
Документ описывает объём услуг по ремонту двигателя FAW Bestune B70 2.0 Turbo 224 л.с. (2021–н.в.) с указанием операций.
Назначение документа
Документ предназначен для формализации объёма работ по ремонту двигателя FAW Bestune B70 2.0 Turbo 224 л.с. (2021–н.в.). Описание включает перечень выполняемых операций: диагностика электронных и механических систем, оценка состояния основных узлов, измерение компрессии цилиндров и давления масла в магистрали, демонтаж двигателя и навесного оборудования, разборка блока и головки, дефектовка деталей с фиксацией износа и повреждений, шлифовка коленвала с указанием допусков, расточка цилиндров с контролем размеров, подбор и замена поршней, колец, вкладышей, ремонт или замена головки блока, сборка с контролем моментов затяжки, проведение обкатки и финишная настройка систем впрыска и наддува.
Область применения
Применение услуг ограничено двигателями FAW Bestune B70 2.0 Turbo 224 л.с. (2021–н.в.). Выполнение операций в специализированных условиях.
Модель и годы выпуска
Указание модели: FAW Bestune B70 2;0 Turbo 224 л.с. Присутствие двигателя с турбонаддувом подтверждено в документации транспортного средства. Серийный индекс двигателя должен быть сопоставлен с заводскими обозначениями для подтверждения технологических параметров. Годы выпуска 2021–н.в; определяют применимость обновлённых комплектующих и программных карт управления. Версии с отличающейся электроникой или модифицированной системой наддува подлежат идентификации перед проведением диагностических и восстановительных операций. Регистрационные данные и сервисная история используются для уточнения конфигурации мотора.
Перечень работ
Перечисление операций: диагностика, оценка состояния, измерение компрессии и давления масла, снятие, разборка, дефектовка, ремонтные операции.
Комплекс выполняемых операций
Диагностика двигателя проводится с записью кодов неисправностей и протоколом измерений. Оценка состояния выполняется визуально и инструментально с фиксацией износа. Измерение компрессии проводится по цилиндрам с протоколом результатов и сравнением с заводскими допусками. Измерение давления масла выполняется на холодном и прогретом агрегате с регистрацией динамики. Снятие двигателя производится по этапам с маркировкой коммуникаций и креплений. Разборка агрегата включает демонтаж головки, блока и навесного оборудования. Дефектовка выполняется с определением ремонтопригодности деталей и составлением дефектного акта. Шлифовка коленвала производится на прессе и шлифовальном станке по технологической карте. Расточка цилиндров и хонингование выполняются с контролем круглости и конусности. Замена поршней, колец и вкладышей производится по подбору ремонтного комплекта с контролем зазоров. Ремонт или замена головки блока включает притирку клапанов и замену прокладки. Сборка проводится в исходном порядке с контролем моментов затяжки и использованием динамометрического ключа. Обкатка проводится на стенде и при дорожных условиях с мониторингом давления масла, компрессии и температурных режимов. Настройка систем впрыска и турбонаддува выполняется с диагностическим оборудованием и окончательной проверкой на отсутствие утечек.

Техническая документация и нормативы
Спецификации производителя и допуски приводятся в сервисной документации FAW. Параметры момента затяжки и допуски износа указаны.
Спецификации производителя и допуски
Технические параметры двигателя FAW Bestune B70 2.0 Turbo 224 л.с. приводятся по заводской документации. Рабочий объём цилиндров, номинальная мощность и моменты затяжки головки указываются в сервисной книжке. Присадки и моторные масла подбираются по вязкости и спецификации API/ACEA, соответствие фиксируется в актах. Поршневые зазоры и радиальные биения коленвала должны соответствовать допускаемым пределам, указанным в таблицах производителей. Значения компрессии и давления масла сравниваются с нормативными границами. Заменяемые детали подбираются по OEM-номерам. Контрольные допуски и предельные износы документируются в отчёте по ремонту.
Оборудование и инструменты
Перечень включает компрессометр, манометр масла, гидравлический пресс, шлифовальный станок, расточный агрегат, динамометрические ключи.
