
Предоставление услуги по ремонту двигателя Jeep Renegade 1.3 Turbo 180 л.с. включает диагностику, измерения, демонтаж, разборку, дефектовку, обработку и сборку.
Область применения услуги
Оказание ремонтных работ направлено на двигатели Jeep Renegade 1.3 Turbo 180 л.с. 2014–н.в. с бензиновым впрыском и турбонаддувом для полного восстановления.
Модель и модификация
Идентификация двигателя производится по обозначению 1.3 Turbo 180 л.с., установленному на Jeep Renegade с 2014 года по настоящее время. Приводится код двигателя, вариант форсировки и компоновка турбонаддува. Указаны назначение впрыска топлива и тип системы управления двигателем, совместимые конфигурации выпускной системы и параметры рабочего объёма. Фиксируются границы допуска по компрессии и масляному давлению для данной модификации. Отмечаются варианты заводской комплектации шатунно-поршневой группы и применяемые материалы коленчатого вала. Выбор запасных частей осуществляется по оригинальным кодам и техническим спецификациям производителя.
Период выпуска
Период выпуска двигателя Jeep Renegade 1.3 Turbo 180 л.с. указан как 2014–настоящее время. Эксплуатационные изменения и модификации производились в разные годы. Серийные номера и заводские коды изменялись в зависимости от года выпуска и комплектации. Выпуск соблюдал требования экологических норм, что повлияло на конфигурацию систем газообмена и наддува. Присутствие турбонаддува сохраняется на всех модификациях указанного периода. Конструкционные решения топливной системы варьировались по версии ПО управления двигателем. Впускная и выпускная части подвергались изменению с целью оптимизации затрат топлива и снижения токсичности. Для диагностики и ремонта учитывать год сборки и заводскую комплектацию двигателя. Источники данных: заводская документация, каталоги деталей, сервисные бюллетени производителя.
Цель работ
Определение задач ремонта двигателя Jeep Renegade 1.3 Turbo 180 л.с. производится с целью восстановления технических характеристик, обеспечения эксплуатационной надежности и снижения потребления ресурсов. Диагностика и оценка состояния направлены на выявление износа, дефектов и отклонений от заводских параметров. Измерения компрессии и давления масла выполняются для количественной оценки герметичности цилиндропоршневой группы и работоспособности масляной системы. Демонтаж и разборка двигателя предназначены для обеспечения доступа к контрольным поверхностям и деталям, подлежащим дефектовке. Механическая обработка блоков и валов направлена на восстановление геометрии посадочных поверхностей. Замена изнашиваемых компонентов производится с целью восстановления рабочих зазоров и уплотнений; Контрольная сборка и регулировка систем управления и топливоподачи выполняются для подтверждения соответствия ходовых характеристик заданным параметрам. Документирование результатов ремонта и внесение данных в сервисную карту предусмотрены для последующего контроля технического состояния агрегата.
Перечень выполняемых операций
Диагностика электроники и механики. Измерение компрессии и давления масла. Демонтаж, разборка, дефектовка. Механическая обработка и сборка.
Диагностика двигателя
Проведение диагностики двигателя Jeep Renegade 1.3 Turbo 180 л.с. включает последовательные инструментальные и визуальные обследования для определения причин неисправностей. Выполнение предварительного осмотра состояния агрегата производится визуальной оценкой наружных повреждений, следов утечек и нарушений крепления. Проведение компьютерной диагностики осуществляется подключением диагностического оборудования к электронному блоку управления для считывания кодов неисправностей, параметрических данных и записей адаптивных режимов. Измерение компрессии реализуется манометрическим методом с фиксацией показаний по каждому цилиндру, с последующей сводной таблицей отклонений. Измерение давления масла выполняется при рабочих и прогретых режимах с использованием манометра высокого давления и регистрацией динамики. Оборудование, калиброванное перед использованием, применяется с эталонными протоколами. Снятие кодов ошибок и их интерпретация производится согласно официальной документации производителя. Регистрация всех результатов выполняется в отчётную форму для последующей оценки необходимости разборки и дефектовки.
