
Оказание ремонта двигателя Brabus Crawler 4.0 V8 битурбо 900 л.с. 2022–н.в.: диагностика‚ оценка состояния‚ планирование работ и документооборот.
Объект работ
Объектом работ является двигатель Brabus Crawler 4.0 V8 битурбо 900 л.с. 2022–н.в. Силовой агрегат с двойной наддувной системой‚ алюминиевым блоком и высоконагруженными коленчатым валом и шатунно-поршневой группой. Включение в объект работ систем впрыска топлива‚ управления газораспределением‚ турбинного наддува‚ масляной и охлаждающей систем предусмотрено. Электронные блоки управления двигателем и вспомогательной электроники рассматриваются как часть объекта. Подлежащие оценке элементы: поршни‚ кольца‚ вкладыши‚ направляющие клапанов‚ седла‚ головка блока‚ прокладки‚ уплотнения. Также предметом контроля являются компрессия в цилиндрах и давление масла в магистралях.
Перечень предоставляемых услуг
Оказание диагностики‚ измерений и ремонта двигателя Brabus Crawler 4.0 V8 битурбо: комплекс работ по оценке и восстановлению работоспособности.
Диагностика двигателя
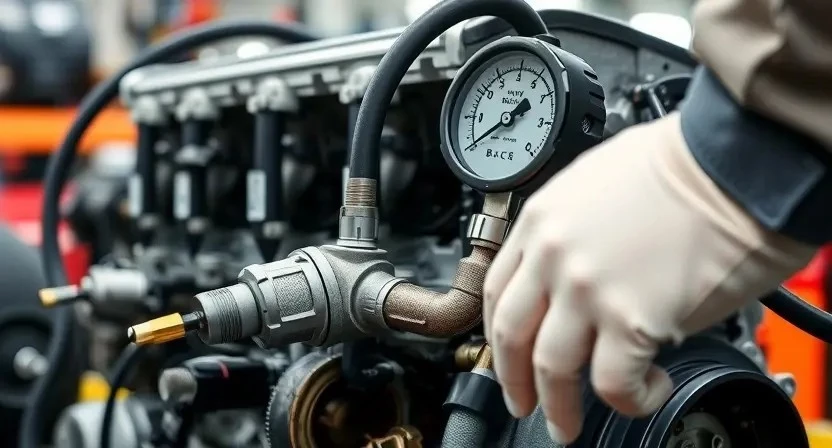
Проведение диагностики двигателя Brabus Crawler 4.0 V8 битурбо 900 л.с. 2022–н.в. включает систематическую проверку параметров работы силового агрегата. Считывание кодов неисправностей выполняется специализированным оборудованием с последующим анализом параметров в реальном времени. Измерение компрессии и давления масла планируется как часть диагностических процедур для определения степени механического износа. Визуальная и инструментальная оценка состояния навесного оборудования и уплотнений проводится до демонтажа узлов. Подготовка диагностической документации с фиксированием параметров и рекомендаций на последующие операции обеспечивается протоколом.

Подготовительные мероприятия
Подготовка рабочего места: наличие подъёмника‚ приспособлений‚ чистых ёмкостей. Подготовка комплектов уплотнений и расходников. Документация оформлена.
Организация рабочего места и инструментов
Определение пространства для работ производится с учётом габаритов двигателя Brabus Crawler 4.0 V8 битурбо 900 л.с. 2022–н.в. Освещённость должна обеспечивать визуальный контроль малых дефектов и маркировок. Пол освобождается от посторонних предметов для минимизации риска повреждений деталей при манипуляциях. Рабочая поверхность должна быть устойчива к нагрузкам массы блока и пресса. Применение стенда рекомендуется для фиксации блока цилиндров. Инструмент маркируется и раскладывается по функциональным наборов: съёмники‚ динамометрические ключи‚ микрометры‚ нутромеры‚ компрессометр‚ манометры давления масла. Контейнеры для крепежа и мелких деталей оснащаются разделителями и маркировкой локаций. Расходные материалы выделяются в отдельную тару с датами ввода в работу. Средства очистки и обезжиривания располагаются в зоне вытяжки. Защитные проставки для поверхностей коленвала и шатунов хранится в другом отсеке. Документация на модель размещается в корпусе рабочего листа для оперативного доступа.
Первичная визуальная оценка состояния
Осмотр внешних повреждений и утечек выполняется визуально. Фиксация дефектов производится фотографированием и внесением в акт приёма двигателя.
