

Предоставление услуги по ремонту двигателя Acura RLX 3.5 V6 310 л.с. включает диагностику, измерения компрессии и давления масла.
Объект работ
Двигатель Acura RLX 3.5 V6 310 л.с. 2014–2020. Описание состояния, сведения о модификации и комплектации. Серийные номера фиксируются.
Идентификация двигателя
Идентификация производится по заводскому номеру на блоке цилиндров и по шильду двигателя. Внешняя маркировка включает код модели, объем и индекс исполнения. Серийный номер фиксируется в отчете о приеме. Визуальная сверка шильда с данными VIN выполняется перед проведением диагностических процедур. Электронная идентификация производится путем считывания параметров блока управления двигателем и сравнения с заводскими эталонами. Протоколирование найденных соответствий и расхождений вносится в карту работ. Отсутствие маркировки требует дополнительной сверки по чертежам и каталогам производителя.
Цели услуги
Определение технического состояния двигателя, выявление неисправностей, оценка ресурса деталей, обоснование объема ремонтных работ.
Диагностика и оценка состояния
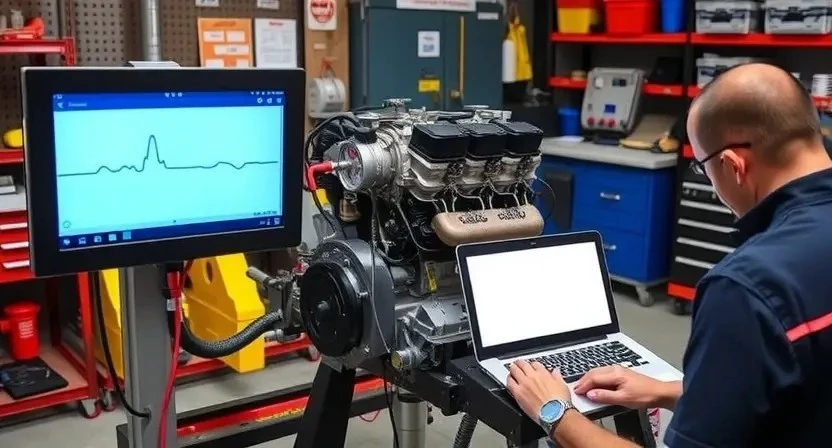
Проведение комплексной диагностики двигателя Acura RLX 3.5 V6 310 л.с. включает последовательные проверки узлов и систем. Считывание кодов ошибок выполняется специализированным сканером с фиксацией параметров работы в диапазонах оборотов и нагрузок. Давление масла измеряется для определения гидравлического состояния. Компрессия цилиндров замеряется поршневыми измерителями при заданных условиях. Визуальный осмотр поверхностей и соединений производится с целью обнаружения утечек и механических дефектов. Анализ результатов соотнесён с эталонными параметрами изготовителя. Документирование замеров и выводов производится в отчётной форме для определения объёма ремонтных работ.
Подготовка к приему автомобиля
Прием автомобиля сопровождается фиксацией VIN, пробега, состояния топлива и электросети. Оформление документов производится до начала работ.
Фиксация технических данных
Идентификация автомобиля и двигателя производится по VIN и маркировке блока. Регистрация эксплуатационных параметров выполняется при приеме: пробег, история обслуживания, замеченные неисправности. Состояние масла фиксируется по цвету, запаху и уровню. Температура охлаждающей жидкости и давление в системе отмечаются. Замеры компрессии и давления масла вносятся в протокол с указанием цилиндра и времени измерения. Электронные параметры считываются через диагностический разъем и сохраняются в отчете в цифровом формате. Серийные номера снятых компонентов указываются. Протокол подписывается исполнителем и датируется.

Визуальный осмотр и предварительная диагностика
Осмотр корпуса и навесных деталей. Фиксация следов утечек. Оценка состояния ремней, шлангов, креплений. Фотопротокол составлен.
Оценка внешнего состояния агрегата
Визуальный осмотр двигателя выполнен по регламентированной форме. Оценка поверхности блока цилиндров и головки выполнена с фиксацией коррозии, трещин, следов перегрева и механических повреждений. Осмотр крышек распредвалов и масляного поддона выполнен с регистрацией деформаций и течей. Состояние сальников и прокладок зафиксировано по наличию масляных подтёков; Рулевые и навесные элементы осмотрены на предмет люфтов и деформаций. Состояние крепежных элементов зарегистрировано по наличию износа резьбы и повреждений головок болтов. Результаты внесены в акт.
