
Описание услуги по ремонту двигателя BMW E46 2.0L 143 л.с.: диагностика, оценка состояния, измерения компрессии и давления масла, демонтаж и реставрация узлов.
Цель документа
Определить регламент действий при выполнении полного комплекса работ по восстановлению работоспособности двигателя BMW E46 2.0L 143 л.с. в рамках диагностических, ремонтных и контрольных операций. Установление единой последовательности операций, критериев приемки и методов измерений для унификации процессов оценки состояния силового агрегата. Обеспечение документирования результатов измерений компрессии и давления масла, протоколирования дефектовки, фиксации размеров до и после обработки, а также регистрации применённых методов восстановления. Обозначение границ ответственности при выполнении демонтажа, разборки, шлифовки коленвала, расточки гильз и установки новых поршней, колец и вкладышей, обработки головки блока цилиндров, контрольной обкатки и финальной настройки. Требуется описание требований к отчётности и калибровке средств измерения, а также перечень критериев годности узлов после проведения восстановительных операций.
Область применения
Применение услуги ограничено двигателями BMW E46 2.0L 143 л.с. (1998-2005). Выполнение операций по диагностике, ремонту и восстановлению узлов согласно регламенту.
Модель и объем работ
Модель двигателя: BMW 3er E46, бензиновый рядный четырехцилиндровый агрегат 2.0 L 143 л;с., периода выпуска 1998–2005. Объем работ включает комплекс диагностических и ремонтных операций, выполняемых в последовательности, обусловленной технологическими картами. Диагностические мероприятия: визуальный осмотр, измерение компрессии по каждому цилиндру, измерение давления масла под нагрузкой и на холостом ходу, контроль герметичности систем и утечек. Демонтажные работы: снятие узлов и агрегатов с маркировкой и фотофиксацией расположения. Разборка: поэлементная с фиксацией дефектов и измерением износа. Дефектовка: определение пригодности блоков, коленвала, поршней, шатунов, вкладышей по предельным размерам. Технологические операции: шлифовка и расточка коленвала с заданными допусками, обработка каналов смазки. Замены: поршневые комплекты, поршневые кольца, шатунные и коренные вкладыши с подбором по калибру. Головка блока: дефектация, шлифовка седел клапанов, проверка плоскостности и герметичности под давлением. Сборочные операции: установка коленвала, шатунов и поршней с контролем торцевых зазоров и натягов подшипников. Обкатка после ремонта: проведение прогрева, серийный контроль давления масла и компрессии, мониторинг рабочих температур в режимах холостой ход и средняя нагрузка. Завершение: составление отчета о выполненных операциях, фиксация примененных деталей и измерений, выдача рекомендаций по эксплуатации и интервалам обслуживания.
Оборудование и инструменты
Перечень: компрессометр, манометр масла, динамометрическая головка, подъемник, пресс, шлифовальный станок, расточный станок, набор измерительных щупов.
Перечень диагностического и ремонтного оборудования
Оборудование для измерения компрессии цилиндров с калиброванным манометром. Прибор для измерения давления масла с адаптерами под резьбы двигателя. Анализатор газов двигателя для оценки состава выхлопных продуктов.
Стенд для промывки масляных каналов и деталей с химически стойкой чашей. Пресс гидравлический для запрессовки вкладышей и подшипников. Набор шаблонов и щупов для контроля зазоров шатунных и коренных подшипников.
Расточный станок универсальный для обработки блока цилиндров. Шлифовальный станок для коленвала с балансировкой. Пресс для запрессовки поршневых пальцев с температурным контролем.
Портативный динамометрический ключ с метрологической поверкой. Набор кернеров и маркеров для маркировки при демонтаже. Стенд для проверки герметичности ГБЦ с регистратором давления и системой индикации утечек.
Комплект электроинструмента: гайковерт, трещотка, электрическая дрель с набором сверл и фрез. Вакуумный насос для удаления охлаждающей жидкости и промывки каналов. Осциллограф автомобильный для проверки датчиков и сигналов управления системой впрыска.
