

Описание услуги: ремонт двигателя 1.6T с электромотором 261 л.с. (2021–н.в.). Перечень операций включает диагностику‚ измерения и восстановление узлов.
Цель документа
Определение объёма работ по ремонту двигателя 1.6T с электромотором 261 л.с. (2021–н.в.). Установление критериев приёмки агрегата после диагностики и оценивания состояния. Формулирование процедур измерения компрессии и давления масла с указанием контрольных точек и протоколов фиксации результатов. Указание последовательности операций по снятию‚ разборке и дефектовке узлов для исключения дополнительных повреждений. Описание параметров шлифовки коленчатого вала и расточки цилиндров с ссылкой на допускаемые величины из заводских регламентов. Определение требований к подбору поршней‚ колец и вкладышей по размерам и допускам. Установление критериев годности деталей головки блока цилиндров‚ методов контроля плоскостности и герметичности камер сгорания. Задание порядка сборки с указанием момента затяжки и контрольных расстояний. Описание этапа обкатки двигателя с фиксированием режимов и контрольных точек для последующей настройки систем управления.
Область применения
Применение услуги: ремонт силовой установки Kia Sorento PHEV 1.6T с электромотором 261 л.с. (2021–н.в.). Операции для легковых гибридов выполнены.
Модель и период выпуска
Модель обозначена как Kia Sorento PHEV с бензиновым двигателем 1;6T и электрическим мотором с суммарной мощностью 261 л.с. Год начала выпуска ― 2021. Эксплуатация продолжаеться по настоящее время. Конфигурация силовой установки включает турбированный бензиновый агрегат и электромоторную часть в составе гибридной трансмиссии.
Компоновка двигателя предполагает интеграцию в передний модуль. Электрическая часть содержит высоковольтную батарею и силовую электронику‚ расположенные в штатных отсеках кузова. Приводные и охлаждающие контуры разделены по функциям. Серийные номера и обозначения модификаций фиксируются по дилерским документам.
Совместимость запасных частей подтверждается каталогами производителя для модели 2021 и последующих годов выпуска. Параметры передней и задней подвески не изменяются конструкцией силовой установки. Для ремонтных работ используются заводские регламенты и обновленные бюллетени производителя.
Комплектность работ
Перечень работ включает диагностику‚ измерения компрессии и давления масла‚ демонтаж‚ разборку‚ дефектовку‚ обработку и замену изношенных узлов.
Перечень выполняемых операций
Диагностика силовой установки выполняется с целью определения функциональных отклонений. Считывание кодов неисправностей и журнальных записей производится специализированным оборудованием. Оценка состояния проводится визуально и измерениями‚ включающими контроль герметичности и состояния уплотнений. Измерение компрессии выполняется по цилиндрам с использованием манометра поршневого давления. Измерение давления масла производится на стандартных точках коллектора и фильтра. Снятие агрегатов выполняется по установленной последовательности с маркировкой соединений. Разборка двигателя осуществляется на стенде с фиксацией деталей. Дефектовка включает оценку износа поршней‚ шатунов‚ вкладышей и коленвала. Шлифовка коленчатого вала проводится с определёнными параметрами обработки. Расточка цилиндров выполняется до заданных размеров с замером радиального и аксиального биения. Замена поршней‚ колец и вкладышей производится с подбором по допускам. Ремонт или замена головки блока цилиндров включает проверку плоскостности и состояние седел клапанов. Сборка двигателя производится по регламенту с контролируемыми моментами затяжки. Обкатка выполняется по режимам‚ предусматривающим контроль температуры и давления. Настройка и адаптация систем производится после сборки с калибровкой датчиков и обучением блоков управления. Оформление отчёта выполняется с указанием измерений‚ заменённых деталей и гарантийных условий.
Требования к помещению и оборудованию
Площадь и высота рабочей зоны определены для подъёмника. Обеспечение вытяжки‚ освещения и доступа к электросети с заземлением.