Контрольные приборы и станки
Перечень оборудования, применяемого при обслуживании двигателя FAW Bestune B70 2.0 Turbo 224 л.с. (2021–н.в.), включает приборы для точных измерений и станки для восстановления деталей. Манометры с высокой точностью используются для измерения давления масла. Компрессометр с адаптерами для бензиновых цилиндров применяется для определения компрессии. Тестер утечек цилиндров входит в набор диагностических средств. Балансировочные станки используются при восстановлении коленчатого вала. Шлифовальные центры предназначены для обработки шеек и поверхностей. Расточно-хонинговальные агрегаты применяются для восстановления цилиндрического сопряжения. Притирочные станки и стенды для проверки седел клапанов обеспечивают контроль герметичности. Контрольные микрометры, нутромеры, индикаторы часового типа и измерительные пластины используются для контроля допусков и биений. Испытательные стенды для обкатки и проверки уплотнений, стенды для испытания турбокомпрессора и стенды для проверки системы охлаждения входят в перечень. Калибровочные образцы и шаблоны наличествуют для унификации измерений.
Меры безопасности
Защита персонала обеспечивается средствами индивидуальной защиты. Вентиляция и удаление отходов организованы. Электробезопасность контролируется.
Защита персонала и окружающей среды
Применение средств индивидуальной защиты обозначено для операций с отработанными жидкостями и мелкими частицами. Перчатки, защитные очки и спецодежда присутствуют в перечне обязанного оснащения. Вентиляция и локальная аспирация предусмотрены при работах с химическими веществами и абразивной обработкой. Утилизация отработанных масел, охлаждающих жидкостей и фильтрующих материалов производится через лицензированные контейнеры и специализированные пункты приёма. Рабочие зоны оборудованы накопительными ёмкостями для случайных проливов и средствами первичного реагирования. При выполнении операций с электрооборудованием соблюдение отключения источников питания обеспечено проектной документацией. Записи о проведённых мерах и лабораторные протоколы хранятся в производственной картотеке.
Подготовка транспортного средства
Отключение аккумулятора производится. Слив топлива и охлаждающей жидкости выполнен. Фиксация кузова и блокировка рулевого механизма обеспечены.
Фиксация, отсоединение и слив рабочих жидкостей
Фиксация автомобиля выполняется на подъемнике с блокировкой рычагов. Фиксация рамы и опорных точек производится согласно заводским точкам подвески. Отсоединение аккумулятора осуществляется с последовательностью: отрицательная клемма снята первой, положительная клемма снята второй. Отсоединение электрических разъемов и монтажных трубопроводов проводится с маркировкой каждой линии. Слив охлаждающей жидкости производится в очищенную ёмкость через сливной кран радиатора или через сливную пробку блока. Слив моторного масла выполняется через сливную пробку картера в тару с пломбой. Слив трансмиссионной жидкости и масла турбокомпрессора проводится отдельными операциями с учётом возможности повторного анализа. Промывка систем исключается без предварительного анализа состояния. Применение уплотнителей и новых пробок фиксации указывается в сопроводительной документации. Контроль герметичности производится после сборки систем.
Диагностика общего состояния двигателя
Визуальный осмотр выполняется. Снятие кодов ошибок производится. Оценка герметичности и состояния узлов проводится.
Снятие кодов ошибок и визуальный осмотр
Сканирование диагностическим сканером с поддержкой протоколов производителя выполняется для получения кодов неисправностей и параметров работы. Считывание журналов выполняется до выполнения демонтажных операций. Снятие кодов производится с фиксацией времени, параметров и условий запуска двигателя. Визуальный осмотр производится на предмет течей топлива, масла и охладителя, повреждений электропроводки, разломов и коррозии кронштейнов. Осмотр навесного оборудования включает турбокомпрессор, интеркулер, топливную аппаратуру и датчики. Результаты регистрируются в дефектной ведомости с привязкой к кодам ошибок и параметрам блока управления.