Оценка состояния агрегатов
Визуальный и инструментальный осмотр проводится для установления износа и дефектов двигателя Jeep Renegade 1.3 Turbo 180 л.с. Проверка включает состояние блока цилиндров, головки блока, коленчатого вала и шатунов с фиксацией размеров и дефектов в протоколе. Измерение люфтов и биений выполняется микрометром и индикатором часового типа. Контроль поверхности седел и направляющих клапанов производится эндоскопом и щупами. Оценка состояния поршней и колец основана на измерении диаметра и зазоров. Анализ масляной системы включает измерение давления и осмотр масляного насоса, фильтров и магистралей. Результаты документируются с указанием предельных значений и предложенных операций по восстановлению, включая перечень деталей, подлежащих замене, и виды механической обработки.
Подготовительные мероприятия
Организация рабочего места выполнена. Инструмент инвентаризирован. Запасы запасных частей подтверждены. Обеспечение электроэнергии и подъемного оборудования подтверждено.
Организация рабочего места
Организация рабочего места предусматривает выделение зоны для приема автомобиля и отдельного участка для демонтажа двигателя. Рабочая площадка должна быть ровной, освещенной и оснащенной промышленным полом с маслостойким покрытием. Размещение подъемного оборудования определяется массой агрегата и габаритами кузова. Для хранения снятых узлов отвести закрытые стеллажи с маркировкой по номеру цилиндра и позиции детали. Очистка поверхности агрегата производится с использованием обезжиривающих составов в специально отведенной мойке. Контейнеры для малых деталей маркируются и закрываются.
Электророзетка оснащается защитным автоматом и заземлением. Рабочий инвентарь размещается на магнитных панелях и в комплекте тележек по назначению. Для обеспечения технологического процесса выделяются стенд для испытаний, стол для измерений с калиброванными приборами и набор ключей стандарта DIN. Перчатки, щетки и салфетки хранятся в закрытых контейнерах. Вентиляция эксплуатируется в режиме приточно-вытяжной вентиляции. Ремонтная документация и регистрационные бланки располагаются в защищенном архиве.
Необходимое оборудование и инструментарий
Перечень оснащения для выполнения работ по ремонту двигателя Jeep Renegade 1.3 Turbo 180 л.с. включает специализированный диагностический сканер с поддержкой протоколов производителя для чтения кодов, параметров и адаптаций. Для измерений компрессии и давления масла предусмотреть манометры с калибровкой и набор переходников. Демонтаж обеспечивается подъемником или мостом с грузоподъемностью, со стойками и траверсой для снятия агрегата. Для разборки обязателен комплект динамометрических ключей, набор головок и щупов. Для маркировки и хранения деталей предусмотреть контейнеры с крышками и маркировочными бирками. Для дефектовки применяются нутромеры, микрометры, индикаторы часового типа и прибор для проверки биения. Механическая обработка выполняется на шлифовальном станке и расточном оборудовании с программным управлением, оснащенном измерительными устройствами. Для сборки запастись фрикционными приспособлениями, съемниками и монтажными оправками, а также чистыми ёмкостями для промывки и обезжиривания деталей; Контроль качества обеспечивается стендом для холостого хода и испытательным стендом с нагрузкой.
Диагностические измерения
Измерение компрессии и давления масла выполняется специализированным манометром; результаты фиксируются в протоколе; отклонения классифицируются по предельным значениям.
Измерение компрессии
Подготовка двигателя к измерению компрессии включает обеспечение доступа к свечным колодцам, отключение системы подачи топлива и снятие впускного коллектора при необходимости. Применение манометра поршневого типа, адаптированного к резьбе свечи, обеспечивает регистрацию показаний. Прокрутка коленчатого вала производится стартером при полностью закрытых дроссельных заслонках и отключенной системе зажигания. Показания фиксируются для каждого цилиндра после не менее чем пяти оборотов стартера. Сравнение результатов с нормативными значениями производителя производится по таблице допусков. Разница между цилиндрами интерпретируется как износ поршневой группы, негерметичность клапанов или дефект ГБЦ. Для уточнения причин выполняется дополнительная проверка с использованием компрессометра под давлением или проведения теста с утечкой через маслосъемные кольца. Результаты протоколируются с указанием номера цилиндра, измеренного давления в барах, температуры двигателя и применённого оборудования.
