

Описание услуг по ремонту двигателя Abarth Pulse 1.3 Turbo Flex 175 л.с. (2022–н.в.). Перечень операций, объём выполняемых работ указан.
Область применения
Документ охватывает мероприятия по ремонту двигателя Abarth Pulse 1.3 Turbo Flex 175 л.с. (2022–н.в.). Диапазон работ включает диагностику электронных и механических систем, измерение компрессии и давления масла, оценку износа узлов, демонтаж силового агрегата с автомобиля, разборку блок-цилиндров и головки, дефектовку деталей, шлифовку коленчатого вала, расточку цилиндров, замену поршней, колец, коренных и шатунных вкладышей, восстановление ГБЦ, сборку с применением технологических смазок, обкатку при установленном режиме, настройку системы управления и оформление результатов испытаний.

Общая информация о двигателе
Характеристика двигателя: 1.3 Turbo Flex, 175 л.с., турбонаддув, непосредственный впрыск. Конструкционная особенность: алюминиевый блок цилиндров.
Технические характеристики и особенности конструкции
Описание двигателя Abarth Pulse 1.3 Turbo Flex 175 л.с. включает основные параметры конструкции и материалы сборки. Рабочий объём цилиндров указан как 1332 см3. Максимальная мощность зафиксирована 175 л.с. при определённых оборотах. Турбонаддув применён с промежуточным охладителем воздуха. Система питания бензиновая с форсунками и электронным управлением впрыском. Блок цилиндров выполнен из алюминиевого сплава. Поршневая группа оснащена маслосъёмными и компрессионными кольцами. Коленчатый вал кованый. ГБЦ многоклапанная с цепным приводом ГРМ.
Предварительные мероприятия перед работой
Освобождение рабочего пространства. Подготовка инструментов и приспособлений; Обеспечение маркировки частей. Контроль наличия расходных материалов.
Организация рабочего места и инструментов
Определение зоны обслуживания для выполнения операций с двигателем Abarth Pulse 1.3 Turbo Flex 175 л.с. (2022–н.в.). Зона должна обеспечивать доступ к подъёмнику, столам для разборки, стойкам для головки блока и балке для снятия двигателя. Расположение оборудования планируется с учётом последовательности операций и минимизации перемещений деталей.
Список инструментов и оборудования формируется по типовым операциям: наборы ключей и головок, динамометр, компрессометр, манометр масла, шаблоны для расточки, приспособления для шлифовки и центровки. Хранение комплектующих производится по маркировке и контейнерам с защитой от загрязнений. Маркировка корпусов, болтов и уплотнений выполняется при разборке. Защитные покрытия и упаковка предназначены для сохранения деталей после дефектовки.
Диагностика состояния двигателя
Проведение комплексной диагностики двигателя Abarth Pulse 1.3 Turbo Flex 175 л.с.: оценка шумов, утечек, параметров подачи топлива и работы турбины.
Проверка параметров электронных систем
Диагностика электронных систем двигателя выполняется с применением специализированного диагностического оборудования. Считывание кодов неисправностей производится через диагностический разъём OBD. Состояние датчиков давления наддува, положения коленвала и распредвала, температуры охлаждающей жидкости, температуры впуска, массового расхода воздуха подлежит регистрации и сравнению с нормативными значениями изготовителя. Установленные значения параметров фиксируются в отчёте. Адаптационные процедуры для топливной системы и положения дросселя выполняются через интерфейс ЭБУ. Ошибки памяти устраняются с последующей повторной регистрацией рабочих параметров.
Оценка состояния узлов и агрегатов
Визуальный осмотр, измерение зазоров и люфтов, оценка износа подшипников и втулок, фиксация дефектов в отчётной форме.
Визуальный и инструментальный осмотр
Осмотр внешних поверхностей двигателя выполняется с целью выявления течей, трещин и механических повреждений. Поверхности очищаются от загрязнений. Крепления и уплотнения осматриваются на предмет деформации и износа. Электрические разъёмы и проводка проверяются на наличие коррозии и обрывов. Рекомендуется применение измерительных инструментов для определения геометрии шин и коллекторов. Выполнение инструментальной проверки включает измерение зазоров клапанов, люфтов валов, состояния натяжителей и ремней. Фиксация выявленных дефектов производится в отчётной документации.