Инструмент и стенды
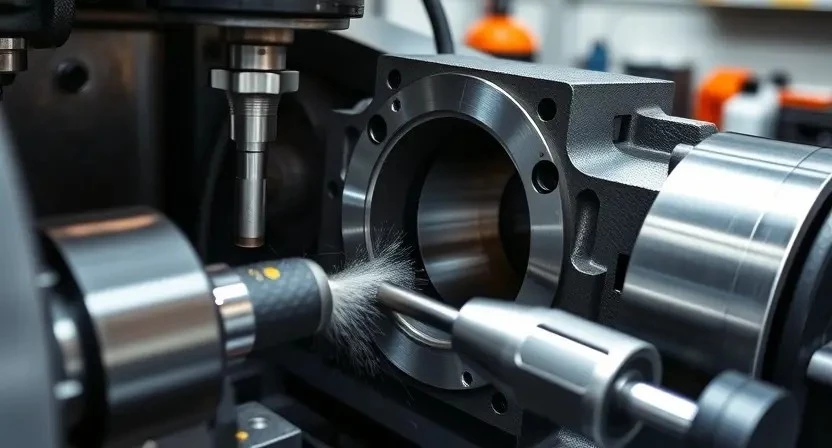
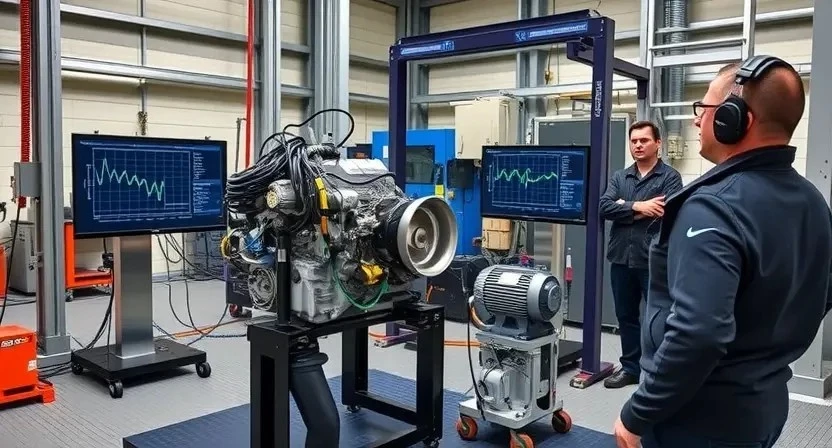
Перечень оборудования для ремонта двигателя 1.6T с электромотором 261 л.с. (2021–н.в.) сформирован исходя из технологических операций и измерительных требований. Применение стенда для испытания двигателя наземного исполнения предусматривается для оценки динамики крутящего момента и параметров подачи топлива в условиях контролируемой нагрузки. Для проверки компрессии задействован измерительный прибор с адаптерами под свечные отверстия и переходниками для систем с непосредственным впрыском. Измерение давления масла выполняется манометром с пределом до 10 бар и соединительными патрубками для подачи в масляную магистраль. Для демонтажа и сборки силового агрегата предусмотрен гидравлический подъёмник грузоподъёмностью не менее 2‚5 т‚ опорные стойки для фиксации двигателя и комплект монтажных траверс. Для разборочных операций используются пресс механический‚ набор съемников подшипников и фиксаторов распределительного вала‚ балансировочный станок для проверки коленчатого вала‚ цилиндрово-плунжерный стенд для шлифовки и полировки шатунных шеек. Контрольные приборы включают индикатор часового типа‚ микрометр‚ шкальный нутромер и калибр-пробки для проверки посадочных мест вкладышей; Для расточки цилиндров и обработки ГБЦ применяются расточно-фрезерный станок и плоскошлифовальный станок с цифровым управлением. Для очистки деталей предусмотрен ультразвуковой аппарат и очиститель под давлением. Хранение и маркировка деталей производится в магнитных лотках и пакетах с этикетками‚ с указанием позиции и допустимых зазоров.

