

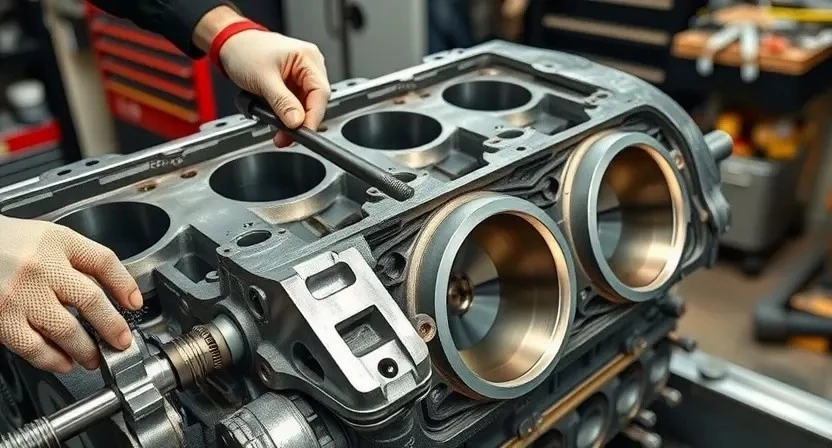
Описание услуги: диагностика и комплексный ремонт двигателя Acura RDX 2․0 VTEC Turbo 272 л․с․ (2019–н․в․)․ Перечень операций представлен далее․
Цель документа
Определение цели выполнения работ по ремонту двигателя Acura RDX 2․0 VTEC Turbo 272 л․с․ (2019–н․в․)․ Цель документа состоит в формализации объема диагностических и ремонтных операций‚ установлении последовательности процедур‚ критериев приемки и контрольных параметров‚ обеспечивающих восстановление работоспособности силового агрегата до проектных показателей․ В документе фиксируются требования к измерениям компрессии и давления масла‚ порядок демонтажа и маркировки узлов при снятии двигателя‚ методики дефектовки и оценки годности блоков‚ шатунов и коленвала․ Также определяются параметры обработки блока при шлифовке и расточке‚ критерии подбора поршней и колец‚ требования к замене вкладышей‚ контроль за зазорами при установке коленвала и посадке вкладышей․ Фиксация операций по восстановлению головки блока цилиндров‚ в т․ч․ проверка трещин‚ шлифовка седел клапанов и сборка клапанного механизма․ Установление этапов сборки двигателя‚ очередности операций и методов контрольной затяжки крепежа․ Отдельным разделом регламентируются режимы обкатки после ремонта и перечень контрольных измерений в процессе первоначальной эксплуатации‚ а также содержание итогового акта выполненных работ и условия гарантийного обслуживания․

Область применения
Обслуживание ограничено модели Acura RDX 2․0 VTEC Turbo 272 л․с․ 2019–н․в․ Работы по двигателю: диагностика‚ ремонт и восстановление узлов․
Модель транспортного средства и период выпуска
Определение модели: Acura RDX с бензиновым турбированным двигателем 2․0 VTEC Turbo мощностью 272 л․с․ Тип кузова соответствует кроссоверу среднего класса․ Выпуск транспортного средства указан как период 2019–н․в․ Информация о модификациях подлежит сверке по VIN․ Оригинальная комплектация двигателя включает систему турбонаддува‚ непосредственный впрыск топлива‚ фазовращатели распределительных валов․ Серийные номера агрегата и кода двигателя фиксируются при приёме в ремонт․ Регистрационные данные и история обслуживания вносится в карточку ремонта․ Ограничения по годности компонентов зависят от пробега и режима эксплуатации․
Перечень работ
Перечисление операций: диагностика‚ оценка состояния‚ измерение компрессии‚ измерение давления масла‚ снятие‚ разборка‚ дефектовка‚ шлифовка․
Охват операций по ремонту силового агрегата
Диагностика состояния двигателя производится посредством комплексного набора измерений: измерение компрессии в цилиндрах‚ измерение давления масла при разных режимах оборотов‚ оценка герметичности впускной и выпускной систем․ Оценка состояния включает контроль люфтов распределительных валов‚ износа направляющих клапанов‚ состояния цепи или ремня привода ГРМ и состояния турбокомпрессора․ Снятие двигателя с автомобиля осуществляется с предварительной маркировкой жгутов и магистралей․ Разборка производится по этапам с фиксацией дефектов и фотографической документацией․ Дефектовка компонентов выполняется на стенде контроля размеров и твердости․ Шлифовка и расточка блока выполняются с соблюдением технологических допусков․ Замена поршней‚ вкладышей и колец производится с подбором по ремонтным размерам․ Восстановление ГБЦ включает проверку трещин‚ правку плоскости и шлифовку седел клапанов․ Сборка двигателя проводится по установленной очередности с контролем моментов затяжки․ Обкатка двигателя и настройка параметров управления производятся с регистрацией рабочих параметров и заключением по результатам измерений․
Требования к диагностике
Диагностика выполняется с применением калиброванных приборов․ Протоколирование измерений и фиксация отклонений проводятся в журнале обслуживания․
Общая последовательность диагностических мероприятий