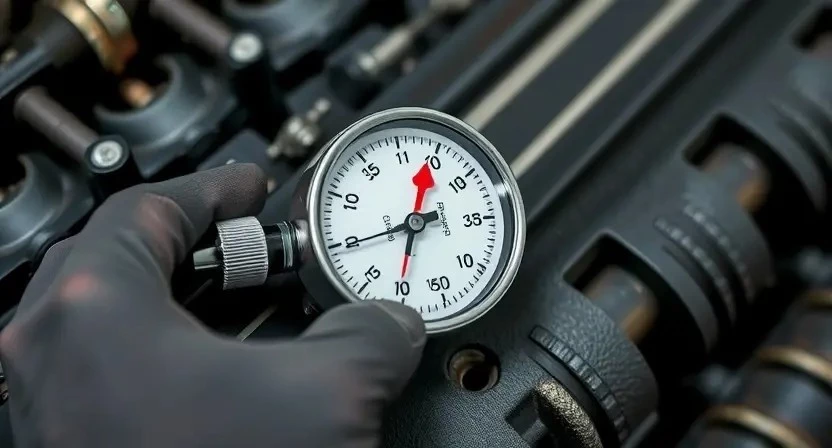
Измерение компрессии
Измерение компрессии производится с использованием манометра высокого давления. Фиксация значений по цилиндрам. Нормы указаны в техкарте.
Порядок выполнения измерений и нормы
Определение компрессии выполняется при прогретом двигателе с отключённой системе впрыска и замкнутыми клапанами. Использование манометра с рабочим диапазоном до 30 бар. Исключение посторонних нагрузок на стартер. Замер проводится по цилиндрам последовательно; фиксирование показаний после стабилизации стрелки. Нормативное давление компрессии в цилиндре для рассматриваемого агрегата устанавливается в диапазоне 10,5–12,0 бар при отклонении между цилиндрами не более 0,5 бар.
Замер давления масла осуществляется при рабочем температурном режиме и минимальных оборотах холостого хода. Подключение манометра через штатный штуцер. Нормативное значение давления при 800 об/мин составляет 1,0–1,5 бар; при 3000 об/мин — 3,0–4,5 бар. Фиксация перепада давления по мере увеличения оборотов. Отклонение от указанных значений является основанием для дальнейшей дефектовки масляной магистрали и проверок масляного насоса, фильтра и подшипниковых зазоров.
Измерение давления масла
Подключение манометра производится к каналу давления. Измерение выполняется на прогретом двигателе при указанных оборотах. Результаты фиксируются;
Методика измерения и интерпретация результатов
Измерение давления масла производится манометром с присоединением к масляной магистрали через резьбовой порт датчика. Выполнение измерений производится при прогретом двигателе до рабочего температурного режима 90–100 °C и при установленной частоте вращения 800–1000 об/мин для холостого хода и 3000 об/мин для оценочной нагрузки. Для определения динамики давления используются замеры при участке запуска, холостом ходе и повышенной нагрузке. Значения фиксируются в таблицу для последующего сравнения с нормативами производителя.
Интерпретация результатов производится по диапазонам: давление в масляной системе ниже нижней границы допускается считать признаком износа масляного насоса, повышенный перепад давления между точками входа и выхода указывает на закупорку масляных каналов или неисправность регулятора давления. Для установления причин низкого давления выполняется измерение биения и контроль за скоростью подачи масла, а также осмотр зазорных каналов. Результаты измерений используются при принятии решения о продолжении разборки и дефектовки.
Принятие решения о необходимости капитального ремонта
Оценка по результатам диагностики: измерения компрессии и давления масла сопоставлены с заводскими допусками. Решение о ремонте оформлено.