Меры безопасности
Изоляция высоковольтной части производится перед работами. Отключение аккумуляторов выполняется с фиксацией состояния. Заземление применимо при тестах.
Защита от электрических и топливных рисков
Изоляция высоковольтной системы производится перед выполнением диагностических и ремонтных операций. Отсоединение аккумуляторной батареи и блоков управления выполняется с использованием специализированных инструментов с изоляцией‚ маркированных для работы с системой 400 В и выше. Контроль остаточного напряжения осуществляется измерителем постоянного тока с разрешающей способностью до 0‚1 В. Запирание цепей топлива производится путем перекрытия клапанов подачи и удаления давления в магистрали через диагностический порт. Применение огнеупорных ковров и экранов регламентировано при работе рядом с топливными коммуникациями. Защитная маркировка зонирования выполняется с указанием классов риска. Отключение высоковольтных контактов сопровождается фиксацией состояния в журнале работ. Проведение испытаний на отсутствие утечек топлива производится манометром с градуировкой для рабочей среды. Протоколирование контрольных замеров и операций архивируется в электронном и бумажном виде с указанием времени и ответственных исполнителей.
Подготовка транспортного средства
Выделение рабочего места. Фиксация кузова на подъемнике. Отключение 12В и высоковольтной батареи. Изоляция питающих линий и кабелей.
Фиксация и изоляция высоковольтной системы
Отключение высоковольтной батареи производится до доступа к силовому агрегату. Контакты батарейных модулей фиксируются с помощью маркированных заглушек. Высоковольтные кабели маркируются и закрепляются на безопасном расстоянии от рабочих зон. Применение изолирующих чехлов и лент обеспечивает защиту от контакта и пробоя. Заземление корпуса электромотора выполняется через выделенный проводник с контролируемым сопротивлением; Блокировка подачи напряжения реализуется через сервисный разъём с механической фиксацией положения. Использование измерительного прибора с функцией проверки обнуления напряжения документируется в журнале. Электрические разъёмы снимаются по очереди‚ каждый раз помечается состояние уплотнений и контактов. Для временного хранения высоковольтных элементов отведён изолированный контейнер с диэлектрическим покрытием. Визуальный контроль состояния кабелей и изоляции выполняется при каждом этапе работ.
Первичная диагностика
Считывание кодов производится диагностическим интерфейсом. Снятие журналов событий. Проведение тестов компрессии и давления масла по регламенту.
Считывание диагностических кодов и журналов
Считывание кодов неисправностей выполняется специализированным диагностическим оборудованием‚ совместимым с протоколами производителя. Системные модули электромотора и ДВС кросс-проверяются по отдельным шинам связи. Журналы событий выгружаются в формате‚ обеспечивающем сопоставление временных меток и кодов ошибок. Описание каждой записи сопровождается указанием контроллера‚ кода и параметров во время регистрации. Интерпретация кодов осуществляется по нормативной базе производителя.
Регистры параметров рабочей трассы фиксируются до и после теста. Сравнение состояний производится для определения повторяемости параметров. Архивация полученных файлов обеспечивается с указанием идентификаторов узлов и даты снятия данных.
Визуальный осмотр узлов и соединений
Осмотр выполнен: определить коррозию‚ трещины‚ подпал‚ ослабление креплений; фиксация повреждений в протоколе; фотографирование узлов для отчёта.
Оценка состояния проводки и охлаждающей системы
Визуальный осмотр проводки произведён с целью выявления механических повреждений изоляции‚ перегрева и коррозии контактов. Состояние разъемов и креплений зафиксировано документально. Оценка на предмет оксидирования контактов проводится с использованием увеличительных средств и контактного осциллографа для контроля переходного сопротивления. Испытание на целостность цепей выполнено методом измерения сопротивления и проверки изоляции мегомметром при рабочем напряжении‚ предусмотренном конструкцией.
