

Описание технологической услуги по ремонту двигателя Iveco Daily 2․3 дизель 156 л․с․ (2014–н․в․)․ Перечень выполняемых процедур указан далее․
Назначение документа
Документ предназначен для регламентации технологического процесса ремонта двигателя Iveco Daily 2․3 дизель 156 л․с․ (2014–н․в․)․ Описание включает цели обслуживания, перечень работ и ожидаемые результаты․ Настройка последовательности операций производится для обеспечения восстановления рабочих характеристик силового агрегаа․ Контроль параметров двигательной установки обеспечивается метрологическими методами․ Фиксация исходных данных и результатов измерений обязательна․ Применение нормативных допусков и справочных величин регламентировано․ Ответственность за соответствие параметров возлагается на исполнителя работ․ Документ служит основанием для отчётности о проведённых операциях․
Область применения
Применение услуги ограничено двигателями Iveco Daily 2․3 дизель 156 л․с․ модели 2014–н․в․ Описание процедур и условий указано в разделе Перечень работ․
Модель и период выпуска
Идентификация двигателя произведена по маркировке и каталожным обозначениям․ Модель: Iveco Daily с рядным четырехцилиндровым двигателем объёмом 2․3 л, турбодизель, мощность 156 л․с․ Год начала выпуска для данной модификации зафиксирован как 2014․ Серийное производство продолжается на момент составления документа․ Конфигурации системы питания, турбонаддува и газоотвода варьируются в зависимости от года выпуска и комплектации шасси․ Совместимость узлов и каталожные номера должны сверяться с заводскими данными по VIN․ Применение восстановленных или оригинальных деталей определяется результатами дефектовки и техническими требованиями завода-изготовителя․

Перечень работ
Выполнение диагностики двигателя․ Измерение компрессии и давления масла․ Снятие, разборка, дефектовка, шлифовка, расточка․ Замена компонентов․
Комплекс выполняемых операций
Диагностика проводится с использованием стендовых и бортовых средств для определения причин снижения мощности и повышенного расхода масла․
Оценка состояния кардинально ориентирована на выявление износа цилиндров, поршней, шатунных и коренных вкладышей, состояния масляной системы и системы охлаждения․
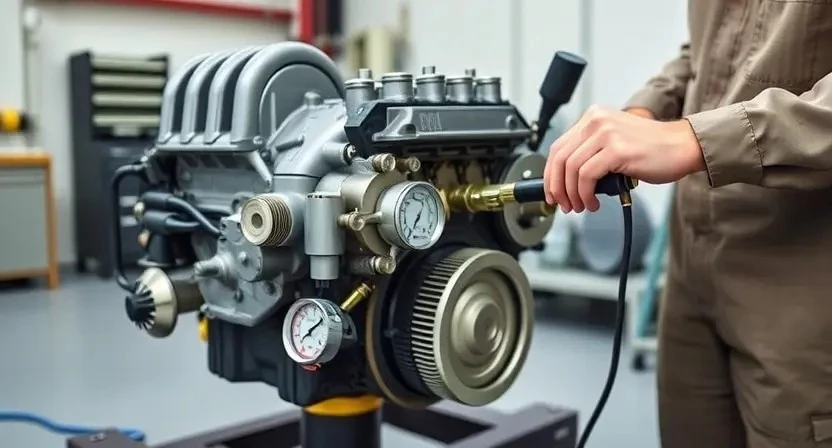
Измерение компрессии выполняется по каждому цилиндру с фиксированием показателей и сравнением с нормативными значениями производителя․
Измерение давления масла производится в масляной магистрали на холостом ходу и под нагрузкой с регистрацией динамики давления․
Снятие силового агрегата производится по шагам с маркировкой точек крепления и подключений․
Разборка предполагает последовательную разметку деталей и фасовку крепежа по картотеке․
Дефектовка проводится по контрольным размерам и визуальному осмотру, критерии годности фиксируются в акте․
Шлифовка и расточка выполняются с допусками, указанными в технической документации, с применением центровочных приспособлений․
Замена поршней, вкладышей и колец осуществляется подбором комплектов по размерам и контролем зазорных величин․
Ремонт головки блока включает осмотр седел клапанов, шлифовку плоскости и замену направляющих с фиксацией параметров герметичности․
Сборка двигателя производится по технологической карте с соблюдением моментов затяжки и последовательности операций․
Обкатка осуществляется по режимам, контролю температуры, давления масла и уровней рабочих параметров․
Настройка систем производится регулировкой параметров впрыска, холостого хода и коррекцией топливных карт․
Подготовительные мероприятия
Осмотр рабочего места․ Подготовка инструмента и запасных частей․ Подготовка подъёмника․ Маркировка соединений и фиксация узлов перед демонтажем․
Оборудование и инструменты
