
Описание услуги: диагностика и комплексный ремонт двигателя Donkervoort D8 1.8 Turbo Audi 150 л.с.; объем работ указан.
Общие сведения о двигателе Donkervoort D8 1.8 Turbo Audi 150 л.с. (1993–1998)
Блок алюминиевый с чугунной гильзой; турбокомпрессор Garrett; рабочий объем 1781 см3; мощность 150 л.с.; газораспределение ременное.
Технические характеристики
Двигатель 4-цилиндровый‚ рядный‚ объем 1781 см3. Рабочий цикл четырехтактный с турбонаддувом. Мощность признана 150 л.с. при указанной частоте вращения коленчатого вала. Крутящий момент измеряется в номинальном диапазоне. Система питания ‒ многоточечный впрыск топлива. Система зажигания ‒ электронная. Охлаждение жидкостное. Смазочная система под давлением с отдельным масляным фильтром. Ход поршня и диаметр цилиндра соответствуют заводским картам. Степень сжатия фиксирована по спецификации. Вал коленчатый балансированный заводом.
Типичные дефекты и износ
Частые проявления повреждений: износ поршневых канавок и кольцевых фасок‚ задиры цилиндров‚ выработка шатунных и коренных шеек‚ усталостные трещины в головке блока‚ деформация направляющих клапанов. Уплотнения масляной системы подвержены старению; герметичность теряется. Турбонаддув испытывает износ лопаток и осевого люфта. Электроника фиксирует некорректные сигналы при окислении контактов. Масляные каналы подвергаются загрязнению от отложений; снижение давления фиксируется.
Износ англо-совместимых компонентов проявлен люфтом. Рекомендуется дефектоскопия и измерение для оценки возможности ремонта.
Предварительная подготовка к диагностике
Подготовка документации и история обслуживания собраны; инструмент калиброван; рабочее место освобождено для диагностики.
Документация и история обслуживания
Предоставление полной сервисной документации рассматривается как обязательный элемент подготовки к ремонтным работам. Включение паспортных данных двигателя‚ заводских спецификаций и предыдущих актов ремонта обеспечивает сопоставимость параметров. Архивирование предыдущих записей по замерам компрессии и давления масла позволяет оценить динамику износа. Наличие квитанций на использованные детали и протоколы обкатки служит подтверждением применённых материалов и процедур. Регистрация всех операций в журнале ремонта выполняется с указанием дат‚ применённых запасных частей‚ номеров изготовителя и результатов контрольных измерений.
Организация рабочего места и инструмента
Подготовка помещения: выделение зоны для демонтажа двигателя с устойчивым полом и противопылевым покрытием. Освещение проектировочное‚ локальное над рабочими участками. Вентиляция механическая с вытяжкой от источников паров топлива и масла. Стеллажи и емкости маркированные для хранения деталей по этапам разборки. Рабочая поверхность прорезиненная‚ поверхность уровеньная.
Инструмент: набор динамометрических ключей‚ набор головок метрических‚ съёмники подшипников‚ пресс гидравлический‚ компрессометр‚ манометр масла. Калибры и щупы храниться в коробах. Электроинструмент с защитой от перегрузки. Фильтрующие материалы и абсорбенты доступны. Маркировочные наборы и пакеты присутствуют.

Диагностика состояния двигателя
Визуальный осмотр и функциональная проверка выполняются. Фиксация признаков утечек‚ шумов и люфтов производится.
Визуальный осмотр внешних элементов
Осмотр внешних элементов двигателя производится по этапам. Визуальная оценка корпуса цилиндров включает выявление трещин‚ коррозии‚ следов перегрева и механических повреждений. Осмотр крышки ГРМ и крепежа проводится на предмет деформации и ослабления резьбовых соединений. Проверка трубопроводов и шлангов выявляет утечки‚ растрескивание и изношенные зажимы. Оценка состояния навесного оборудования фиксирует люфты‚ следы масла и износа шкивов. Фиксация обнаруженных дефектов выполняется с фотопротоколом и занесением в акт.
