

Предоставление услуги по ремонту двигателя Karma Revero PHEV 2.0T с электромоторами. Описание объема работ, методов диагностики, качества контроля.
Область применения услуги
Оказание комплекса работ по техническому обслуживанию и восстановлению силовой установки Karma Revero PHEV 2.0T с электромоторами 403 л.с. (2016–2019). Включение в состав услуги мероприятий по диагностике электронных и механических узлов, оценке состояния компонентов, измерению компрессии цилиндров и давлению масла в системе смазки, а также выполнению демонтажа силового агрегата при выявлении неисправностей, приведших к снижению работоспособности. Предусмотрено проведение разборочных операций, дефектовки деталей, реализации обработок поверхностей блока цилиндров и коленчатого вала, замене поршней, колец и вкладышей, восстановлению головки блока цилиндров путём проверки седел клапанов и фрезерования плоскостей. В программу включена шлифовка коленчатого вала с контролем технологических параметров и расточка гильз блока при отклонениях от допусков. Осуществление финальной сборки производится с учётом контроля моментов затяжки и последовательности операций. Пусконаладочные работы предусмотрены для проверки взаимодействия ДВС и электрической части силовой установки после ремонта.
Описание объекта работ
Объект: силовая установка Karma Revero PHEV 2.0T 2016–2019 с двухмоторной электрической системой 403 л.с. Комплектность и заводская маркировка указана;
Техническая конфигурация двигателя и силовой установки
Описание конструкции двигателя внутреннего сгорания 2.0T включено. Блок цилиндров алюминиевый с чугунной гильзой не указан. Система привода распределительных валов с цепным приводом. Система наддува турбонагнетателем с интеркулером. Система смазки с масляным насосом шестеренчатого типа. Система охлаждения с электрическим термостатом. Система впрыска топлива непосредственного типа с рампой высокого давления. Электромоторы синхронные с постоянными магнитами, суммарная мощность 403 л.с. Аккумуляторная батарея высоковольтная литий-ионная. Гибридная силовая электроника включает инвертор и управляющий модуль. Интерфейсы шины CAN для взаимодействия ЭБУ и модулей привязаны к диагностическим разъёмам.
Постановка задачи
Определение объема диагностики и ремонта двигателя Karma Revero PHEV 2.0T с электромоторами. Установление критериев оценки состояния и приоритетов работ.
Цели диагностики и ремонта
Выявление причин эксплуатационных нарушений двигателя Karma Revero PHEV 2.0T и электромоторов 403 л.с. Формирование перечня вмешательств, необходимых для восстановления эксплуатационных характеристик и безопасности силовой установки. Оценка степени износа и выявление дефектов, влияющих на компрессию, давление масла и синхронизацию систем.
Определение объема демонтажных работ и мероприятий по дефектовке. Установление критических величин для принятия решения о расточке блока и шлифовке коленчатого вала. Составление технических требований к комплектующим при замене поршней, колец и вкладышей.
Определение объема работ по головке блока цилиндров, включая проверку седел клапанов и герметичности; Планирование проверочных процедур после сборки и обкатки с указанием параметров контроля и допустимых отклонений.

Подготовка к приему автомобиля
Прием производится по записи. Оформление документов. Осмотр внешних повреждений. Фиксация пробега и уровня топлива в акте.
Документирование состояния при поступлении
Фиксация идентификационных данных автомобиля и двигателя производится в регистрационной карте. Внесение VIN, номер двигателя, пробег, дата поступления. Фотофиксация внешнего состояния кузова и моторного отсека выполняется с указанием ракурсов. Отметка о наличии видимых дефектов выполняется отдельной строкой. Описание уровня рабочих жидкостей, наличия посторонних запахов и следов техжидкостей оформляется в протоколе. Протокол сопровождается подписью ответственного лица и печатью сервисной организации. Оформление выдано на бумажном и электронном носителе. Файлы прикрепляются к делу.
Входная визуальная проверка
Осмотр при поступлении выполнен. Выявление внешних утечек масла и охлаждающей жидкости. Оценка состояния крепежа и изоляции электропроводки.