Критерии для продолжения разборки
Зафиксированные при диагностике отклонения параметров компрессии в более чем двух цилиндрах от нормативного значения, превышение допустимого разброса давления масла, наличие механических повреждений на видимых деталях, утечки масла из блока или ГБЦ, обнаружение металлической стружки в отфильтрованном масле, зафиксированные посторонние шумы в работе при нагрузке, повторяющиеся коды ошибок ЭБУ, свидетельствующие о критических нарушениях фазы газораспределения или давления наддува. При выявлении сочетания двух и более пунктов продолжение разборки считается обоснованным.
Снятие двигателя с автомобиля
Подготовка автомобиля выполнена. Демонтаж элементов подвески двигателя и систем охлаждения произведён. Подъём двигателя краном осуществлён.
Подготовка к демонтажу и порядок операций
Обеспечение условий для снятия силового агрегата. Остановка двигателя, отключение аккумуляторной батареи, маркировка электрических соединений и магистралей. Дренирование топлива и охлаждающей жидкости с использованием специализированных ёмкостей. Слив моторного масла и утилизация отработанной жидкости по регламенту. Демонтаж воздушного фильтра и впускного коллектора для доступа к двигателю. Снятие навесного оборудования, включая генератор, компрессор кондиционера и рулевую тягу при необходимости. Подготовка подъемного приспособления с паспортными данными и грузоподъёмностью, фиксация двигателя в траверсе. Отключение топливных линий и штуцеров под давлением, применение заглушек для предотвращения попадания загрязнений. Отсоединение электрических разъемов с метками и фотографической фиксацией положения. Снятие выпускной системы от коллекторов. Демонтаж коробки передач при общей разборке для облегчения извлечения блока. Осуществление подъёма двигателя плавно, с контролем момента и угла наклона; размещение на стенде для дальнейшей разборки. Ведение документации по операциям и учёт снятых деталей с указанием состояния и штрих-кодов.
Разборка силового агрегата
Демонтаж компонентов двигательного блока выполнен по этапам. Снятие навесного оборудования, разъединение коммуникаций, маркировка деталей произведена.
Разборка блок-цилиндров и снятие головки
Подготовка к демонтажу двигателя производится путём обезвешивания электропитания и удаления рабочей жидкости. Слив масляной жидкости и охлаждающей жидкости выполняется аккуратно. Снятие вспомогательных агрегатов проводится по очередности, обеспечивающей доступ к креплениям головки. Освобождение трубопроводов и магистралей производится с маркировкой для последующей сборки. Крепёжные элементы головки откручиваются в последовательности, допускающей равномерное снятие нагрузки. Подъём головки осуществляется при помощи подъёмных устройств, исключающих перекосы. Поверхности прилегания очищаются от нагара и уплотнителей. Детали маркируются и упаковываются отдельно. Состояние прокладки фиксируется фотографированием и измерениями профиля плоскости.
Дефектовка компонентов
Оценка деталей производится по размерам и состоянию. Замеры шейки, поршня, вкладыша, канавок и трещин. Выявление несоответствий нормам.
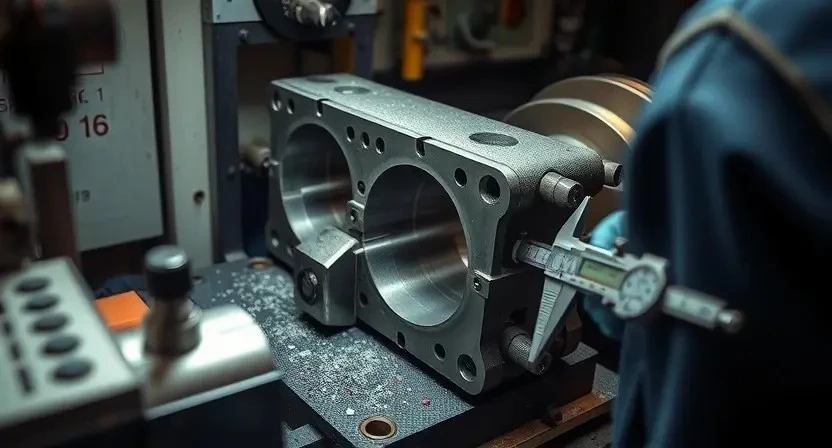
Контроль размеров и выявление износа
Визуальный осмотр поверхностей проводится до инструментальных замеров. Геометрия шатунов, коленвала и шатунных шей проводится микрометром и нутромером. Измерение диаметров цилиндров выполняется индикатором и хонинг-конусом для выявления овальности и конусности. Контроль зазоров между вкладышами и шейками производится щупами. Замер износа поршней и канавок для колец производится нутромером и микрометром. Измерение биения коленвала выполняется индикатором часового типа на опорах. Толщины стенок головки определяются ультразвуковым методом. Результаты заносятся в протокол с указанием допусков производителя и фактических величин. При превышении допусков отмечается необходимость восстановления или замены компонента.