Осмотр внешних повреждений и утечек
Визуальная оценка кузовной части двигателя и прилегающих узлов проводится последовательным обходом с документацией выявленного состояния. Осмотр включает оценку корпуса турбин‚ коллектора впуска и выпускного тракта‚ масляных магистралей‚ водяных трубопроводов‚ патрубков радиатора‚ соединений впускного тракта и сальников привода вспомогательных агрегатов. Фиксация трещин‚ вмятин‚ коррозионных поражений‚ следов механического воздействия выполняется фотографированием и занесением в акт осмотра. Утечки фиксируются по месту появления пятен и направлению течения рабочей жидкости. Определение характера утечек проводится по цвету‚ запаху и следам отложений. Регистрация мест подтекания производится с указанием координат относительно основных опорных точек двигателя. Оценка состояния крепежных элементов и уплотнений производится с измерением зазоров и визуальной оценкой деформации. Сведения о выявленных дефектах вносятся в отчет для последующей дефектовки и планирования ремонта.
Электронная диагностика
Считывание кодов ошибок производится специализированным сканером. Анализ параметров двигателя выполняется по логам. Отчет формируется в сервисном протоколе.
Считывание и анализ кодов ошибок
Считывание кодов ошибок проводится с использованием заводского диагностического интерфейса и специализированного ПО‚ обеспечивающего доступ к блокам управления двигателя‚ коробки передач и вспомогательных систем. Полученные коды идентифицируются по стандартной классификации‚ сопровождаемые данными временных меток и параметров запуска. Анализ включает сопоставление кодов с показателями датчиков в момент регистрации‚ оценку повторяемости и условности проявления‚ а также выделение приоритетных неисправностей для дальнейшей проверки.
Формирование отчета производится с указанием кодов‚ интерпретаций‚ параметров записи и рекомендованных контрольных измерений для подтверждения причинно-следственных связей.
Измерение компрессии
Измерение компрессии производится по цилиндрам последовательно. Применение манометра высокого давления. Результаты фиксируются в протоколе.
Методика замера и критерии оценки
Подготовка оборудования и состава измерений производится перед началом процедуры. Двигатель фиксируется в положении для доступа к свечам. Клапаны ставятся в положение‚ исключающее самовращение коленвала. Применение манометра со шкалой до 30 бар и адаптеров‚ совместимых с углублением свечных колодцев‚ регламентируется технической документацией производителя. Замер выполняется при оборотах стартера 300–500 об/мин‚ при отсутствии подсоса воздуха через впускной тракт. Фиксация результата производится в таблице по цилиндрам.
Критерии оценки заданы: разница между цилиндрами не более 1‚0 бар; предельное значение для одного цилиндра менее 8‚0 бар считается отказом; снижение более 20% от паспортного значения классифицируется как значительный износ. Результаты сопоставляются с данными предыдущих замеров и с протоколами давления масла.
Измерение давления масла
Проводится замер давления масла манометром на прогретом двигателе. Фиксация показаний при холостых и рабочих оборотах. Оценка по техническим допускам.
Порядок проведения замеров и допустимые значения
Подготовка рабочего места включает очистку окружающих поверхностей и обеспечение стабильного питания. Подготовка двигателя предусматривает прогрев до рабочей температуры 80–90°С. Для измерения давления масла применяется манометр с диапазоном до 10 бар‚ подключаемый к масляному каналу на шпильке датчика. Замеры выполняются при холостом ходе и при частоте вращения 3000 об/мин; регистрирование значений производится после стабилизации показаний в течение 30 с. Допустимый диапазон давления: холостой ход 0‚8–1‚5 бар; 3000 об/мин 3‚5–5‚5 бар. При наличии отклонений выполняется проверка масляного насоса‚ давления в магистрали и состояния фильтра. Документирование результатов производится с указанием температуры‚ режима и применяемого оборудования.
Снятие двигателя
Демонтаж двигателя производится по этапам: отсоединение коммуникаций‚ снятие навесного оборудования‚ креплений и выведение агрегата из моторного отсека.
Последовательность демонтажа с агрегатов и электрооборудования
Этапы демонтажа двигателя Brabus Crawler 4.0 V8 битурбо 900 л.с. 2022–н.в. описаны с акцентом на сохранность компонентов и целостность электроцепей.
