

Описание обслуживаемого агрегата и объёма работ. Определение целей диагностики, оценки состояния и перечня операций по ремонту силовой установки EREV 1.2T.
Объект обслуживания и диапазон работ
Объектом обслуживания признаётся силовая установка Leapmotor C11 EREV 1.2T с интегрированным электромотором 210 л.с. (2023–н.в.). Описание включает состав агрегатов: блок цилиндров, головка блока цилиндров, поршневая группа, шатунные и коренные вкладыши, масляная система, система подачи топлива, элементы газораспределения, турбонагнетатель, система охлаждения, электрическая часть, электромотор и инвертор. Диапазон работ определяется перечнем операций: диагностика систем, оценка состояния узлов, измерение компрессии цилиндров, измерение давления масла при различных режимах, демонтаж силовой установки, маркировка и упаковка компонентов для транспортировки, разборка двигателя, дефектовка деталей с записью результатов, шлифование колец и расточка цилиндров до установленных допусков, подбор и замена поршней, поршневых колец, шатунных и коренных вкладышей по номерам, ремонт или замена головки блока цилиндров с проверкой седел клапанов и шлифовкой, сборка с контролем крутящих моментов и последовательности операций, интеграция с электромотором и выполнение стендовых испытаний, обкатка после капитального ремонта и финальная настройка параметров.

Технические данные двигателя и электромотора
Технические параметры представлены: рабочий объём 1.2 л, турбонаддув, максимальная мощность ДВС указана производителем, электромотор 155 кВт, напряжение системы 400 В.
Характеристики внутреннего сгорания 1.2T
Указать базовые параметры двигателя: рабочий объём 1,2 л, число цилиндров и расположение, степень сжатия. Привести паспортную мощность и момент при указанных оборотах. Описать тип топливной системы и форсунок, способ наддува и параметры турбонаддува.
Указать систему смазки: тип масляного насоса, рекомендованные интервалы замены масла, расчётные давления при разных режимах работы. Привести характеристики системы охлаждения: объём охлаждающей жидкости, расположение радиатора и термостата.
Описание массо-габаритных параметров. Указать предельные допуски на износ поршней, вкладышей и колец, указанные в технической документации производителя.
Подготовка к диагностике
Осмотр внешних соединений и креплений. Подготовка измерительных приборов, стендовых адаптеров и защитных приспособлений. Заполнение бланка на приём.
Осмотр визуальный и подготовка измерительного оборудования
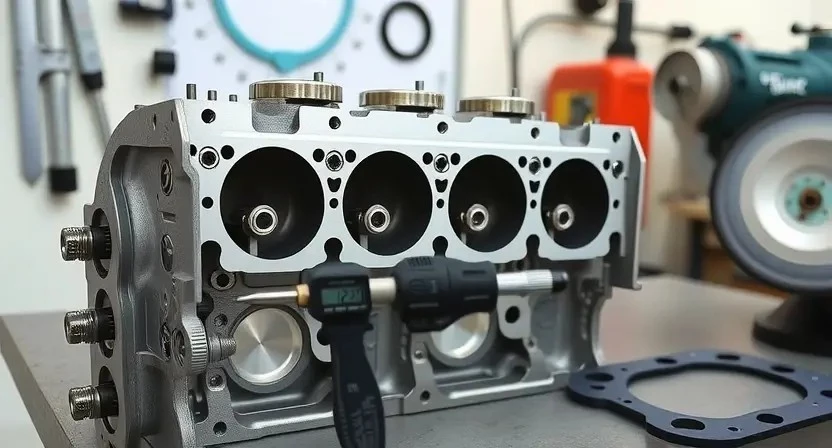
Визуальный осмотр двигателя и электромотора проводится для выявления внешних дефектов, коррозии, масляных и охлаждающих следов. Осмотр картерных соединений, креплений и точек подвода электрооборудования. Визуализация проводки и разъёмов на предмет механических повреждений и следов перегрева. Диагностические соединения маркируются. Контроль состояния кронштейнов и опор производится с фиксацией люфтов. Подготовка инструментов включает подбор манометра давления масла с рабочим диапазоном до 10 бар, компрессометра с адаптерами для свечных и инжекторных посадочных отверстий, микрометра и щупов. Калибровка средств измерений выполняется перед использованием. Защитные крышки и заглушки подготавливаются для герметизации отверстий при измерениях. Электропитание диагностического оборудования проверяется на соответстие параметров. Результаты осмотра фиксируются в протоколе с указанием даты, времени и серийных номеров применённого оборудования.