Оценка состояния и составление дефектного акта
Оценка состояния двигателя произведена по параметрам; дефектный акт оформлен с указанием износов, трещин, зазоров и перечнем требуемых работ.
Фиксация износа и повреждений
Фиксация износа и повреждений производится с использованием измерительных методов и визуальной регистрации. Визуальный осмотр выполняется под освещением не менее 1000 люкс с применением микроскопа при необходимости. Замер линейных и цилиндрических параметров производится индикатором часового типа и микрометром с точностью до 0,01 мм. Наличие трещин регистрируется методом краш-теста красителем и ультразвуковой дефектоскопией. Шкалы износа фиксируются в таблице с указанием места, параметра, исходного размера и зазора. Измерение поверхностей сопряжения выполняется планшетным индикатором и плоскопараллельной плитой. Протокол содержит фотографии с масштабом, требования к допускам и рекомендуемые ремонтные операции.
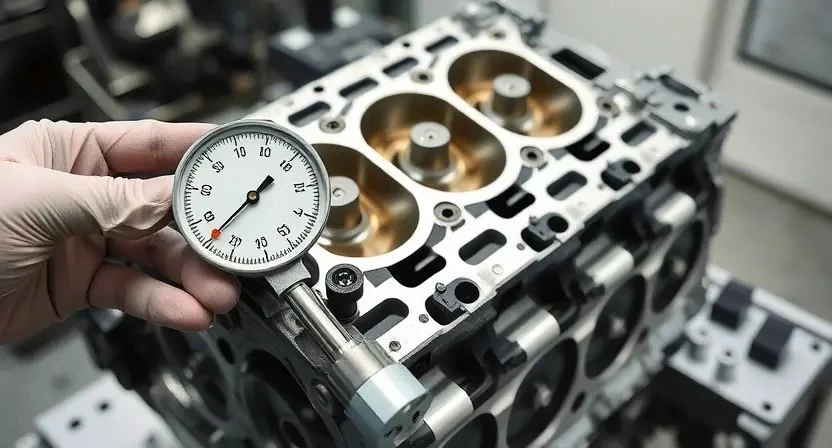
Измерение компрессии
Измерение компрессии выполняется для определения состояния цилиндров. Применение манометра, фиксация результатов по цилиндрам.
Методика проведения и интерпретация результатов
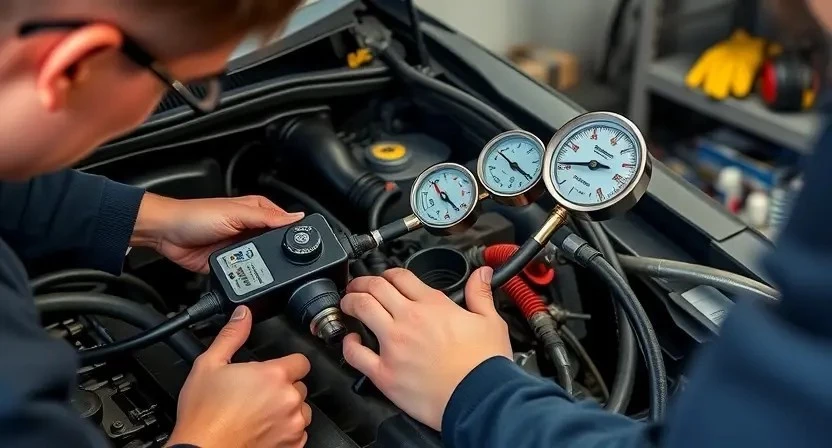
Измерение компрессии выполняется манометрическим прибором с применением адаптера к свечному отверстию; стартовый запуск производится при отключённой топливной подаче и при удерживаемой дроссельной заслонке в открытом положении. По каждому цилиндру фиксируется максимальное значение давления и время нарастания. Снятие показаний давления масла производится при рабочей температуре двигателя с присоединённым манометром к штатному или тестовому штуцеру. Полученные значения сопоставляются с табличными допусками производителя; при отклонениях от нормы фиксируется дефектный цилиндр или система смазки. Интенсивность утечек по кольцам оценивается разрежением в картере и динамикой снижения давления компрессии; результаты отражаются в отчёте с указанием величин и рекомендаций по восстановительным операциям.