Начальная фиксация параметров: запись идентификационных данных двигателя и регистрация пробега․ Предварительная визуальная оценка состояния наружных элементов и соединений․ Подключение диагностического оборудования для считывания кодов неисправностей и параметров по шине данных․
Измерение компрессии и давление масла выполняются с использованием сертифицированных приборов․ Снятие параметров холостого хода и анализ сигнала датчиков производится при прогретом двигателе․ При выявлении отклонений производится расширенная проверка систем смазки и системы турбонаддува․
Дефектовка базируется на сопоставлении полученных значений с нормативами изготовителя․ Составление протокола диагностических результатов и рекомендаций к ремонту․ Маркировка отмеченных узлов для последующей разборки․

Подготовка к диагностике
Оборудование размещено․ Электросеть стабилизирована․ Инструменты подготовлены․ Топливо слито․ Доступ к моторному отсеку обеспечен․
Необходимое оборудование и инструменты
Перечень оборудования для ремонта двигателя Acura RDX 2․0 VTEC Turbo 272 л․с․ (2019–н․в․)․ Комплект измерительных приборов: манометр для замера давления масла с адаптерами под резьбы производителя; компрессометр с набором наконечников для бензиновых турбомоторов; цифровой осциллограф для анализа сигналов датчиков и форсунок․ Подъемное оборудование: гидравлический кран с грузоподъемностью‚ соответствующей массе агрегата; моторная тележка с фиксацией․ Инструментальная оснастка: набор динамометрических ключей с диапазоном моментов‚ набор торцевых головок и удлинителей‚ съемники шкивов и подшипников‚ направляющие для поршневых колец‚ калибры и щупы для контроля зазоров‚ микрометр и индикатор часового типа для замеров коленвала и шатунов․ Слесарная часть: набор прецизионных оправок‚ универсальные и специальные приспособления для фиксации ГБЦ‚ приспособления для расточки и шлифовки‚ станок или договор на услуги расточки блока‚ стенд для обкатки после сборки и стенд для проверки компрессора турбины․ Защитное оборудование и расходные материалы: гидравлические домкраты‚ подставки‚ крышки и прокладки‚ герметики‚ смазочные материалы‚ очищающие составы и фильтрующие элементы‚ бумажные и тканевые салфетки для промывки деталей․
Визуальный осмотр и проверка ходовых параметров
Осмотр внешних соединений и уплотнений․ Фиксация подтёков․ Регистрация необычных шумов при холостом ходе․ Снятие кодов ошибок производится․
Оценка герметичности и внешних признаков износа
Визуальный осмотр корпуса двигателя выполняется на наличие масляных подтёков вокруг крышек и прокладок․ Осмотр направляющих клапанов производится на износ и следы масляного копчения․ Оценка прокладок проводится по упругости и равномерности прилегания․ Крепёжные элементы осматриваются на деформацию и коррозию․ Контроль свечных колодцев включает поиск продуктов сгорания вне камеры․ Осмотр фотоловушкой выполняется для труднодоступных участков․ Испытание дымогенератором применяется для обнаружения утечек системы впуска и впуска наддува․ Результаты фиксируются в акте с указанием мест и степени дефектов‚ с присвоением категории годности для каждого узла․

Измерение компрессии
Измерение компрессии производится компрессометром․ Порядок: снять свечи‚ установить адекватное давление запуска‚ шесть замеров подряд‚ фиксирование показаний․
Техника измерения и критерии оценки результатов
Измерение компрессии выполняется манометрическим методом с применением поршневого компрессометра‚ подключаемого к чистому свечному отверстию․ Стартовое положение коленчатого вала устанавливается по метке․ Прокачивание производится стартером при закрытых впускных и выпускных каналах; число оборотов фиксируется․ Значение компрессии фиксируется для каждого цилиндра; отклонение более 15% от среднего считается дефектом․ Измерение давления масла производится манометром высокого давления‚ подключаемым к штуцеру масляного канала после прогрева двигателя до рабочей температуры․ Контрольные значения: холостой ход 0‚8-1‚2 бар‚ 3000 об/мин 3‚0-4‚5 бар․ Зафиксированные отклонения подвергаются анализу на предмет износа масляного насоса‚ износа вкладышей или закупорки масляных каналов․