Осмотр видимых утечек, крепежа и электропроводки
Визуальный осмотр выполняется для выявления следов утечек рабочих и вспомогательных жидкостей. Места примыкания трубопроводов, патрубков и сальников подлежат обследованию на наличие масляных, охлаждающих и тормозных подтеков. Крепежные узлы двигателя и электромоторов подлежат контролю на наличие ослабления, коррозии и повреждений резьбы. Соединения силовой электроцепи подвергаются осмотру на наличие оплавлений, трещин изоляции и признаков коррозии контактов. Целостность пыльников и защитных кожухов оценивается визуально. Маркировка жгутов и протяжка проводов подлежат сверке с заводской схемой. Наличие механических повреждений корпусов и креплений фиксируется фотопротоколом. Записи о выявленных дефектах вносятся в приемную документацию.
Диагностические процедуры
Электронная диагностика контроллеров ДВС и электромоторов. Сканирование ошибок, чтение параметров, регистрация кодов. Фиксация результатов в отчете.
Электронная диагностика контроллеров ДВС и электромоторов
Подключение диагностического оборудования выполняется к стандартным интерфейсам силовой установки Karma Revero PHEV 2.0T и интегрированным блокам управления электромоторов 403 л.с. Считывание ошибок производится по памяти контроллеров, включая контроллер ДВС, инверторы и блоки питания высоковольтной сети. Запись параметров рабочих циклов производится с фиксированием времени и частоты событий. Сравнение регистрируемых значений с эталонными параметрами выполняется по таблицам производителя. Идентификация ошибок сопровождается кодировкой типов неисправностей и указанием адресов модулей. Анализ логов предполагает последовательное сопоставление сигналов датчиков положения коленвала, фаз газораспределения и давления топлива с командами электромоторов. Выполнение калибровок выполняется через сервисный режим контроллеров с сохранением базовых настроек. Протоколирование результатов производится в формате, приемлемом для дальнейшей технологической документации.
Оценка состояния двигателя по показателям
Измерение компрессии и давления масла выполнено. Анализ параметров датчиков произведён; Отклонения зафиксированы и сформирована дефектная ведомость.
Анализ данных датчиков и бортовых параметров
Сбор данных с контроллеров двигателя и электромоторов производится через диагностический интерфейс. Фиксация параметров выполняется в виде временных рядов с частотой, соответствующей возможностям шины данных. Считываются обороты коленчатого вала, угол опережения зажигания, давление во впускном коллекторе, температурные показатели охлаждающей жидкости и масла, показания датчиков детонации, расход топлива, токи и напряжения электромоторов, статус перетекания энергии между силовой установкой и батареей. Выполняется сопоставление параметров с эталонными картами ЭБУ. Выявленные отклонения классифицируются по величине и характеру. Формируются временные диаграммы для оценки динамики поведения систем. Ошибки диагностических кодов интерпретируются с указанием возможных причин и связей с зафиксированными параметрами. Протокол сохраняется в электронном и печатном виде.
Измерение компрессии
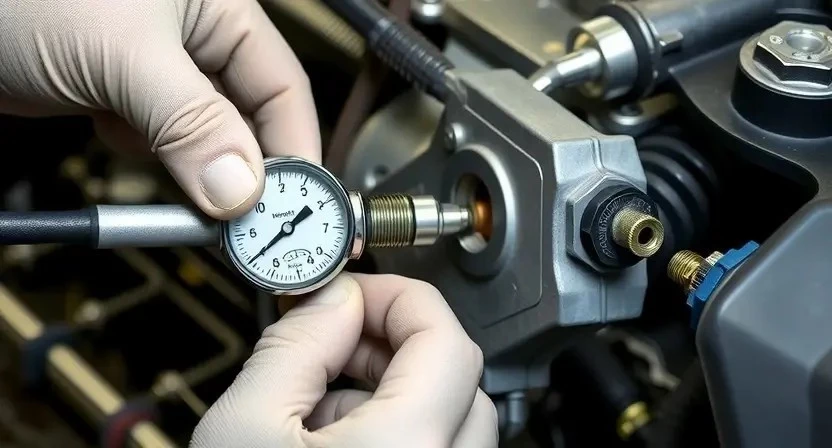
Проведение замера компрессии цилиндров с использованием манометра. Фиксация значений, сравнение с нормативом, регистрация отклонений в отчете.