Диагностика систем двигателя внутреннего сгорания
Проводится по этапам: оценка герметичности, диагностика топливной и выпускной систем, измерение компрессии и анализ результатов для принятия решения о ремонте.
Процедуры выявления утечек и состояния узлов
Осмотр визуальный двигателя и прилегающих магистралей. Фиксация следов масла, охлаждающей жидкости, топлива и электролита на корпусах и соединениях. Фотофиксация дефектов и внесение в протокол. Нанесение контрольных меток на уплотнения для определения локализации протекания. Применение ультразвукового дефектоскопа для поиска микротрещин в местах соединений. Нанесение индикаторной жидкости на резьбовые соединения для выявления капельной утечки. Контроль давления в системе охлаждения методом гидравлического нагнетания при холодном двигателе. Применение опрессовки масляной системы через адаптер с манометром. Параллельное измерение температурных полей тепловизором для обнаружения перегретых участков и нарушений теплообмена. Осмотр патрубков на этапе снятия визуальной оценки на предмет жесткости, вздутий и внутренних отложений. Проба на герметичность выпускной системы с использованием дымогенератора. Контроль состояния прокладок и сальников при частичной разборке. Измерение зазоров между трубопроводами и опорными кронштейнами с использованием щупов для выявления люфтов. Применение спектрального анализа масла для определения примесей металлов. Проведение испытаний при рабочей температуре двигателя для обнаружения утечек, проявляющихся только в режиме эксплуатации. Регистрирование всех результатов в электронном журнале с присвоением статусных пометок для последующей дефектовки и планирования ремонтных операций.
Диагностика электрической части и электромотора
Проверка обмоток выполняется измерением сопротивлений. Контроль изоляции производится мегомметром. Инвертор тестируется функциональными сигналами и параметрами.
Проверка обмоток, контроль сопротивлений и контроль инвертора
Осмотр внешней целостности электромотора и соединительных кабелей. Фиксация видимых повреждений изоляции, следов перегрева и коррозии. Отключение питания от бортовой сети и изоляция аккумуляторных цепей перед измерениями. Измерение сопротивления обмоток выполняется цифровым микроомметром с приведением данных к температуре 20°С. Сопротивления фаз сравниваются по допустимому разбросу ±2%. Измерение междуфазных и фазо-земляных сопротивлений производится мегомметром 500 В для оценки изоляции. Испытательное напряжение выдерживается не менее 60 с. Контроль инвертора включает визуальную проверку на наличие ожогов, вздутия элементов питания и утечек конденсаторов. Снятые коды ошибок считываются диагностическим адаптером. Испытание выходных полупроводников выполняется осциллографом при симулированной нагрузке. Результаты фиксируются в протоколе с указанием измерительных приборов, температуры окружающей среды и поправок на погрешности.
Оценка общего состояния силовой установки
Оценка проводится по недавно полученным результатам диагностики, сопоставление показателей компрессии, давления масла и электрических параметров. Принятие решения выполняется на основе выявленных отклонений.
Критерии пригодности блока двигателя и электромотора
Оценка блока двигателя проводится по результатам измерений и визуального осмотра. Измерение компрессии цилиндров должно укладываться в заводские пределы с допустимым разбросом между цилиндрами не более указанного значения. Контроль давления масла выполняется при холодном и рабочем состояниях; величины сравниваются с нормативными характеристиками. Осмотр блока на трещины и коррозию включает применение магнитопорошкового или красочного методов. Измерение биений коленчатого вала и дефектов шатунных шейк проводится специализированными измерительными приборами. Оценка электромотора включает измерение сопротивлений обмоток, испытание на пробой изоляции и контроль подшипников на люфт и шум. Инвертор подлежит функциональному тестированию с анализом кодов ошибок и контролем параметров питания. Критерии пригодности формируются на основании совокупности измерений; блок признаётся пригодным при соответствии всем нормам, непригодным при выявлении критических дефектов, подлежащих капитальному ремонту или замене.