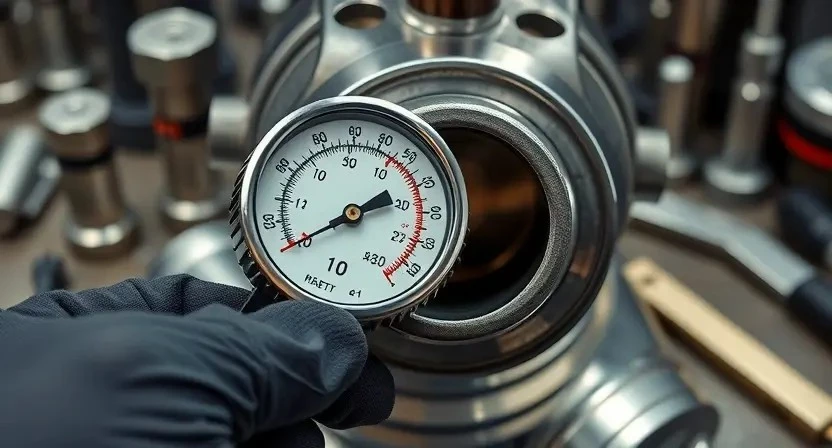
Измерение давления масла
Подготовка к измерению давления масла предусматривает установку манометра с сертификатом к штекеру датчика давления или в масляной магистрали. Извлечение штатного датчика допускается при условии наличия заглушки для предотвращения утечки. Включение двигателя в режим прогрева производится до рабочей температуры, фиксирование частоты вращения коленвала на холостом ходу и на повышенных оборотах. Снятие показаний выполняется при стабильном значении давления, регистрирование в протоколе значения на холостом ходу, при 2000 об/мин и при пиковых режимах.
Анализ полученных параметров проводится по нормативным картам производителя. Отклонения от нормы сопровождаются назначением дополнительных измерений фильтра, маслоприёмника и магистралей. Выявленная низкая величина давления трактуется как признак износа масляного насоса, уменьшения просвета в подшипниках или загрязнения каналов. Фиксация результатов производится с указанием температуры масла, использованного масла и типа применённого манометра.
Демонтаж силового агрегата
Снятие двигателя производится с автомобиля после отключения систем. Разъединение креплений, слив рабочих жидкостей, маркировка контуров и обезвреживание проводки.
Снятие двигателя с кузова
Операция снятия двигателя с кузова выполняется в условиях ремонтной зоны с применением грузоподъёмного оборудования и специальных приспособлений. Подготовка машины включает отключение аккумуляторной батареи, слив технологических жидкостей, маркировку и отсоединение электроразъёмов. Выхлопная система и элементы впуска демонтируются до обеспечения доступа к креплениям. Топливная магистраль и охлаждающие коммуникации отключаются с применением заглушек для предотвращения утечек. Рулевое управление и подвесные опоры при необходимости снимаются или отводятся. Крепления двигателя к кузову освобождаются поэтапно, с фиксацией агрегата на подъёмнике. Подъём выполняется с выдерживанием вертикального положения и минимизацией боковых колебаний. После вывешивания агрегата производится перенос на специальную тележку для дальнейшей разборки. Маркировочные бирки остаются на местах соединений для упрощения обратной сборки.