Шлифовка коленчатого вала
Шлифовка выполняется на станке с контролем биения и круглости. Обработка выполняется по заданным допускам, документирование результата обязательно.
Точность обработки и допуски
Задача определения предельных размеров и допусков на шлифовку коленчатого вала, расточку блока цилиндров и посадку вкладышей оформлена документально. Указать конкретные значения посадочных диаметров и радиальных зазоров для деталей двигательной установки Abarth Pulse 1.3 Turbo Flex 175 л.с. (2022–н.в.). Обработке подлежат поверхности шейки коленвала с точностью до 0,01 мм. Для расточки цилиндров предусмотреть коничность не более 0,02 мм на длину рабочей поверхности. Контроль круглости и соосности выполнять приборным методом. Контроль шероховатости поверхности проводить по параметру Ra; предельное значение Ra для шейки коленвала 0,4 мкм. Подбор вкладышей по зазору производить с учётом натяга шатунных болтов и рекомендуемых толщин прокладок.
Расточка блок-цилиндров
Расточка выполняется по заданным допускам. Контроль цилиндров проводится по форме и соосности. Применение оправок и охлаждения предусмотрено.
Технологические параметры и контроль геометрии
Определение размеров цилиндров и допустимых износов проработка производилась по заводским допускам. Контроль круглости и конусности выполнялся измерителем внутр. диаметра с точностью до 0,01 мм. Измерение биения плоскости блока осуществлялось плитой с индикатором часового типа; предельное биение задано 0,05 мм. Контроль соосности шатунных постелей производился индикатором в оправке; предельное значение 0,03 мм. Проверка овальности поршневой выполнялась нутромером; допустимое отклонение 0,06 мм.
Фиксация результатов оформлялась в протоколе измерений. При обнаружении превышений размеров прописывались операции ⎼ расточка, хонингование, шлифовка. Применение ремонтных размеров указывалось по каталогу производителя. Запись о применённых допусках вносилась в отчётную документацию.
Замена поршней и колец
Подбор комплектов по коду двигателя. Замена поршней и колец производится по результатам дефектовки. Применение новых уплотнительных прокладок.
Подбор и установка комплектующих
Подбор комплектующих основан на идентификационных данных двигателя и параметрах из технической документации производителя. Применение оригинальных деталей допускается при подтверждении сопоставимости по размерам и материалам. При выборе поршней учитываются диаметр цилиндра, степень сжатия и конструктивные особенности поршневой группы. Вкладыши подбираются по заводскому коду и по замерам шатунных и коренных шеек после шлифовки. Кольца подбираются по толщине и зазору в канавке. Головка блока заменяется при обнаружении деформации, трещин или недопустимого износа седел клапанов. Установке предшествует очистка поверхностей и замер плоскостности. Момент затяжки болтов указывается в таблице технологии сборки. Применение герметиков и смазочных материалов производится согласно регламенту. Контроль точности посадок выполняется измерительными инструментами перед окончательной сборкой.
Замена вкладышей коренных и шатунных
Демонтаж элементов производится. Подбор вкладышей по допускам. Измерение зазоров. Установка новых вкладышей с заданными моментами.