Перечень оснащения для выполнения комплекса работ по ремонту двигателя Iveco Daily 2․3 дизель 156 л․с․ (2014–н․в․)․ Оборудование для диагностики включает стенд для измерения компрессии цилиндров с адаптерами под дизельные форсунки, цифровой манометр для измерения давления масла с набором переходников, анализатор рабочей частоты вращения и осциллограф для оценки электрических сигналов․ Для демонтажа и разборки используются подъемник грузоподъемностью не менее 2 т, гидравлическая стойка для двигателя, набор торцевых головок, динамометрический ключ с градуированной шкалой․ Для дефектовки и механической обработки предусмотрены измерительные микрометры и нутромеры, универсальный магнитно-абразивный станок для шлифовки коленвала, расточной станок с программным управлением, балансировочный станок для ведомых узлов․ Для замены поршней, вкладышей и колец присутствуют оправки для запрессовки, притирочные пасты, калибр-протяжки․ Для работ с головкой блока цилиндров подготовлен компрессионный пресс, фрезерный станок и комплект посадочных инструментов для седел клапанов․ Организация инструментария предусматривает наличие расходных материалов: уплотнителей, фиксирующих средств резьбы, специализированных смазок и чистящих составов․ Каждое наименование должно быть внесено в перечень перед началом работ и промаркировано для контроля наличия․
Организация рабочего места
Организация зоны обслуживания: выделение поста, маркировка инструментов․ Обеспечение освещения, вентиляции, подъёмного оборудования и хранения деталей․
Требования к зоне обслуживания
Обеспечение свободного доступа к рабочей площадке․ Освобождение пространства вокруг подъемника до минимального радиуса 1,5 м от габаритов автомобиля․ Организация настила с несущей способностью, соответствующей массе агрегата при демонтаже․ Обеспечение горизонтальной плоскости с уровнем отклонения не более 5 мм на метр․ Освещение рабочей зоны с силой не менее 500 лк в проекции на поверхность двигателя․ Вентиляция с кратностью воздухообмена, исключающая скопление топливных паров и продуктов нагара․
Размещение средств пожаротушения в радиусе до 10 м․ Организация электропитания с защитой от перенапряжений и заземлением․ Хранение деталей на стойках с маркировкой и поддонах с разделением по видам материалов и дистанцией между слоями для предотвращения деформации․
Диагностика силового агрегата
Визуальный осмотр корпуса и магистралей․ Фиксация внешних повреждений․ Электронная диагностика блоков․ Снятие кодов ошибок и их регистрация․
Проверка внешних признаков неисправности
Осмотр наружных элементов двигателя произведён визуально при естественном освещении․ Фиксация подтёков масла и охлаждающей жидкости произведена на фотографиях и в акте осмотра․ Определение следов перегрева выполнено по изменению цвета прокладок и деформации пластин масляного радиатора․ Оценка состояния ремней и шкивов оформлена перечнем износа, трещин и ослабления натяжения․ Диагностика впускного тракта и выхлопной системы произведена методом осмотра соединений, уплотнений и креплений․ Обнаружение утечек топлива оформлено протоколом с указанием мест и объёмов․ Контакт электропроводки проверен на наличие оплавлений и коррозии․

Оценка состояния двигателя
Оценка производится по визуальным признакам, измерениям компрессии и давления масла․ Фиксация дефектов и составление заключения․
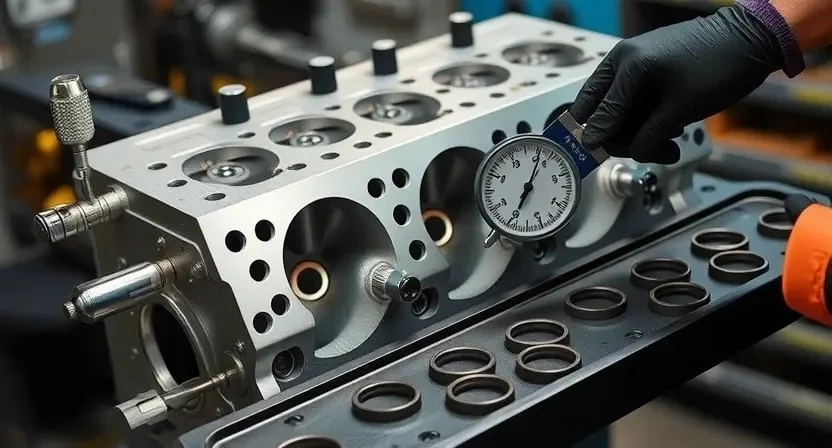
Анализ износа и дефектов
Проведение визуального и инструментального осмотра узлов двигателя Iveco Daily 2․3 дизель 156 л;с․ (2014–н․в․)․ Фиксация следов эрозии, задиров, пригаров, трещин, коррозии и пластических деформаций на блоке цилиндров, поршнях, компрессионных кольцах и вкладышах․ Оценка состояния канавок поршней и направляющих клапанов․ Измерение наружных и внутренних диаметров с применением микрометра, щупов и индикатора часового типа․ Определение отклонений от заводских пределов и занесение результатов в дефектную ведомость․ Систематизация выявленных повреждений по признакам: износ, усталость металла, перегрев, загрязнение․ Указание на необходимость восстановительной обработки или замены компонентов, исходя из зафиксированных параметров․
Измерение компрессии
Проведение измерения компрессии коленчатого вала и цилиндров․ Применение манометра, фиксация показаний, сравнение с нормативами производителя․
Методика проведения замеров