Безопасность и подготовка рабочего места
Организация рабочего места: очистка поверхности, освещение, удаление источников возгорания. Защитное оборудование размещено. Изоляция аккумулятора произведена.
Меры безопасности и обезвреживание систем
Отключение аккумуляторной батареи производится до любых электрических операций. Система питания топлива дегазируется с применением специализированного оборудования. Давление в магистралях сбрасывается через предусмотренные продувочные устройства. Охлаждающая жидкость сливается в маркированную емкость с учетом экологохимических требований. Масляная система дренируется в стык с фильтром и собирается в герметичную тару. Система вентиляции картера изолируется крышкой или заглушкой во избежание попадания загрязнений. Воздушные фильтры временно удаляются при операциях с впускным трактом. Высоковольтные цепи маркируются и фиксируются в безопасном положении. Рабочая зона ограждается, наносится маркировка опасных зон. Защитные покрытия применяются на контактах и резьбовых соединениях для исключения коррозии при хранении.
Приёмка автомобиля и сбор исходных данных
Фиксация VIN, пробега, истории ТО. Регистрация жалоб и симптомов. Съём параметров двигателя. Фото дефектов. Составление перечня работ.
Фиксация эксплуатационных и визуальных признаков
Фиксация начальных данных производится путем документирования внешних признаков и эксплуатационных параметров. Запись пробега, даты ввода в эксплуатацию и предыдущих ремонтов выполняется в журнале. Визуальный осмотр блока цилиндров включает регистрацию следов масла, охлаждающей жидкости, коррозии и механических повреждений. Фиксация состояния навесных агрегатов проводится с указанием люфтов, трещин и следов перегрева. Регистрация звуковых проявлений при запуске и работе двигателя выполняется через звуковые записи и распечатки логов. Фотофиксация мест утечек и повреждений прилагается к отчёту.
Диагностика вигателя
Последовательность диагностических операций: измерение компрессии, замер давления масла, оценка утечек, анализ шумов, проверка системы смазки и запуска.
Последовательность диагностических операций
Фиксация идентификационных данных автомобиля и регистрация пробега. Фиксация внешних признаков утечек и повреждений без интерпретации.
Подключение диагностического сканера к диагностическому разъёму. Считывание кодов неисправностей и сохранение журналов в электронном виде.
Измерение давления масла на холостом ходу и при повышенных оборотах с применением манометра. Запись значений и сравнение с эталонными параметрами двигателя.
Измерение компрессии в цилиндрах в холодном состоянии и после прогрева. Составление таблицы результатов и выявление цилиндров с отклонениями.
Проверка системы впуска и выпуска на предмет подсоса воздуха и засоров. Фиксация уровня загрязнения и состояния фильтров.
Оценка состояния ремней и цепи ГРМ визуально и инструментально. Фиксация растяжения и износа деталей.
Проверка системы охлаждения: замер давления в системе и осмотр на предмет коррозии и утечек. Протоколирование полученных данных для последующего анализа.
Проведение стендовых испытаний с записью динамических параметров. Формирование итогового диагностического отчёта для принятия решения по ремонту.
Оценка состояния агрегата
Осмотр деталей выполнен визуально и измерительно. Измерения люфтов и износа зафиксированы. Оценка пригодности составлена по нормативам завода-изготовителя.
Критерии оценки износа и дефектов
Определение годности цилиндров производится по внутреннему диаметру и овальности. Измерение выполняется микрометром и индикатором часового типа. Превышение допустимого износа фиксируется при превышении ремонтного размера, указанных в технической документации. Визуальная оценка поршней включает проверку трещин, нагара, задиров и деформаций. Замеры поршневых колец проводятся на зазор в канавке. Контроль вкладышей проводится по износу шатунной и коренной групп, по толщине и износу антифрикционного слоя. Оценка коленвала производится по износу шеек и биения. Головка блока подлежит проверке плоскостности и трещин методом оптического контроля и контрольной линейки. Герметичность клапанов определяется по давлению через впускной и выпускной каналы с использованием манометра и стойкости уплотнений. Результаты документируются с указанием измерений, предельных значений и заключения о годности для ремонта или замены деталей.