Последовательность замера и интерпретация результатов
Подготовка: демонтаж свечей зажигания и установка манометра компрессии. Прокрутка коленчатого вала стартером при отключенной топливной системе и открытом дросселе для стабилизации оборотов. Фиксация пикового давления в каждом цилиндре в течение трех последовательных замеров. Снятие среднеарифметического значения по каждому цилиндру. Сравнение полученных значений с заводскими паспортными данными. Отклонение более чем на 10% от среднего по мотору допускается к интерпретации как износ. Существенная разница между цилиндрами рассматривается как следствие повреждений кольца-цилиндр, клапанного механизма или подсоса воздуха. На основании результатов принимается решение о дальнейшем контроле по масляному давлению и вскрытии агрегата для дефектовки.
Измерение давления масла
Подключение манометра к масляной магистрали. Измерение при холостом и рабочем режимах. Сравнение с нормативными значениями. Фиксация результатов.
Методика измерений и оценка допустимых значений
Определение давления масла производится посредством манометра, подключенного к масляной магистрали через штатный выход или адаптер. Фиксация показаний выполняется при прогретом двигателе до рабочей температуры 90–100°C и при минимальных оборотах холостого хода, затем при 2000 об/мин. Допустимые значения для данного силового агрегата: при холостом ходе 0,7–1,5 бар; при 2000 об/мин 2,5–4,0 бар; падение при нагрузке не допускается выше 0,5 бар относительно рабочего режима. При измерениях учитывать температурную поправку и состояние фильтра. Применяемые манометры поверенные, градуировка до 0,1 бар. Запись протокола обязательна. В случае несоответствия значения протоколу выполняется дальнейшая диагностика масляной системы, включая проверку масляного насоса, редукционного клапана и магистралей, а также оценка загрязнения фильтра и наличие протечек.
Решение о демонтаже двигателя
Оценка параметров привела к выявлению критических отклонений. Принятие решения о демонтаже производится на основании измерений компрессии и давления масла.
Критерии перехода к снятию агрегата
Фиксация показателей компрессии ниже установленных заводских пределов по двум и более цилиндрам. Фиксация высокого разброса давления в цилиндрах при измерениях, превышающего допустимый диапазон. Регистрация давления масла в системе ниже минимального рабочего уровня при прогретом двигателе на холостых оборотах. Обнаружение механических повреждений блока цилиндров или трещин в ГБЦ, выявленных при визуальном и инструментальном контроле. Фиксация посторонних металлических включений в масляной системе или масляном фильтре. Диагностирование заедания поршней или клина коленчатого вала при роторной проверке. Выявление износа шеек коленвала, превышающего ремонтный предел. Обнаружение утечек охлаждающей жидкости через прокладку ГБЦ с последующей потерей компрессии. Регистрация критических кодов ошибок ЭБУ, указывающих на механические повреждения внутренностей двигателя, требующих разборки. Зафиксирована неисправность электромоторов, влияющая на интеграцию силовой установки и исключающая эксплуатацию без демонтажа для устранения.
Снятие силовой установки
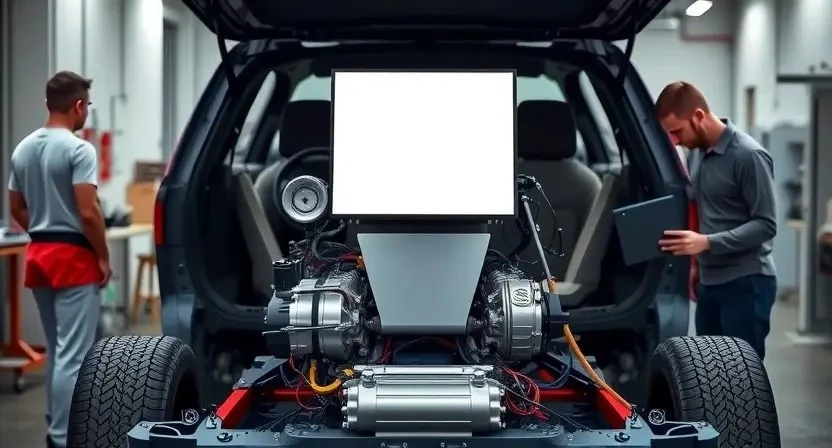
Отключение батареи и разъединение силовых кабелей. Демонтаж креплений узла. Извлечение агрегата с применением подъемного оборудования и фиксация на опоре.