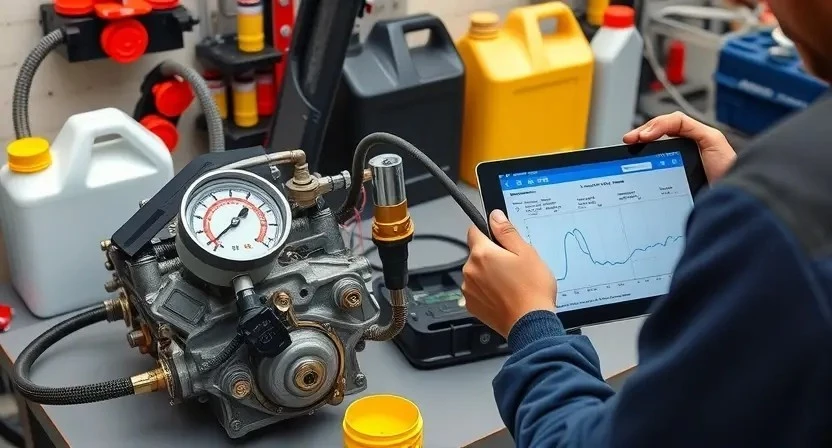
Снятие кодов ошибок и электронная диагностика
Подключение диагностического интерфейса выполняется к разъему ЭБУ. Идентификация протокола связи производится автоматизированной системой. Считывание кодов неисправностей выполняется до удаления накопленных записей. Коды сохраняются в отчете для дальнейшего анализа. Расшифровка кодов осуществляется согласно официальной документации Audi для двигателя 1.8 Turbo 150 л.с. Наблюдение за параметрами производится в реальном времени: обороты‚ угол опережения зажигания‚ давление топлива‚ температура охлаждающей жидкости‚ коррекции впрыска. Адаптационные значения фиксируются. Очистка кодов выполняется после завершения контрольных процедур и подтверждения устранения обнаруженных ошибок.
Измерение компрессии
Подготовка цилиндров к замерам производится: свечи сняты‚ впуск закрыт‚ стартер приведён в вращение для фиксации пиков.
Подготовка к измерению компрессии
Подготовительные работы включают обеспечение доступа к свечным колодцам и отключение питающих цепей. Снятие высоковольтных проводов выполняется для предотвращения искрообразования. Впускные и выпускные системы переключаются в состояние‚ исключающее подсос воздуха. Топливная система переводится в режим отключения подачи топлива. Положение поршня для каждой камеры фиксируется по меткам распредвала или коленвала. Применение калиброванных манометров и переходников подтверждается сертификацией прибора. Результаты измерений оформляются в протоколе с указанием номеров цилиндров и исходных параметров.
Процедура измерения и обработка результатов
Подготовка двигателя к измерению компрессии производится посредством вывода системы зажигания из рабочей схемы‚ снятия катушек и форсунок‚ установка монометра в свечное отверстие. Крутящий момент подается стартером при отключенном впрыске топлива. Значения давления фиксируются для каждого цилиндра в формате максимального давления и падения за три оборота. Сравнение проводится с эталонными данными для модели 1.8 Turbo Audi 150 л.с. Разница более 10% по цилиндрам считается основанием для дальнейшей дефектовки. Регистрируются показания и вычисляется среднее значение‚ оформляется протокол.
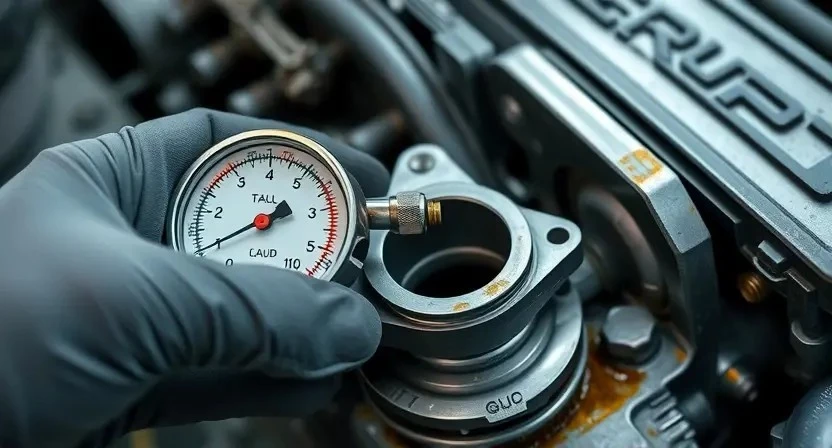
Измерение давления масла
Подключение манометра через адаптер производится к масляной магистрали. Снятие показаний выполняется при холостом ходе и нагрузке.