Измерение компрессии
Измерение компрессии производится манометрическим методом. Показания фиксируются по каждому цилиндру. Интерпретация производится по нормативам производителя.
Методика измерений и интерпретация результатов
Подготовка двигателя к измерениям включает удаление свечей, установка заглушек для исключения утечек. Измерение компрессии производится манометром с приводом стартера при закрытых впускных и выпускных трактах. Фиксация пиковых значений по цилиндрам производится в таблице. Сравнение значений выполняется с нормативами производителя. Разница между цилиндрами трактуется как признак износа или повреждения клапанного механизма, поршневых колец или герметичности головки блока. Для измерения давления масла применяется манометр в магистрали маслоподачи. Полученные данные сопоставляются с рабочими характеристиками при разных оборотах холостого хода и повышенных нагрузках. Отклонения интерпретируются как загрязнение масляной системы, износ коренных вкладышей, снижение пропускной способности масляного насоса или дефекты регулятора давления. Результаты измерений фиксируются в отчете, выводы формулируются на основании сопоставления с табличными значениями, указание на необходимость дальнейшей дефектовки и способом устранения приводится отдельно.
Техника проведения и допустимые значения
Измерение компрессии производится при прогретом двигателе с отключенной системой зажигания и закрытым дроссельным патрубком. Применение манометра с допускаемой погрешностью не более 1 бар. Фиксация показаний каждой камеры в протоколе; Допустимое отклонение между цилиндрами не более 0,5 бар. Минимальное значение компрессии для двигателя 2.0L указано как 10 бар при рабочей температуре. Измерение давления масла выполняется при прогазовках на холостых и при 3000 об/мин. Давление на холостом ходу должно находиться в диапазоне 0,5-1,0 бар, при 3000 об/мин ─ 2,0-3,5 бар. Регистрация переходных характеристик производится в виде графика. Испытания повторяются трижды; среднее значение подлежит использованию для оценки.
Снятие двигателя и узлов
Демонтирование производится поэтапно: отсоединение коммуникаций, слив жидкостей, маркировка соединений. Подготовка к подъёму и фиксация на траверсе.
Порядок демонтажа и маркировка деталей
Демонтаж двигателя производится по этапам, обеспечивающим сохранность компонентов и трасс проводки. Отключение аккумулятора и слив рабочих жидкостей выполняются перед началом разборки. Кабели и трубопроводы отсоединяются с применением подвесных приспособлений. Сборные узлы фиксируются по направлениям снятия. Маркировка проводиться методом нанесения цифровых кодов на поверхности, использование стойких маркеров и биркодержателей допускается. Крепёжная фурнитура группируется по местам установки и помещается в промаркированные контейнеры. Крышки и кожухи укладываются раздельно, чтобы исключить смешение. Параметры натяжения ремней и положения звёздочек фиксируются средствами измерения и заносятся в журнал. Порядок демонтажа блоков охлаждения и топливной аппаратуры определяется заводскими инструкциями. Элементы впускной и выпускной систем маркируются по цилиндровым значениям. Переход к следующему этапу допускается после подтверждения целостности маркировки и наличия полного комплекта крепежа.
Разборка и первичный осмотр
Демонтаж агрегата выполнен. Компоненты маркированы. Визуальный осмотр головки, блока и шатунов произведён. Фиксация дефектов и замеры занесены в акт.