Контроль за зазором и посадками
Измерение зазоров вкладышей и шатунных шеек производится микрометрическим инструментом и щупами в определённых точках. Снятие контрольных размеров выполняется при чистых деталях и стабильной температуре. Сопротивление вращению при сборке определяется динамометрическим ключом и прецизионным калибром. Соответствие посадок оценивается по таблице допусков производителя. При отклонении от допусков фиксирование результатов в акте дефектовки и определение метода восстановления: шлифовка, шлифование, проточка, подбор ремонтных вкладышей. Применение ремонтных размеров и граничных значений производится строго по технической документации и заводским спецификациям.
Работы с головкой блока цилиндров
Демонтаж головки. Контроль плоскости и трещин ультразвуком. Замеры седел клапанов. Шлифовка, заменa направляющих, сборка с новыми прокладками;
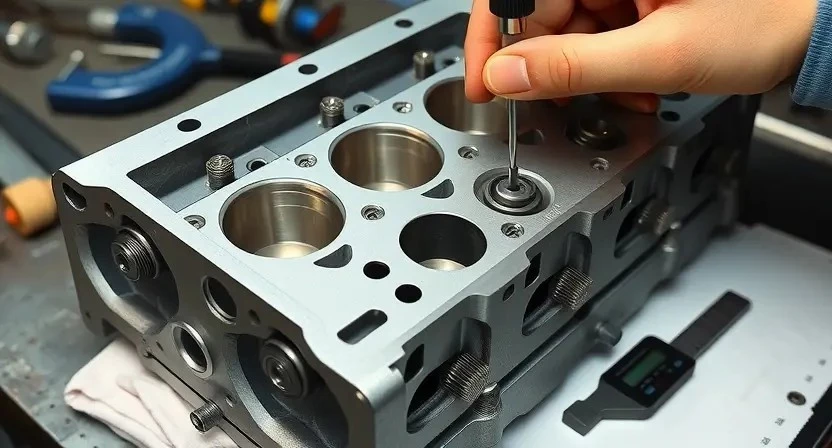
Ремонт клапанного механизма и замер плоскости
Демонтаж компонентов газораспределительного механизма производится для доступа к направляющим, тарелкам и седлам клапанов. Очистка поверхности головки блока цилиндров выполняется с применением неагрессивных растворителей и мягкой щетки. Замер плоскости головки производится щупом и линейкой с поверкой клинового зазора; зафиксированная величина деформации сравнена с паспортными допусками. Измерение зазоров в направляющих выполняется микрометрией; по полученным значениям определяется износ. Замена направляющих и направляющих втулок производится при превышении предела износа. Шлифовка седел проводиться специализированным инструментом до восстановления герметичности сопряжения. Контроль посадки клапанов осуществляется по углу и натягу. Заполнение отчёта о выполненных операциях производится с указанием измеренных величин и применённых деталей.
Сборка двигателя и технологические операции
Сборка выполнена по технологической карте. Контроль моментов затяжки, применение смазки при установке, проверка колец на подвижность после монтажа.
Порядок сборки и применение смазки при установке
Сборка двигателя производится в цеховых условиях с контролем чистоты и температуры. Установочные поверхности очищены от загрязнений и обезжирены. Подшипниковые вкладыши ориентированы по маркировке. Контактные поверхности штифтов и канавок смазаны пластичной смазкой на литиевой основе в объёме, указанном в технической карте; Резьбовые соединения обработаны антифрикционным составом с указанным коэффициентом трения. Шайбы и болтовые соединения затянуты в нескольких этапах по моментам и порядку, приведённым в регламенте. Р амки зазоров проверены измерительными приборами. Прокладки установлены новым комплектом. Смазка распределена по масляным канавкам перед первой прокруткой.