Подготовка измерительной аппаратуры
Калибровка манометра и компрессометра проводится перед началом работы. Проверка целостности шлангов и фитингов выполняется визуально. Давление опорного бака устанавливается по паспортным данным прибора. Подключение высоковольтных наконечников исключается до снятия проводов зажигания. Аккумуляторная сеть стабилизируется посредством отключения дополнительных потребителей. Промывка резьбовых соединений и очистка резьбы свечных колодцев производится во избежание попадания грязи в цилиндры. Зазоры фитингов и герметичность измерителей контролируются по предельным значениям.
Проведение замеров при различных режимах работы
Измерение давления масла производится при холостом ходе‚ при средней и при высокой нагрузке. Обороты мотора фиксируются тахометром; значения давления регистрируются манометром с точностью до 0‚1 бар. Для каждого режима выполняется выдержка не менее 30 с до стабилизации показаний. Температура масла фиксируется термопарой в поддоне и в подводящем канале. При регистрируемых скачках давления выполняется повторный замер после охлаждения двигателя до 60–80 °C. Результаты протоколируются в таблицу; превышения допусков помечаются.
Снятие двигателя и агрегатов
Демонтаж производится по этапам: отсоединение систем‚ маркировка разъемов‚ опора двигателя выведена из моторного отсека.
Поэтапная последовательность демонтажа
Операция разделена на логические этапы. Снятие элементов кузова‚ мешающих доступу‚ производится первоочередно. Отсоединение электрических разъёмов и топливных магистралей выполняется с маркировкой. Демонтаж навесных агрегатов производится последовательно: генератор‚ компрессор кондиционирования‚ турбокомпрессор с трубопроводами. Освобождение двигателя от коробки передач осуществляется при установленной опоре для мотора. Подвеска мотора и опоры ослабляются по этапам. Подвесные крепления и кронштейны маркируются; Снятые детали упаковываются по видам и помещаются на временное хранение с обозначением места установки.
Маркировка и хранение снятых деталей
Маркировка выполняется по уникальному коду для каждого узла. Присвоение кода производится при фиксации позиции на исполнительной схеме. Этикетка содержит код‚ наименование узла‚ дату снятия‚ состояние поверхности и ссылку на фотофиксацию. Фотофиксация проводится под контролем освещения и шкалы масштаба.
Упаковка производится в антикоррозионную пленку с влагопоглотителем. Малые детали помещаются в пронумерованные контейнеры с перегородками. Крупные узлы размещаются на поддонах с амортизирующей прослойкой и фиксацией стропами. Хранение предусматривается в зонах с контролем температуры и влажности; срок хранения указывается в учетной карточке.

Разборка и дефектовка
Разборка корпуса и узлов производится по этапам. Детали маркируются. Диагностика выявляет износ и повреждения.
Разборка блоков и узлов
Демонтаж компонентов производится поэтапно с фиксацией положения и маркировкой элементов. Снятие агрегатов выполняется с применением подъёмной техники и специализированных приспособлений. Разборка проводится на чистой площадке с разделением узлов по контейнерам‚ снабжённым этикетками. Фиксация параметров каждой детали в акте дефектовки обязательна. Уплотнения‚ хомуты и крепежные изделия маркируются и укладываются отдельно. Писки и зазоры измеряются и вносяться в протокол. Обнаруженные трещины фоторегистрируются. Обезжиривание и консервация деталей производится по стандарту.
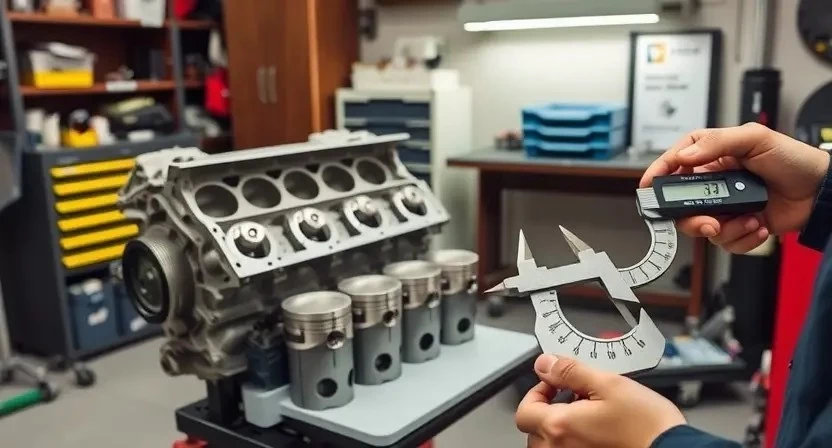
Дефектовка цилиндропоршневой группы
Операции по дефектовке цилиндропоршневой группы предусматривают последовательное документирование состояния деталей‚ измерение геометрии и оценку износа. Демонтаж поршней и шатунов производится с маркировкой каждого комплекта. Контроль диаметра цилиндра‚ овальности и биения производится микрометром и индикатором; результаты фиксируются в акте. Измерение поршней и канавок для колец проводится щупами и шаблонами. Проверка шатунных шеек и пальцев включает визуальную оценку задиров и измерение посадочных диаметров. Выявленные дефекты классифицируются: подлежат восстановлению‚ требуют замены или требуют расточки с последующим подбором ремонтных частей. Результат дефектовки оформляется протоколом с указанием допусков и рекомендуемых операций ремонта.
