
Вhведение
Описание услуги по ремонту двигателя Chery Tiggo 7 Pro 1․5 Turbo 156 л․с․: диагностика, оценка состояния, последовательная документация работ․
Область применения услуги
Приведение в рабочее состояние двигателей Chery Tiggo 7 Pro 1․5 Turbo 156 л․с․ 2020–н․в․ при обнаружении механических дефектов, потери мощности, повышенного расхода масла, нестабильной работы на холостых оборотах и посторонних шумов․ Диагностика включает измерение компрессии, измерение давления масла, оценку состояния топливной и системы зажигания․ Работы по демонтажу и разборке выполняются при подтвержденных дефектах, несовместимых с текущей эксплуатацией․ Дефектовка предусматривает контроль поршней, шатунов, вкладышей и колец․ Обработка цилиндров включает шлифовку и расточку с соблюдением технологических допусков․ Замена головки блока цилиндров или ее ремонт производится при нарушении геометрии плоскостей, повреждении седел клапанов или трещинах․ Сборка агрегата производится с контролем моментов затяжки, применением новых уплотнений и замены расходных деталей․ Обкатка выполняется в регламентированных режимах с последующей настройкой топливоподачи и систем управления двигателем․
Общие сведения о двигателе
Описание конструкции: рядный четырёхцилиндровый бензиновый турбированный двигатель 1․5, рабочий объём 1498 см3, мощность 156 л․с․
Технические характеристики 1․5 Turbo 156 л․с․
Объём рабочий двигателя 1,5 л․ Конфигурация цилиндров рядная․ Система наддува турбокомпрессорная․ Максимальная мощность 156 лошадиных сил при номинальных оборотах․ Крутящий момент пиковый указан в паспорте двигателя․ Степень сжатия заводская․ Топливо бензин с октановым числом согласно спецификации производителя․ Система впрыска непосредственная․ Охлаждение жидкостное с насосом приводимым ремнём или цепью․ Смазка под давлением с масляным насосом шестерённого или роторного исполнения․ Электронное управление двигателем адаптировано к модели автомобиля․
Подготовка к диагностике
Организация места: освещение, устойчивость подъемника, чистая поверхность․ Инструменты в комплекте, коды доступности оборудования внесены․
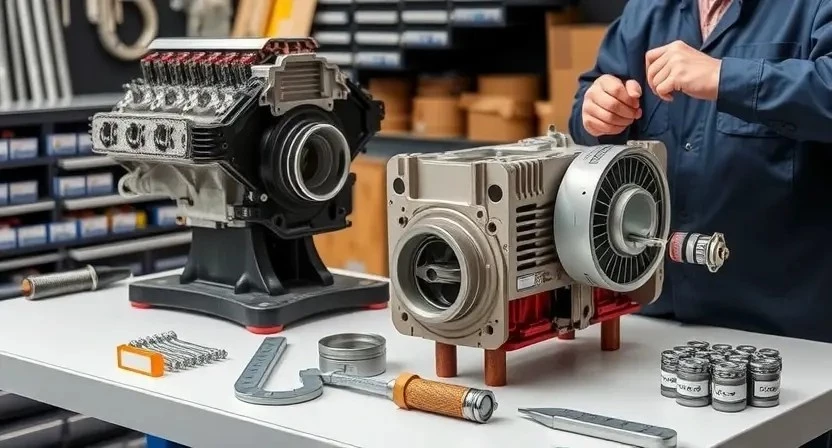
Организация рабочего места и инструментов
Подготовка рабочего места производиться для проведения ремонта двигателя Chery Tiggo 7 Pro 1․5 Turbo 156 л․с․ Освещение обеспечить равномерное, без бликов и тёплых оттенков․ Пол выложить антивибрационным покрытием, поверхность обезжирить и пометить зоны расположения крупногабаритных узлов․ Рабочая зона разделена на участки: демонтажный, сборочный, хранения деталей, контроля и испытаний․ Инструмент организован по функциональным группам: съемники, динамометрические ключи, компрессометры, манометры, шлифовальные приспособления, микрометры и нутромеры․ Каждый инструмент промаркирован и внесен в учётный журнал с номером калибровки․ Контейнеры для крепежа снабжены компартментами и этикетками с обозначением позиции и шага нарезки․ Защитные материалы размещены в отдельном шкафу․ Документация на неисправности и протоколы испытаний подготовлены в цифровом и бумажном виде․ Контроль за чистотой поверхности проводить перед монтажом․ Вспомогательное оборудование ― подъемник с грузоподъемностью, соответствующей массе агрегата, и стенд для опрессовки узлов; фиксация узлов на стенде обеспечена специальными рым-болтами с маркировкой прочности․ Электропитание обеспечено через выделенную линию с стабилизацией напряжения․ Система отвода отработанных жидкостей представлена герметичными ёмкостями с маркировкой состава и объема; утилизация производится согласно регламенту․
Первичная визуальная оценка состояния
Визуальный осмотр двигателя произведён: обнаружены внешние течи масла, коррозия на соединениях, повреждения защитных кожухов и следы перегрева․