Измерение давления масла
Измерение производится манометром через штатный штуцер․ Значения фиксируются при холостом ходе и на номинальных оборотах․ Отклонения документируются․
Методика измерений и допустимые значения
Измерение давления масла выполняется манометром со шкалой до 10 бар‚ подключение производится к порту датчика давления или к масляной магистрали через адаптер․ Прогрев двигателя до рабочей температуры производится до стабильного значения температуры охлаждающей жидкости‚ фиксирование показаний осуществляется на холостом ходу и при частичных оборотах․ Нормативы для холостого хода составляют 0‚8-1‚5 бар․ При 2000 об/мин давление должно находиться в пределах 2‚5-4‚0 бар․ Рассогласование более 0‚5 бар между цилиндрами рассматривается как отклонение․
Измерение компрессии производится компрессометром с манометром до 25 бар․ Перед измерением производится удаление свечей и открытие дроссельной заслонки․ Показания снимаются при прокрутке стартером до стабилизации стрелки․ Нормативный диапазон пикового давления на цилиндр составляет 12-15 бар для бензинового с наддувом․ Разница между цилиндрами более 1‚0 бар рассматривается как признак неисправности․ Давление удержания после трех оборотов менее 0‚5 бар снижения указывает на утечку в системе клапанов или распределителя топлива․
Снятие двигателя с автомобиля
Операция включает отключение коммуникаций‚ демонтаж навесного оборудования‚ креплений и подъем агрегата․ Маркировка деталей осуществляется․
Последовательность демонтажа и маркировка деталей
Фиксация состояния узлов производится до начала демонтажа․ Фотофиксация крепежных соединений и схем расположения проводки выполняется с целью последующей сборки․ Отсоединение периферии производится по этапам: питание‚ топливная магистраль‚ охлаждение‚ выхлопная система‚ управляющие линии․ Подвесные опоры двигателя освобождаются последними при снятом трансмиссионном соединении․ Маркировка элементов корпуса и навесного оборудования производится с кодировкой позиции и стороны установки․ Болты и шайбы укладываются в секции с указанием номера гнезда и момента затяжки․ Комплектующие с признаками износа выделяются в отдельную группу для дефектовки․ Для блоков цилиндров и головки блока цилиндров выполняется нумерация по цилиндрам․ Места соединений с уплотнениями промаркированы с указанием типа прокладки и ориентации․ Хранимые детали помещаются на маркированные поддоны с датой демонтажа и идентификатором операции․

Разборка двигателя
Демонтаж узлов производится по этапам․ Маркировка компонентов проводится․ Фиксация дефектов в протоколе выполняется․ Упаковка деталей предусмотрена․
Порядок разделения агрегата и фиксация дефектов
Демонтаж узлов выполняется по этапам․ Снятие навесного оборудования производится до освобождения головки блока․ Отсоединение магистралей и электропроводки производится с маркировкой соединений․ Слив рабочих жидкостей производится в комплектную тару с регистрацией объема и состояния․ Разборка корпуса проводится на стенде с фиксацией положения деталей и моментных меток․ Сборочные элементы маркируются по номерам цилиндров и ориентации․ Поверхности проверяются на трещины визуальным методом и ультразвуком‚ дефекты фотографируются и описываются в акте․ Измерения геометрии выполняются микрометром и индикатором‚ результаты вносились в протокол․ Контроль износа колец и поршней производится на калиброванных шаблонах; изношенные позиции вычёркиваются из реестра․ Отчёт оформляется с указанием найденных повреждений‚ размерных отклонений и предложенных операций по восстановлению․
Дефектовка компонентов
Оценка деталей производится по измерениям и визуальным признакам․ Фиксация изъянов․ Классификация годности․ Протокол создаётся с указанием параметров․