Разъединение сопряжённых систем
Отсоединение электрических разъёмов производится с применением фиксаторов и маркировки проводки для последующей сборки. Подключения к ЭБУ фиксируются и документируются отдельными ярлыками. Слив топливной магистрали выполняется через специально отведённый резервуар с контролем наличия утечек. Топливные шланги демонтируются с применением захватов и клипс; крепления сохраняются для обратной установки. Охлаждающая система обесточивается и герметично перекрывается, жидкость направляется в ёмкость с этикетированием. Впускной тракт отделяется от турбокомпрессора, соединения уплотняются заглушками. Подключения системы выпуска разъединяются с сохранением анкеров и болтов. Приводные ремни снимать после ослабления натяжителя и маркировки положения. Система управления двигателем изолируется посредством блокировочных устройств. Воздуховоды и датчики давления отсоединяются и маркируются. Все снятые элементы укладываются по группам и маркируются для предотвращения путаницы при сборке.
Разборка двигателя
Разборка выполняется поэтапно: снятие навесных узлов, демонтаж головки, извлечение поршней, разборка коленвала с маркировкой и чисткой деталей.
Порядок разборки блоков и узлов
Демонтаж навесных агрегатов производится с маркировкой разъёмов и трубопроводов. Снятие ремней и приводных компонентов выполняется последовательно по схеме производителя. Слив рабочих жидкостей осуществляется в ёмкости с последующей утилизацией. Система впуска и выпускной тракт отсоединяються с фиксацией прокладок. Электрооборудование помечается и изымается по очереди. Головка блока отделяется после демонтажа распределительного механизма. Поршневая группа извлекается из блока при предварительном раскручивании шатунных болтов. Коленчатый вал извлекается после снятия крышек и вкладышей. Клапанный механизм разбирается с регистрацией зазоров и положений. Детали укладываются по комплектам в маркированные лотки.
Маркировка и хранение деталей
Маркировка должна выполняться при разборке каждого узла. Нанесение кодов производится на корпусные и движущиеся элементы краской, штрих-кодами или этикетками с указанием позиции и направления установки. Для соединительных деталей указывать момент затяжки и взаимное расположение. Маркировка цилиндров и поршней присваивается в порядке снятия с указанием рабочего цилиндра. Хранение размещается по категориям: крупные сборки на поддонах, мелкие детали в промаркированных контейнерах. Контейнеры подлежат герметизации при хранении чувствительных компонентов. Упаковка с маслозащитой применяется для коренных подшипников. Условия хранения фиксируются в документе с температурными и влажностными параметрами. Ведение реестра партий и сроков годности обеспечивает прослеживаемость каждой детали.
Дефектовка компонентов
Проведение дефектовки включает измерения износа, оценку трещин, выявление задиров и коррозии; составление акта с перечнем замен и допусков деталей.
Оценка состояния блока цилиндров
Визуальная инспекция блока цилиндров выполняется для выявления трещин, деформаций и коррозионных участков. Поверхности цилиндров исследуются при освещении, с применением увеличения и капиллярной дефектоскопии для обнаружения микротрещин. Геометрические параметры подлежат измерению: диаметр цилиндра, овальность, биение по глубине, концентричность. Контроль производится измерительным инструментом с поверкой: нутромером, микрометром, индикатором часового типа. Измеренные значения сравниваются с паспортными допусками двигателя 1.3 Turbo 180 л.с.
Замеры шероховатости поверхности цилиндров выполняются профилометром. Оценка износа поршневых канавок и направляющих производится визуально и посредством калибров. Результаты документируются в дефектной ведомости с указанием размеров, предельных отклонений и заключения о годности блока к расточке или о необходимости замены. Результат испытаний вносится в отчет в цифровом и печатном виде.
Оценка состояния коленвала и шатунов
Визуальный осмотр коленчатого вала проводится на предмет трещин, задиров и следов перегрева. Установление наличия выработок в шеях осуществляется измерением микрометром и индикатором часового типа. Контроль круглости и биения выполняется на оправке с применением магнитного держателя и индикатора. Оценка шатунных шеек производится на соответствие диаметра заводским допускам. Проверка шатунов включает измерение бокового люфта пальца и контроль плоскостности крышек. Испытание на прочность осуществляется путем контроля торцевой выработки и измерения глубины рисок в отверстиях смазки. Определение уставки под вкладыши производится расчетом натяга посадки и проверки зазора масляной пленки со шлицевым калибром. Результат измерений документируется с указанием предельных значений и рекомендациями по восстановительной обработке или замене компонентов.