Обкатка двигателя после ремонта
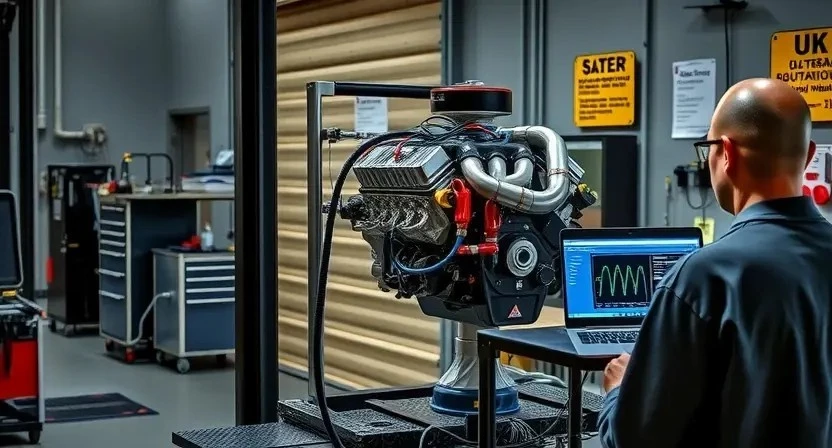
Обкатка производится поэтапно: прогрев, холостые обороты, увеличенные нагрузки, контроль параметров, замеры давления и масла после пробега.
Режимы обкатки и контроль параметров
Обкатка двигателя проводится после завершения сборочных операций. Прессмасло и систему смазки прогреть до рабочей температуры на холостом ходу с последовательным увеличением оборотов до средних значений. Интервалы нагрузки распределяются по этапам: первичная адаптация на минимальных оборотах, фазовая нагрузка при 40-60% от номинала, окончательная нагрузка близка к номинальному режиму. Контроль давления масла осуществляется манометром на линии подачи; допустимые отклонения фиксируются в ведомости. Измерение температуры охлаждающей жидкости осуществляется термодатчиком; значения регистрируются. Усиление вибраций и посторонние шумы подлежат немедленной фиксации. Адаптация управления производится через диагностическое оборудование с записью параметров. Параметры плотно документируются в отчётной форме.
Настройка системы управления и холостого хода
Настройка ЭБУ производится для восстановления параметров подачи топлива и управления турбиной. Калибровка датчиков выполняется после обкатки.
Калибровка датчиков и адаптация ЭБУ
Калибровка сенсоров выполняется после сборки и предварительного пуска двигателя. Исправность датчиков кислорода, массового расхода воздуха, давления наддува и температуры регламентирована. Подключение диагностического оборудования производится к разъему OBD. Считывание кодов неисправностей и сохранённых параметров выполняется во избежание искажения адаптационных карт. Сброс адаптаций допускается при замене компонентов, при этом сохраняется архив параметров. Процедура адаптации включает установку базовых значений угла опережения зажигания, топливных коррекций и холостого хода. Параметры записываются в контроллер после достижения стабильных рабочих режимов. Контроль производится через логирование параметров в реальном времени. Регистрация выполненных операций фиксируется в отчёте с указанием версии ПО и прошивки ЭБУ.
Контроль качества и сдача работы
Проведение приёмочных испытаний на стенде и в реальном режиме. Фиксация параметров в отчёте. Выдача акта выполненных работ и гарантийных условий.
Проверочные испытания и оформление результатов
Проведение контрольного запуска двигателя производится после завершения сборки и первичной смазки узлов. Испытание проводится на стенде или при установленном агрегате в технологическом секторе. Фиксация параметров выполняется через диагностический интерфейс с регистрацией оборотов, давления масла, температуры охлаждающей жидкости и давления наддува. Отработанные режимы включают холостой ход, ступенчатую нагрузку и прогрессивное увеличение оборотов до эксплуатационного максимума. Испытания регламентируются по времени и по отдельным циклам. Статистика записывается в формате протокола с указанием даты, номера заказа, замеров и допусков. Отклонения от нормативов документируются с указанием предполагаемой причины и перечня рекомендованных мероприятий по устранению. Результаты сопровождаются подписанными актами приемки и архивируются в информационной системе для последующего анализа.