Критерии годности блоков‚ шатунов и коленвала
Блок цилиндров подлежит пригодности при отсутствии трещин и деформаций․ Контроль плоскостности выполняется с линейкой и щупом; зазор допускается до 0․05 мм на длине 300 мм․ Износ цилиндров оценивается по замеру диаметров и конусности; предельный износ не должен превышать 0․2 мм от заводского номинала․ Шатуны оцениваются по прямолинейности и износу шеек; люфт в соединениях допускается в пределах изготовительных допусков․ Коленчатый вал подлежит годности при отсутствии задиров‚ трещин и пластической деформации․ Контроль опор проводится измерением биения и круглости шеек; предельное биение на опоре 0․05 мм․ Проверка на усталостные дефекты выполняется магнитопорошковым или ультразвуковым методом․ Замена производится при превышении допусков или при наличии дефектов‚ влияющих на работоспособность агрегата․
Оценка головки блока цилиндров (ГБЦ)
Проведение визуального осмотра ГБЦ․ Испытание на трещины методом окраски и давление․ Замер плоскостности и проверка направляющих клапанов․
Проверка трещин‚ плоскостности и состояния направляющих
Визуальный контроль ГБЦ проводится при полном снятии компонентов․ Осмотр поверхности головки производится на наличие трещин в зонах камер сгорания и между направляющими․ Ультразвуковое или магнитопорошковое обследование применяется для выявления скрытых дефектов․ Плоскостность рабочей поверхности измеряется щупом и индикатором часового типа по периметру и диагоналям․ Измеренные отклонения фиксируются в протоколе․ Направляющие клапанов подвергаются измерению внутреннего диаметра микрометром и измерителем отверстий․ Износ сравнивается с заводскими допусками․ Замену направляющих документировать в акте ремонта․
Шлифовка и расточка блока цилиндров
Расточка выполняется по замерам износа․ Шлифовка выполняется с контролем овальности и конусности․ Допуски соблюдаются по технической карте․
Параметры обработки и допуски после расточки
После расточки цилиндров задаются окончательные размеры посадочных поверхностей․ Диаметры цилиндров фиксируются с точностью до 0‚01 мм․ Конусность не должна превышать 0‚03 мм на весь ход поршня․ Эксцентриситет допускается до 0‚02 мм․ Шероховатость внутренней поверхности определяется Ra 0‚4–0‚8 мкм в зависимости от типа поршневых колец․ Допуск на овальность цилиндра после обработки ограничивается 0‚02 мм․ При расточке указывается необходимость дозакалки поверхности для сохранения геометрии․ Контроль размеров проводится измерительными щупами и микрометрами; протокол измерений сохраняется в документе ремонта․
Выбор и замена поршней
Подбор по диаметру и компоновке․ Замена производится после дефектовки․ Контроль за зазорами выполняется перед сборкой․ Запрессовка палецов документируется․
Подбор по размерам‚ материалам и компоновке
Подбор поршней производится по внутреннему диаметру цилиндров после расточки с учетом финального диаметра․ Подборная таблица используется для определения посадочного класса и посадочного диаметра․ Подбор материалов допускает применение алюминиевых сплавов с жаропрочным покрытием и термостабильных колец с хромированием․ Подбор колец выполняется по наружному диаметру поршня и шагу канавок․ Подбор вкладышей осуществляется по диаметру шеек коленвала и зазору посадки․ Подбор шатуна производится по длине и радиусу пальца․ Компоновка поршневого узла согласуется с зазором в цилиндре и геометрией камеры сгорания․ Проверка соответствия размеров фиксируется в отчете․
Замена вкладышей и коленвала
Замена вкладышей производится по результатам дефектовки․ Контроль радиальных зазоров осуществляется микрометром и пластинчатым щупом перед монтажом коленвала․
Контроль за зазорами и методы установки вкладышей