Порядок отключения электрических и механических соединений
Отключение высоковольтной системы и разряд аккумуляторных цепей. Изоляция контактов и маркировка кабелей. Выключение питания контроллеров. Фиксация положения рулевого управления и тормозного механизма при отключенных приводах. Демонтаж клемм низковольтных цепей с последующей герметичной упаковкой разъемов. Отсоединение силовых кабелей электромоторов с использованием динамометрического инструмента для контроля момента. Отключение топливной магистрали с перекрытием подачи и сливом оставшегося объема в ёмкость для утилизации. Снятие акустического и термозащитного кожухов для доступа к фланцам крепления. Отсоединение масляных линий и пробоотбор для предотвращения попадания загрязнений. Отсоединение выхлопной системы от коллектора с маркировкой фланцев. Обслуживание подрамника при необходимости вывода силовой установки из подрамника. Маркировка направляющих шпилек и болтов перед демонтажем коробки передач. Промаркированные соединения подвергаются запечатке для предотвращения потери ориентации при последующей сборке.
Этапы разборочных работ и маркировка деталей
Оформление рабочего листа производится при поступлении агрегата. Фиксация идентификационных данных двигателя и электромоторов выполняется в журнале. Демонтаж навесных узлов производится по технологической карте, после чего крепежные элементы группируются по пакетам. Маркировка узлов и деталей выполняется устойчивыми номерами на корпусах и пакетах крепежа. Разделение на сборочные блоки производится по функциональным группам. Фотографирование критичных соединений и посадочных поверхностей осуществляется с привязкой к позиции в акте. Упаковка мелких деталей производится в промаркированные пакеты с указанием места установки. Отмечение изношенных деталей в ведомости дефектов производится кодами из классификатора. Контроль наличия комплектующих сопроводительной документацией производится перед перемещением в зону дефектовки.
Дефектовка деталей
Дефектовка выполнена по протоколу. Классификация повреждений произведена. Измерения размеров выполнены. Решение о годности зафиксировано.
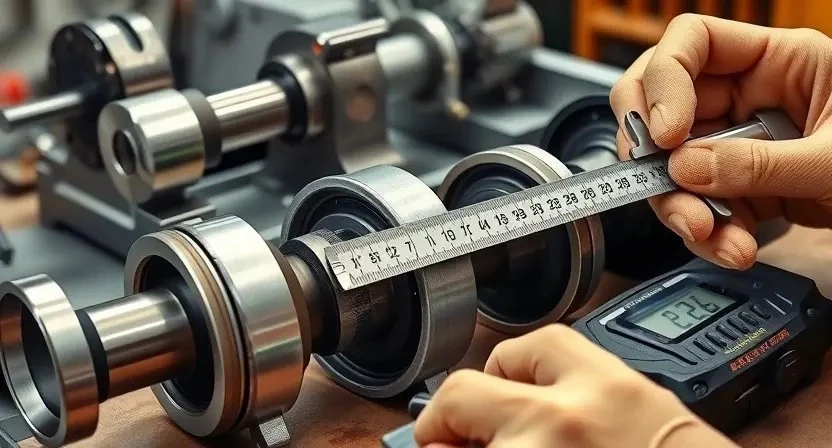
Классификация повреждений и методика контроля износа
Классификация повреждений выполнена по типу: механические, коррозионные, тепловые, усталостные, поверхностные дефекты. Механические повреждения подразделены на задиры, риски, выкрашивания, деформации. Коррозионные проявления зафиксированы в виде точечной и межкристаллитной коррозии. Тепловые следы описаны как окалина, местное отполированное покрытие, изменение твердости. Усталостные трещины зарегистрированы на шейках и фланцах.
Методика контроля износа включает набор измерений и инструментов: визуальный осмотр под лупой, микрометрия, индикаторная проверка биения, ультразвуковая дефектоскопия, магнитопорошковый контроль. Измерение размеров производится по шаблонам и калиброванным инструментам. Предельные отклонения зафиксированы в технологической карте. Пробы металла направлены на определение твердости. Результаты фиксируются в отчетной карте с указанием места, величины и характера повреждения.
Шлифовка коленчатого вала и расточка блока
Шлифовка выполняется по техническим размерам. Расточка блока проводится до ремонтного вкладыша. Контроль чистоты масляных каналов обязателен.