Измерение давления масла
Измерение давления масла производится манометром через штуцер масляного канала. Фиксация показаний при холодном и рабочем режимах двигателя.
Порядок замера и допустимые значения
Замер давления масла выполняется через масляный канал с использованием манометра класса точности не ниже 1,6. При рабочем прогретом двигателе давление на холостом ходу должно составлять 1,0–1,5 бар. Под нагрузкой и повышенных оборотах давление должно быть 3,0–4,5 бар. Места подключения манометра фиксированы на блоке рядом с масляным фильтром. Замер компрессии выполняется при горячем двигателе с отключённой системе зажигания и полностью открытым дроссельным узлом. Компрессия по цилиндрам должна находиться в пределах 10,5–12,5 бар при допустимой разбросе между цилиндрами не более 1,0 бар. Документирование результатов производится в дефектном акте.
Снятие двигателя
Фиксация автомобиля. Отсоединение батареи, коммуникаций и магистралей. Слив рабочих жидкостей. Подвешивание двигателя к крану. Демонтаж креплений.
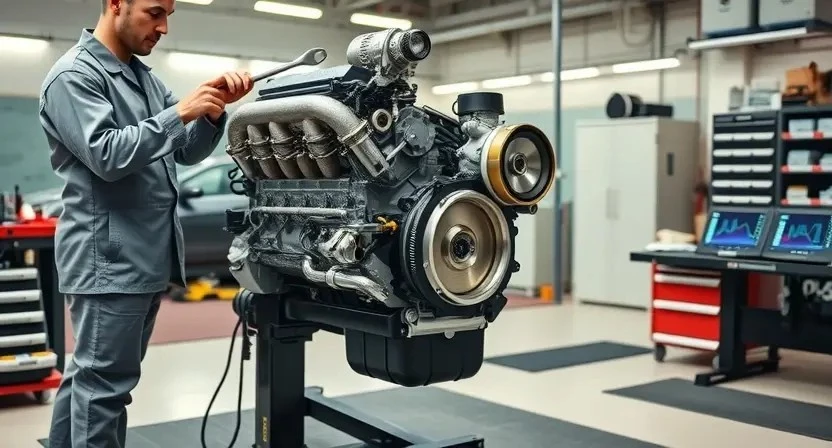
Последовательность демонтажа агрегатов и коммуникаций
Фиксация автомобиля на подъемнике производится в соответствии с грузоподъёмными характеристиками. Обеспечение доступа к моторному отсеку путем снятия защитных кожухов и брызговиков. Отсоединение аккумуляторной батареи с маркировкой полярности и изоляцией клемм. Слив охлаждающей жидкости через предусмотренные пробки и сбор в ёмкость с последующей утилизацией. Отключение топливной магистрали с применением промышленных коллекторов и заглушек. Демонтаж воздухозаборной системы и интеркулера с отложением уплотнений. Отсоединение электрических разъёмов с маркировкой, фиксация проводки. Слив моторного масла через картер, удаление масляного фильтра. Отсоединение выхлопного коллектора от ГБЦ и отсечка турбокомпрессора от магистралей. Снятие навесных агрегатов: компрессора кондиционирования, генератора, гидроусилителя руля. Фиксация коробки передач и опор двигателя перед демонтажем опорных болтов. Снятие тяговых и вакуумных шлангов, маркировка для последующей сборки; Выставление маркировочных знаков на шкивах и ремнях привода ГРМ при необходимости демонтажа. Снятие опорных кронштейнов и подготовка двигателя к вывешиванию с использованием траверсы и лебёдки.
Разборка двигателя
Демонтаж агрегатов выполнен по этапам. Блок, головка, навесное оборудование разгружены. Маркировка деталей произведена. Узлы упакованы.