Механическая обработка
Шлифовка коленвала и расточка цилиндров выполняется по чертежам. Контроль размеров проводится инструментом. Поверхности подготовлены к сборке.
Шлифовка коленчатого вала
Подготовка детали производится после дефектовки и промывки. Визуальное состояние шеек и шеек распределительных валов документируется. Измерение диаметра шеек производится микрометром с отметкой допустимых пределов из технической документации. Ремонтная шлифовка проводится на специализированном станке с фиксацией допуска поверхностной шероховатости. Контроль биения выполняется индикатором до и после обработки. Балансировка коленвала обеспечивается при наличии несоосности. Применение ремонтных размеров согласуется с каталогом запчастей. Притирка поверхностей исключается. После шлифовки выполняется контроль профильных размеров и окончательная очистка в ванне с обезжиривателем. Документирование результатов измерений и фотографирование выполненных операций осуществляется в отчётной документации.
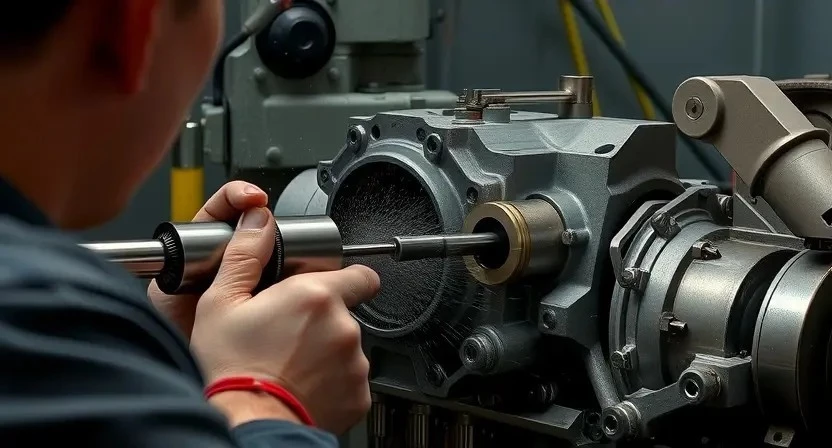
Расточка цилиндров
Выполнение расточки цилиндров производится при наличии износа, задиров, овальности или превышения допусков на цилиндро-поршневую группу. Предварительная обработка включает очистку поверхностей, удаление нагара и контрольно-измерительные операции для определения размера снятия металла. Измерение внутреннего диаметра выполняется микрометром и цилиндромером с фиксацией результатов в техническом отчете. Выбор технологической карты осуществляется по измерениям и заводским допускам.
Процесс расточки выполняется на специализированном станке с применением оправок и планшайб для центрирования блока. Обеспечение параллельности поверхности и соосности контролируется индикатором и шаблоном. Снятие металла производится ступенчато с замером после каждой операции. Применение охлаждающей смазки допускается по нормативу. Завершение работы включает хонингование для достижения требуемой шероховатости и проверки допустимой овальности.
Замена изнашиваемых деталей
Замена поршней, колец и вкладышей выполняется по результатам дефектовки. Установка новых деталей производится с контролем за зазорами и допусками.
Установка поршней и поршневых колец
Подготовка поршней и колец производится по маркировке и размерам, указанным в паспорте двигателя. Контроль за зазорами в канавках колец выполняется измерительным щупом; превышение допуска подлежит замене кольца. Нанесение моторного масла на поверхности трения осуществляется для устранения сухого старта. Установка поршневых колец производится с ориентированием разрезов колец по окружности под углом, исключающим совпадение. Вкладывание поршня в цилиндр осуществляется при помощи стяжки колец с контролем направления поршневого пальца. Совмещение меток и фаз газораспределения выполняется перед окончательной сборкой.
