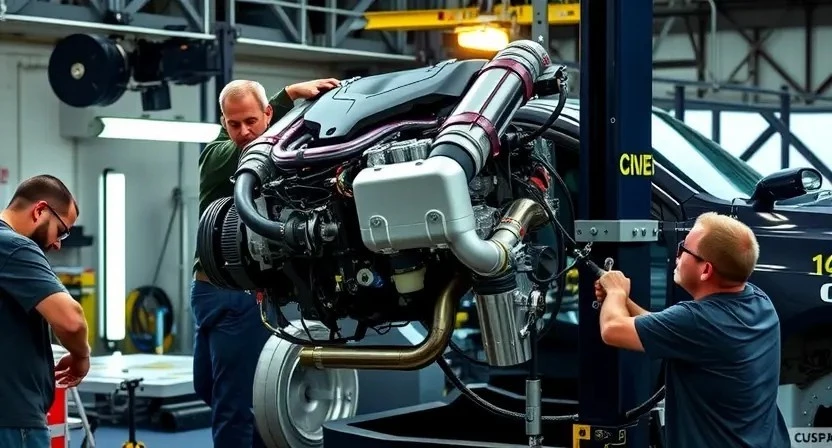
Снятие двигателя и подготовка к разборке
Демонтаж двигателя производится с маркировкой точек крепления. Обвязки отсоединяются. Агрегат фиксируется на траверсе для разборки.
Фиксация агрегата и маркировка узлов
Фиксация двигателя проводится на специализированной траверсе с применением болтовых креплений по установленным точкам. Установка производится на опоры с антивибрационными прокладками. Маркировка узлов выполняется методом лазерной гравировки и нумерации металлическими бирками. Каждая маркированная позиция вносится в протокол с указанием кода, положения и состояния крепежа. Для снятого навесного оборудования применяется упаковка с защитой от коррозии и описью содержимого. Контроль момента затяжки крепежа фиксируется в журнале с указанием момента, инструмента и допусков. Присвоение уникального идентификатора агрегату производится перед транспортировкой на стенд разборки.

Разборка двигателя
Демонтаж навесного оборудования производится. Блок цилиндров освобождается. Головка снята. Поршни и шатунные соединения изымаются.
Порядок демонтажа блоков и навесного оборудования
Фиксация автомобиля на подъемнике должна быть выполнена для обеспечения доступа к моторному отсеку и унификации положения агрегата. Электросистемы отсоединяются с фиксацией маркировки разъемов и с сохранением схемы подключения. Слив рабочих жидкостей производится с использованием комплектов для утилизации, с последующей промаркировкой емкостей. Снятие воздухозаборной системы и интеркулера выполняется поэтапно для исключения повреждений трубопроводов. Демонтаж турбин и выпускной системы производится при охлажденном состоянии компонентов. Снятие навесных агрегатов и приводных ремней осуществляется с последовательной маркировкой крепежа. Моторный агрегат извлекается с применением траверсы и захватов, с контролем центровки и грузоподъемности. Установление двигателя на стенд производится с закреплением по технологическим отверстиям и проверкой отсутствия задиров.
Дефектовка деталей
Исполнение дефектовки: визуальный осмотр, измерение износа, оценка трещин, контроль геометрии, составление дефектного акта и перечня ремонтных операций.
Осмотр блоков, шатунов, коленвала и поршней
Визуальный и инструментальный осмотр блоков выполняется перед оценкой пригодности к восстановлению. Поверхности блоков осматриваются на трещины методом магнитопорошковой или проникающей дефектоскопии. Измерение цилиндров производится микрометром и внутренним индикатором для определения износа и биения. Шатуны подлежат проверке на прямолинейность и следы усталостного разрушения с применением поверочных приспособлений. Коленвал проверяется на радиальное и торцевое биение, контроль резьб и шейки проводится независимо. Поршни осматриваются на следы задиров, выкрашивания и деформации; Регистрация дефектов выполняется в протоколе дефектовки с указанием размеров и степени износа.
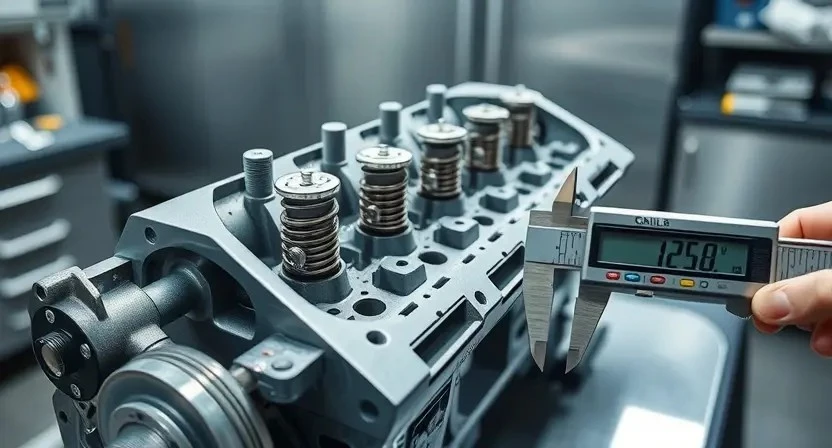
Измерительные операции по блокам и деталям
Выполнение измерений блоков и деталей производится штангенциркулем, микрометром, индикатором. Зафиксировать величины, внести в протокол.
