

Описание услуги по ремонту двигателя Jeep Compass 1.3 Turbo 180 л.с. (2017–н.в.). Перечень работ, этапы диагностики, гарантийные условия и сроки.
Назначение документа
Документ предназначен для описания объёма услуг по ремонту двигателя Jeep Compass 1.3 Turbo 180 л.с. (2017–н.в.). Цель документа ─ формализация этапов работ, фиксирование методик диагностики и измерений, определение перечня операций при снятии, разборке и дефектовке, указание контрольных параметров для шлифовки и расточки, определение параметров подбора поршней, колец и вкладышей, а также описание операций по ремонту головки блока цилиндров, сборке, обкатке и настройке после ремонта. В документе указываются требования к квалификации персонала, перечень применяемого оборудования и шаблон отчётной документации по выполненным операциям.
Область применения
Применение документации ограничено ремонтом двигателя Jeep Compass 1.3 Turbo 180 л.с. выпуска с 2017 года по настоящее время. Описание процессов и операций предназначено для использования в сервисных мастерских, имеющих специализированное оборудование для работы с бензиновыми турбированными моторами малой степени. Допущение к обслуживанию допускаеться при наличии сертификатов на диагностическое и контрольно-измерительное оснащение, указанное в разделе оборудования. Работы по двигателю охватывают диагностические процедуры, измерения компрессии и давления масла, демонтаж агрегата, разборку узлов, дефектовку деталей, механическую обработку блоков, замену поршней, вкладышей и колец, работы с ГБЦ, сборку, обкатку и регулировку систем. Применение регламентируется рабочими инструкциями, заводскими допусками и техническими бюллетенями производителя.
Технические характеристики двигателя
Обозначены параметры 1.3 Turbo 180 л.с.: рабочий объём 1330 см3, максимальная мощность 180 л.с., максимальный крутящий момент 270 Н·м, степень сжатия 10.5.
Основные параметры двигателя 1.3 Turbo 180 л.с.
Двигатель 1.3 Turbo 180 л.с. представляет собой бензиновый турбированный агрегат с прямым впрыском топлива и цепным приводом распределительного вала. Объём рабочего цилиндра составляет 1332 куб. см. Номинальная мощность зафиксирована на уровне 132 кВт при 5500 об/мин, номинальный крутящий момент равен 270 Н·м в диапазоне 1750–4000 об/мин. Конфигурация блока цилиндров ⎼ рядная, количество цилиндров ⎼ 4. Степень сжатия указана как 10.5:1. Система наддува ─ турбокомпрессор с электронным управлением давлением. Система смазки ⎼ под давлением с масляным радиатором и встроенным фильтром. Рабочие допуски по компрессии и расходу масла устанавливаются производителем и фиксируются в техническом паспорте двигателя.
Подготовка к диагностике
Подготовка рабочего места и оборудования. Контроль наличия адаптеров, манометров, компрессометра. Обеспечение доступа к диагностическому разъему.
Оборудование и инструментарий
Перечень специализированного оборудования для выполнения комплекса операций по двигателю 1.3 Turbo 180 л.с. Применение стенда для проверки компрессии с адаптерами для бензиновых турбомоторов. Использование манометра для измерения давления масла с диапазоном до 10 бар и набором переходников. Присутствие компьютерного сканера с поддержкой протоколов обмена данных ECU и возможностью считывания параметров в реальном времени. Наличие гидравлического подъемного механизма для снятия агрегата с опор и трансмиссии. Применение динамометра при обкатке для контроля нагрузок. Оснащение токарного и фрезерного станков для обработки коленвала и ГБЦ. Наличие микрометра, нутромера и индикаторов для контроля допусков. Присутствие набора оправок и съемников для поршневых пальцев и вкладышей. Применение очистительных установок ультразвукового типа. Хранение запасных частей и расходных материалов в маркированной таре. Применение методов калибровки измерительных приборов перед работой.

Диагностика общего состояния
Визуальный осмотр выявляет течи, коррозию, целостность креплений. Фиксация дефектов производится фото и актом. Оценка состояния проводится по протоколу.