Подготовка рабочего комплекта инструментов и измерительных приборов производится до выполнения замеров․ Визуальный осмотр образует предварительную оценку состояния цилиндров и системы питания․ Снятие элементов, мешающих доступу к свечам или форсункам, выполняется для обеспечения свободного доступа к отверстиям․ Компрессия измеряется при помощи индикатора давления с применением адаптера в отверстии свечи накала или форсунки․ Запуск двигателя производится с зафиксированным положением дросселя․ Регистрирование показаний производится в каждом цилиндре при трех циклах прокрутки коленвала․ Значения давления сравниваются с заводскими допусками․ Давление масла замеряеться на работающем двигателе с установленным манометром в точке подачи на подшипники․ Температура масла фиксируется․ Интерпретация данных основана на отклонениях от нормативов и на закономерностях по цилиндрам․ Запись результатов оформляется в протокол с указанием приборных характеристик, серийных номеров и условий измерений․
Измерение давления масла
Подключение манометра к штуцеру системы масляного давления․ Замер выполняется при разных режимах работы․ Полученные данные сопоставляются с номиналом․
Алгоритм замера и интерпретация результатов
Подготовка к замеру давления масла производится после прогрева двигателя до рабочей температуры; Снятие крышки маслозаливной горловины допускается для контроля уровня․ Подключение манометра выполняется к порту для датчика давления масла или через установленный адаптер․ Пуск двигателя и фиксация показаний производится на холостом ходу и при повышенных оборотах․ Регистрация максимального и минимального значений производится в таблице․ Сопоставление результатов с нормативными значениями производителя выполняется по паспорту двигателя․ Отклонения давления от нормы классифицируются как критические, допустимые или требующие дополнительной диагностики․ При критическом понижении давления выполняется проверка масляного насоса, масляных каналов и фильтра․ При высоком давлении исследование сосредоточено на регуляторе перепуска и загустевшем масле․ Формулировка заключения производится на основе сравнения измеренных параметров с заводскими допусками․
Снятие двигателя
Демонтаж двигателя выполнен по регламенту․ Отсоединение коммуникаций, снятие навесного оборудования, маркировка узлов, подъём моторного агрегата краном․
Последовательность демонтажа узлов
Открытие доступа к моторному отсеку производится через снятие облицовки и защитных элементов․ Отключение электроцепей и слив рабочих жидкостей выполняется с фиксацией объёма и маркировкой емкостей․ Демонтаж навесного оборудования производится по очереди: генератор, стартер, компрессор кондиционирования, насос масляный и топливный насос низкого давления․ Снятие механизмов привода распределительных валов осуществляется с маркировкой и хранением направляющих элементов․ Ситуация с выпускной системой фиксируется перед отсоединением․ Разъединение трапеций и трубопроводов производится с применением уплотнений․ Снятие коробки передач и моторных опор выполняется после установки опорной рамы и применения грузоподъёмного оборудования․ Окружение рабочих мест должно быть освобождено от посторонних предметов и обеспечена фиксация снятых деталей по пакетам с описанием․

Разборка и маркировка деталей
Разборка цилиндровой группы выполнена․ Детали промаркированы по порядку․ Фиксация номеров на корпусах и крышках проведена для обратной сборки․
Порядок разборки и учёт состояния деталей
Последовательность операций при разборке блока цилиндров описана как набор этапов․ Демонтаж навесных агрегатов выполняется до снятия головки․ Снятие головки производится с фиксацией болтов по схеме для последующего контроля момента затяжки․ Извлечение поршневых групп выполняется с маркировкой цилиндров и нанесением идентификационных меток на шатуны и крышки․ Блок цилиндров очищается от загрязнений перед измерениями․ Измерение внутреннего диаметра цилиндров производится с использованием микрометра и индикатора, величины фиксируются в ведомости․
Замеченные задиры и трещины регистрируются в дефектной ведомости с указанием местоположения и размера․ Вал коленчатый демонтируется с промаркировкой шеек․ Вкладыши подвергаются визуальной оценке, износ фиксируется через сопоставление с предельными величинами․ Детали упаковываются в индивидуальную тару с указанием статуса годности и направления дальнейшей обработки․