Контроль охлаждающей системы выполнен по этапам: осмотр шлангов проведён на предмет трещин и вздутий; пресс-контроль на герметичность радиатора и патрубков произведён в стационарных условиях; термостат проверен на температуру открытия путем нагрева в контролируемой ванне; насос охлаждения протестирован на подачу и отсутствие механических люфтов. Измерение давления в системе выполнено манометром в рабочем диапазоне‚ зафиксированы показания и интерпретация соответствия паспортным характеристикам.
Измерение компрессии
Измерение компрессии выполняется посредством манометра на горячем двигателе. Записи значений по цилиндрам фиксируются для последующей оценки износа.
Методика и нормативы
Методика измерения компрессии предусматривает применение манометра с диапазоном до 30 бар. Протокол измерений включает фиксацию давления при 6—8 оборотах коленчатого вала стартером без подачи топлива. Норматив для цилиндров задан как минимум 10 бар и разница между цилиндрами не более 1‚0 бар. Допуск для износа стенки цилиндра определяется по значению овальности и конусности‚ контролю радиальных и аксиальных биений. Расточка цилиндров производится с учетом рабочего размера ремонтного поршня и зазора между поршнем и гильзой.
Измерение давления масла проводится манометром с диапазоном до 10 бар через точку давления на блоке. Контрольные точки: холостой ход‚ 2000 об/мин‚ режим нагрузки. Нормативы: холостой ход не ниже 0‚8 бар‚ на 2000 об/мин не ниже 2‚0 бар. Отклонение от нормативов фиксируется в отчете и сопровождается последовательностью диагностических операций для выявления причин снижения давления.

Измерение давления масла
Измерение производится манометром на заводском штуцере. Контроль в точках холостого хода и рабочей нагрузки; Фиксация значений в отчёте.
Контрольные значения и точки измерения
Измерение давления масла производится на выходном штуцере масляного насоса и на правой опоре распредвала. Контрольные точки определяются в соответствии с сервисной документацией производителя. Давление масла при прогретом двигателе в режиме ХХ должно соответствовать 1‚5–3‚0 бар в масляной магистрали перед фильтром; давление в системе смазки под нагрузкой при 3000 об/мин должно быть не ниже 2‚5 бар. Допускаемые колебания по цилиндрам при измерении компрессии не должны превышать 10% от среднего значения. Снятие показаний производится манометром с точностью 0‚1 бар‚ компрессометром с точностью 0‚5 бар. Контрольные значения по температуре в точках измерения составляют 80–100 °C. Результаты измерений фиксируются в формате таблицы с указанием номера цилиндра‚ показателя и допусков.
Снятие агрегатов
Демонтаж силового агрегата производится по этапам. Электромотор отключается‚ топливная магистраль изолируется‚ коробка отделяется. Маркировка проводов выполняется.
Последовательность демонтажа силового агрегата
Подготовка: автомобиль размещён на подъемнике; электрооборудование и высоковольтные цепи отключены; рабочая зона заземлена.
Размещение инструментов и маркировка соединений выполнены перед работой. Слив охлаждающей жидкости и масла произведён в отдельную тару. Снимаемые компоненты разделены по пакетам с маркировочными бирками.
Электромотор отсоединён от силовой передачи и закреплён на опоре. Высоковольтные разъёмы герметизированы и промаркированы. Топливная магистраль обесточена‚ давление в системе сброшено.
Рычаги и подвесные опоры ослаблены поочерёдно. Крепёж двигателя откручен по схеме‚ указанной в заводской документации. Подвесные стойки снижают нагрузку на опоры перед вытаскиванием блока.
Силовой агрегат извлечён с помощью грузоподъёмного приспособления; посадка на стенд выполнена для дальнейшей разборки и дефектовки.