Разборка блока цилиндров, головки и навесного оборудования
Демонтаж навесных компонентов производится после отсоединения коммутаций и магистралей. Слив рабочих жидкостей и маркировка коммуникаций обеспечиваются до отсоединения. Электрические разъёмы и датчики отсоединяются с фиксацией положения. Приводы ГРМ демонтируются с фиксацией меток. ГБЦ отворачивается по установленной последовательности с применением динамометрического ключа и контролем частиц прокладки. Коллекторы и трубопроводы вынимаются по очереди. Маховик и сцепление снимаются при наличии доступа. Блок цилиндров разъединяется с ГБЦ через уплотнительные поверхности; Поршни и шатуны извлекаются по цилиндрам с протоколированием износа. Навесное оборудование очищается и маркируется для последующей сборки.
Дефектовка деталей
Описана процедура оценивания износа поршней, цилиндров, шатунов и коленвала. Фиксация дефектов производится с указанием размеров и пределов.
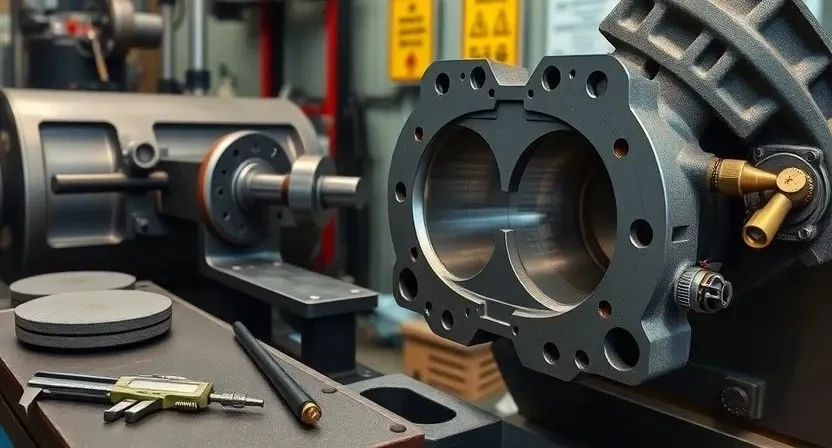
Оценка поршней, цилиндров, шатунов и коленвала
Проведение оценки выполняется по установленной последовательности. Визуальный осмотр поршней предполагает фиксирование трещин, задиров, пригаров и деформаций. Измерение диаметра поршней и замер овальности производится микрометром с точностью до 0,01 мм. Поверхности цилиндров оцениваются на износ, риски и коррозию; измерение внутреннего диаметра выполняется индикатором часового типа и нутромером. Оценка шатунов включает проверку биения и изломов; контроль наружного диаметра и состояния шеек производится измерительными инструментами. Коленвал подвергается визуальной проверке, магнитной дефектоскопии и замеру по радиусу шейки; контроль биения проводится на приспособлении токарного типа. Результаты фиксируются в дефектном акте с указанием размеров, предельных значений и предложенных ремонтных операций.
Шлифовка и восстановление коленвала
Шлифовка вала производится на токарно-шлифовальном станке. Контроль размеров выполняется микрометром и индикатором часового типа.
Технология шлифовки и допустимые износы
Подготовка поверхности коленвала к шлифовке производится демонтажем и очисткой от загрязнений. Контроль биений и радиального люфта проводится перед фиксацией в оправке. Шлифовка выполняется на специализированном станке с использованием абразивных кругов зернистостью, соответствующей классу ремонтной обработки. Параметры снятия металла фиксируются в технологической карте. После шлифовки производится измерение диаметра шейки микрометром с погрешностью измерения, установленной в допуске. Допустимый износ по шейке указан в спецификации производителя; при превышении производится притирка или восстановление на ремонтный размер. Контроль шероховатости поверхности проводится профилометром. Завершающая обработка включает балансировку и дефектоскопию.
Расточка цилиндров и хонингование
Расточка проходится по размерам ремонта. Хонингование обеспечивает профиль и шероховатость. Контроль размеров выполняется прибором.