Установка вкладышей коренных и шатунных
Подготовка поверхностей шатунных и коренных постелей производится к установке вкладышей с контрольной очисткой масляных канавок и мест уплотнений.
Подбор вкладышей осуществляется по маркировке и зазорам; измерение внутреннего диаметра коленчатого вала производится микрометром и индикатором; сравнение с допусками проводится по каталогу производителя.
Установка вкладышей в крышки и блок выполняется с обеспечением ориентации фасок и масляных отверстий; фиксация контактных поверхностей выполняется без деформации посадочных мест.
Нанесение моторного масла на рабочие поверхности вкладышей выполняется дозировано; сборка коленвала в блок производится плавно с контролем радиального зазора индикатором.
Затяжка болтов крышек выполняется по этапам и моментам с применением динамометрического ключа; контрольный ход проворачивания вала выполняется после окончательной протяжки.

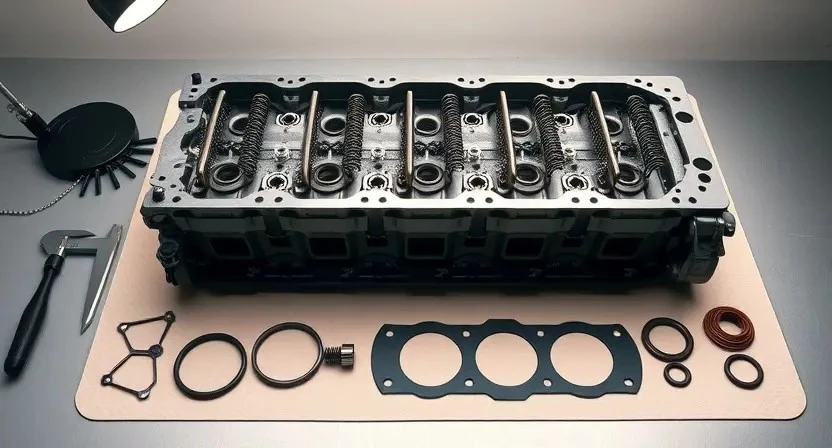
Работы с головкой блока цилиндров
Демонтаж ГБЦ выполняется для дефектовки клапанов, седел и направляющих. Шлифовка и герметизация выполняются по техническим параметрам завода.
Ремонт или замена ГБЦ
Осмотр головки блока цилиндров выполняется визуально и инструментально для выявления трещин, деформаций и износа седел клапанов. Контроль плоскостности производится щупом и поверочной плитой. Применение магнитопорошковой или дымовой дефектоскопии допускается для выявления скрытых дефектов. При обнаружении трещин предусматривается замена или сварочная реставрация с последующей термообработкой. Состояние направляющих втулок оценивается по люфту и износу; при отклонениях производится замена. Состояние седел определяется по глубине и углам; при необходимости выполняется шлифовка и раскатка седел. Контроль герметичности производится под давлением; фиксирование результатов измерений в документации. Протяжка крепежных болтов осуществляется по этапной схеме с применением динамометрического ключа и последовательностью, указанной в регламенте. Замена прокладки головки проводится с применением новых уплотнителей и соблюдением заданных моментов затяжки. Ремонт впускного и выпускного каналов включает очистку и удаление нагара с обеспечением требуемого профиля прохода. Испытание восстановленной головки производится на стенде при моделировании рабочих температур и давлений; в протокол вносится итоговая информация о герметичности, плоскостности и угловых параметрах клапанов.