Визуальный осмотр и фиксация дефектов
Проведение визуального осмотра двигателя Jeep Compass 1.3 Turbo 180 л.с. производится в следующей последовательности. Визуальная оценка узлов проводится при снятой защитной крышке. Осмотр впускного коллектора и турбокомпрессора фиксируется фотографированием с указанием расположения повреждений. Осмотр масляных магистралей и штуцеров выполняется с диагностической подсветкой и увеличительной оптикой. Фиксация течей производится путем маркировки на схеме и нанесения временных меток на фланцы соединений. Осмотр наружной поверхности блока цилиндров включает оценку коррозии, трещин и следов перегрева; при обнаружении признаков коррозии производится измерение глубины фасок. Визуальная проверка состояния крепежа предполагает подтверждение наличия всех болтов и шпилек, регистрация отсутствующих и деформированных элементов. Осмотр системы охлаждения предполагает проверку шлангов, патрубков и корпуса помпы на наличие механических повреждений с последующей фиксацией размеров дефектов. Оценка состояния ремня ГРМ и натяжителя проводится с фиксированием износа на шкале и фотографической документацией. Осмотр электрических разъемов и проводки включает проверку целостности изоляции и надежности контактов; повреждения помечаются на схеме и заносятся в акт. Запись результатов производится в протокол осмотра с указанием даты, времени, применяемых инструментов и фотографий;
Измерение компрессии
Подготовка при снятых свечах: применение манометра компрессии. Подключение производится через свечной колодец. Пуск двигателя кратковременный при отключенном топливе.
Порядок подключения и методика измерений
Подготовка транспортного средства выполняется обеспечить неподвижное положение и исключение подачи топлива. Снятие катушек зажигания производится для доступа к свечным отверстиям. Подключение манометра компрессии осуществляется через штатное отверстие свечи с использованием адаптера, герметизация соединения контролируется. Позиционирование коленчатого вала производится для каждого цилиндра по метке совмещения. Приведение в рабочее положение дроссельной заслонки осуществляется для создания оптимального потока воздуха. Вращение коленвала производится стартером при отключенной системе зажигания. Считывание показаний манометра компрессии фиксируется через три последовательных цикла для каждого цилиндра, при этом выдерживается пауза для охлаждения между замерами. Применение масляной пробной процедуры производится при необходимости для уточнения герметичности поршневой группы. При измерении давления масла подключение манометра давления выполняется в точке после масляного фильтра с использованием соответствующего переходника. Прогрев двигателя до рабочей температуры производится перед замером. Фиксация показателей давления масла производится при холостом ходе и под нагрузкой, при этом фиксируются значения и сравниваются с нормативными параметрами производителя. Результаты измерений вносатся в протокол с указанием времени, температурных условий и серийных номеров примененных приборов.
Измерение давления масла
Подключение манометра к масляному каналу производится через резьбовой порт. Измерение выполняется при холостом ходе и при 3000 об/мин. Результаты фиксируются.
Контрольные точки и интерпретация результатов
Измерение давления масла выполняется в двух режимах: холостой ход и прогретый режим под нагрузкой. Контрольные точки установлены на маслопроводе перед масляным фильтром, на выходе из масляного насоса и в магистралях смазки турбокомпрессора. Фиксация значений производится манометром с градуировкой до 10 бар. Интерпретация результатов строится на сопоставлении фактических показателей с эталонными графиками, указанными в технической документации на двигатель 1.3 Turbo 180 л.с. Отклонение ниже рабочего диапазона при холостом ходе указывает на износ подшипников коленвала или засорение маслопроводов. Снижение давления при нагруженном режиме свидетельствует о деградации насоса, повышенных потерях масла через зазоры или дефектах турбины; Повышенные значения давления связаны с неисправностью редукционного клапана или повышенной вязкостью масла вследствие загрязнения. Рекомендуемая последующая операция состоит в тарировке системы смазки и замене фильтрующих элементов при подтвержденных отклонениях.

Оценка необходимости разборки
Оценка основана на результатах диагностики: компрессия, давление масла, визуальные дефекты. Принятие решения производится по установленным критериям.