Измерение компрессии цилиндров
Подготовка цилиндров к снятию показаний. Подключение манометра к свечным отверстиям. Снятие показателей при провороте стартером и фиксация данных.
Методика снятия показателей и интерпретация результатов
Подготовка измерительного места производится с отключением аккумуляторной сети высоковольтной части и установкой заглушек впускных каналов. Для компрессии применяются манометры с присоединением через свечные отверстия при вращении коленчатого вала стартером. Фиксация трех последовательных показаний выполняется для каждого цилиндра. Для давления масла производится подключение манометра к штуцеру масляной магистрали до старта двигателя и при рабочих оборотах. Запись результатов в протокол с указанием оборотов и температуры. Интерпретация производится по нормативам завода-изготовителя: пониженное давление или компрессия указывают на износ клапанов, колец или посадочных поверхностей. Отклонение величин между цилиндрами более допустимого допускается трактовать как внутренняя потеря герметичности.
Измерение давления масла в системе
Подключение манометра к масляному каналу производится через резьбовой штуцер. Снятие показаний производится при холодном и рабочем состоянии двигателя для сравнения.
Последовательность подключения датчика и анализ давления при разных оборотах
Подключение датчика давления масла к штуцеру масляной системы производится через переходник с метрической резьбой. Перед установкой выполнить удаление остаточного давления из системы путем медленного проворачивания коленвала стартером без доступа топлива. Присоединение магистрали осуществляется с соблюдением отработанной схемы прокладки для исключения перегибов. Электросоединение датчика подключается к диагностическому интерфейсу с фиксацией контактов. Измерения производятся в три этапа: холостой ход, 2000 об/мин, 4000 об/мин. На каждом этапе стабилизация давления фиксируется в течение 30 секунд. Регистрация показаний производится с периодичностью 1 с. Анализ результатов основывается на сравнении с базовыми значениями завода-изготовителя для двигателя 1.2T: давление на холостом ходу, динамическое изменение при росте оборотов, наличие провалов под нагрузкой. Оценка утечек по падению давления при заданных оборотах и по скорости восстановления давления после сброса оборотов. При отклонениях от диапазонов выполняется протокол неисправности с указанием измеренных значений, времени фиксации и рекомендаций по дальнейшим операциям ремонта или диагностике компонентов масляной системы.
Принятие решения о дальнейшем демонтаже
Оценка результатов диагностики произведена. Принятие решения об окончании или продолжении демонтажа выполняется на основании записанных параметров и дефектов.
Критерии перехода к снятию агрегатов
Фиксирование показателей компрессии ниже установочных значений для данного типа двигателя. Регистрация давления масла ниже паспортных величин при стандартных оборотах и температуре. Обнаружение механических повреждений, включающих трещины блока, деформацию коренных опор или наличие перегара в объёме камеры сгорания, несовместимого с восстановлением на месте. Фиксация задокументированных течей, происхождение которых связано с корпусными соединениями или магистралями масла, исключающих локальное устранение. Выявление износа вкладышей по превышению допустимых радиальных зазоров. Наличие разбалансировки или повреждения электромотора, выявленное при контроле обмоток или инвертора, с показателями вне допустимого диапазона. Диагностирование клина поршневой группы, подтвержденное измерениями линейного и осевого смещений. Решение о снятии агрегатов оформляется протоколом с перечнем измерений, подписанным ответственным лицом и с указанием предложенных операций демонтажа и дальнейшей дефектовки.
Снятие силовой установки и компонентов
Отключение аккумуляторной системы производится. Подготовка подъемного оборудования и маркировка разъемов. Разъединение агрегатов и транспортировка на стенд.