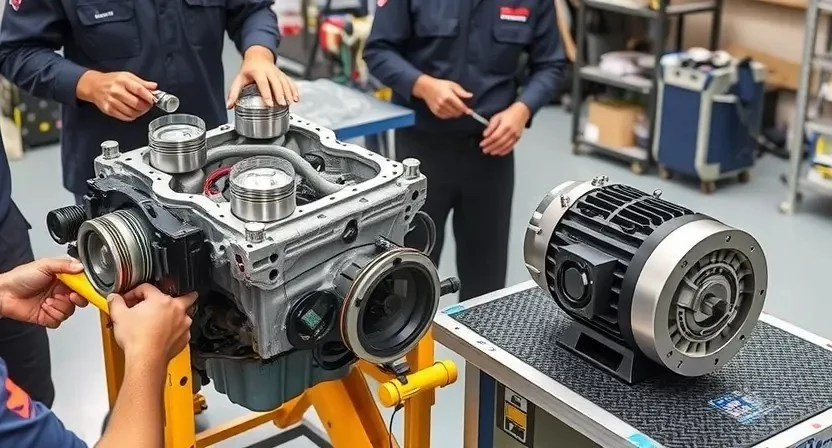
Разборка двигателя
Демонтаж компонентов выполняется по фиксированной последовательности. Маркировка и хранение деталей обеспечиваются для сохранения сборочных взаимосвязей и последующей сборки.
Фиксация и маркировка деталей
Фиксация двигателя производится на специализированной траверсе с опорами‚ соответствующими массе агрегата и центровке. Маркировка деталей проводится методом нанесения цветовых кодов на блок‚ головку‚ крышки и коробки шестерен. Метки выполняются устойчивыми к маслу и растворителям красками. Нумерация поршней и шатунов проставляется с указанием стороны установки и цилиндра. Обозначение проводки и датчиков производится отдельными бирками с указанием цепи и функции. На крышках применяются винтовые фиксаторы для исключения смещения при транспортировке. Сборочные поверхности маркируются линиями контроля сопряжения. Фиксация мелких деталей обеспечивается пакетированием в пронумерованные контейнеры с прокладкой антиабразивного материала. Документирование операций ведётся в журнале с указанием даты‚ операции и кода сотрудника.
Дефектовка деталей
Визуальный и измерительный контроль выполнен. Измерения размеров‚ износа и деформаций зафиксированы. Решения по годности и списанию оформлены.
Критерии годности поршней‚ шатунов и вкладышей
Оценка поршней проводится по износу канавок‚ состоянию юбки‚ наличию трещин и деформации. Измерение диаметра поршня и овальности выполняется микрометром. Превышение заводских допусков подлежит замене. Контроль маслосъемных и компрессионных канавок осуществляется щупом и визуально для определения износа и задиров. Установка ремонтного поршня производится по маркировке ремонтного размера.
Шатуны подлежат проверке на изгиб и крутильную деформацию. Замеры палубы шатуна и отверстий шатунного болта проводятся калибром. Трещины и пластическая деформация являются основанием для выбраковки. Вкладыши контролируются по толщине рабочего слоя и по зеркалу поверхности. Замена вкладышей производится при наличии задиров‚ отпечатков или износа выше допуска. Контроль натяга вкладыша и биения коленвала выполняется при сборке с использованием контрольных щупов и индикаторов.
Шлифовка коленчатого вала
Шлифовка выполнять на станке; Контроль биения и конусности. Допуск радиального биения не превышает 0.02 мм. Шероховатость поверхности восстановлена.
Параметры обработок и допуски
Указаны размеры и допуски для шлифовки и расточки коленвала и цилиндров. Шероховатость после обработки коленвала Rz 6‚3 мкм. Предельный износ шейки коленчатого вала указан 0‚25 мм от номинала.
Рastочка цилиндров предусматривает посадочные диаметры по классам ремонтного ремонта: +0‚25 мм‚ +0‚50 мм. Допуск круглости цилиндра после расточки не должен превышать 0‚03 мм. Конусность допускается до 0‚04 мм на длине рабочей поверхности.
Поршни подбираются по диаметру с учетом зазора поршневых колец 0‚10–0‚20 мм. Зазор между шатунной вкладышем и шеей коленвала в состоянии холодного двигателя должен соответствовать 0‚02–0‚04 мм. Настворка колец при установке контролируется щупом; концы колец в канавке допускают зазор 0‚15–0‚30 мм.