Критерии принятия решения о снятии двигателя
Фиксация результатов диагностики и замеров компрессии и давления масла. Решение о демонтаже принимается при превышении предельных значений износа, установленных техническими нормами производителя. Критерии включают: снижение компрессии более чем на 25% относительно номинала для одного цилиндра или разброс показаний между цилиндрами свыше 10%; давление масла в рабочем режиме ниже заводского минимума на 20% при исправном насосе и чистых каналах; обнаружение металлической стружки в масляной системе; наличие глубоких задиров или трещин в цилиндрах, деформация блока или корпуса коренных опор; превышение бокового износа шатунных вкладышей сверх допустимых размеров; прогиб коренного или шатунного шейки коленвала выше технологического допуска; герметичность головки блока нарушена сквозным трещиновидным дефектом или порванной прокладкой, сопровождающейся смешением контуров охлаждения и смазки; невозможность восстановления компрессии путем замены свечей, регулировки фаз газораспределения или очистки впускных трактов; оценка стоимости ремонта при сохранении изношенных основных деталей выше 50% от стоимости восстановленного агрегата. В случае совпадения нескольких критериев снятие двигателя считается обоснованным.

Снятие двигателя
Демонтаж двигателя производится на стенде. Отсоединение электропроводки, магистралей и креплений. Подвеска двигателя фиксируется траверсой перед выемкой блока из моторного отсека.
Последовательность операций при демонтаже
Отсоединение аккумуляторной батареи и снятие изоляции выполняется перед любыми вмешательствами. Слив рабочих жидкостей выполняется через предусмотренные контрольные пробки с дальнейшей утилизацией по нормативам. Демонтаж навесного оборудования производится по этапам: генератор, компрессор кондиционирования, рулевой насос, впускной коллектор. Снятие воздуховодов и электроразъемов выполняется с маркировкой для последующей сборки. Слив топлива и отключение магистралей высокого давления производится с применением защитных колпачков. Снятие выпускной системы производится после охлаждения до безопасной температуры. Отсоединение жгутов проводки и трубок охлаждения маркируется и фиксируется. Подвес двигателя к подъемному оборудованию производится с использование штатных точек крепления. Крепежные элементы подрамника и опор двигателя ослабляются по схеме с контролем моментов. Подрамник опускается совместно с двигателем при помощи механизированного приспособления. Демонтаж трансмиссии и сцепления производится после фиксации положения маховика. Извлечение силового агрегата из моторного отсека выполняется прямолинейным выдвижением по направляющим, обеспечением свободного пространства и контролем за элементами подвески.
Разборка двигателя
Демонтаж компонентов произведён по этапам. Снятие навесного оборудования, удаление системы питания, разъединение коробки, маркировка и хранение деталей.
Разборка блок-картера и компонентов
Демонтаж блок-картера произведен после отсоединения вспомогательных систем и слива технических жидкостей. Фиксация маркировки компонентов выполнена для сохранения очередности сборки. Отключение датчиков давления и температуры осуществлено с применением спецключей; электрические соединения помечены. Снятие масляного поддона произведено с контролем состояния уплотнителей и наличия механических включений. Крепежные элементы демонтированы по этапам, с разделением на группы по моментам затяжки. Подшипниковые крышки извлечены с применением оправок; фиксация биений выполнена измерительными приборами. Поршневые группы отделены от шатунов при помощи съемников, при условии сохранения адресной маркировки. Маслопроводы и клапанная крышка освобождены от уплотнений; состояние маслосборников зафиксировано. Извлечение коленчатого вала произведено после демонтажа основных опор и муфты сцепления; поверхности направляющих очищены. Оценка состояния резьбовых соединений и шайб занесена в протокол.