Контроль состояния клапанного механизма
Визуальный осмотр компонента на наличие задиров, трещин и износа поверхности стержней и направляющих выполняется при снятой головке блока цилиндров. Замеры люфта направляющих проводятся индикатором часового типа с фиксацией допустимых значений согласно технической документации. Замеры высоты седел и рабочего фаски клапанов выполняются микрометром и шаблоном; результаты фиксируются в ведомости. Контроль плотности прилегания седел производится с применением индикаторной смазки или красящей пасты. Оценка нагрузки пружин проводится измерением свободной и рабочей высоты, определение просадки выполняется после циклов сжатия. Измерение усилия на клапане осуществляется динамометром по каталожным параметрам. Результаты сравниваются с нормативами производителя, отклонения оформляються дефектным актом с указанием требуемых операций: замена направляющих, шлифовка седел, замена пружин, замена клапанов или расточка направляющих. Характер повреждений указывается в протоколе дефектовки для дальнейшей плановой обработки.
Сборка двигателя
Сборка узлов производится с соблюдением заводских допусков. Установку компонентов выполнять по маркировке. Контроль моментных характеристик проводиться при протяжке.
Сборка узлов с соблюдением допусков
Сборка узлов производится после выполнения дефектовки и механической обработки. Притирка сопряжённых поверхностей выполняется по технологическим картам производителя. Установочные этапы включают последовательную сборку коленчатого вала, шатунов и поршней с соблюдением посадочных размеров. Параметры зазоров вкладышей и масляных каналов фиксируются в протоколе. Крутящие моменты болтов фиксируются динамометрическим ключом. Применение новых крепёжных элементов документируется в накладной. Контроль биения и радиальных зазоров проводится до окончательной протяжки.
Контрольная поверка размеров проводится микрометрами и щупами. Резьбовые соединения подвергаются обеспылеванию и смазке. Протяжка выполняется по этапам с последовательным увеличением момента. Заполнение масляной системы производится до пускового уровня. Испытание на холостых оборотах выполняется на стенде с регистрацией давлений и температур.
Протяжка и контроль моментных характеристик
Регулирование моментных характеристик производится после сборки узлов двигателя. Контроль крутящих моментов проводится для крепежных соединений коленвала, шатунов, головки блока, маховика и компонентов привода ГРМ. Применение калиброванных динамометрических ключей предписано для достижения указанных заводских значений. Последовательность протяжки устанавливается по спецификации производителя с делением на этапы и шаги каждого этапа. Параметры момента фиксируются в журнале работ. Корректировка производится при расхождении показателей с допуском. Испытания на холостом ходу и при нагрузке выполняются для контроля вибраций и контролируемых параметров.
Проведение пусконаладочных работ
Пуск двигателя осуществляется при контролируемых параметрах. Обкатка производится по регламенту. Настройка систем управления и топливоподачи выполняется.
Обкатка двигателя после ремонта
Проведение обкатки двигателя после капитального ремонта проводится по регламенту для восстановления приработки деталей, стабилизации параметров и выявления дефектов. Запуск мотора осуществляется на стенде или с установленным агрегатом в кузове при контролируемых оборотах. Первичный прогрев производится до рабочей температуры при минимальных нагрузках. Измерение давления масла и контроль утечек выполняются в динамике. Плавное увеличение нагрузки и оборотов производится по этапам с фиксированием параметров. Промежуточные остановки выполняются для контроля крепления и состояния уплотнений. После достижения рабочей температуры выполняется серия коротких нагрузочных циклов с контролем вибрации и давления. Завершение обкатки производится при стабильных показателях компрессии, давления масла и отсутствия посторонних шумов.