Отключение аккумуляторной батареи производится во избежание короткого замыкания. Отключение силовой проводки и разъёмов выполняется по очереди с маркировкой для последующей сборки. Снятие воздухозаборной системы и интеркулеров проводится для обеспечения доступа к впускной части.
Демонтаж турбокомпрессоров выполняется с промаркировкой линий маслоподачи и охлаждения. Отсоединение топливных магистралей производится с дегазацией системы. Снятие выхлопной системы производится по участкам для минимизации деформаций. Электронные блоки управления изымаются с применением антистатических процедур и упаковки для защиты.
Подвеска двигателя к траверсе осуществляется приспособлением с заданной грузоподъёмностью. Опускание агрегата проводится плавно до снятия с опор. Фиксация снятых узлов на стендах производится для дальнейшей дефектовки.
Разборка узлов и агрегатов
Разборка блока цилиндров и навесного оборудования производится поэтапно. Демонтаж коллекторов‚ помпы‚ турбин и насоса масляного выполняется аккуратно.
Разборка блока цилиндров и навесного оборудования
Освобождение двигателя от навесных агрегатов производится поэтапно. Демонтаж модулей впуска и выпуска выполняется при маркировке и упаковке крепежа. Снятие топливной аппаратуры производится с применением специальных захватов; топливные линии заглушаются. Отсоединение электропроводки производится с фиксацией разъемов и нанесением маркировки. Удаление приводных ремней и шкивов производится при контроле натяжения и состояния подшипников. Снятие генератора и компрессора кондиционирования выполняется при поддержке подъемного приспособления. Демонтаж турбин производится отдельно; патрубки охлаждения и системы смазки изолируются. Блок цилиндров подготовлен к последующей разборке после опорожнения масляной и охлаждающей систем‚ маркировки и создания плана дальнейших операций.
Дефектовка деталей
Производится оценка износа поршней‚ колец‚ вкладышей. Фиксация дефектов. Описание причин поломок и перечень допустимых ремонтов.
Оценка износа поршней‚ колец и вкладышей
Оценка износа поршней‚ колец и вкладышей производится по установленной методике. Визуальная оценка включает осмотр канавок поршней на наличие задиров‚ трещин и следов перегрева. Замеры диаметров поршней и цилиндров выполняются микрометром и нутромером с точностью до 0‚01 мм. Измерение зазоров поршневых колец проводится щупом по заданным посадочным величинам. Вкладыши подвергаются измерению по толщине и износу по плоскости опоры. Степень износа классифицируется по нормативным пределам изготовителя. Результаты фиксируются в отчете с указанием допустимых и фактических параметров для дальнейшего решения о ремонте или замене компонентов.

Контроль геометрии блока и коленвала
Измерение биений‚ овальности и износа поверхностей производится специализированными приборами. Фиксация результатов в акте производства работ.
Измерения биений‚ овальности и износа поверхностей
Проведение контроля геометрии внутренних и наружных цилиндрических и плоских поверхностей с целью определения критических отклонений. Измерения выполняются микрометром‚ индикатором часового типа и внутренним микрометром при температуре камеры‚ близкой к эксплуатационной. Результаты фиксируются в карте дефектов. Отклонения от заводских допусков оцениваются по нормативам производителя Brabus для модели Crawler 4.0 V8 битурбо. Выявленные биения подлежат устранению шлифовкой или балансировкой. Измерение овальности производится по двум взаимно перпендикулярным направлениям; Фиксирование износа поверхности производится в миллиметрах с указанием места и глубины.
Шлифовка коленвала и расточка блока
Шлифовка коленвала производится по измеренным допускам; расточка блока выполняется с контролем биений и соосности; протокол оформляется.
Технологические параметры обработки и допуски
Определение параметров обработки блока цилиндров и коленвала проводится исходя из заводских чертежей Brabus Crawler 4.0 V8 битурбо 900 л.с. 2022–н.в. Контроль глубины шлифовки коленвала в пределах допуска 0‚02–0‚10 мм для шеек после первой и последующих стадий восстановления. Расточка цилиндров выполняется с допуском по диаметру +0‚02 мм к номиналу при гильзовании. Шероховатость зеркала цилиндра Ra не более 0‚4 мкм. Конусность и овальность ограничены 0‚03 мм по длине рабочего хода. Сопряжение шатунных вкладышей и шейки подбирается для масляного зазора 0‚010–0‚035 мм. Контроль биения плоскости постели головки 0‚05 мм. Применение специфицированных абразивов и охлаждающих сред. Документирование результатов после каждой операционной стадии.