Методы контроля цилиндров, поршней и шатунов
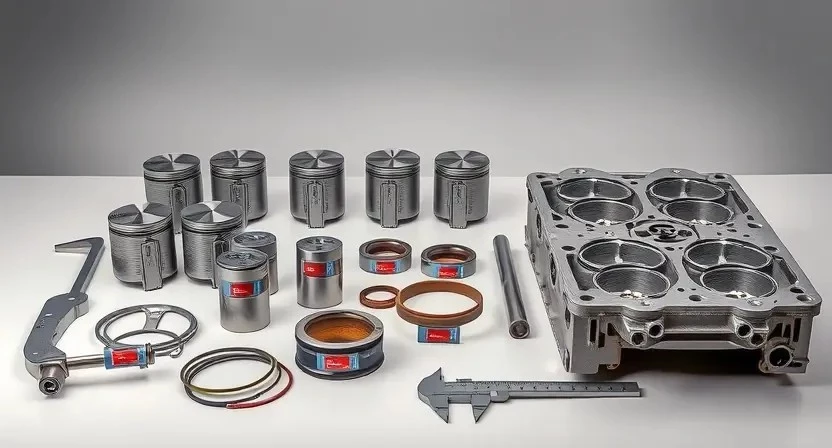
Визуальная инспекция поверхностей цилиндров проводится на предмет износа, задиров и коррозионных дефектов. Фиксация дефектов производится фотографированием и внесением в акт. Применение нутромера и индикатора часового типа используется для замера внутреннего диаметра цилиндров по высоте и по двум взаимно перпендикулярным направлениям. Применение микрометра и штангенциркуля измеряет наружный диаметр юбок поршней и диаметр шатунных шеек. Применение щупов измеряет зазоры между шатунными вкладышами и шейками коленвала. Контроль биения поршневых пальцев выполняется на оправке с опорой на индикатор; допустимые значения фиксируются в паспорте изделия. Для оценки износа канавок поршневых колец применяется кольцомер с поверкой на соответствие номиналам. Высотное изменение поршней определяется измерением от юбки до верхней поверхности уступа; отклонения сопоставляются с заводскими допусками. Для выявления трещин применяется капиллярный контроль или магнитопорошковый метод; протокол испытаний прилагается. При обнаружении износа за пределами допуска оформляется решение о замене компонентов;
Шлифовка и расточка блоков
Шлифовка плоскостей цилиндров и расточка выполняется по паспортным размерам. Контроль диаметра и круглости осуществляется измерением микрометром и нутромером.
Технологические параметры и допуски
Представлены критические размеры и предельные значения, применяемые при шлифовке и расточке блока двигателя 1.3 Turbo 180 л.с. Указаны посадочные диаметры цилиндров до и после ремонта, допуски радиального биения гильз, предельные овальности и конусности. Приведены размеры венцов поршней и допустимые зазоры между поршнем и гильзой для каждой ремонтной ступени. Описаны классы натяга шатунных вкладышей и посадочные диаметры коренных шеек коленвала. Приведены величины масляных зазоров для основных опор распредвала и шатуна. Указаны моменты затяжки крепежных элементов, величины предварительного натяга болтов ГБЦ, чередование операций при центровке коленвала. Приведены предельные отклонения плоскостей сопряжения головки блока и блока цилиндров, максимальная разрешенная выпуклость и прогиб плоскостей после фрезеровки.
Замена поршней и поршневых колец
Подбор комплектов по каталогу. Замена осуществлена при измеренном износе свыше допуска. Монтаж новых компонентов с контролем зазоров и размеров.
Подбор деталей и допуски посадки
Подбор компонентов проводится по заводским каталожным номерам и спецификациям. Первичный список включает поршни, кольца, вкладыши коленвала, направляющие втулки клапанов и сальники. Стандартизированные диаметры цилиндров и коленвала сопоставляются с ремонтными размерами для определения группы деталей. Измерения выполняются микрометром и нутромером. Зазоры кольца/канал оцениваются по таблице допусков. Сопряжение шатунной шейки и вкладыша контролируется путем определения радиального зазора. Посадочные диаметры поршня и цилиндра допускаются в пределах, указанных заводом. Соответствие твердости компонентов сверяется по технической документации производителя.
Замена вкладышей и шлифовка коленвала
Проверка биения коленвала выполнена. Измерение диаметров шатунных и коренных вкладышей произведено. Шлифовка коленвала по установленным допускам зафиксирована.