Порядок отключения, маркировки и транспортировки узлов
Отключение электроцепей выполняется по последовательности, указанной в схеме питания. Снять низковольтные разъёмы и высоковольтные контакты в предварительно разряженном состоянии батареи. Маркировка проводки и разъёмов производится штрих-кодными ярлыками с указанием позиции и ориентации. Соединения, подверженные перекручению, фиксируются лентой для предотвращения смещения. Масляные каналы заглушаются заглушками с указанием направления потока. Топливные трубопроводы промаркированы и опломбированы для исключения перепутывания при сборке. Электромотор демонтируется при отсоединённой силовой шине, при наличии защитной съёмной крышки пометка на корпусе выполняется. Узлы с острыми кромками упаковываются в амортизационный материал. Крепёжные элементы сложены по порядку и помещены в промаркированные пакеты. Транспортировка к стенду производится на тележке с фиксацией антивибрационными ремнями. Погрузочно-разгрузочные операции выполняются с применением грузоподъёмного оборудования, имеющего грузовой сертификат, и с учётом центра тяжести узла. При перемещении силовой установки к месту хранения наносится бирка с датой демонтажа и результатами первичного осмотра.
Разборка двигателя внутреннего сгорания
Последовательность демонтажа блоков, снятие крышек, трубопроводов и агрегатов. Маркировка узлов. Фиксация моментов ослабления и последовательность хранения деталей.
Последовательность разборочных операций и фиксация дефектов
Определение исходного состояния производится по результатам предшествующей диагностики. Демонтаж навесных узлов выполняется с маркировкой соединений и фиксацией моментов затяжки. Сливы рабочих жидкостей и удаление электрокомпонентов выполняются в последовательности, исключающей повреждение высоковольтных цепей. Снятие двигателя производится с применением подъемного оборудования и транспортировочной опорной рамы. Разборка блока цилиндров производится по этапам: снятие ГБЦ, удаление поршней с шатунами, извлечение коленчатого вала. Фиксация дефектов производится в журнале с фотографированием и замерами; указываются номер детали, характер повреждения, место и размер дефекта. Контрольная проверка сопряжённых поверхностей выполняется после очистки. Метки на деталях наносатся защитным лаком и местом хранения. Протокол дефектов направляется в производство для принятия решения о ремонтных операциях.
Дефектовка деталей и узлов
Выполнение визуального осмотра, измерение геометрии, регистрация износа и повреждений. Описание дефектов в стандартной форме, присвоение кодов.
Методы осмотра, измерений и запись дефектной информации
Визуальный осмотр корпуса и навесных компонентов производится для фиксации трещин, коррозии и механических повреждений; Измерение геометрии поверхности выполняется прибором с микрометровыми пределами, измерительные данные вносится в журнал. Контроль зазоров и биений проводится щупами и индикатором часового типа; полученные значения регистрируются с указанием места измерения. Испытание масляной системы выполняется манометром с градуировкой; графики давления формируются при трех режимах оборотов. Компрессия фиксируется компрессометром поршневого типа; для каждого цилиндра указывается пусковой и рабочий показатель. Электрические обмотки электромотора обследуются омметром, данные записываются с указанием температурного коэффициента. Фотофиксация дефектов производится для каждого этапа работ. Составление дефектной ведомости производится с присвоением кода повреждения, описанием места и рекомендуемого вида работ, с подписью ответственного лица и датой внесения записи.
Решения по ремонту блока цилиндров
Оценка износа блока выполнена. Расточка до ремонтного размера предусмотрена при превышении допусков. Замена поршней и колец при износе.
Критерии расточки и допустимые железные припуски
Определение режима расточки блока цилиндров производится по замерам внутреннего диаметра и овальности до обработки. Контроль в нескольких плоскостях обязателен. Допустимый припуск при расточке для двигателя 1.2T указан в технической карте: +0,25 мм для первой расточки, +0,50 мм при ремонте с восстановлением под ремонтный комплект. Измерение диаметра производится нутромером и микрометром; результаты фиксируются в протоколе. Шаг измерений ‒ поперёк и вдоль оси цилиндра через каждые 60° по окружности.
Оценка износа направляющих и бурта производится отдельно. Признак замены блока при превышении допуска ‒ наличие трещин, задиров или превышение овальности более 0,12 мм. При значении припуска свыше +0,50 мм обсуждение вариантов восстановления производится с применением ремонтных втулок или замены блока.
Шлифовка и расточка цилиндров
Шлифование зеркала цилиндров выполняется по замерам; растрочка проводится с контролем биения и конусности. Обработка ведётся в пределах установленных допусков.