Замена поршней‚ колец и вкладышей
Замена поршней выполняется по результатам дефектовки. Подбор комплекта производится по номерам. Монтаж проводится с контролем зазоров и крутящим моментом.
Подбор комплектующих и монтажные зазоры
Подбор комплектующих осуществляется по каталожным номерам и спецификациям производителя Brabus для двигателя Crawler 4.0 V8 битурбо 900 л.с. 2022–н.в. Применение оригинальных поршней‚ поршневых колец‚ вкладышей и болтов коленвала фиксируется в акте комплектации. Подбор сальников и уплотнителей производится по материалу и температурной устойчивости. Зазоры поршень-цилиндр устанавливаются в пределах‚ указанных в технической документации‚ с учетом размера расточки блока и класса поршней. Зазоры шатунных вкладышей соответствуют данным по крутящему моменту и масляному давлению. Монтажные зазоры клапанов задаются по таблице допусков головки блока. Протяжка креплений выполняется по моментам‚ указанным в регламенте. Контроль измерений документируется в протоколе и прилагаемых чек-листах.

Ремонт или замена головки блока цилиндров
Демонтаж головки производится для дефектации. Расточка седел клапанов и притирка рабочих кромок. Замена направляющих и шлифовка седел;
Ремонт каналов‚ клапанов и направляющих
Демонтаж головки блока цилиндров производится с фиксацией положения распределительных валов и маркировкой элементов. Промывание масляных и охлаждающих каналов выполняется с использованием специализированных растворов при регламентном давлении. Впускные и выпускные каналы подвергаются механической очистке и при необходимости шлифовке с сохранением геометрии проходов. Клапаны извлекаются по очереди‚ маркируются и направляются на ультразвуковую очистку. Состояние седел оценивается по плотности прилегания и износу поверхности.
Направляющие клапанов измеряются на радиальный люфт микрометром и калиброванными щупами. Замена направляющих производится при превышении допуска износа‚ запрессовка выполняется с контролем соосности. При восстановлении седел применяется фрезеровка с последующей притиркой клапанов для достижения номинального прилегания. Поверхности клапанов обрабатываются до шероховатости в пределах заводских параметров. Испытание герметичности проводится под давлением масла и компрессии каждого цилиндра. Документирование результатов выполняется в форме акта дефектовки с указанием измерений‚ использованных деталей и применённых операций.
Контрольные измерения после механической обработки
Проведение контрольных измерений после обработки: измерения отверстий‚ цилиндричности‚ биений‚ торцов‚ проверка микрометров и допусков по чертежам.
Проверка соответствия техническим параметрам
Контроль размеров и допусков производится после механической обработки. Замеры диаметра цилиндров‚ овальности и конусности проводятся штангенциркулем и микрометром по каждому цилиндру. Замер биения коленвала выполняется индикатором часовым по опорным шеям. Измерение зазора вкладышей производится пластинометрией. Контроль торца ГБЦ и плоскости блока допускается выполнять щупом и плитой поверочной. Деформация деталей фиксируется протоколом. Сравнение результатов производится с заводскими спецификациями. Оформление результатов в акте контроля.

Сборка двигателя
Сборка двигателя производится по технологической карте. Установка коленвала‚ вкладышей‚ поршней и ГБЦ с соблюдением допусков и моментов затяжки.
Последовательность сборочных операций и момент затяжки
Подготовка к сборке двигателя Brabus Crawler 4.0 V8 битурбо 900 л.с. включает проверку чистоты поверхностей и соответствия деталей указанным размерам. Уплотняющие элементы подлежат замене при обнаружении дефектов. Сборка коленчатого узла производится по этапам: установка вкладышей‚ монтаж шатуна на поршень‚ установка комплекта поршней в цилиндр. Моменты затяжки коленчатых подшипников выполняются по спецификации производителя в несколько этапов с последовательным увеличением усилия. ГБЦ устанавливается с новым прокладочным пакетом. Моменты затяжки головки распределены по фазам и указаны в паспорте агрегата. Момент затяжки крепежных элементов навесного оборудования приведён в ведомости. Контрольный проход измерений крутящего момента выполняется после первичного прогрева агрегата и фиксации параметров.