Осмотр наружных элементов и узлов
Визуальный контроль внешних компонентов двигателя 1․5 Turbo 156 л․с․ выполняется с целью выявления механических повреждений и утечек․ Осмотр производится по перечню: корпус привода ГРМ, коллекторы впускной и выпускной, турбокомпрессор, масляные и охлаждающие патрубки, фильтрующие элементы, крышки распределительных валов, кронштейны навесного оборудования․ Фиксация дефектов производится в бланке дефектации с указанием местоположения и характера поражения․ Измерение зазоров и проверка креплений выполняются при обнаружении люфтов․ Фотофиксация прилегающих поверхностей проводится при наличии следов течи․ Отчёт включается в диагностическую карточку․

Проверка систем питания и зажигания
Диагностика топливной и электрической цепей: измерение давления, оценка форсунок, контроль искрообразования, фиксация результатов в акте․
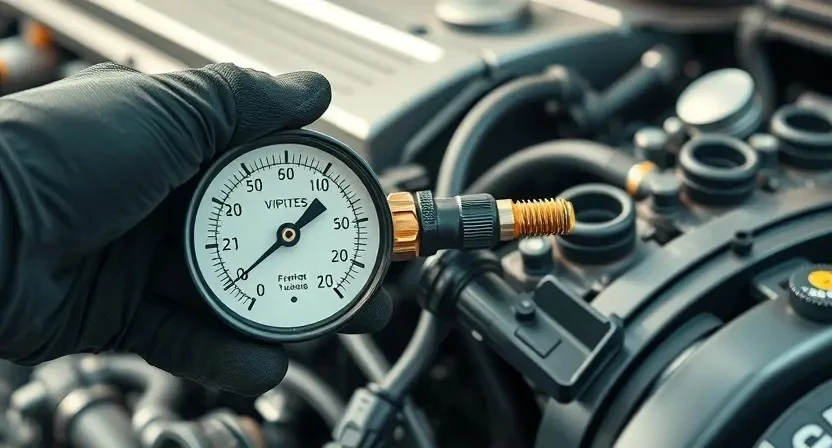
Диагностика топливной и электрической цепей
Определение состояния топливной и электрической систем производится по регламентированной процедуре․ Проверка давления в топливной рампе выполняется манометром через сервисный штуцер при включённом бензонасосе и при работе двигателя на холостом ходу․ Контроль форсунок осуществляется измерением потребляемого тока и анализом распыления на стенде․ Сопротивление обмоток инжекторов замеряется в холодном состоянии․ Диагностика электропитания проводится по напряжению на аккумуляторной клемме при включённых потребителях и при запуске․
Испытание цепей управления производится осциллографом с записью сигналов датчиков и управляющих импульсов․ Цепи массы обследуются на сопротивление и целостность проводки по трассе․ Защита предохранителей и реле подлежит визуальной и инструментальной верификации․ Ошибки блоков управления считываются через диагностический разъём с последующей расшифровкой кодов․ Замеры давления топлива и электрических параметров документируются в отчёте с указанием отклонений от нормативов и предложениями по ремонту или замене дефектных узлов․
Измерение компрессии цилиндров
Измерение производится манометрическим прибором на каждом цилиндре при отключённом зажигании․ Результат фиксируется в протоколе․
Порядок выполнения и критерии оценки
Проведение измерения компрессии производится после демонтирования свечей и обеспечения подачи питания на стартер через адаптер․ Замер выполняется при нормальной температуре двигателя и полном закрытии впускных и выпускных каналов․ Результаты фиксируются для каждого цилиндра по отдельности в протоколе․ Критерии оценки включают отклонение по суммарному и раздельному показателю: разница между цилиндрами не более 10% от среднего значения считается допустимой․ При показателях ниже нормативных производится проверка клапанного механизма и герметичности головки блока․ Дополнительная проверка поршневой группы проводится при обнаружении падения давления более 20% относительно ремонтного значения․ Визуальная фиксация состояния компонентов включается в протокол․
Измерение давления масла
Подключение манометра к магистрали подачи․ Замер при холостых и рабочем оборотах․ Сравнение с эталонными значениями, фиксация результатов․
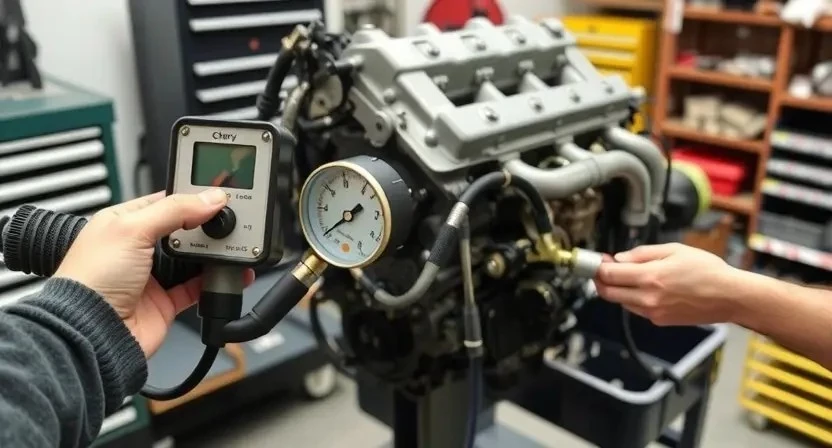
Методика измерения и допустимые значения
Подготовка оборудования: манометр для системы смазки с присоединительными фитингами, переходники под резьбу масляного порта, комплект адаптеров для свечных отверстий․ Для выполнения измерений предусмотреть прогрев двигателя до рабочей температуры 80-90°C и стабильную работу холостого хода․ Измерение давления масла выполняется при включенном двигателе и при повышенных оборотах 3000-3500 об/мин․ Фиксация показаний производится после стабилизации на каждом режиме в течение 30-60 с․ Допустимое давление в масляной магистрали при холостых оборотах 0,8-1,5 бар․ При 3000-3500 об/мин давление должно составлять 2,5-4,0 бар․ При обнаружении отклонений документирование результатов и последующая диагностика масляной системы․

