

Документ описывает спектр услуг по ремонту двигателя Abarth 500 1․4 T-Jet 165 л․с․ (2008–н․в․)․ Перечисление операций и границы ответственности․
Область применения и назначение документа
Документ предназначен для регламентации работ‚ связанных с диагностикой и техническим обслуживанием двигателя Abarth 500 1․4 T-Jet 165 л․с․ (2008–н․в․)․ Описание охватывает перечень операций‚ используемые методы и границы ответственности при выполнении диагностики‚ измерений и ремонтных вмешательств․ Применение документа распространяется на этапы приёма автомобиля‚ регистрация работ и фиксирование исходных данных‚ а также на этапы измерительной диагностики‚ включая определение компрессии и значения давления масла․ Описание включает требования к маркировке снятых агрегатов‚ методику демонтажа с учётом последовательности операций и требований безопасности․ Документ регламентирует последовательность разборки узлов‚ методы дефектовки деталей и критерии для принятия решения о восстановлении или замене компонентов․ Описание содержит перечень контрольных операций при сборке и проведении обкатки после ремонта‚ а также требования к оформлению отчётной документации‚ включающей перечень выполненных операций‚ использованные детали и заключение о пригодности двигателя к дальнейшей эксплуатации․

Технические характеристики двигателя
Объект: 1․4 T-Jet 165 л․с․ Указать рабочий объём 1368 см3‚ мощность 165 л․с․‚ крутящий момент 230 Н·м‚ система впрыска бензин․
Общие параметры и модификации 1․4 T-Jet 165 л․с․
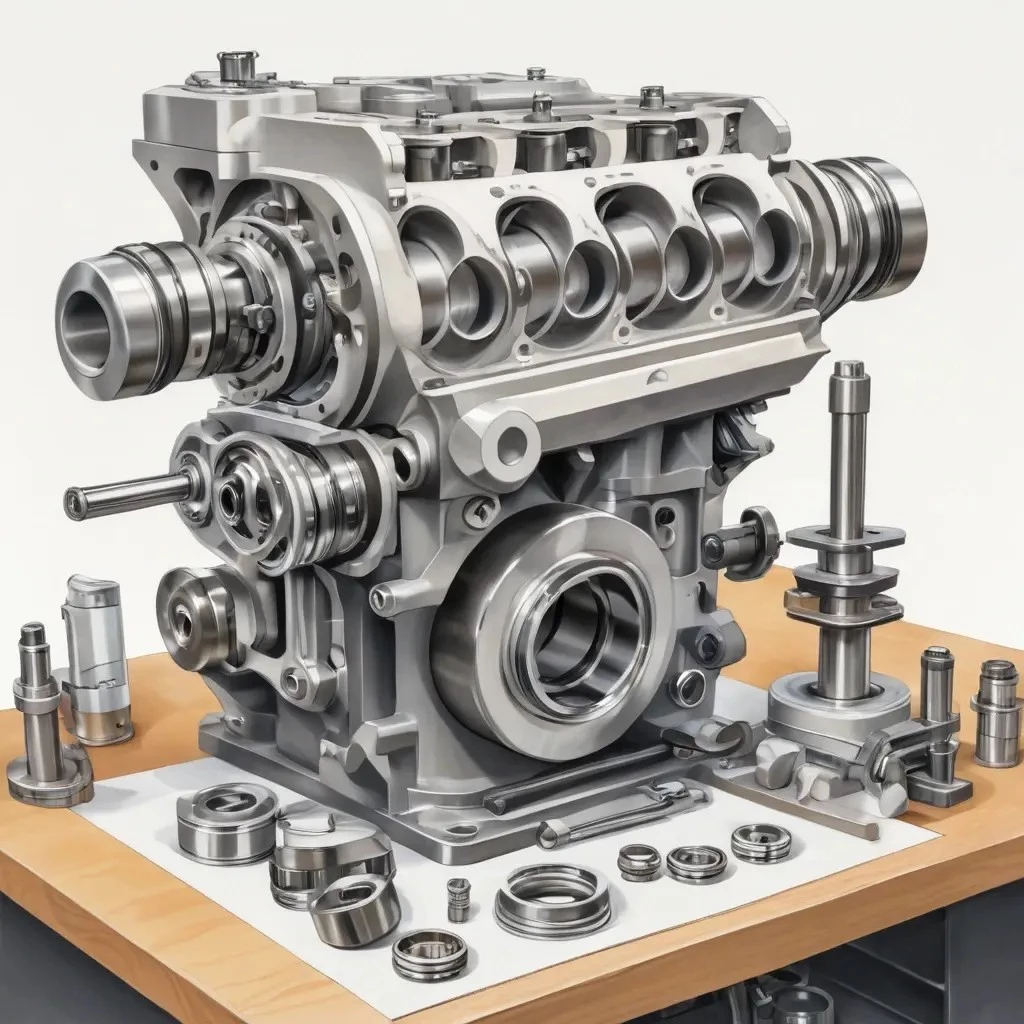
Указаны технические данные бензинового двигателя 1․4 T-Jet 165 л․с․‚ применявшегося на Abarth 500 с 2008 года․ Рабочий объём 1368 см3․ Конфигурация рядная четырехцилиндровая․ Система наддува: турбокомпрессор малой инерции с промежуточным охладителем․ Механизм газораспределения: ременной привод ГРМ с двухвальными головкой‚ четыре клапана на цилиндр․ Максимальная мощность 165 л․с․ при номинальных оборотах․ Крутящий момент заявлен на диапазоне оборотов; значение зависит от модификации и года выпуска․ Топливная система: непосредственный впрыск и дополнительные элементы впрыска в коллекторе допускаются в отдельных версиях․ Материалы блока: чугунный или алюминиевый сплав в зависимости от партии производства․ Конфигурации поршневой группы различаются по диаметру и шагу компрессионных колец в соответствии с заводскими спецификациями․
Подготовка рабочего места
Организация зоны ремонта: установка подъемника‚ освещения‚ приточной вентиляции․ Размещение инструментов по видам․ Оформление чистой поверхности․
Перечень инструментов и оснастки
Перечень включает стационарное оборудование и ручной инструмент‚ необходимый для выполнения полного комплекса операций на двигателе Abarth 500 1․4 T-Jet 165 л․с․ Оборудование для диагностики: стенд для измерения компрессии‚ манометр для измерения давления масла с адаптерами к резьбовым соединениям двигателя‚ сканер для считывания кодов ошибок и параметров работы блока управления двигателем․
Подъёмно-слесарное оснащение: гидравлический подъёмник с грузоподъёмностью‚ соответствующей массе агрегата‚ моторный кран с цепным креплением и траверсой‚ стойки поддержания рамы․ Ручной инструмент: набор торцевых головок метрического ряда‚ динамометрический ключ с диапазоном моментов затяжки‚ набор отвёрток‚ пассатижи‚ съёмники шкивов и подшипников; Специальные приспособления: фиксаторы распределительного вала‚ оправки для установки поршневых колец‚ направляющие втулки для вкладышей‚ приспособления для расточки и шлифовки блока и головки․ Контрольно-измерительные приборы: микрометр‚ нутромер‚ щупы для замера зазоров‚ индикатор часового типа для проверки биений; калиброванные щупы для контроля зазоров коленчатого и распределительного валов․ Рабочие жидкости и материалы: герметики‚ чистящие средства на основе растворителей‚ смазки для сборки‚ антифрикционные пасты‚ упаковки уплотнителей и прокладок по каталогу․ Хранение и маркировка компонентов: набор этикеток‚ контейнеры с разделителями‚ маркеры для обозначения очередности сборки․ Защитное оборудование и средства безопасности: перчатки‚ защитные очки‚ напольные ограждения для рабочей зоны‚ система вытяжной вентиляции при проведении шлифовальных работ․
Приём автомобиля и регистрация работ
Приём оформляется документально․ Внесение данных автомобиля‚ пробега‚ VIN․ Указать выявленные дефекты․ Сформировать заказ-наряд․
Фиксация данных и оформление заказ-наряда
Фиксация идентификационной информации автомобиля производится с указанием VIN‚ модификации двигателя‚ года выпуска и пробега․ Регистрация заявленных неисправностей оформляется кратким перечислением симптомов и условий их появления․ Диагностические замеры вносятся в журнал с указанием даты‚ времени‚ применяемого оборудования и паспорта прибора․ Описание визуальных дефектов оформляется списком с указанием места обнаружения и степени повреждения․ Предварительная калькуляция затрат формируется по позициям запчастей‚ работ и срокам выполнения․ Согласование сметы оформляется отметкой и подписью уполномоченного лица․ Номер заказ-наряда присваивается автоматически и указывается на всех документах․ История работ привязывается к заказ-наряду посредством электронного архива․

Диагностика состояния двигателя
Визуальный осмотр выполнен․ Электронная диагностика проведена․ Суммарные данные зафиксированы․ Расшифровка неисправностей подготовлена․
Порядок проведения визуального осмотра и инструментальной проверки
Визуальный осмотр выполняется с целью выявления внешних повреждений корпуса‚ следов течи масла‚ охлаждающей жидкости и признаков коррозии․ Осмотр включает проверку поверхности блока цилиндров‚ коллектора впуска‚ выпускной системы и навесных агрегатов․ Фиксация дефектов производиться в журнале с указанием места и характера повреждения․
Инструментальная проверка предусматривает измерение компрессии по цилиндрам‚ фиксирование разброса значений и сравнение с нормативами․ Измерение давления масла выполняется манометром через адаптер масляного фильтра или датчик давления; Электрические цепи контролируются омметром и сканером для считывания кодов ошибок․ Результаты испытаний вносятся в отчёт с указанием параметров‚ даты и идентификаторов оборудования․
Измерение компрессии
Проведение измерения компрессии при холодном двигателе․ Подготовка манометра‚ последовательное снятие свечей‚ фиксация показаний по цилиндрам․
Методика проведения и интерпретация результатов
Подготовка двигательной установки к измерению компрессии производится с обеспечением нормального уровня топлива и отключением систем впрыска и зажигания․ Отсоединение свечей зажигания и подсоединение манометра к каждому цилиндру выполняется с последовательной фиксацией показаний при прокрутке стартером до достижения стабильной величины․ Значение компрессии сравнивается с заводскими характеристиками для 1․4 T-Jet 165 л․с․; отклонение более 15% от среднего значения рассматривается как критическое․ Для измерения давления масла производится подсоединение к магистрали датчика давления или использование гибкого манометра через отверстие датчика․ Давление фиксируется на