Контроль биения, износа и геометрии
Измерение биения коленвала и шатунных шеек выполняется посредством индикатора часового типа и оправок фиксации. Контроль радиального и осевого люфта проводится при посадке коленвала в постель с использованием микрометра и щупов. Измерение конусности и овальности цилиндров производится нутромером в нескольких плоскостях; полученные размеры фиксируются в ведомости. Контроль параллельности плоскости постели блока и фланца коленчатого вала выполняется методом щупов и линейки. Измерение износа вкладышей производится по суммарной толщине и по зазору после сборки. Геометрия шатунов и колец определяется по калибрам и нутромеру. Документирование результатов производится с указанием допусков производителя.
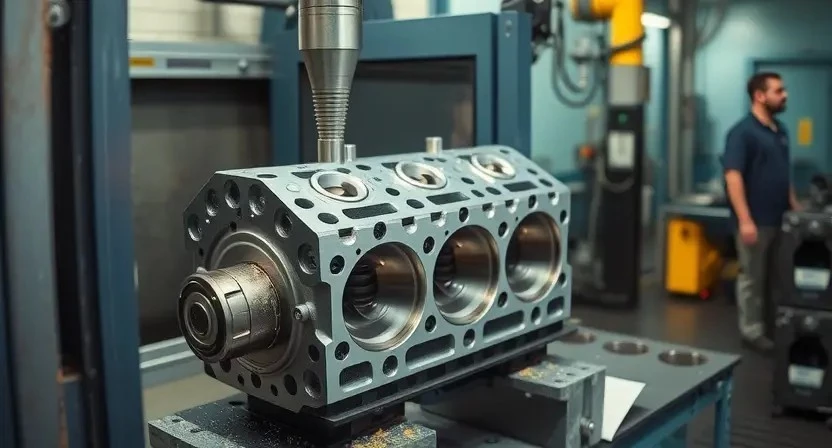
Шлифовка и расточка блоков и коленвала
Шлифование коленвала выполняется до восстановления биения. Расточка блоков производится с контролем цилиндрической формы и припуска.
Точностные операции и допустимые припуски
Измерительные операции на блоке и коленвале выполняются с применением калиброванных приборов. Контроль диаметра цилиндров проводится микрометром и нутромером с допуском +0,02 мм на ремонтную расточку. Обработка плоскости блока осуществляется фрезерованием с припуском, обеспечивающим плоскостность не хуже 0,05 мм. Коленвал шлифуется с удалением металла до установленных ремонтных размеров; контроль биения выполняется по шейкам с допуском 0,01 мм. Хонингование обеспечивает требуемую шероховатость Ra 0,6–1,0 µm. Вкладыши подбираются по зазору масляной пленки 0,02–0,04 мм. Поршни и кольца подбираются по посадочным допускам производителя; зазоры рабочих канавок соответствуют заводским значениям. Балансировка совокупного ротора производится с погрешностью не более 1 г·см.
Замена поршней, колец и вкладышей
Демонтаж поршневой группы произведён. Подбор ремонтных комплектов по диаметру цилиндров и зазорам. Установка новых компонентов выполнена.
Подбор и установка ремонтных комплектов
Подбор ремонтных комплектов производится на основании замеров геометрии цилиндров, канавок под кольца и посадочных поверхностей вкладышей. Применение оригинальных или сертифицированных аналогов фиксируется в документации. Подбор размеров поршней и колец выполняется по таблицам допусков производителя. Подбор вкладышей производится по замерам шатунных и коренных шеек коленвала с указанием ремонтного класса.
Установка комплектующих происходит на чистую и обезжиренную поверхность. Контроль за посадкой проводится измерением зазоров и натягом. Протяжка креплений фиксируется моментом согласно регламенту. Испытание посадочных узлов выполняется на стенде перед сборкой. Заполнение отчетной формы с указанием партийных номеров и допусков производится обязательным порядком.
Ремонт или замена головки блока цилиндров
Оценка плоскости ГБЦ производится. Проверка седел клапанов и направляющих выполняется. Принятие решения по ремонту или замене.
Проверка седел клапанов, направляющих и плоскости ГБЦ
Обследование головки блока цилиндров производится с целью выявления износа седел клапанов, люфтов направляющих и искривлений плоскости. Замер глубины посадки седел выполняется микрометром и индикатором; износ фиксируется при превышении заводских пределов. Измерение люфта направляющих производится щупом; зазоры сопоставляются с нормативами. Контроль плоскостности поверхности ГБЦ выполняется щупом и линейкой на опорных участках; перекосы регистрируются. Применение контрольных приспособлений и технической документации обязательно. Результаты заносятся в акт дефектовки с указанием допустимых допусков и предложенных мероприятий по ремонту или замене узлов.