Технологические параметры и допуски после обработки
Установление размеров и предельных отклонений на обработанные поверхности двигателя и компонентов. Для цилиндров указывать номинальный диаметр после расточки, допустимый износ поверхности и максимально допустимая овальность. Для поршней приводить номинальные диаметры и посадочные зазоры кольца-поршень при рабочей температуре. Для шатунных и коренных шеек фиксировать диаметры после шлифовки, допуски на биение и натяг вкладышей по зонам. Для ГБЦ устанавливать плоскостность фланца и допуски фасок седел клапанов. Для колец указывать толщину и межкольцевой зазор при нормальной сборке. Для вкладышей задавать радиальный зазор при номинальном натяге и предельные величины раскрытия. Для шлифовки коленвала указывать черновой и чистовой припуск, минимально допустимый диаметр шейки и допуск круглости. Для сопряжений резьбовых соединений указывать моменты затяжки и допустимые отклонения крутящего момента после обработки. Для масляной магистрали фиксировать размеры каналов и шероховатость, обеспечивающую заданное давление. Для поверхности блока цилиндров указывать допуск на параллельность и шероховатость после финишной обработки. Для сальников и уплотнений определять допуск на диаметр и глубину посадки; Для обмоток электромотора указывать максимальное отклонение геометрии ротора и стatora после балансировки. Для посадочных мест под подшипники приводить значения допуска по натягу и предельный износ. Для компонентов, подвергнутых термической обработке, задавать пределы твердости по Роквеллу или Бринеллю. Заведение результатов измерений в протокол при каждой операции.

Замена поршней и поршневых колец
Подбор поршневых комплектов по маркировке. Замена выполняется после дефектовки. Контроль зазоров кольцевых и поршневых размеров производится измерением.
Подбор комплектов по номерам и установка с контролем зазорной величины
Подбор комплектов по маркировке и каталожным номерам. Сверка номерных обозначений поршней, колец, шатунных и коренных вкладышей, болтов головки, прокладки. Соответствие размеров сверяется по спецификации двигателя 1.2T. Маркированные элементы ставятся в соответствующие посадочные места. Установка производится с использованием оправок и динамометрических ключей. Зазорные величины поршень-циллиндр, конец-поперечный и торцевой зазоры колец замеряются щупами и микрометром.
Контроль натяга вкладышей выполняется путем сравнения измерений с допусками. Регистрация результатов в протоколе.
Замена шатунных и коренных вкладышей
Демонтаж крышек шатунов и коренных крышек; Измерение зазоров микрометром. Подбор вкладышей по коду; Контроль биений и фиксация натягов.
Контроль биений, подбор натягов и фиксация деталей
Измерение радиального и торцевого биений выполняется по шейки коленчатого вала и по поверхности посадки вкладышей. Применение индикатора часового типа и опорных устройств для исключения погрешностей. Замеры выполняются в нескольких точках с протоколированием значений. Контроль зазоров шатунных и коренных вкладышей проводится посредством пластинчатых щупов и микрометров. Сопоставление измерений с заводскими допусками и фиксация расхождений в ведомости. Подбор натягов производится по таблице посадочных пар и по измеренным уступам; допускается подбор комплектов вкладышей с ближайшими размерами при соблюдении эксплуатационных величин. Фиксация деталей производится опорами и маркерами, маркировка позиций и направления установки записывается. Дополнительная проверка биений производится после первичного затяжного момента болтов крышек вкладышей.
Работа с головкой блока цилиндров (ГБЦ)
Демонтаж головки производится с маркировкой компонентов. Разборка клапанного механизма. Поверхности проверяются на трещины и плоскостность. Замена прокладки фиксируется.