Проверка биения и контроль зазорных величин
Измерение биения вала и контроль радиального зазора подшипников выполняется динамометрическим инструментом и индикатором часового типа. Ведомые элементы устанавливаются на опоры, затем индикатор фиксирует отклонение от номинала. Результаты сравниваются с заводскими допусками. Превышение допуска фиксируется в отчете. Допуски подшипников и шейки указываются в спецификации. Применение шаблонов и щупов допускается для определения осевых зазоров. Превышение предела вызывает назначение ремонта или замены деталей. Запись данных производится в журнал с указанием измерительного инструмента и серийного номера.
Работа с головкой блока цилиндров (ГБЦ)
Демонтаж ГБЦ выполнен. Фрезеровка плоскости, притирка седел клапанов, замена направляющих и уплотнений, проверка на трещины и контроль зазоров клапанов.
Ремонтные работы: фрезеровка, замена направляющих, клапанная группа
Фрезеровка плоскости ГБЦ производится для восстановления геометрии соприкосновения с блоком. Контроль flatness выполняется индикатором часового типа и щупами. Снятие деформированных поверхностей фиксируется в акте дефектовки. Замена направляющих клапанов проводится при превышении бокового люфта или обнаружении износа посадочных мест. Направляющие подбираются по посадочному диаметру и термической стойкости. Седла клапанов подвергаются притирке при незначительных дефектах; при глубокой выработке производится расточка и запрессовка ремонтных седел. Напряжения в ГБЦ контролируются измерением толщины и визуальной оценкой трещин под ультразвуком. Направление работ фиксируется схемами, характеристиками деталей и протоколом измерений. Замер биения распределительных валов производится на собранной головке с опорными крышками. Зазоры в приводе клапанов документируються замером толкателей и коррекцией гидрокомпенсаторов заменой или регулировкой. Испытание герметичности клапанной группы выполняется через подачу сжатого воздуха в камеру с последующей фиксацией потерь давления. Сборка ГБЦ после ремонта производится с применением новых прокладок и контролем момента затяжки болтов по спецификации производителя.

Сборка двигателя
Сборка выполняется по контрольным картам. Притирка деталей производится до заданных зазоров. Моментные характеристики затяжки фиксируются в протоколе.
Последовательность сборочных операций и контрольные моменты
Сборка блок-картера производится после тщательной очистки поверхностей и контроля геометрии. Установку коленвала выполнять со сменой вкладышей по установленным размерам; зазоры регистрируются в акте замеров. Поршни с кольцами монтируются по шаблону ориентации и по величинам зазора в замковой зоне. Шатуны законтрвиваются с требуемым моментом; момент фиксируется в протоколе. Головка блока устанавливается с новой прокладкой и моментной схемой затяжки в несколько этапов. Привод ГРМ монтируется по меткам; натяжение ремня или цепи контролируется индикатором прогиба. Смазка рабочих пар наносится перед запуском. Контроль компрессии проводится после сборки. Запуск производится с мониторингом давления масла и кодов ЭБУ.
Обкатка и настройка после ремонта
Программа обкатки включает поэтапное увеличение нагрузки, контроль температур и параметров ЭСУД. Регулировка холостого хода и проверка утечек.
Программа обкатки, регулировка систем и контрольный запуск
План обкатки установлен в виде пошаговой процедуры. Прогрев двигателя до рабочей температуры выполняется малым и средним нагрузочным режимом; Первая фаза обкатки включает холостые и покадровые нагрузки в диапазоне оборотов, ограниченный заводскими параметрами. Измерение давления масла производится при каждом этапе с фиксацией показателей в журнале. Регулировка системы топливоподачи выполняется по контрольным точкам давления и состава выхлопа. Настройка управления турбонагнетателем производится по графику отклика и давлению наддува. Прогревательные паузы предусмотрены для стабилизации температурных режимов. Контрольный запуск производится после завершения обкатки, в ходе которого регистрируются вибрации, утечки, динамика оборотов и потребление тока. Протокол запуска включает записи длительности, величин давления и значений температуры в секундах с интервалом измерений.