Расточка цилиндров
Расточка цилиндров производится по размерам ремонтного комплекта. Контроль диаметров и соосности выполняется измерительными приборами. Допуски соблюдены.
Размерные контрольные операции
Измерение цилиндров выполняется микрометром и внутриразмерным калибром. Контроль диаметров проводится по длине и на двух уровнях по высоте. Замер овальности и конусности производится с фиксированием значений в журнале. Результаты сопоставляются с заводскими допусками. Измерение юбок поршней и внешних диаметров колец производится штангенциркулем с контролем зазоров в каналах. Контроль биения коленвала осуществляется индикатором часового типа на опоре в сборе. Промененный контроль поверхности шатунных шейк проводится щупом и микрометром. Замеры посадочных поверхностей головки блока фиксируются плоскопараллельным прибором и щупами. Документирование производится с указанием инструментов‚ методов и зафиксированных величин.
Замена поршней и колец
Подбор поршней и колец проводится по размерным картам. Установление зазоров выполняется измерениями. Монтаж выполняется по крутящим моментам и таблицам.
Подбор размеров и установка зазоров
Подбор шатунных и коренных вкладышей производится по измеренным посадочным диаметрам коленчатого вала и стандартам производителя. Заменяемые поршни подбираются по диаметру после расточки цилиндров с учетом износа гильз. Определение бокового зазора поршневых колец выполняется в цилиндре с замером щупом по окружности. Контроль осевого люфта коленчатого вала осуществляется щупом в крышках коренных подшипников. Зазоры вкладышей подбираются по таблицам допусков; зафиксированные величины записываются в акт контроля. Притирка седел клапанов производится при необходимости при последующей проверке на герметичность.
Замена вкладышей коренных и шатунных
Демонтаж коленвала производится. Замена вкладышей по размерам и натягам. Контроль биения и зазоров. Заполнение отчёта о размерах и допусках.
Контроль посадочных поверхностей и натягов
Оценка плоскостности посадочных поверхностей производиться измерением с помощью щупа и индикаторной головки. Деформация фиксируется при превышении допустимых величин‚ указанных в технической документации производителя двигателя. Допуск плоскостности головки блока и блока цилиндров указывается в спецификации; превышение допусков является основанием для проточки или замены. Поверхности очистке подвергаются до измерений для исключения искажений результата. Наличие коррозии‚ трещин и эрозии регистрируется в акте дефектовки. Точность измерений подтверждается калибровкой применяемых приборов.
Натяг шатунных и коренных вкладышей определяется по зазорам при помощи микрометрических инструментов и пластинчатых щупов. Зазоры сравниваются с нормативами; превышение норм приводит к подбору вкладышей ремонтного размера или замене коленчатого вала. Усилия посадки шеек оцениваются динамическим методом с применением динамометрического ключа и контрольных значений. Результаты заносятся в протокол с указанием измеренных величин‚ серий применяемых деталей и допускаемых пределов.
Ремонт или замена головки блока цилиндров
Диагностика ГБЦ выполнена. Измерение плоскостности и дефектоскопия произведены. Ремонт допускает расточку седел‚ замена клапанов‚ шлифовка фасок.
Проверка плоскостности и притирка седел
Плоскостность поверхности головки блока измеряется оптическим или щуповым методом. Допуск отклонения устанавливается по заводской документации. Контроль поверхности производится перед разборкой распределительного механизма. Зачистка поверхности абразивным кругом исключается до фиксации дефектов. Притирка седел клапанов выполняется с использованием паст и оправок‚ выбранных по материалу седла и клапана. Испытание герметичности проводится после притирки манометром под давлением масла или специальным прессом. Измерение углов седла производится микрометром для определения износа. Результаты фиксируются в акте дефектовки.