Измерение осевого и радиального зазора вкладышей выполняется микрометром и щупом․ Применение калиброванных щупов и микрометра для снятия замеров допускается․ Для определения масляного зазора производится измерение внутреннего диаметра шатунной шейки коленвала и толщины вкладыша․ Сопоставление измерений с заводскими допусками производится по таблице параметров․ Выбор вкладышей по размерной группе выполняется на основании полученных данных․ Посадка вкладышей в крышки и блок производится с контролем совпадения меток․ Применение смазки на рабочие поверхности вкладышей оправдано для предотвращения сухого трения при первичном запуске․ Регулировка осевого люфта производится подбором уплотнительных прокладок или использованием вкладышей с требуемой толщиной․ Запрессовка фиксация вкладышей допускается только при соблюдении параллельности опорных поверхностей․
Установка поршневых колец
Установка колец производится по маркировке․ Измерение зазора будущей посадки․ Смазка рабочих поверхностей․ Проверка совпадения канавок․
Технология посадки и проверка зазоров
Посадка колец и поршней выполняется по размерам‚ указанным в технической документации․ Подбор поршневых колец осуществляется по внутреннему диаметру цилиндра и допуску после расточки․ Предварительная очистка канавок производится растворителем и щеткой со сменной насадкой․ Контроль торцевого зазора колец производится в цилиндре при установке без хонинга․ Замер зазора кольца в канавке выполняется щупом после установки кольца в направляющую․ Проверка радиального зазора пальца производится микрометром и внутренним микрометром втулки․ Посадка шатунных вкладышей осуществляется с подбором по толщине для обеспечения рабочей величины масляного зазора․ Контроль зазора вкладыша в шатунной крышке выполняется динамометрическим ключом после предварительной смазки поверхности вкладыша маслом двигателя․ Запрессовка поршневого пальца допускается только при использовании оправки соответствующего диаметра․ Порядок сборки предусматривает последовательное измерение каждого узла и фиксацию результатов в акте дефектовки․
Восстановление и установка ГБЦ
Дефектовка ГБЦ выполнена․ Снятие седел выполнено․ Шлифовка поверхности произведена․ Установка прокладки обеспечена согласно допускам завода․
Шлифовка седел клапанов и сборка клапанного механизма
Шлифовка седел клапанов производится с применением оправок и абразивных головок с контролем углового профиля․ Применение вращательного шлифовального инструмента с дискретной абразивностью обеспечивает восстановление прилегания без излишней материаловой потери․ Замер ширины рабочей поверхности седла и глубины врезания выполняется до и после обработки․ Снятие заусенцев и удаление нагарных отложений выполняется химической и механической обработкой в технологической последовательности․ Контроль угла седла осуществляется шаблоном или цифровыми индикаторами․
Сборка клапанного механизма производится после чистовой промывки деталей․ Направляющие подлежат измерению по посадочным отверстиям; притирка клапанов производится с применением паст разной зернистости и фиксацией раскрытия седла․ Установка пружин и фиксаторов производится в сборочном приспособлении с контролем длины свободного хода и усилия прогиба․ Регулировка клапанных зазоров выполняется в соответствии с заводскими допусками при температуре‚ заданной технологической картой․ Завершающий контроль достигается измерением проходного давления и динамической симметрии работы механизма при прокрутке коленчатого вала․

Сборка двигателя
Сборка производится по этапам: установка вкладышей‚ монтаж коленвала‚ установка поршней с кольцами‚ монтаж ГБЦ‚ затяжка в заданной последовательности․
Очередность операций и контрольная затяжка крепежа
Определение последовательности сборки двигателя проводится на основании схем завода-изготовителя и параметров ремонта․ Выполнение операций разделено на этапы: установка коленвала‚ монтаж шатунно-поршневой группы‚ монтаж блока цилиндров и ГБЦ‚ установка вспомогательных агрегатов․ Контроль затяжки болтов производится в несколько этапов с применением динамометрического ключа и порядком‚ указанным в регламенте․ Затяжка выполняется по стадиям: первичная равномерная‚ промежуточная с увеличением момента‚ окончательная с моментом‚ указанным в спецификации․ Применение моментных значений фиксируется в отчёте․