Электронная диагностика
Считывание кодов ошибок выполняется специализированным сканером. Параметры работы двигателя фиксируются. Адаптации и обнуления проводятся при необходимости.
Считывание кодов ошибок и параметров работы
Подключение диагностического оборудования к интерфейсу OBD-II производится с использованием заводских протоколов. Считывание жестких и текущих кодов ошибок выполняеться с регистрацией идентификаторов DTC, временных меток и условий появления. Параметры работы двигателя считываются в режиме реального времени: обороты коленвала, положение датчика распределительного вала, угол опережения впрыска, давление топлива, температура охлаждающей жидкости, показания лямбда-зондов, состояние фаз газораспределения. Регистрация данных производится с частотой, обеспечивающей детектирование пиков. Анализ кодов ошибок выполняется сопоставлением с таблицами производителя. Расшифровка параметров производится с указанием предельно допустимых значений и превышений. Формирование отчета включает перечень кодов, графики параметров и рекомендованные дальнейшие измерения.
Измерение компрессии
Измерение компрессии проводится инструментом с манометром. Цилиндры опорожняются от топлива и задаётся порядок измерений по спецификации.
Методика проведения измерений
Подготовка двигателя к измерениям производится демонтажем необходимых элементов для доступа к свечам и масляным линиям. Снятие компонентов выполняется с маркировкой и фиксацией положения распределительных валов. Для измерения компрессии применяется компрессометр с манометром точностью не ниже 0,5 бар. Для получения сопоставимых значений бензиновый насос отключается, дроссель открыт, стартер вращается до стабилизации показаний. Для измерения давления масла используется манометр с адаптером в масляной магистрали или адаптер в отверстии датчика давления. Измерения выполняются при прогретом до рабочей температуры двигателе, с фиксированием оборотов холостого хода и с учетом температуры масла. Фиксация результатов производится в журнале с указанием времени и условий испытаний.
Анализ результатов компрессии
Анализ результатов компрессии проводиться по разбросу показаний и восстановлению потерь. Отклонения фиксируются и классифицируются по степени;
Критерии оценки состояния цилиндров
Оценка цилиндров производится по результатам измерений компрессии и визуального осмотра. Принятие решения основывается на сравнении показателей с заводскими допусками. Степень износа определяется по падению компрессии в процентах относительно среднего значения по ряду цилиндров и по разнице между соседними цилиндрами. Установленный порог неравномерности компрессии составляет 10% для серии цилиндров. Зафиксированная утечка через клапаны или кольца оценивается по снижению давления в ходе холостого и рабочего прогара. Отклонение давления масла при прогреве учитывается для подтверждения износа маслосъемных колец и цилиндропоршневой группы. Поверхностные дефекты гильз и задиров регистрируются по методу эндоскопии и микрометрии. Измерение овальности и конусности цилиндров производится после расточки с применением индикаторов и нутромеров. Пределы восстановительных работ устанавливаются на основе полученных величин износа и технико-экономического анализа.

Измерение давления масла
Замер давления масла производится манометром на холодном и прогретом двигателе. Фиксация показаний выполняется на холостых оборотах и при повышенной нагрузке.
Методика и контрольные параметры
Проведение измерения давления масла и контрольных параметров производится с применением манометра класса точности не ниже 1.6. Испытания выполняются при рабочей температуре двигателя 80–95 °C. Давление на холостом ходу должно составлять 0,8–1,2 бар. При частоте 3000 об/мин давление должно находиться в диапазоне 3,0–4,0 бар. Перед началом измерений выполняется промывка масляной магистрали и замена фильтра при необходимости. Для снятия показаний использовать гибкий наконечник с высокотемпературным уплотнением. Регистрация данных производится в журнале с указанием температуры, оборотов и серийного номера датчика. При отклонении от нормы производится проверка масляного насоса, редукционного клапана и масляных каналов блока.
Оценка результатов давления масла
Анализ показателей давления масла выполнен по эталонным значениям. Отклонения зафиксированы. Источники падения давления идентифицированы.
Определение источников падения давления
Идентификация причины снижения давления масла производится по последовательности объективных измерений и проверок. Контроль давления производится манометром с привязкой к рабочим оборотам и температуре масла. Сопротивление маслопроводов определяется измерением перепада давления на штуцерах и фильтре. Состояние масляного фильтра оценивается по степени засорения и деформации корпуса. Насос проверяется на производительность при стендовых испытаниях. Герметичность корпуса и уплотнений проверяется методом гидроиспытания. Износ вкладышей оценивается по зазорам и следам задиров. Клапан перепуска масла анализируется по плавности срабатывания и величине регулировочного усилия. Давление в поддоне контролируется по уровню и аэрированию. Выявленные дефекты сопоставляются с эталонными параметрами для определения приоритетов ремонта.