Сборка двигателя
Сборка выполняется по монтажной карте. Применение моментных характеристик и контроль зазорных параметров. Фиксация шпонок и маркировка компонентов.
Сборочные допуски и момент затяжки
Указание допусков и моментов затяжки представлено для узлов двигателя Cadillac CT4-V Blackwing 3.6 V6 Twin Turbo 472 л.с. Значения подбираются по спецификациям производителя и нормативной документации на силовой агрегат. Применение крутящего момента и контроль последовательности болтового крепления выполняется по этапам: подготовка поверхностей, очистка резьбы, применение уплотнительных материалов при необходимости. Контроль усилия осуществляется динамометрическим ключом с поверкой. Шаги затяжки делятся на предварительную, основной и уголковую стадии. Применение новых крепежных элементов фиксируется в отчете. Регистрация установочных размеров производится с указанием серийных номеров деталей и установленных моментов.
Монтаж на автомобиль и подключение магистралей
Установка двигателя производится по маркировке посадочных мест. Подключение топливных, масляных и охлаждающих магистралей выполняется согласно схеме.
Соединение систем питания, охлаждения и выпуска
Соединение топливной магистрали производится только после подтверждения герметичности и соответствия давления подаваемой системы заводским параметрам. Топливные фитинги заменяются при наличии следов коррозии или деформации. Опресовка линии подачи выполняется для исключения подсоса воздуха. Охлаждающая система собирается с заменой уплотнений и прокладок при износе. Подключение патрубков радиатора и термостата производится с контролем направления потока и правильного расположения хомутов. Присоединение маслопроводов к блок-двигателя и турбокомпрессорам осуществляется с использованием новых шайб и уплотнительных колец. Выпускная система монтируется с соблюдением зазоров между фланцами и применением высокотемпературных прокладок. Соединения подвергаются контрольному прогону под нагрузкой для выявления утечек.
Обкатка и контрольные проверки после сборки
Обкатка производится по этапам: холостой режим, нагрузочные циклы, постепенное увеличение оборотов. Контроль параметров давления и температуры.
Протокол обкатки и параметры мониторинга
Фиксация этапов обкатки двигателя Cadillac CT4-V Blackwing 3.6 V6 Twin Turbo 472 л.с. выполняется в регламентированном режиме. Обкаточные циклы разделены на фазы по времени и нагрузке. Запись параметров производится непрерывно: давление масла, температура охлаждающей жидкости, температура масла, обороты холостого хода и под нагрузкой, показания датчиков детонации, уровень вибрации блока и частота срабатывания турбокомпрессоров. Допускаемые пределы установлены в технической карте ремонта. Протокол включает время удержания режимов, замечания по отклонениям, моменты адаптаций ЭБУ и этапы замены контрольных точек. При отклонениях от пределов выполняется повторная проверка после стабилизации параметров. Окончательная запись включает подписи и штамп мастерской.

Настройка системы управления двигателем
Настройка ЭБУ производится с калибровкой датчиков, адаптацией форсунок и проверкой коррекций впрыска по диагностическим протоколам.
Калибровка датчиков и адаптация ЭБУ
Калибровка датчиков осуществлена при завершении сборки двигателя. Позиционные датчики распределительного и коленчатого вала синхронизированы с помощью эталонного сигнала. Давление масла и расход воздуха откалиброваны в статическом режиме с применением лабораторных манометров и массового расходомера. Температурные датчики подсоединены к эталонным термопарам для подтверждения шкалирования. Адаптация ЭБУ произведена через диагностический интерфейс, загружены фирменные калибровочные таблицы и контрольные значения. Процедуры включали стирание ошибок, инициализацию датчиков холостого хода и адаптацию топливных карт. После адаптации осуществлен программный мониторинг параметров в реальном времени. Протокол сохранён в электронном архиве с отметками времени и идентификаторами оборудования.
Финальная оценка состояния и отчетность
Составление отчета по выполненным работам. Фиксация параметров после обкатки. Выдача протокола с перечнем замененных узлов.
Составление заключения по проделанным работам
Составление итогового заключения производится на основании выполненных операций по двигателю Cadillac CT4-V Blackwing 3.6 V6 Twin Turbo 472 л.с. Перечень выполненных процедур включает диагностику электроники, измерение компрессии каждого цилиндра, определение давления смазки по контрольной точке, демонтаж и разборку агрегата, дефектовку компонентов, шлифовку и расточку блока и коленвала, замену поршней, колец и вкладышей, ремонт или замещение головки блока. Результаты измерений фиксируются с указанием фактических величин и допустимых пределов. Сопроводительная документация содержит список установленных деталей с их номерами, применённые ремонтные допуски и моменты затяжки. Испытания после сборки описаны в протоколе обкатки с указанием режимов работы, продолжительности и контрольных параметров. Оценка работности агрегата представлена в виде заключения о техническом состоянии и рекомендации по дальнейшему обслуживанию, отражённые в отчёте.