Обкатка и первоначальная эксплуатация
Обкатка проводится по этапам: постепенный набор оборотов‚ контроль давления масла и температуры‚ замер компрессии после 200 км пробега․
Параметры обкаточного режима и регламент контролей
Обкатка двигателя проводится в три этапа: холостой ход‚ легкая нагрузка‚ переходная нагрузка․ Холостой ход выполняется при рабочих температурах охлаждающей жидкости и масла до установленных значений․ Продолжительность первого этапа определяется удержанием стабильного давления масла и температуры в течение заданного времени․
На втором этапе предпочтительна плавная подача нагрузки с равномерным приростом оборотов․ Давление масла контролируется через штатный датчик и манометр; допустимые отклонения фиксируются в протоколе․ На третьем этапе производится кратковременное увеличение нагрузки до рабочих нагрузок при контролируемом интервале времени․ Периодичность замера компрессии и анализа дымности выносится в регламент; результаты заносятся в акт и сравниваются с паспортными величинами․ Запись расхода масла ведется с шагом пробега 100 км до достижения проектного ресурса обкатки․
Финальная проверка и настройка
Окончательная проверка включает калибровку ЭБУ‚ регулировку угла опережения зажигания‚ стендовые замеры давления масла и контроль вибраций․
Диагностика электронных систем и регулировка параметров
Проверка модулей управления двигателем производится с применением заводского диагностического оборудования․ Считывание кодов неисправностей выполняется до начала регулировок․ Актуализация данных ЭБУ производится через интерфейс OBD-II с протоколами‚ совместимыми с моделью․ Калибровка форсунок и топливной системы выполняется по эталонным параметрам давления и времени впрыска․ Регулировка угла опережения зажигания и параметров турбонаддува проводится посредством программного адаптирования карт․ Обновление прошивки выполняется при подтвержденной несовместимости․ Контроль после регулировок проводится путем записи новых параметров и регистрации рабочих циклов двигателя в лог-файлы․
Отчетность и гарантийные условия
Составление акта выполненных работ‚ фиксация заменённых позиций и параметров․ Гарантия на работы и запчасти указывается в акте и счёт-фактуре․
Содержание итогового акта работ и условия гарантии
Перечень выполненных операций должен быть представлен в акте работ с детальным перечислением: диагностика‚ измерения компрессии‚ измерения давления масла‚ снятие двигателя‚ разборка‚ дефектовка‚ шлифовка‚ расточка‚ подбор и замена поршней‚ замена вкладышей‚ установка колец‚ восстановление и установка головки блока цилиндров‚ обкатка‚ настройка․ Для каждой операции указывать применённые параметры‚ инструментальные методы и измеренные значения․
Отчёт должен содержать перечень применённых запасных частей с заводскими номерами и маркировкой состояния деталей до и после ремонта․ Регистрировать серийные номера блока и ГБЦ․ Отмечать использованные допуски и окончательные зазоры по шатунам и вкладышам․ Указывать методику контроля после сборки и параметры пусконаладочного режима․
Гарантийные условия формулировать письменно․ Указывать гарантийный срок по выполненным операциям отдельно для работ и отдельно для установленных деталей․ Указывать ограничения гарантии: эксплуатация при нарушении регламента‚ использование некачественного топлива‚ установка несертифицированных компонентов‚ изменения в системе наддува и электронике исключают гарантийные обязательства․ Условие по предъявлению претензии: предоставление акта работ и подтверждающих документов на расходные материалы․ Включение фотофиксации дефектов и контрольных измерений в состав обязательной документации․