Решение о демонтаже двигателя
Принятие решения основывается на результатах измерений компрессии и давления масла; Демонтаж назначается при превышении допустимых отклонений.
Критерии перехода к разборке
Перечень условий, при которых производится демонтаж двигателя, сформирован на основании измерений и визуальных данных. Давление масла в системе зафиксировано ниже контрольного уровня более чем на 20% при рабочем режиме. Компрессия по цилиндрам имеет разброс, превышающий допустимый предел 15% от среднего значения, либо отдельные цилиндры показывают снижение более чем на 25% от номинала. Обнаружены металлосодержащие включения в масле при лабораторном анализе фильтрации. Заметна потеря поршневых колец, задиры на стенках цилиндров, трещины или деформация в головке блока. Электронные коды ошибок указывают на механические повреждения, несовместимые с текущей эксплуатацией; Воспламенение смешано с детонацией, зафиксирована повышенная выдержка температуры в блоке. Принятие решения о разборке производится после документирования всех параметров и утверждения перечня необходимых восстановительных операций.
Снятие двигателя и агрегатов
Демонтаж двигателя производится с отключением электрики, сливом жидкостей и маркировкой коммуникаций. Крепления снимаются по очереди.
Последовательность демонтажа
Отсоединение вспомогательных систем выполняется в первой очереди: аккумуляторная батарея обесточивается, топливная магистраль отключается, системы охлаждения опорожняются. Снятие навесных агрегатов производится по этапам: генератор, компрессор кондиционирования, насос гидроусилителя. Снятие воздухозаборной системы и электрокомпонентов проводится до доступа к головке блока. Демонтаж головки и выпускного коллектора осуществляется после отсоединения топливной рампы и форсунок. Сборка креплений двигателя к раме и подрамнику ослабляется перед отсоединением трубопроводов. Подъем двигателя производится с применением траверсы и двигательного подъемника. Фиксация агрегата на подставке выполняется для транспортировки к рабочему месту.

Разборка двигателя
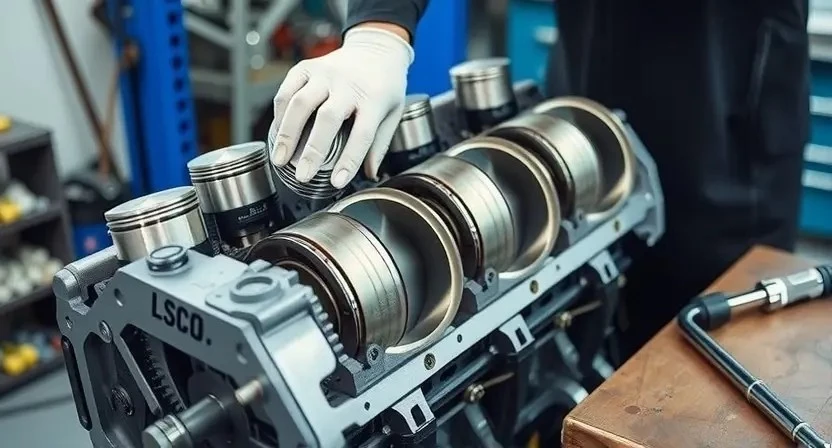
Демонтаж компонентов производится по узлам. Части маркируются. Подшипники, шатуны и поршни изымаются для последующей дефектовки.
Фиксация и маркировка деталей
Фиксация деталей выполняется для сохранения взаимного расположения сборочных единиц при последующей сборке. Маркировка производится на каждой паре сопряжённых элементов с использованием устойчивых к маслами и растворителям этикеток или лазерной гравировки. Нумерация компонентов должна соответствовать разработанной схеме последовательности разборки. Для шатуна и крышки подшипника указывается сторона установки и направление вращения. Поршни маркируются по цилиндрам и по ориентации относительно рисок на юбке. Клапанные механизмы получают метки по положению относительно головки и коллектора. Болты креплений классифицируются по длине, диаметру и шагу резьбы. Сторонность привода и расположение шестерён обозначаются. Детали подлежат упаковке в пронумерованные контейнеры с перечнем вложения. Формирование отчётной ведомости производится с перечислением маркировочных обозначений и состояния компонентов при снятии. Контроль соответствия маркировки проводится перед началом очистки и дефектовки.