Диагностика утечек и состояния прокладок
Выявление и локализация масляных и охлаждающих утечек․ Прокладки проверяются на целостность, герметичность и деформацию визуально и инструментально․
Выявление утечек масла и охлаждающей жидкости
Осмотр визуальный выполняется подъемником с обездвиженным двигателем․ Поверхности осматриваются на наличие пятен, потеков и высохших следов․ Места концентрации дефектов фиксируются фотоснимками и в журнале работ․ Контуры уплотнений, соединений шлангов и коромысел проверяются на эпитаксиальные повреждения․ Пробой прокладок фиксируется измерением давления в системе охлаждения при холодном и горячем состоянии․ Давление масляной системы контролируется манометром на магистрали подачи․ Места течей маркируются для дальнейшей дефектовки и определения объема ремонта․
Принятие решения о демонтаже двигателя
Оценка результатов диагностики․ Принятие решения производится при показателях компрессии, давления масла и дефектах, исключающих восстановление узла на месте․
Критерии перехода к снятию агрегата
Фиксация значительного падения компрессии по результатам замеров при одновременном обнаружении неустранимых дефектов днища поршня, трещин в юбке или пробоев стенки цилиндра․ При выявлении давления масла ниже допустимого диапазона при проверке на клапане-манометре с учётом вязкости масла и температуры агрегата․ При наличии масляных каналов, блокирующих циркуляцию из-за отложений или повреждений, исключающих восстановление на месте․ При выявлении разрушения коренных или шатунных вкладышей за пределом ремонтного размера․ При критическом износе или деформации коленчатого вала, превышающем допустимые биения․ При обнаружении прогара или глубоких борозд на плоскости головки блока, несовместимых с обычной шлифовкой․ При обнаружении многочисленных и глубоких задиров на стенках цилиндров, требующих расточки за пределы ремонтного диаметра․ При наличии повреждения маслоприводящих каналов турбокомпрессора, если восстановление без демонтажа невозможно․ При диагностике систем управления и при одновременном подтверждении механической неисправности, исключающей работу двигателя в безопасном режиме․

Снятие двигателя и подготовка к разборке
Демонтаж двигателя производится по документированной последовательности․ Маркировка магистралей и фиксация компонентов для последующей разборки․
Последовательность демонтажа и маркировка деталей
Определение этапов демонтажа производится документально перед началом работ․ Освобождение моторного отсека выполняется по очередности снятия навесных агрегатов, элементов системы выпуска и систем питания․ Снятие двигателя с подрамника осуществляется с применением грузоподъемного оборудования, закрепление производится страховочными стропами․ Разъединение электрических и топливных соединений производится при отключенном аккумуляторе․ Маркировка деталей осуществляется номерными бирками и кодовыми ярлыками для обеспечения обратной сборки․ Крепежные элементы группируются по пакетам с указанием точки установки․ Системная упаковка мелких деталей производится в прозрачные мешки с наклейкой․ Фиксация головки блока и блока цилиндров обозначается схематической картой положения болтов, датируется и заносится в акт․
Разборка агрегата
Демонтаж произведён по схеме․ Компоненты маркированы․ Болты и фиксаторы уложены в контейнеры․ Детали очищены до инспекции․
Последовательность разборочных операций и хранение деталей