Алгоритм разборки и фиксирование дефектов
Демонтаж агрегата производится в зоне с контролем маркировки и фотофиксации компонентов. Маркировка наносится на крышки и соединения. Нумерация элементов выполняется для сохранения очередности сборки. Фотоматериалы архивируются в составе акта. Разборка производится по узлам: система впуска, топливная аппаратура, ГБЦ, блок цилиндров с навесными частями. Элементы укладываются в тару с маркировкой места установки. Детали подвергаются очистке для визуального осмотра. Измерения дефектов фиксируются в журнале. Измерительные значения сравниваются с нормами завода-изготовителя. Дефекты классифицируются по типу повреждения, степени износа и требуемой операции. Степень допуска записывается для каждой детали. Решение о восстановлении основывается на критериях годности и технологических параметрах ремонта.
Дефектовка деталей
Проведение дефектовки по установленной процедуре: измерение износа, оценка трещин, проверка геометрии, определение пригодности к ремонту или замене.
Контроль методов и критерии годности
Определение пригодности деталей производится по измерительным показателям и визуальным признакам. Измерение параметров поверхности и геометрии производится микрометром, нутромером, индикатором часового типа и шаблонами. Измерение зазоров выполняется прибором с отсчетом до 0,01 мм. Проверка трещин осуществляется магнитной или краситель-капиллярной дефектоскопией. Испытание на герметичность осуществляется давлением и вакуумом в условиях, имитирующих рабочее окружение. Измерение твердости производиться по шкале, принятой для материала.
Отклонения от эталонных значений, установленных заводской документацией, фиксируются в акте дефектовки. Детали, имеющие коррозионные поражения, изломы или усталостные трещины, подлежат списанию. Поверхности цилиндров, имеющие задиры или выработку, подлежат обработке при превышении износа свыше допустимого предела. Вкладыши коленвала с износом более допустимого значения подлежат замене. Поршни с деформацией или оплавлениями подлежат замене.
Клапанные седла и направляющие рассматриваются по соответствию конусности и зазору клапан-направляющая. Применение восстановительных технологий допускается при восстановлении геометрии в пределах ремонтных размеров, указанных в регламенте. Измеренные значения сверяются с таблицей допусков. Результаты измерений вносятся в паспорт работ и подтверждаются подписями ответственных специалистов.

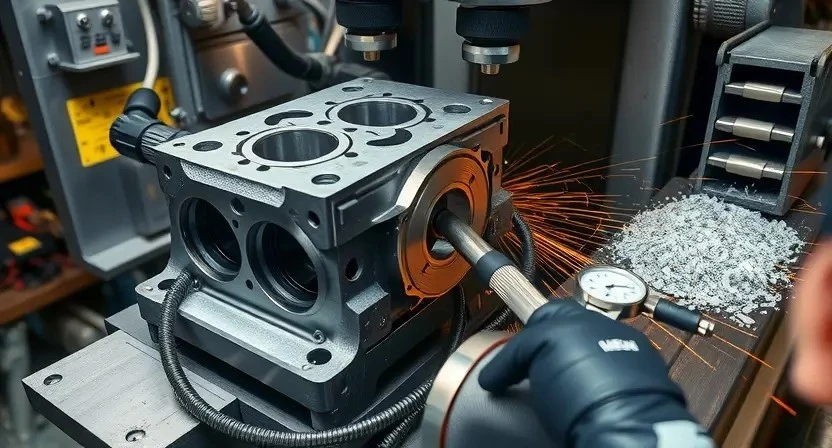
Шлифовка и расточка коленвала
Шлифовка коленвала выполняется по измеренным дефектам. Расточка шейки производится по допускам. Балансировка обеспечивается после обработки поверхностей.
Технологические параметры обработки
Определение размеров и допусков для коленчатого вала, втулок и шеек. Установка контрольных размеров производится по чертежам производителя. Шероховатость поверхности после шлифовки должна соответствовать классу Ra 0.4-0.8 мкм для опор вращающихся узлов. Параметры балансировки ротора заданы в массе и моменте; дисбаланс корректируется до величины, указанной в нормативной документации. Для расточки цилиндров указаны ступени шлифования и припуск на расточку 0.1-0.3 мм в зависимости от степени износа. Скорости резания и подача выбираются исходя из материала блока и инструмента. Смазка и охлаждение подаются непрерывно при обработке. Применение фиксированных калибров и шаблонов должно обеспечивать взаимозаменяемость деталей. Испытание после обработки проводится на измерительном стенде с записью параметров.