Дефектовка узлов и деталей
Производится осмотр компонентов на износ, трещины и деформации. Измерения размеров фиксируются. Протокол составляется с выводами.
Методы выявления износа и повреждений
Визуальная оценка поверхностей и сопряжений проводится с использованием осветительных приборов и оптических увеличительных средств для обнаружения трещин, задиров, коррозии и следов перегрева. Контрастирование поверхности выполняется для выявления микротрещин. Неразрушающий контроль применяется магнитопорошковым и капиллярным методами при проверке блоков и головок. Геометрические параметры подлежат измерению микрометрами и нутромерами для определения износа посадочных мест и цилиндров. Шероховатость замеряется профилометром. Свободный люфт шатунных и коренных шеек фиксируется индикатором часового типа. Испытания давления выполняются герметичностью камер и масляной системы с использованием манометра и вакуум-насоса. Химический анализ смазочных отложений применяется для выявления примесей металла. Контроль посадочных поверхностей поршней и колец производится измерением зазоров щупами и калибрами. Сопоставление полученных значений с нормативами производится для определения необходимости восстановления или замены деталей.
Шлифовка и расточка коленвала
Шлифовка выполняется до восстановления геометрии шеек. Расточка производится по размерным рядам. Контроль биения и шлифовки обязательный.
Технологические допуски и контроль
Установление технологических параметров производится по заводской документации для двигателя Acura RLX 3.5 V6 310 л.с. Основные размеры и допуски блоков, шатунов и коленвала фиксируются в метрологическом листе. Применение ремонтных размеров производится при износе за пределами номинала. Контроль валов выполняется по биении и конусности с использованием индикаторов и микрометров. Зазоры вкладышей фиксируются измерением диаметра шейки и толщины вкладыша. Применение чистовых операций допускается при соблюдении предельных шероховатостей. Контроль прилегания ГБЦ производится по плоскостности шлифовальной плитой и щупом. Регламент измерений и протоколы заносятся в отчетную документацию для каждой операции.
Расточка блока цилиндров
Расточка выполняется по технологической карте. Контроль диаметра и овальности проводится микрометром. Допуск после обработки указан в документации.
Параметры обработки и допуски
Расточка цилиндров производится с применением контрольных размеров, устанавливаемых по заводской документации. Обеспечение концентричности гнезд цилиндров достигается обработкой с допустимым биением не более 0.03 мм. Шлифовка коленчатого вала осуществляется по диаметрам шеек с допуском на износ до 0.02 мм при стандартной ремонтной размерности; при переходе на ремонтный размер допускается обработка до +0.25 мм от номинала. Контрольная поверхность ГБЦ обрабатывается с удалением не более 0.10 мм для восстановления плоскостности. Посадочные поверхности под вкладыши проверяются на круглость и биение; требуемый зазор вкладыш-вал устанавливается в пределах 0.020–0.040 мм для шатунных и 0.015–0.030 мм для коренных. Замер поршней по диаметру должен соответствовать выбранной ремонтной группе с допуском 0.01 мм. Монтажные зазоры колец и канавок контролируются; зазор компрессионных колец в цилиндре после установки в горячем состоянии должен составлять 0.25–0.50 мм для каждого кольца в зависимости от диаметра. При обработке рекомендуется применение притирочных паст и измерительных инструментов калиброванного типа, оборудование должно иметь сертификат поверки.
Замена поршней и поршневых колец
Подбор поршней по размеру. Монтаж колец с контролем зазоров. Смазка поршневых поверхностей. Притирка канавок и проверка посадки.
Подбор размеров и монтаж
Определение размеров поршней и колец выполняется по измеренным диаметрам цилиндров и степени износа. Замер диаметра производится с помощью микрометра и внутреннего индикатора. Подбор поршней осуществляется по каталожным номерам и допускам производителя. При подборе колец учитываются размеры канавок и зазоры между торцами колец. Подбор вкладышей основывается на замерах шатунных и коренных шеек коленвала. Монтажные операции выполняются в чистой зоне. Поверхности деталей обезжириваются. Смазка сборочных мест производится моторным маслом по спецификации. Установочные зазоры фиксируются измерительными щупами. Моменты затяжки болтов указываются в документации производителя и соблюдаются при сборке. Контроль взаимосвязанности размеров проводится после сборки на стенде.
Замена вкладышей коренных и шатунных
Демонтаж коленвала производится. Подбор вкладышей по коду. Контроль масляных зазоров выполняется микрометром и щупом. Сборка по моментам.