Установка двигателя в автомобиль
Установка двигателя производится с использованием монтажной траверсы. Подключение систем и креплений выполняется по штатной схеме в цехе.
Подключение систем и проверка креплений
Подключение магистралей производится после окончательной сборки агрегата. Электрические разъемы подсоединяются по маркировке. Топливные шланги подключаются к рампе с контролем натяга. Воздушные тракты соединяются с использованием уплотнений указанного типа. Крепления двигателя фиксируются в соответствии с моментами затяжки‚ указанными в технической документации. Гидравлические линии присоединяются с удалением воздуха из системы. Болтовые соединения проходит контроль на остаточную затяжку. Патрубки ОЖ и масла закрепляются хомутами с регламентированным усилием. Соединения проводки располагаются в защитных гофрах. Вибрационные опоры устанавливаются по посадочным местам. Заводская прокладка уплотнения заменяется при нарушении целостности. Электросистема тестируется под нагрузкой‚ показания фиксируются в протоколе.
Запуск и первоначальная проверка
Запуск двигателя проводится после установки всех подключений. Фиксация параметров: давление масла‚ температура охлаждающей жидкости‚ слуховой контроль работы агрегата.
Процедура прогрева и первичных измерений
Прогрев двигателя выполняется на стенде с контролем параметров. Запуск производится при подключенных датчиках температуры охладителя и масла. Поддержание холостого хода осуществляется до достижения рабочей температуры охлаждающей жидкости 90–95 °C. Фиксация показаний производится через интервал 60 с после стабилизации оборотов. Измерение давления масла выполняется манометром‚ подключенным к масляной магистрали в точке высокого давления. Снятие показаний производится при 1000‚ 2000 и 3000 об/мин. Регистрация компрессии производится пост запуском при прогретом до рабочей температуры двигателе после удаления свечей и закрытия впускных клапанов. Запись результатов производится в акт диагностики.

Обкатка двигателя
Обкатка проводится в нескольких режимах: холостой ход‚ постепенное увеличение нагрузки‚ контроль температуры и давления масла‚ регистрация параметров.
Режимы и параметры обкатки для Brabus Crawler 4.0 V8
Обкатка двигателя проводится для формирования рабочих поверхностей после капитального ремонта. Первичный этап включает холостые обороты при температуре охлаждающей жидкости 60–80 °C в течение 15 минут для проверки герметичности и начальной смазки. Вторичный этап предполагает кратковременные нагрузки с переменной частотой вращения: 1500–3000 об/мин интервалами по 2–3 минуты в течение 40 минут с перерывами на снижение температуры. Третий этап состоит в длительной работе с умеренной нагрузкой: 3000–4500 об/мин в течение 2 часов. Временные интервалы между этапами фиксируются в отчёте. Давление масла контролируется постоянно‚ допустимые колебания не превышают 10% от номинала. Регистрация параметров выполняется посредством стационарных датчиков и регистратора. Завершением процесса считается стабильность масляного давления и температуры в пределах эксплуатационных допусков и отсутствие посторонних шумов при нагрузке.

Отчетность и гарантийные условия
Документирование выполненных работ производится с указанием чек-листа‚ измерений и фотографий. Гарантия выдается на заменённые детали и работу.
Документирование работ и условия гарантии
Формирование отчётной документации производится по завершении диагностических и ремонтных операций. Включение в акт выполненных работ перечня процедур: измерение компрессии‚ измерение давления масла‚ снятие двигателя‚ разборка узлов‚ дефектовка‚ шлифовка коленвала‚ расточка блока‚ замена поршней‚ колец‚ вкладышей‚ ремонт головки блока и последующая обкатка. Приведение в документ параметров до и после ремонта: компрессия по цилиндрам‚ давление масла в режиме прогрева и холостого хода‚ допуски восстановленных поверхностей‚ зазоры шатунов и вкладышей. Отметка о применённых деталях и их сертификации‚ номера комплектов‚ маркировка изготовителя. Фиксация использованных расходных материалов и масел с указанием спецификаций. Описание процедур калибровки систем управления и итоговых диагностических тестов с результатами. Условия гарантии оформляются в отдельном приложении к акту и содержат сроки покрытия‚ перечень работ‚ не подпадающих под гарантийные обязательства‚ требования по эксплуатации после ремонта для сохранения гарантии‚ а также порядок подачи рекламации и формат передачи рекламационных материалов. Документы подлежат хранению в электронной базе с цифровой подписью и архивированием.