Фиксация состояния двигателя выполняется фотографированием и маркировкой узлов перед разборкой․ Снятие навесных агрегатов производится по очереди: впускная система, выпускной коллектор, ременной привод, топливная аппаратура․ Демонтаж головки блока выполняется при снятом ГРМ и снятых форсунках․ Поршневая группа выводится из блока по цилиндровым осям с маркировкой каждого поршня и шатуна․ Коленчатый вал и вкладыши извлекаются после снятия масляного поддона и крышек коренных лаг․ Детали размещаются в индивидуальных контейнерах с этикетками, указывающими номер позиции, направление установки и выявленные дефекты․ Мелкие крепежные элементы помещаются в прозрачные пакетики с печатью позиции и места установки․ Металлические элементы обрабатываются защитным антикоррозийным покрытием и хранятся в секционированных стеллажах с климат-контролем․ Масляные каналы и отверстия закупориваются временными пробками для предотвращения загрязнения․ Сборочная документация формируется построчно и хранится совместно с комплектом деталей․
Дефектовка деталей
Контроль износа поршней, шатунов, вкладышей и колец производится по измеренным параметрам; результаты фиксируются в отчёте для принятия решения о восстановлении или замене․
Контроль износа поршней, шатунов, вкладышей и колец
Визуальный осмотр поршней выполняется при освещении с использованием лупы 10x․ Поверхности поршней оцениваются по наличию задиров, трещин и оплавлений․ Замеры диаметра поршней проводятся микрометром в трех сечениях на высоте юбки; отклонения фиксируются в протоколе․ Проверка шатунов выполняется на биение и торцевую плоскость с применением индикатора часового типа․ Вкладыши осматриваются на следы переплавов и выкрашивания металла․ Толщина маслосъемных колец замеряется 0,01 мм штангенциркулем; износ определяется по превышению заводского допуска․ Замеры зазоров поршневых колец в поршне проводится щупом; зазор сравнивается с технической нормой․ Подтверждение дефекта фиксируется фотофиксацией и протоколом дефектовки․
Оценка состояния блока и черновая обкатка
Оценка блока выполнена по измерениям плоскостей и цилиндров․ Черновая обкатка производится с поэтапной фиксацией параметров работы двигателя․
Проверка цилиндров, плоскостей и подготовка к обработки
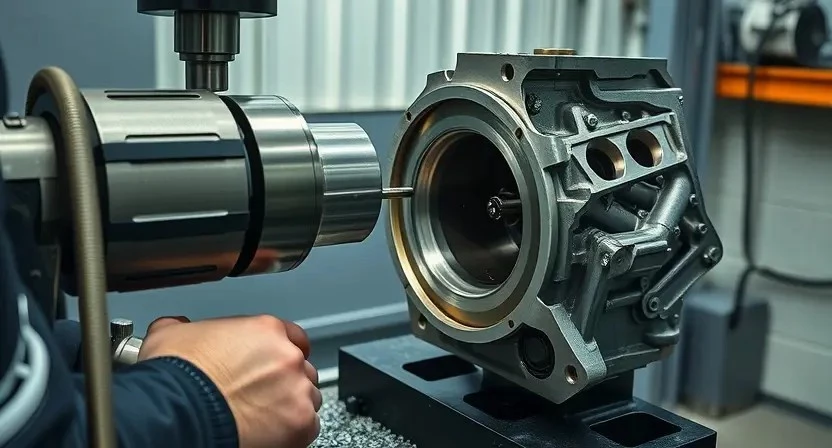
Визуальная оценка цилиндров выполняется для выявления задиров, трещин и следов коррозии․ Замеры внутреннего диаметра проводятся нутромером с шагом по высоте гильзы для определения конусности и овальности․ Замер биения плоскости блока выполняется щупом и индикатором часового типа при установке на опорную плиту․ Результаты фиксируются в протоколе с указанием допусков производителя․ Обмер выработки и наличие рисок документируются фотографией с масштабом․ Подготовка к обработке включает маркировку цилиндров, очистку масляных каналов и удаление притертых отложений․ Контроль чистоты поверхности производится спиртовой промывкой и продувкой сжатым воздухом․ Подготовка зон под установку ремонтных гильз предусматривается шлифовку фасок и снятие задиров․
Шлифовка и расточка цилиндров
Шлифование плоскостей и расточка цилиндров производится по заданным допускам․ Контроль шероховатости и конусности фиксируется в отчёте․
Параметры обработки и допуски
Установлены исходные технические параметры обработки цилиндров и сопряжённых поверхностей для двигателя 1․5 Turbo 156 л․с․ Значения диаметра цилиндра после расточки указаны с учётом посадочных размеров поршней: +0,25 мм; +0,50 мм; +0,75 мм․ Допуск круглости цилиндра не более 0,03 мм․ Конусность цилиндра допускается до 0,04 мм на рабочей длине․ Шероховатость поверхности после хонингования Rа 0,6-1,2 мкм․ Параметр биения плоскости блока цилиндров не более 0,05 мм․ При обработке применятся балансированные инструменты с контролем вибрации и частоты резания․