Технологические размеры и допуски после обработки
Указание размеров после шлифовки и расточки блока цилиндров. Размеры коленчатого вала указываются по шеям в миллиметрах с допуском по износу. Смазочные зазоры вкладышей фиксируются в предельных интервалах. Диаметр цилиндров приводится с указанием класса обработки и предельного диаметра после расточки. Отверстия направляющих клапанов нормируются по посадочным размерам. Параллельность плоскостей головки и блока указывается в микрометрах. Контрольная поверхность шейки вала подлежит проверке геометрии. Номинальные размеры поршней и кольцевых канавок указываются с допусками на посадку. Величины натягов подшипников подлежат документированию. Критические допуски заносятся в технический журнал.
Подбор и замена поршней, колец и вкладышей
Подбор комплектующих по номерам и размерам. Замена выполняется в контролируемой зоне. Притирка и зазоры измеряются приборным методом.
Критерии выбора комплектующих и порядок установки
Выбор комплектующих выполняется по параметрам посадочных мест, номинальных размеров и материалам взаимодействующих поверхностей. Заменяемые поршни подбираются по диаметру цилиндра и массе кривошипно-шатунного механизма. Кольца выбираются по зазору замкового соединения и толщине рабочей кромки. Вкладыши предназначаются по размерной группе и коэффициенту трения. Прокладки головы блока подбираются по толщине и стойкости к теплоциклам. Клапанные направляющие выбираются по износу и допуску посадочного отверстия. Болты и шпильки принимаются с классом прочности, соответствующим заводской спецификации. Монтаж производится последовательностью: очистка контактных поверхностей, установка уплотняющих элементов, предварительная сборка с контролем совмещения меток, затяжка по моментам в последовательности, указанной в спецификации, проверка свободного хода и контроля натяга. Испытания давления и герметичности выполняются после окончательной сборки.

Ремонт или замена ГБЦ
Демонтаж головки блока цилиндров выполняется для устранения дефектов седел клапанов, трещин и деформации плоскости. Контроль герметичности проводится методом давления. Фрезерование плоскости производится до заданных технологических размеров с указанием допусков. Замена направляющих и направляющих втулок выполняется при превышении износа. Сборка производится с применением новых прокладок и установкой моментов затяжки по эскизу. Испытание герметичности проводится после сборки под давлением и температурной компенсацией.
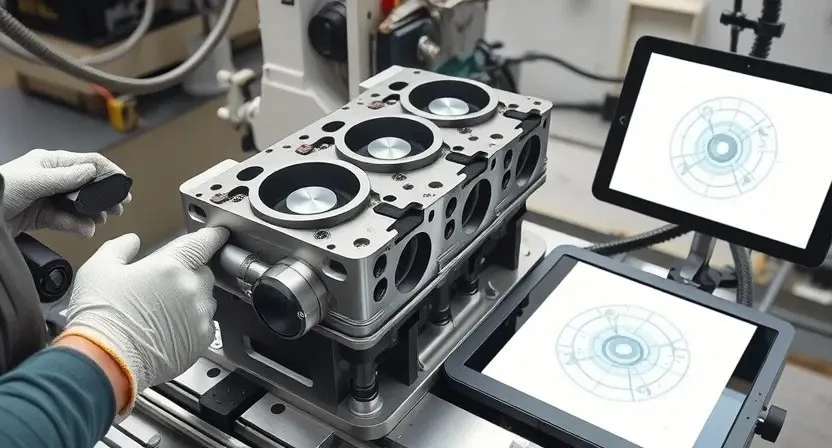
Проверка седел клапанов, герметичности и фрезерование плоскостей
Осмотр седел клапанов производится с использованием оптического увеличения и индикаторов контакта. Измерение конусовости и посадочных мест выполняется с применением микрометров и щупов. Испытание на герметичность осуществляется методом пломбирования камер и подачей инертного газа под контролем манометра. Прогулка клапана по седлу фиксируется визуально и инструментально. Фрезерование плоскостей головки цилиндров проводиться на станке с числовым управлением. Контроль плоскостности после фрезерования осуществляется плитой и индикатором часового типа. Допуски плоскостей и овальности сравниваются с заводскими нормами. Протяженность работ документируется в акте дефектовки.
Сборка и установка двигателя
Сборка производится по каталожным номерам. Контроль моментов затяжки осуществляется динамометрическим ключом. Соединения герметизируются и маркируются.