Шлифовка и расточка блока цилиндров
Подготовка блока к шлифовке выполнена. Расточка цилиндров производится с контролем диаметра и соосности по допуску.
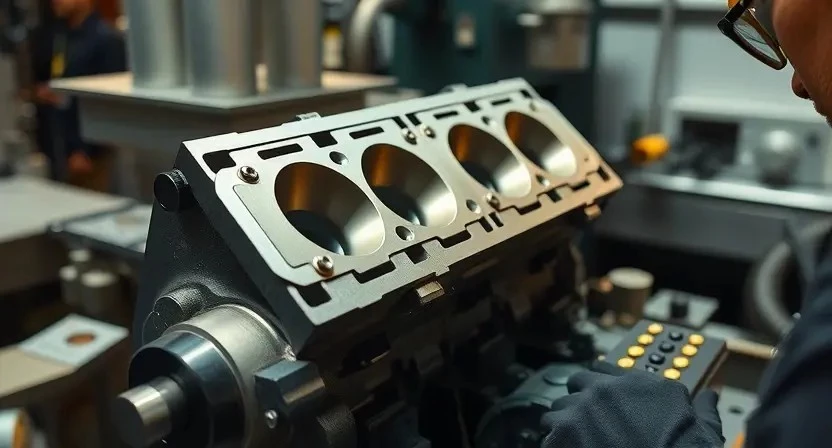
Проверка геометрии блока
Определение геометрии блока производится перед шлифовкой. Замеры плоскостности технологической поверхности головки цилиндров выполняются индикатором часового типа по четырем и более точкам. Контроль параллельности опорных поверхностей блока с применением плит и микрометров. Измерение биения цилиндров выполняется нутромером. Регистрирование отклонений и сравнение с заводскими допусками; При превышении величин фиксируются варианты восстановления: шлифовка поверхности‚ расточка‚ либо замена блока. Отчет о замерах прилагается.
Точность шлифовки и допустимые допуски
Определение рабочей поверхности цилиндра производится по калиброванным шаблонам и индикаторам плоскостности. Допуск на круговую биение поверхности колодца цилиндра установлен в пределах 0‚02 мм. Допуск на конусность цилиндра установлен в пределах 0‚03 мм на длине рабочей поверхности. Шероховатость после окончательной обработки должна находиться в диапазоне Ra 0‚4–0‚8 мкм. Степень удаления металла при расточке ограничена ремонтной величиной до 0‚5 мм с каждой стороны.
Контроль размеров производится шаблонами‚ микрометрами и нутромером. Запись результатов измерений в отчетную форму обязательна. При превышении допусков производится предложение ремонтных операций или замена блока.
Ремонт коленчатого вала и шатунов
Оценка шеек и шатунных втулок выполнена. Ремонт производится шлифовкой‚ балансировкой и заменой поврежденных компонентов.
Оценка состояния шеек и балансировка
Проведение оценки состояния шеек коленчатого вала производится по измерению износа окружности и биения. Измерение выполняется микрометром и индикатором часового типа. Допуск радиального биения определяется по технической документации двигателя. Обмер поверхности шеек производится с фиксацией результатов в отчете. При обнаружении задиров или износа свыше ремонтного допуска выполняется шлифовка или восстановительная наплавка с последующей обточкой.
Балансировка коленвала производится статическим и динамическим методами. Величины массовых несоответствий фиксируются. Корректировка достигается удалением материала или установкой балансировочных грузов. Контроль после балансировки производится повторным измерением на стенде и фиксацией в протоколе.
Замена поршней‚ колец и вкладышей
Замена деталей производится по результатам дефектовки; подбор по диаметру‚ зазорным величинам и маркировке.