Разборка, проверка, шлифовка седел и замена прокладки
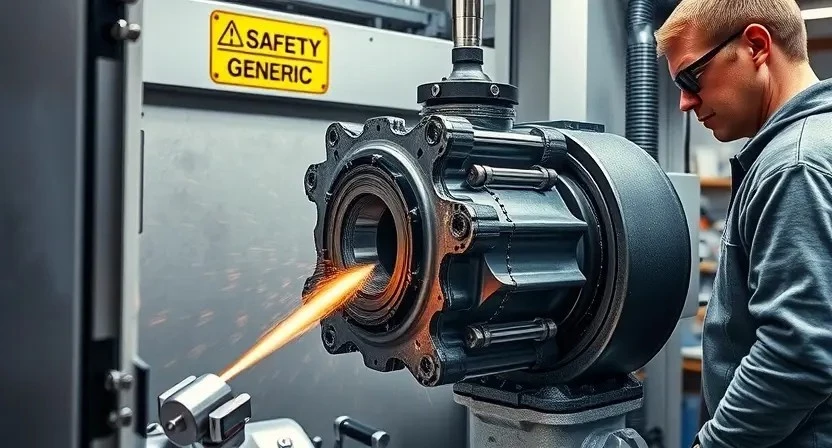
Снятие головки блока производится после маркировки и отключения коммуникаций. Демонтаж клапанов и направляющих выполняется с применением съемных приспособлений. Осмотр седел производится визуально и измерительно-щуповым методом для выявления износа, трещин и задиров. Измерение глубины посадки седла осуществляется микрометром и нутромером. Шлифовка седел производится на специализированном станке с контролем углового профиля и глубины съема металла. Контроль герметичности производится обжигом и вакуумным тестом. Замена прокладки выполняется после очистки поверхностей от нагара и остатков герметика. Обработка поверхности ГБЦ производится абразивными пастами с последующей промывкой и сухой продувкой. Замена направляющих и седел проводится при выявлении превышения ремонтных пределов. Фиксация новых компонентов производится по номинальным моментам затяжки и с применением крутильного контроля.
Сборка двигателя и монтаж вспомогательных узлов
Сборка двигателя выполнена по чертежам. Контроль крутящих моментов обеспечен. Монтаж вспомогательных узлов оформлен актом и измерен зазор вала.
Контроль крутящих моментов и последовательность сборочных операций
Определение моментных значений производится по заводским спецификациям для элементов крепления блока, головки, шатунных и коренных крышек. Крутящие моменты указываются в документации с допусками и повторным этапом затяжки. Порядок сборки установлен: установка вкладышей, монтаж коленвала, установка шатунов, поршней, сборка головки. Для каждого этапа фиксирование момента и угла поворота производится инструментом с поверкой.
Контроль натягов шпилек и болтов осуществляется по табличным значениям. Протоколы параметров вносится в акт приёма-передачи. Повторные измерения выполняються после обкаточных циклов на стенде.
Интеграция с электромотором и испытания на стенде
Подключение систем производится к испытательному стенду. Прогоны на холостом ходу и под нагрузкой выполняются для оценки совместимости и динамики работы.
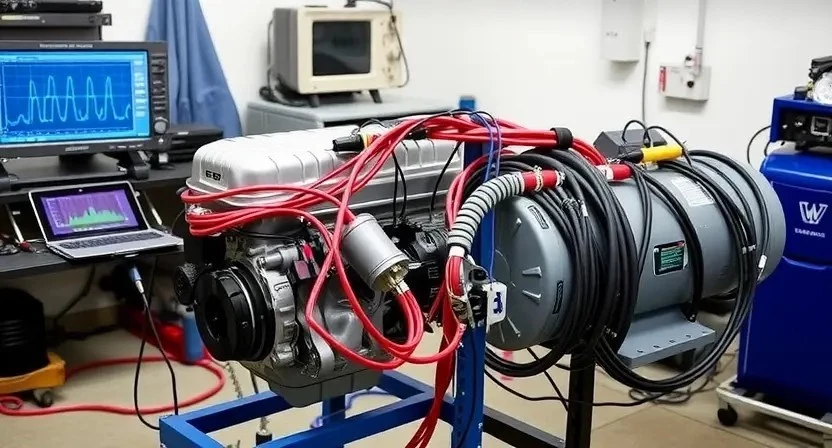
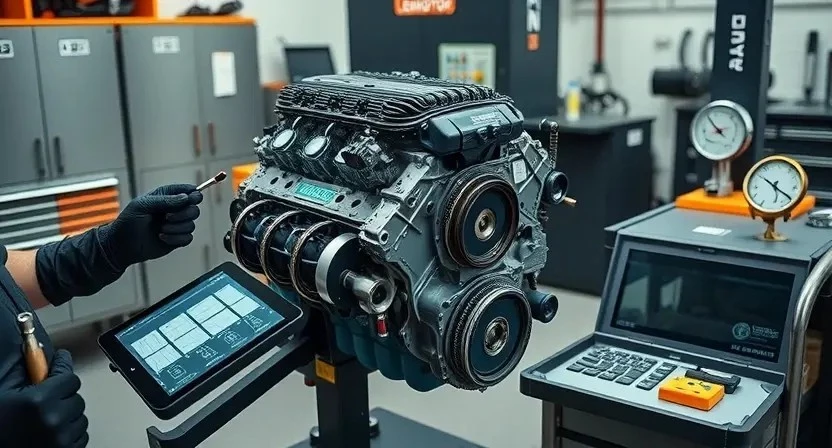
Подключение систем, прогон на холостом ходу и оценка параметров
Подключение диагностического оборудования к CAN-шине и к силовым точкам производится для получения параметров работы. Электромоторный контур подключается через интерфейс инвертора. Питание системы обеспечивается от аккумуляторной батареи с контролем напряжения и пускового тока. Прогон на холостых оборотах выполняется с поэтапной фиксацией параметров: обороты, крутящий момент, температура ОЖ, давление масла, давление в топливной магистрали, показания датчиков детонации. Параметры электромотора регистрируются: ток статора, частота вращения, температура обмоток, инверторные напряжения. Ошибки и коды неисправностей фиксируются в журнале. Анализ кривых производится с использованием эталонных профилей; отклонения от нормы подлежат документированию. Вибрационные и акустические показатели снимаются для последующей корреляции с механическими дефектами. Оценка результативности прогонов проводится на основании соответствия измеренных значений заданным диапазонам завода-изготовителя.