Точность обработок и контроль размеров
Контроль размеров цилиндров, шатунных шеек и постелей блока производится с использованием микрометров, индикаторов часового типа и оптических приборов. Замеры выполняются по утверждённой схеме: предварительная очистка посадочных поверхностей, установление эталонных точек, последовательный замер диаметров и биений, фиксация результатов в протоколе. Допуски сопоставляются с данными спецификации производителя. При выявлении отклонений выполняется расчёт припусков на обработку и выбор режима шлифовки или расточки. Поверхности проверяются на цилиндричность и конусность. Контроль шероховатости поверхности проводится профильным прибором. Результаты измерений служат основанием для принятия решения о восстановлении или замене деталей.
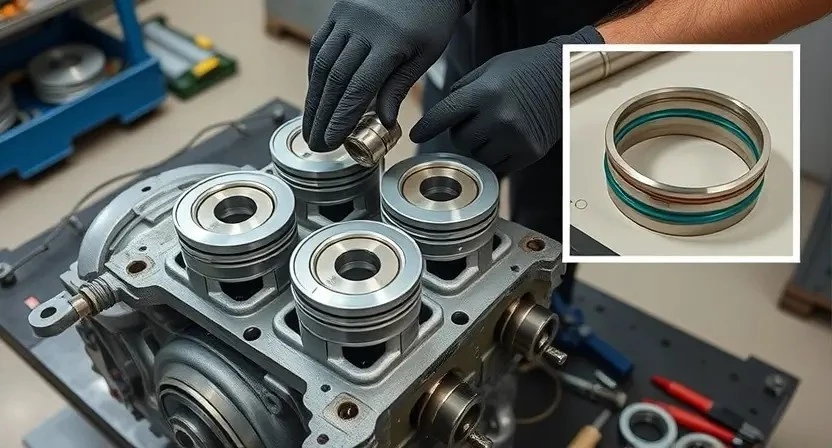
Замена поршней, колец и вкладышей
Замена поршней, колец и вкладышей производится с контрольным замером внутреннего диаметра цилиндров, подбором ремонтных размеров и протяжкой.
Подбор комплектующих и установка
Описана последовательность подбора деталей при капитальном ремонте двигателя FAW Bestune B70 2.0 Turbo 224 л.с. (2021–н.в;). Применение оригинальных и сертифицированных аналогов фиксируется в спецификации. Подбор поршней производится по диаметру цилиндра и компрессионной высоте. Выбор колец осуществляется по зазорам масла и компрессии. Подбор вкладышей ориентирован на посадочный размер шейки коленвала и классы износа. Подбор прокладок и болтов выполняется с учётом материала и предельных моментов затяжки. Установка комплектующих производится в сборочном цехе на стенде с калиброванными инструментами. Контроль геометрии деталей выполняется по чертежам производителя. Запечатление дефектного акта производится в отчёте с указанием номеров деталей и допусков.
Ремонт или замена головки блока цилиндров (ГБЦ)
Диагностика дефектов головки выполнена. Ремонтная правка, шлифовка седел клапанов, замена прокладки, контроль плоскостности проведены.
Ремонтные работы, притирка клапанов, замена прокладок
Выполнение капитального ремонта головки блока цилиндров проводится согласно технологической карте. Демонтаж ГБЦ производится после закрепления двигателя и отсоединения коммуникаций. Притирка клапанов осуществляется на специальном станке с применением абразивных паст; контроль прижатия производится микрометрическим методом. Замена уплотнений и прокладок осуществляется с применением оригинальных или допущенных компонентов по спецификациям производителя. Контроль седел проводится дефектоскопией и измерением геометрии; при износе проводится расточка и наплавка с последующей шлифовкой посадочных поверхностей. Фиксация материалов и выполненных операций в акте производится с перечнем номеров деталей, допусков и применённых инструментов. Контроль герметичности выполняется методом создания статического давления и регистрацией падения давления в течение установленного интервала времени. Жёсткость и моменты затяжки головки фиксируются протоколом в соответствии с паспортными значениями; применяется динамометрический инструмент с поверкой. Продукция смазочных и уплотнительных материалов подбирается по спецификации и наносится в объёме, указанном производителем.