Выбор размеров и допусков ремонтных частей
Определение ремонтного размера осуществляется на основании измерений рабочих поверхностей блока цилиндров‚ шатунных шеек и поршневых канавок. Приведение к стандартам выполняется с указанием допустимых износов и предельных значений. Подбор вкладышей производится по диаметру шейки и посадочному классу; обозначение ремонтного размера указывается в спецификации на деталь. Выбор поршней и колец производится с учетом размера цилиндра после расточки и шлифовки. Предпочтение отдается деталям с заводской сертификацией. Контроль выполнения производится по калиброванным шаблонам и измерительным микрометрам.
Установка поршневых колец и вкладышей
Подготовка рабочих поверхностей выполнена: расточная и шлифовальная обработка цилиндров подтверждена протоколом. Выбор колец и вкладышей производится по замерам ремонта и паспортным допускам. Расположение поршневых колец устанавливается с учётом пазов и меток; зазоры замеряются щупом и фиксируются в акте. Сборка проводится с применением оправок для исключения деформации колец. Вкладыши устанавливаются с контролем радиального зазора и ориентации масляных каналов. Смазка монтажная наносится на рабочие поверхности перед сборкой. Контроль компрессии после установки выполняется динамометрией и замером зазоров.
Ремонт и монтаж головки блока цилиндров
Диагностика ГБЦ проведена. Правка плоскости‚ замена направляющих и сальников произведены. Прокладка заменена.
Диагностика и правка ГБЦ
Визуальный осмотр головки блока цилиндров выполняется для выявления трещин‚ коррозии и износа рабочих поверхностей. Поверхность посадки прокладки оценивается на плоскостность. Состояние направляющих втулок и седел клапанов фиксируется. Испытание на герметичность проводится методом давления воды или вакуума. Измерение прогибов и биений производится автомобильным индикатором и микрометром. Правка поверхности выполняется на точильном станке с контролем снятого слоя. Замеры повторяются до достижения допуска. Замена изношенных компонентов производится по результатам дефектовки. Контроль герметичности осуществляется после сборки.
Замена направляющих‚ сальников и прокладок
Определение объема работ основано на результатах дефектовки головки блока цилиндров и корпуса клапанов. Производство демонтажа направляющих клапанов производится при выявлении износа превышающего установленные допуски. Замена сальников выполняется при утечке моторного масла через клапанные стержни или маслосъемные зоны. Прокладки подлежат обязательной замене при нарушении герметичности сопряжений или повреждении материала. Применение оригинальных или сертифицированных аналогов. Контроль за угловыми и осевыми биениями после установки. Испытание на герметичность под давлением масляной системы и продувка камер применяется для верификации устранения дефекта.
Сборка двигателя
Сборка производится по картам допусков. Контроль натяга‚ зазоров и моментов затяжки фиксируется в протоколе.
Контрольные моменты и затяжка резьбовых соединений
Определение порядка затяжки производится согласно сервисной карте двигателя Donkervoort D8 1.8 Turbo Audi 150 л.с. Для каждого узла указаны этапы и значения момента. Фиксация момента осуществляется динамометрическим ключом с указанием интервала проверки. Допускаемые значения чистоты резьбы и состояния шпилек указаны в техдокументации. Наносить смазку на уплотняющие поверхности перед сборкой запрещено‚ если в инструкции указано сухое соединение. Контроль остаточного люфта производится после затяжки. Протокол измерений заполняется.

Обкатка и выходной контроль
Обкатка проводится по фазам; замеры компрессии и давления масла выполняются после прогрева; регистрация параметров проводится.
Режимы обкатки и контроль параметров
Обкатка проводится в определённых режимах для обеспечения приработки деталей и стабилизации параметров. Первичный этап предусматривает холостой ход в интервале 800-1200 об/мин в течение 15 минут без нагрузки; прогрев производится до рабочей температуры охлаждающей жидкости и масла. Второй этап предусматривает переменные нагрузки с постепенным увеличением оборотов до 3000 об/мин при сохранении температуры. Измерение давления масла и компрессии выполняется после стабилизации показателей. Регистрация параметров производится каждые 5 минут.
Проверка компрессии и давления масла после обкатки
После обкатки проводить измерения компрессии и давления масла в регулируемых режимах работы. Измерение компрессии выполнять при горячем двигателе‚ при отключенном питании зажигания‚ с фиксированным числом оборотов; регистрировать значения по каждому цилиндру и вычислять расхождения. Давление масла замерять на холостом ходу и под нагрузкой‚ с использованием эталонного манометра и переходников; фиксировать перепад при переходе между режимами. Отклонения от заводских параметров документировать и сопоставлять с допусками; дефекты отмечать в акте.