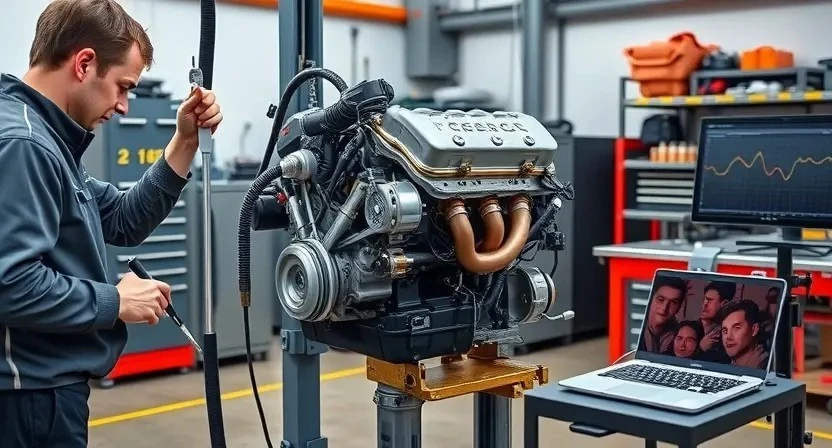
Настройка систем управления и топливоподачи
Настройка систем управления и топливоподачи производится после сборки двигателя и проверки базовых параметров. Выполнение калибровки блока управления осуществляется с применением заводского диагностического оборудования. Параметры смещения фаз газораспределения регулируются программно при помощи специализированного интерфейса. Регулировка давления топлива проводится через контрольный штуцер и манометр высокой точности. Коррекция состава смеси производится путем адаптации показаний лямбда-зонда через блок управления. Контроль времени впрыска выполняется по сигналам форсунок с использованием осциллографа. Активация систем турбонаддува и контроля наддува выполняется при имитации рабочих режимов на стенде. Выполнение программной адаптации датчиков положения коленвала и распредвала проводится по процедурам производителя. Завершение настройки фиксируется протоколом с указанием версий ПО, измеренных значений давления топлива, углов опережения зажигания и параметров адаптации смеси.

Контроль качества выполненных работ
Проведение повторных измерений компрессии и давления масла. Испытание на стенде и в условиях дороги. Оформление протоколов и заверение гарантийных сроков.
Повторная проверка компрессии и давления масла
Проведение повторных измерений компрессии и давления масла производится после завершения сборочных работ и предварительной обкатки на стенде. Измерение компрессии выполняется с использованием манометра высокого разрешения и адаптера под свечной колпачок. Снятие систем подачи топлива и зажигания производится для исключения помех. Замер проводится при одинаковых условиях для всех цилиндров: холодный и горячий режимы фиксируются отдельно. Привод стартерной системы обеспечивается от внешнего источника питания с контролем оборотов. Результаты сравниваются с заводскими допусками и протоколируются. Дополнительное измерение давления масла производится при номинальных оборотах холостого хода и повышенных оборотах согласно регламенту. Исправность масляного насоса и магистралей подтверждается по показаниям; отклонения оформляются в дефектный акт. Внесение корректировок в сборку или замена элементов производится при выявлении несоответствий протоколу.
Испытание на стенде или в условиях дороги
Проведение испытаний направлено на подтверждение работоспособности восстановленного двигателя. Испытание на стенде выполняется с контролем параметров: частота вращения, температура охлаждающей жидкости, давление масла в магистрали, утечки в вакуумных и масляных каналах. Параметры регистрируются в цифровом виде для сравнения с эталонными значениями. Испытание в условиях дороги выполняется по протоколу, включающему стадии прогрева, расчетную нагрузку и динамическую проверку отклика дроссельной заслонки. Контроль выбросов осуществляется измерением концентрации выхлопных газов. Время обкатки фиксируется и указывается в отчете.

Документация и гарантийные обязательства
Выдача комплекта документов при выполнении работ: акт приёма-передачи, отчёт по выполненным операциям, протоколы измерений компрессии и давления масла, ведомость заменённых деталей. Фиксация серийных номеров и маркировок компонентов выполняется в журнале работ. Выдача документов сопровождается информацией о применённых допусках и технических параметрах обработки.
Гарантийные обязательства оформляются отдельным документом. Гарантия распространяется на выполненные работы и установленные детали в пределах указанного пробега и срока. Условия гарантийного обслуживания включают перечень исключений, порядок предъявления претензий, требования к сохранности сопутствующих документов и условий эксплуатации. Ремонт по гарантийным случаям выполняется при наличии полных отчётных материалов. Ответственность за дальнейшие повреждения определяется по результатам повторной дефектовки и оформлению акта.