Контроль за зазорами и посадками
Измерение радиальных и осевых зазоров производится по каждому коренному и шатунному вкладышу с применением микрометра и щупа. Замер биения шейки коленвала фиксируется индикатором часового типа при установке на опорную плоскость постели. Контроль за посадкой вкладышей выполняется путем замены на калиброванные изделия и измерения радиальных зазоров в горячем и холодном состояниях. Измеренная величина сравнивается с заводским допуском. При выявлении отклонений документируется превышение и определяется необходимость хонингования или подборного ремонта. Монтажные поверхности подвергаются очистке и обезжириванию перед измерением. Результаты записываются в бланк дефектовки для дальнейшей обработки.

Ремонт или замена головки блока цилиндров
Диагностика ГБЦ проводилась. Принятие решения о шлифовке или замене основывалось на измерениях плоскости, трещин и износа седел клапанов.
Шлифовка поверхности и проверка трещин
Подготовка поверхности головки блока цилиндров к шлифовке производится очисткой от нагара и коррозии. Контроль плоскостности выполняется прибором с погрешностью до 0,01 мм на длине измерения. Шлифование выполняется на станке с регулировкой глубины снятия металла; предельный съём не должен превышать заводской нормы. После шлифовки обдирочная обработка исключается. Контроль шероховатости проводится по параметру Ra с пределом допуска, указанным в технической документации. Диагностика дефектов осуществляется методом магнитопорошкового или капиллярного контроля; фиксация обнаруженных трещин оформляется в виде протокола с указанием координат и размеров. При выявлении трещин принимается решение о замене или ремонте с использованием сварки и последующей термообработки, при этом документируется применение восстановительных технологий и подтверждающие измерения.
Сборка двигателя
Сборка производится по этапам: установка коленвала, шатунов, поршней, вкладышей, обтяжка болтов по моментам и контроль утечек масла.
Последовательность операций и контрольные моменты
Определение порядка операций производится на основании предварительной диагностики и данных по компрессии и давлению масла. Демонтаж двигателя планируется с фиксацией положения агрегатов и маркировкой креплений. После снятия проводится промывка внешних поверхностей и консервирование открытых каналов. Разборка выполняется с поэтапной фиксацией деталей и занесением параметров износа в отчет. Дефектовка осуществляется с применением измерительных приборов и сравнением с заводскими допусками. Шлифовка коленвала и расточка блока проводятся с контролем биений и размеров по калибрам. Подбор поршней и колец производится по замерам цилиндров. Монтаж вкладышей сопровождается проверкой масляных зазоров. Шлифовка плоскости головки и проверка на трещины выполняются ультразвуком или окрашиванием. Сборка проводится с соблюдением моментных характеристик и установкой новых уплотнений. Обкатка двигателя осуществляется по регламентированному режиму с последовательной проверкой параметров давления и компрессии, измеряемых через установленные интервалы времени. Завершающая проверка включает проверку герметичности, корректность моментов затяжки и соответствие рабочих параметров паспортным значениям.
Обкатка и пусконаладочные работы
Обкатка двигателя проводится по регламенту: постепенно увеличивать нагрузку, контролировать температуру, давление масла и коррекцию топливоподачи.
Режимы обкатки и контрольные проверки
Обкатка двигателя производится в несколько этапов с контролем параметров. Первичный прогрев выполняется до рабочей температуры при низких оборотах холостого хода. Затем обеспечивается серия коротких нагрузочных циклов с постепенным повышением оборотов до средних значений. После этого назначается режим длительной работы на средних оборотах для стабилизации масляной пленки. Параллельно производится контроль давления масла и температуры охлаждающей жидкости. Фиксация параметров выполняется через бортовую систему и внешние приборы. Наблюдение за утечками топлива и СО проводится весь период.
Финальная проверка и выдача отчета
Проведение итоговой проверки двигателя выполнено. Выпущен подробный отчёт с измерениями, перечнем замен и рекомендацией по обкатке.
Документирование выполненных работ и измерений
Оформление отчета производится в структурированном виде. В карточке работ фиксировать наименование операции, код процедуры, применяемые детали и материалы, серийные номера замененных компонентов. Измерения компрессии и давления масла вносить в таблицу с указанием канала цилиндра, значения в бар и кПа, точности измерительного прибора, температуры стенок двигателя и пробега автомобиля на момент снятия показаний. Фотодокументация сохраняться в архиве с привязкой к позиции отчета. Протоколы электронной диагностики прикладываться в формате, обеспечивающем проверку параметров по временным меткам. Подписи ответственных сотрудников проставляться в зоне контроля качества.