Контроль моментов затяжки и последовательность сборки
Определение последовательности сборки производится по конструктивным узлам двигателя и сопряженным компонентам силовой установки. Контроль моментов затяжки реализуется через применение калиброванных динамометрических ключей и таблиц номинальных усилий для резьбовых соединений каждого типа. Присоединительные поверхности очищаются и осматриваются перед установкой. Резьбовые отверстия подвергаются измерению чистоты и проверке на наличие заусенцев. Шайбы и уплотнения подбираются по оригинальным спецификациям. Болты крепления головки цилиндров затягиваются в три этапа с указанием момент-угловой технологии: предварительная установка по малому моменту, окончательная установка по номинальному моменту, докручивание с угловым контролем; Моменты для маховика, подвесных опор и креплений коробки передач применяются по отдельным картам. Контроль натяга ремней и цепей синхронизации выполняется после затяжки соответствующих колес распредвалов. Фиксация фаз газораспределения производится специальными приспособлениями. Величины момента и последовательность сборки документируются в акте работ. Допуски угловых докруток указываются в спецификации. Калибровка инструментов подтверждается записями о поверке.
Обкатка и первичная эксплуатация
Обкатка производится поэтапно: прогрев, нагрузки переменной интенсивности, мониторинг давления масла и температур. Запись параметров в протокол.
Параметры обкаточного режима и контрольные измерения
Определение обкаточного режима для двигателя Karma Revero PHEV 2.0T и электромоторов производиться на основании заводских предписаний и измеренных параметров. Временные интервалы заданы для прогрева агрегатов до рабочей температуры, последовательного увеличения нагрузок и поддержания оборотов в указанном диапазоне. Контрольные измерения включают давление масла в масляной магистрали на холостых и рабочих оборотах, температуру охлаждающей жидкости, ток и напряжение электромоторов, витковые сопротивления и частоту вращения валов. Фиксация параметров осуществляется через диагностический интерфейс с регистрацией временных рядов; Параметры сравниваются с нормативными значениями по каталогу. Отклонения, превышающие максимально допустимые, заносятся в отчет с указанием величины и возможной причины. При необходимости выполняется повторная обкатка после корректирующих работ. Контроль износа фиксируется по изменению давления масла и компрессии в цилиндрах в динамике, а также по показателям вибрации и акустики двигателя. Регистрация результатов производится в электронной карточке работ с указанием дат, времени и использованного оборудования.

Настройка и калибровка после ремонта
Настройка ЭБУ производится с адаптацией параметров топливоподачи и зажигания. Калибровка электромоторов проводится через специализированное оборудование.
Адаптация ЭБУ, синхронизация электромоторов и проверка интеграции
Настройка ЭБУ выполняется после сборки и установки элементов силовой установки. Запись заводских калибров производится специализированным диагностическим оборудованием. Синхронизация электромоторов производится по фазировке и углу опережения тока. Калибровочные параметры загружаются в память контроллера. Функция самотестирования запускается для подтверждения отсутствия ошибок в цепях питания и управления; Интерфейс обмена данными проверяется на предмет потерь пакетов и задержек в сетях CAN и LIN. Параметры интеграции фиксируются в протоколе.
Адаптация датчиков положения коленвала и распределительных валов осуществляется методом сравнения сигналов с эталонными кривыми. Статус адаптации регистрируется. Корректность управления охлаждением и смазкой подтверждается анализом рабочих температур и давления масла в статичных и динамических режимах. Регистрация результатов проводится в электронном журнале; ошибки и отклонения документируются с указанием кодов неисправностей.
Финальная проверка и отчетность
Финальная проверка включает протокол испытаний, сравнительный анализ параметров, заполнение акта выполненных работ и выдачу итогового отчета.
Документирование выполненных работ и рекомендации по эксплуатации
Составление акта приема-передачи. Перечень выполненных операций фиксируется в табличной форме с указанием наименований узлов, примененных деталей, серийных номеров и технических параметров. Измеренные значения компрессии и давления масла приводятся с указанием методики замера, инструментов и допусков. Описывается перечень дефектов, подлежащих замене, с ссылкой на протокол дефектовки и фотоматериал. Записи о шлифовке коленчатого вала и расточке блока содержат контрольные размеры до и после обработки. Указаны моменты затяжки и последовательность сборки для каждого узла. Результаты адаптации ЭБУ и синхронизации электромоторов документируются с указанием версий ПО и параметров калибровки. Включается график обкаточного режима с точками контроля параметров двигателя и электросистемы. Выдается рекомендация по сервисному интервалу и перечень ограничений эксплуатации при первых 1000 км.