Контроль допусков производится измерительными приборами класса не ниже 0,01 мм․ Регистрация значений производится в протоколе дефектовки․
Замена поршней, колец и вкладышей
Замена выполняется по результатам дефектовки․ Подбор комплектов по допускам․ Монтаж с контролем зазорных и натяжных параметров․
Подбор новых компонентов и монтажные допуски
Подбор новых поршней, колец, вкладышей и сальников производится по каталожным номерам и_dwg параметрам двигателя 1․5 Turbo 156 л․с․ Маркировка деталей сопоставляется с заводскими спецификациями․ Допуск диаметра поршневой группы указывается в миллиметрах с учетом износа цилиндров после расточки․ Кольца подбираются по высоте и зазору в замке с учётом теплового расширения․ Вкладыши подбираются по шатунным и коренным шейкам с контролем радиального зазора․ Уплотнения головки подгоняются по толщине прокладки для сохранения требуемого давления в камерах сгорания․ Момент затяжки устанавливается в соответствии с таблицей усилий с контролем последовательности․ Контроль определяется измерениями и документируется в сервисном листе․

Ремонт или замена головки блока цилиндров
Осмотр ГБЦ произведён․ Дефекты седел и направляющих зарегистрированы․ Шлифовка клапанных поверхностей планируется․ Замена прокладки ГБЦ учтена․
Проверка седел клапанов, шлифовка и сборка ГБЦ
Осмотр седел клапанов производится с использованием оптической и измерительной аппаратуры для выявления износа, выкрашивания, задиров и коррозии․ Измерение углов посадки выполняется микрометром и шаблонами․ Притерка клапанов к седлам осуществляется с пастой из абразива мелкой зернистости до образования равномерного контактного кольца․ Шлифование поверхности ГБЦ производится станком с контролем плоскостности по шаблону и индикатору, превышение допуска приводит к замене детали․ Сборка головки блока цилиндров производится с применением новых направляющих, клапанных направляющих втулок при необходимости и комплектных сальников․ Моменты затяжки крышек распредвалов и болтов крепления головки фиксируются динамометрическим ключом по регламенту․ Контроль уплотнения прокладки осуществляется давлением и герметичностью каналов охлаждения и масляной системы․ Регистрация выполненных операций в акте с указанием измерений и применённых деталей․
Сборка двигателя
Позиционирование коленчатого вала производится в посадочных местах․ Установка вкладышей выполняется по размеру․ Контроль зазоров производится динамометрией․ Монтаж поршней осуществляется по меткам․ Сборка головки блока проводится с соблюдением очередности затяжки․ Регистрация применённых деталей и крепёжных моментов оформляется в отчётной документации․
Контроль моментов затяжки и последовательность операций
Определение требуемых моментов затяжки производится по заводским данным․ Контроль проводится динамометрическим ключом, с фиксацией значений в журнале․ Затяжка болтов головки блока цилиндров осуществляется в три этапа: предварительная установка с моментом малого значения, последовательная равномерная доводка до среднего момента, окончательная затяжка до установленного нормативного значения․ Порядок прохода болтов определяется по радиальной схеме от центра к краям․ Фиксация угловой добивки производится с применением угломера или метчика угла; значения указываются в протоколе․ Контроль моментов коленчатого и шатунных креплений выполняется на холодном блоке․ Запись результатов обязательна․
Обкатка и последующая настройка
Обкатка двигателя проводится по регламенту: постепенное увеличение нагрузок, контроль параметров․ Настройка производится по показаниям диагностического оборудования․