Дефектовка компонентов
Провести визуальный осмотр и измерения деталей․ Придельные размеры сверить․ Списать негодные позиции․ Оформить протокол дефектовки․
Критерии годности и придельные размеры
Представлены допускаемые размеры и критерии годности для основных компонентов двигателя Iveco Daily 2․3 дизель 156 л․с․ (2014–н․в․)․ Поршни оценены по диаметру и износу наружной поверхности․ Придельный диаметр цилиндра при замере допускается не превышать указанного значения после расточки; классы ремонтных размеров указаны по шагам 0,25 мм․ Радиальный зазор поршень-цилиндр нормирован для каждого ремонтного размера․ Вкладыши коленвала оценены по толщине и износу рабочей поверхности; предельный износ установлен в мм․ Шатунные болты подлежат замене при удлинении резьбы или потере прочности по сертификатным данным․ Головка блока оценена по деформации плоскости и трещинам; предельная деформация указана в мм на 100 мм длины․ Клапаны и седла оценены по износу фасок; предельный износ выражен в мм и радиусах․ Неплоскостность сопрягаемых поверхностей более предельной величины требует шлифовки или замены․ Компрессионные кольца контролируются по толщине и упругости; допустимый износ задан в мм․ Контроль масляного канала осуществляется по проходимости и износу отверстий; уменьшение сечения более установленного процента признается неисправностью․ Полный перечень размеров и критериев приводится в табличной форме в рабочей документации․

Шлифовка и расточка
Шлифовка поверхностей блока и расточка гильз․ Контроль размеров проводится после обработки․ Применение допусков по чертежу двигателя․
Технические параметры обработки
Определение размерных и качественных параметров обработки цилиндров, коленчатого вала и седел клапанов для двигателя Iveco Daily 2․3 дизель 156 л․с․ (2014–н․в․)․ Контроль выполняемых операций направлен на восстановление геометрии и обеспечение технических допусков․
Шлифовка блоков цилиндров производится с допуском на цилиндрическую овальность не более 0,02 мм․ Расточка выполняется с обеспечением соосности цилиндров относительно головки блока в пределах 0,03 мм․ Допуск посадочных поверхностей коленвала по круглости установлен 0,01 мм․ Поверхностная шероховатость после обработки не должна превышать Ra 1,6 мкм для рабочих поверхностей и Ra 3,2 мкм для вспомогательных․
Контрольные измерения выполняются прибором с погрешностью не более 0,005 мм․ Допуски притирки седел клапанов по диаметру составляют +0,03 мм к номиналу с допуском на угол фаски 30°±2°․ Придельный износ направляющих клапанов по внутреннему диаметру составляет 0,15 мм относительно номинала․ Балансировка коленчатого вала производится с учетом массирования маховика и шкива, дисбаланс допускается до 1 г·см при рабочей частоте․
Замена поршней, вкладышей и колец
Замена деталей производится по результатам дефектовки․ Подбор по каталожным номерам; Контроль зазоров выполняется измерительными инструментами․
Выбор деталей и контроль за зазорами
Подбор запасных частей производится по каталожным номерам, оригинальные и сертифицированные аналоги применяются в зависимости от технического задания․ Применение деталей с отклонениями за пределами производителейской спецификации исключается․ Контроль диаметра поршней проводится измерением микрометром в нескольких плоскостях․ Контроль внутреннего диаметра цилиндров производится нутромером с учётом допусков на износ․ Зазоры поршень-поршневой палец фиксируются щупом; предельные значения регламентированы технической документацией․
Шатунные вкладыши подбираются по маркировке и комплектуются под конкретную шейку коленвала․ Замена колец осуществляется подбором по толщине и внутреннему диаметру, замер бокового зазора выполняется в канавке с помощью щупа․ Результаты замеров документируются в акте контроля․ Рекомендации по дальнейшим действиям формулируются на основании измерений и состояния элементов․
Ремонт или замена головки блока цилиндров
Осмотр ГБЦ выполнен․ Резьбы и седла проанализированы․ Шлифовка поверхности, проверка трещин, замена клапанов при износе проведены․