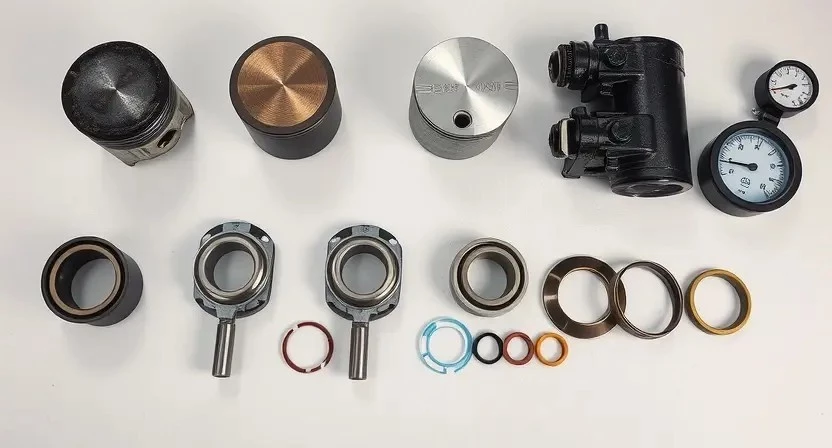
Замена поршней, колец и вкладышей
Подбор комплектов по коду двигателя. Замена поршней, колец и вкладышей производится с контролем за допусками; измерения хонингования и посадки фиксируются в протоколе.
Подбор комплектующих и порядок установки
Подбор комплекта восстановления производится по заводским размерам и маркировке деталей. Применение оригинальных или допущенных к использованию узлов фиксируется в документации. Поршни подбираются по диаметру цилиндров с учётом износа и расточки. Кольца подбираются по зазору в посадочных канавках и толщине. Вкладыши коленвала подбираются по классу посадки и толщине. Прокладки головки выбираются по материалу и толщине. Болты критических соединений заменяются на новые с контролем предельного момента затяжки. Установочные размеры компонентов сверяются измерительными приборами. Момент затяжки фиксируется в акте.
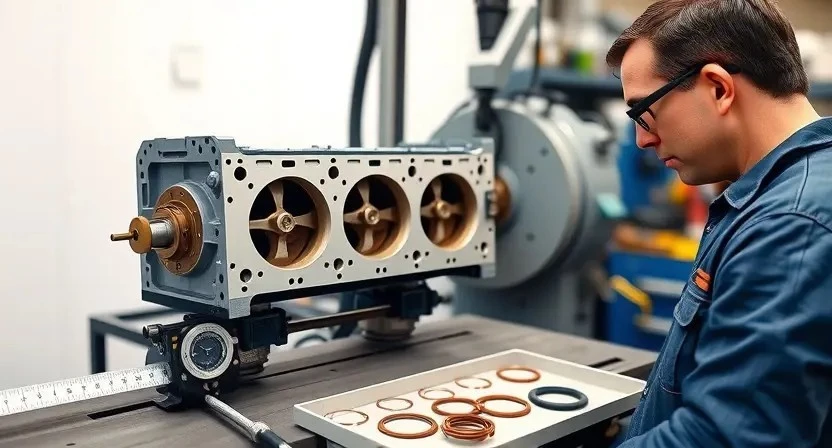
Ремонт или замена головки блока цилиндров
Головка блока демонтируется. Визуальный и измерительный контроль плоскостей и седел клапанов. Ремонтные работы выполняются по выявленным дефектам.