Настройка систем двигателя
Настройка системы впрыска и зажигания производится по заводским картам. Калибровка датчиков выполняется инструментально.
Настройка системы впрыска и зажигания
Настройка системы впрыска и зажигания производится с акцентом на синхронизацию подачи топлива и искрообразования. Первичный этап ‒ проверка состояния форсунок‚ датчиков расхода воздуха и давлений; измерения проводятся спецприбором. Следующий этап ‒ калибровка фаз распределённого впрыска и угла опережения зажигания по эталонным параметрам двигателя 1.8 Turbo 150 л.с. Выполняется регистрация параметров ЭБУ перед коррекцией. Коррекция производится ступенчато: минимальные изменения с повторной записью показаний. После настройки проводится контрольная холостая и нагрузочная проверка на стабильность холостого хода и отсутствия пропусков зажигания.
Калибровка датчиков и электронных блоков
Калибровка производится после завершения механического ремонта и сборочных операций. Операция включает обновление ПО блока управления двигателя до рекомендованной версии‚ адаптацию датчиков положения коленвала и распредвала‚ синхронизацию датчика массового расхода воздуха и датчика давления наддува. Приведение базовых параметров в заводские значения производится через диагностический интерфейс. Профили адаптации сохраняются в память блока. Проверка завершённости калибровки фиксируется в отчёте о работах.
Испытание на стенде и дорожное тестирование
Стендовые испытания включают регламенты по замеру мощности‚ крутящего момента и контроля температур; фиксация параметров производится в протоколе.
Параметры стендовых испытаний
Определение рабочих характеристик двигателя выполняется по установленной методике. Контроль мощности осуществляется при прогретом двигателе на частоте вращения‚ соответствующей номинальной и максимальной нагрузке. Фиксация момента и мощности производится по крутящему моменту на маховике. Уровень вибраций регистрируется в точках установки подушек и креплений. Фиксация температур производится на головке блока‚ коллекторе и масляной магистрали. Измерение расхода масла и топлива проводится по мгновенным показаниям. Параметры выдается в отчете.
Контроль поведения двигателя при нагрузке
Фиксация параметров производится на динамометрическом стенде и при дорожном тестировании. Регистрация крутящего момента‚ мощности и оборотов выполняется в диапазоне нагрузок‚ близких к реальным условиям эксплуатации. Регистрация вибрации и акустических сигналов производится синхронно с нагрузочными замерами.
Снятие показаний датчиков давления топлива и масла осуществляется одновременно с измерениями параметров. Сопоставление полученных значений с нормативными спектрами выполняется для выявления отклонений и динамических аномалий.
Документация выполненных работ и гарантии
Выдана детализированная ведомость работ. Гарантийный срок указан в документе. Срок и условия зафиксированы.
Формирование отчетной документации
Составление отчета выполняется на каждом этапе ремонта двигателя Donkervoort D8 1.8 Turbo Audi 150 л.с. Документирование включает перечень выполненных операций‚ перечень замененных деталей‚ результаты измерений компрессии и давления масла‚ данные электронной диагностики‚ измерения геометрии блока и ГБЦ‚ записи о шлифовке и расточке‚ сведения о балансировке коленвала‚ размеры поршней и вкладышей. Фотофиксация узлов и дефектов производится по регламенту. Нумерация документов и хранение файлов выполняются централизованно для обеспечения прослеживаемости.
Условия гарантийного обслуживания
Гарантийный срок установлен для работ по ремонту двигателя Donkervoort D8 1.8 Turbo Audi 150 л.с. в пределах‚ указанных в договоре на оказание услуг.
Покрытие распространяется на замененные детали и выполненные технологические операции‚ подтвержденные актом выполненных работ и сопроводительными документами на запчасти.
Гарантия не распространяется на дефекты‚ возникшие вследствие эксплуатации с нарушением технологии эксплуатации‚ использования некачественных горюче-смазочных материалов‚ участия в соревнованиях‚ аварий и механических повреждений.
Оформление рекламации производится при предъявлении оригиналов документов‚ с обязательной регистрацией выявленного дефекта в сервисной базе. Диагностика при рекламации выполняется с фиксированием замеров и фотоматериалов. Ремонт по гарантии выполняется после подтверждения причинно-следственной связи между выполненными работами и выявленным недостатком. Сроки устранения недостатков определяются регламентом‚ действующим на момент обращения.