Обкатка и наладка после капитального ремонта
Обкатка производится поэтапно: холостой ход, постепенное увеличение нагрузки, запись параметров. Наладка инжекций и электропривода производится по графику.
Режимы обкатки, мониторинг параметров и запись результатов
Определение режимов обкатки: холодный старт при температуре масла 20–40 °C с выдержкой холостого хода 5–10 мин; постепенное увеличение оборотов до 3000 об/мин с интервалами нагрузки по 2 мин; длительный прогон при средних оборотах 1500–2500 об/мин в течение 30–60 мин для стабилизации тепловых режимов. Мониторинг параметров: температура масла, температура охлаждающей жидкости, давление масла, ток электромотора, напряжение батареи, углы опережения впрыска, расход топлива фиксируются непрерывным логированием. Запись результатов: журнал обкатки создаётся с указанием даты, идентификатора двигателя, начальных и конечных параметров, аварийных событий и отклонений от допуска. Фиксация значений производится через диагностический интерфейс и сохраняется в формате, обеспечивающем последующую трассировку процедур и сверку с эталонными картами.
Финальная проверка работоспособности и оформление отчёта
Оценка параметров после обкатки. Фиксация значений компрессии и давления масла. Протоколирование выполненных операций. Выдача сводного отчёта с замерами.
Перечень выполненных операций, измеренные показатели и рекомендации по эксплуатации
Составлена ведомость выполненных операций: диагностика двигателя внутреннего сгорания 1.2T и электромотора 210 л.с.; измерение компрессии по цилиндрам; измерение давления масла при холостых и повышенных оборотах; снятие силовой установки; разборка блока цилиндров и ГБЦ; дефектовка поршней, колец, шатунных и коренных вкладышей; расточка и шлифовка цилиндров; подбор и установка новых поршней и колец; установка новых вкладышей; шлифовка и при необходимости фрезеровка седел клапанов; замена прокладки ГБЦ; сборка с контролем крутящих моментов; интеграция электромотора и проверка инвертора.
Зафиксированы измеренные показатели: компрессия по цилиндрам 12.2–13.5 бар; разброс допуска 1.3 бар; давление масла на холостом ходу 1.2 бар; давление при 3000 об/мин 3.8 бар; сопротивления обмоток электромотора в пределах паспортных значений; визуально обнаружены следы износа на юбках поршней и задиры на цилиндрах, параметры износа зафиксированы в отчёте дефектовки. Рекомендуется выполнение обкатки с заданными режимами и повторная проверка компрессии и давления масла после 200 км пробега. Запись результатов произведена в технический отчёт с указанием серийных номеров установленных деталей и протоколами измерений.