Сборка двигателя
Сборка производится по технической карте. Моменты затяжки фиксируются. Применение новых уплотнений и клеящих материалов обязательно.
Сборка в исходном порядке с контролем моментов затяжки
Сборка двигателя в исходном порядке выполняется по этапам, указанным в нормативной документации производителя. Установка компонентов производится последовательно: блок цилиндров, коленчатый вал, шатуны, поршни, головка блока цилиндров, навесное оборудование. Моменты затяжки болтов коленвала и шатунных крышек контролируются динамометрическим ключом с шагом и повторной проверкой после первого обкаточного пуска. Применять специфицированные передачи усилий и угловые допуски. Контроль гладкости посадочных поверхностей и чистоты резьбовых соединений. Протяжка выполнять в этапах с обязательной очередностью и документированием результатов в акте сборки.
Обкатка и проверочные операции
Обкатка двигателя производится с постепенным увеличением нагрузки. Мониторинг датчиков, фиксация параметров, запись результатов.
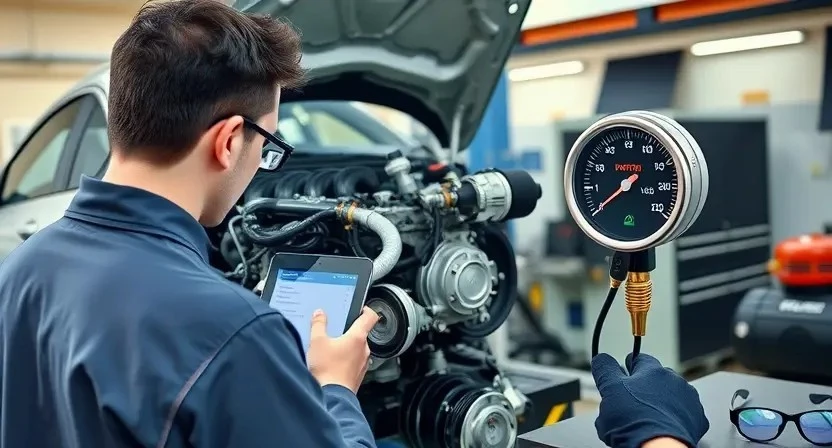
Параметры обкатки и мониторинг показателей
Обкатка производится после капитального ремонта двигателя FAW Bestune B70 2.0 Turbo 224 л.с. (2021–н.в.). Прогрев до рабочей температуры выполняется при выключенных нагрузках. Плавное увеличение оборотов до 2500 об/мин производится в течение первых 20 минут. Первая фаза обкатки включает эксплуатацию на малых нагрузках в течение 100 км пробега или 2 часов работы двигателя на стенде. Контроль температуры охлаждающей жидкости и давления масла осуществляется каждые 5 минут в процессе пробега. Фиксация оборотов, давления и температуры производится с помощью калиброванных приборов; Регистрация значений осуществляется в журнале обслуживания. Детектор утечек и контроль дымности выполняются периодически. При отклонениях от эталонных показателей производится повторная диагностика и корректирующие операции.

Настройка и финальная проверка
Настройка систем впрыска и турбонаддува производится. Финальная проверка включает контроль утечек, параметров холостого хода и датчиков.
Регулировки систем впрыска, турбонаддува и контроль утечек
Настройка систем впрыска проводится с использованием диагностического оборудования для считывания параметров тяги, угла опережения и коррекции подачи топлива. Калибровка форсунок выполняется методами подачи на стенде с фиксированием объёмов и времени распыла. Настройка наддува производится через регулировку актуатора и проверку перепада давления до и после турбины. Контроль утечек осуществляется герметизацией впускного и выпускного трактов с применением опрессовки и дымогенератора. Замеры давления топлива и давление наддува фиксируются протоколом. Регистрация результатов измерений и корректирующие данные вносится в отчёт.