Сборка двигателя
Сборка производится по этапам: установка коленвала‚ шатунов‚ поршней. Затяжка по очереди и моментам. Прокладки заменены. Контроль по люфтам.
Порядок сборочных операций и затяжек
Сборка узлов двигателя выполняется по этапам с фиксацией контроля размеров. Установить коленчатый вал в постели‚ обеспечить совпадение меток; притяжение коренных крышек производится в несколько этапов с применением динамометрического ключа. Первичный момент затяжки применяется малый; последующие моменты увеличиваются по таблице заводских допусков; последовательность затяжки радиальная от центра к периферии. Шатунные крышки устанавливаются по маркировке; затяжка болтов производится в три этапа с контролем крутящего момента и проверкой осевого люфта. Головка блока устанавливается на уплотнитель; предварительная затяжка малым моментом; финишная затяжка с угловым доводкой в соответствии с технологической карте. Моменты затяжки и угловые величины фиксируются в отчётной ведомости. Контроль посадочных поверхностей выполняеться после каждого цикла затяжки; измерения коэффициента растяжения резьб фиксируются в журнале. Проверка вращения коленвала производится без рывков; показания датчиков крутящего момента сопоставляются с паспортными значениями.
Режимы и контрольные точки в процессе обкатки
Обкатка двигателя выполняется по этапам. Первый этап ⏤ прогрев до рабочей температуры при минимальных нагрузках; Продолжительность прогрева задается в зависимости от температуры окружающей среды и показаний датчиков. Второй этап ― переменные нагрузки на холостом ходу и небольшой динамике движения. Частота вращения изменяется плавно в диапазоне‚ установленном производителем. Третий этап ⏤ увеличение длительности нагрузочных циклов с контролем параметров масла и охлаждения. Давление масла фиксируется на контрольных точках до и после нагрузки. Компрессия оценивается после остывания до заданной температуры. Проверка электронных систем и адаптация блоков управления выполняется в финале. Журналирование результатов и фиксация отклонений предусмотрены обязательными процедурами.
Настройка и адаптация систем
Настройка ЭБУ и адаптация датчиков производится после сборки. Калибровка датчиков давления и положения клапанов выполняется специализированным оборудованием.
Калибровка датчиков и обучение блоков управления
Калибровка датчиков выполняется после восстановительных работ на двигателе и системах электропривода. Подключение диагностического оборудования производится к шинe данных. Считывание текущих параметров записывается в протокол. Идентификация датчиков давления‚ температуры и положения производится автоматизированной процедурой. Калибровочные параметры вводятся через интерфейс диагностического ПО. Обучение блоков управления выполняется в режимах адаптации‚ верификация корректности проводится по контрольным значениям. Перепрошивка модулей допускается при несовпадении версий ПО. Синхронизация ECU и модуля зарядки проводится в единой сессии. Контроль остаточных ошибок выполняеться циклическим сканированием. Запись итогов производится в отчёт с указанием версий‚ значений и времени операций.
Контроль качества и выдача отчёта
Оформление отчёта производится с указанием измерений‚ допусков‚ выполненных операций и замененных деталей. Гарантийные условия прописываются в документе.
Оформление результатов измерений и гарантийные условия
Формирование документации производится на основании завершённых измерений компрессии и давления масла‚ протоколов дефектовки и отчёта о восстановительных операциях. Результаты фиксируются в табличной форме с указанием цифровых значений‚ единиц измерения и контрольных пределов. Отчёт содержит перечень заменённых деталей с заводскими номерами‚ методику измерений и применённые допуски. Гарантийные обязательства оформляются отдельным документом с указанием срока гарантии на выполненные операции и заменённые компоненты. Условия гарантии включают обязательства по устранению дефектов‚ возникших вследствие выполненных работ‚ с оговорками по износу и эксплуатационным повреждениям. Сроки исполнения гарантийных мероприятий‚ порядок предъявления требований и перечень исключений указываются в итоговом акте при выдаче транспортного средства. Подпись ответственного лица и печать цеха проставляются в экземпляре отчёта.