Осмотр, шлифовка седел и герметизация
Осмотр головки блока цилиндров выполняется визуально и измерительными приборами для выявления трещин, выкрашивания седел и дефектов поверхности․ Замеры геометрии седел производятся нутромером и микрометром для оценки износа и отклонений․ Применение ацетоновой и керосиновой промывки допускается для удаления нагара и продувки каналов․ Шлифовка седел производится на специальном станке с установкой углового приспособления для восстановления рабочих кромок․ Контроль прилегания производится индикатором и щупами по нормам завода-изготовителя․ Герметизация канавок и плоскости осуществляется применением резьбовых приспособлений и герметиков, совместимых с топливной системой и температурным режимом․ Результат оценивается повторной проверкой давления в камере сгорания и измерением утечки через седла клапанов․
Сборка двигателя
Сборка производится по технологической карте с контролем совмещений и зазоров․ Моменты затяжки выполняются по таблице․ Фиксация и смазка деталей регламентированы․
Технологическая последовательность и моменты затяжки
Сборка двигателя выполняется по этапам: установка коленвала производится в опоры с контролем чистоты посадочных поверхностей․ Шатунные вкладыши монтируются с выдержкой чистоты и смазки․ Поршни устанавливаются ориентированно, кольца уплотнения располагаются по углам, чтобы избежать совпадений стыков․ Крышки головки блока фиксируются в три этапа: предварительная затяжка с усилием для уплотнения, основная в три прохода с увеличением момента и окончательная по угловому смещению․ Моменты затяжки коленчатого вала и креплений маховика соответствуют нормативам производителя․ Фиксация фланцевых соединений производится с контролем момента и повторной проверкой через прогрев․
Обкатка и контрольные проверки
Обкатка проводится по этапам: холостая работа, постепенное увеличение нагрузки, фиксирование параметров․ Контроль давления и температуры производится непрерывно․
Режимы обкатки и контроль параметров
Обкатка двигателя выполняется согласно регламенту, установленному производителем․ Первичный прогрев производится до рабочей температуры без нагрузки․ На этапе ранней обкатки устанавливается режим холостого хода и плавного увеличения оборотов с удержанием средних значений в пределах рабочих диапазонов․ Время обкатки указывается по моточасам и пробегу в документации․ Контроль давления масла осуществляется манометром со шкалой, отклонения фиксируються в протоколе․ Измерение компрессии выполняется после прогрева в стандартной последовательности․ Контроль СО и дымности производится газоанализатором, показания сверяются с нормативами․ Регистрация параметров заключается в журнале с указанием даты, моточасов, температуры, давления, компрессии и аннотацией о выявленных отклонениях․ Корректировка топливной подачи и угла опережения производится по результатам замеров; Завершение обкатки подтверждается протоколом с подписью и печатью сервисной организации․

Настройка и окончательная проверка
Настройка систем двигателя производится по заводским параметрам․ Финальная проверка включает контроль оборотов, утечек, уровня масла и давления․
Регулировка систем и финальная диагностика
Настройка топливной аппаратуры производится по паспортным параметрам давления и тайминга впрыска․ Программирование электронного блока управления выполняется с применением оригинального программного обеспечения и интерфейсного адаптера․ Регулировка холостого хода и синхронизация приводов распределительного вал привода форсунок осуществляется посредством измерительных приборов․ Контроль смазочной системы включает измерение давления при рабочих оборотах и статическую проверку герметичности магистралей․ Испытание на стенде и контроль ходовых характеристик выполняются после обкатки․
Финальная диагностика включает считывание кодов неисправностей, анализ коррекций топливоподачи и мониторинг параметров в реальном времени․ Протокол измерений оформляется с указанием результатов и допусков․ Завершающая запись в документации фиксирует серийные номера заменённых деталей, величины моментов затяжки и результаты контрольных замеров․