Обработка ГБЦ и проверка герметичности
Демонтаж головки блока цилиндров производится для обеспечения доступа к поверхностям, требующим обработки. Осмотр выполняется с целью выявления трещин, коррозии и деформаций. Плоскостность рабочей поверхности измеряется поверочной плитой и щупом. Расточка седел клапанов производится на специализированном оборудовании с контролем конусности и посадочных углов. Наплавка дефектных зон допускается при подтверждении возможности восстановления геометрии. Балансировка клапанного механизма выполняется после обработки направляющих и седел.
Испытание герметичности осуществляется методом давления с применением масла и инертного газа в камерах с контролируемым давлением. Уплотнительные поверхности испытываются на воздух с погружением в ванну для выявления пузырей. Давление подачи и продолжительность выдержки фиксируются в протоколе. Результаты сравниваются с эталонными значениями для данной модели двигателя. Документирование включает перечень выполненных операций, допуски и рекомендации по дальнейшим операциям.
Сборка двигателя
Сборка производится по технологической карте. Контроль базовых зазоров и моментов. Уплотнения заменены. Крепёж затянут по моментам. Испытание на стенде выполнено.
Точность установки и контрольные размеры
Установочные размеры и допуски для двигателя BMW E46 2.0L 143 л.с. задокументированы. Контрольные размеры цилиндров, шатунных шеек коленвала, посадочных мест вкладышей и поршневых пальцев указаны в заводской технической документации. Зазор между вкладышем и шатунной шейкой подлежит измерению микрометром и пластиковыми щупами. Радиальное биение коленвала фиксируется индикатором часового типа. Соосность блоков и крышек оценивается индикатором и приспособлением для установки. Торцевой зазор клапанов определяется щупами при собранной головке блока. Смещение поршневых колец относительно замков регламентируется. Монтажные моменты затяжки головки и кривошипа указаны в таблице. Контроль допустимых отклонений производится перед окончательной сборкой.

Обкатка и проверка после ремонта
Обкатка проводится по этапам: прогрев, постепенное увеличение нагрузки, контроль давления масла и температур. Фиксация параметров в отчётной документации.
Режимы обкатки и мониторинг параметров
Обкатка двигателя проводится в несколько этапов с контролем рабочих величин. Первичный этап включает запуск на ступенчатых оборотах с прогревом до рабочей температуры и удержанием в диапазоне 80–95 °C. Последующие этапы предусматривают переменные нагрузки и обороты в диапазоне 1200–3500 об/мин с длительностью каждого интервала 10–20 минут. Параллельно производится регистрация давления масла, температуры охлаждающей жидкости, давления топлива и параметров смеси. Контроль давления масла осуществляется манометром с погрешностью не более 0,1 бар. Измерение температуры производится цифровыми датчиками. Фиксация значений выполняется через журнал учета с шагом записи 1 минута. Анализ графиков выявляет отклонения и определяется корректировка регулировок. Завершающий этап предусматривает ходовые испытания с нагрузкой до 70% номинальной мощности и оценкой утечек и шумов.
Документирование выполненных операций и рекомендации по эксплуатации
Фиксация выполненных операций производится в форме отчета с указанием серии работ, примененных деталей и измеренных параметров. Включение в отчет результатов измерений компрессии и давления масла с указанием единиц измерения. Отметка о примененных допусках и контрольных размерах. Указание серийных номеров использованных комплектующих и данных о их происхождении. Описание проведенной шлифовки и расточки с указанием параметров обработки. Фиксация состояния поверхности каналов и седел клапанов после дефектовки. Включение протоколов испытаний после сборки и во время обкатки.
Рекомендации по эксплуатации оформляются отдельным разделом. Интервал масляных замен указывается числом километров и временем в месяцах. Применение класса и вязкости масла указывается с привязкой к температурному режиму эксплуатации. Обзор допустимых эксплуатационных нагрузок представлен в виде ограничений по оборотам и нагрузке при запуске холодного двигателя. Условия гарантийного обслуживания задокументированы с указанием сроков и объема гарантийных обязательств. Сведения о необходимой диагностике после обкатки включаются в план с указанием контрольных точек и параметров для повторной проверки.