холостом ходу и при 3000 об/мин․ Интерпретация результатов предусматривает сопоставление с паспортными параметрами: низкие значения при оборотах указывают на износ маслосъёмных колец или канавок колец; резкое падение при повышенных оборотах указывает на неисправность масляного насоса или засорение масляных каналов․ Значения давления масла ниже допусков для конкретного режима эксплуатации квалифицируются как основание для проведения разборки и дефектовки блока цилиндров и смежных узлов․ Протокол измерений оформляется с указанием температуры масла и двигателя‚ применённого оборудования и времени проведения замера․
Измерение давления масла
Подключение манометра производится к масляному каналу․ Снятие показаний выполняется при холодном и рабочем температурном режимах․ Интерпретация по таблице․
Последовательность действий и допустимые значения
Опись операций по измерению давления масла выполнена в последовательности‚ предусматривающей подготовку двигателя к испытанию‚ подключение манометра к масляной магистрали‚ прогрев до рабочей температуры 90°C и фиксацию показаний при холостом ходе и на оборотах 3000 об/мин․ Допустимое давление при холостом ходе должно составлять 0‚7-1‚0 бар․ При 3000 об/мин давление должно находиться в пределах 3‚0-4‚5 бар․ Отклонение более чем на 15% от указанных значений считается признаком износа масляного насоса или засорения каналов․
Запись результатов производится в отчётной форме с указанием даты‚ температуры масла и серийного номера двигателя․ При обнаружении отклонений выполняется дополнительная проверка вискозности масла и состояния масляного фильтра․ Визуальная оценка подтеков и стыков соединений документируется фотографиями․ Решение о капитальном вмешательстве выносится после сопоставления измерений и результатов дефектовки․
Оценка необходимости капитального ремонта
Оценка проводится по результатам диагностики: компрессия‚ давление масла‚ визуальные дефекты․ Решение о демонтаже принимается на основании выявленных нарушений․
Критерии перехода к демонтажу и дефектовке
Фиксация результатов диагностических измерений производится перед принятием решения о демонтаже․ При различии компрессии между цилиндрами более 15% от среднего значения переход к демонтажу оправдан․ При абсолютном значении компрессии ниже 8 бар выполнение дефектовки рекомендуется․ Давление масла ниже паспортного на холостых оборотах или наличие сильных колебаний давления требует демонтажа масляной системы и проверки деталей․ Наличие металлической стружки в сетке маслоприёмника или на магнитных пробках расценивается как признак износа вкладышей или шестерён и инициирует разборку коробления․ При наличии белого дыма и характерного запаха охлаждающей жидкости в выхлопных газах демонтаж головки блока цилиндров и проверка прокладки устанавливаются обязательными․ При видимых трещинах‚ деформациях или коррозии наружных поверхностей блока переход к дефектовке считается необходимым․ Протечка по уплотнениям с утратой работоспособности агрегата фиксируется и определяется как основание для снятия мотора и последующей дефектовки․
Снятие двигателя и агрегатов
Демонтаж двигателя произведён после фиксации посадочных болтов и отсоединения коммуникаций․ Маркировка компонентов выполнена перед упаковкой․
Порядок демонтажа и маркировка компонентов
Подготовка рабочей зоны выполняется с очисткой поверхности и разборкой вспомогательных систем для обеспечения доступа к монтажным точкам․ Отключение электрической сети и слив рабочих жидкостей выполняется до отсоединения механических узлов․ Подвеска двигателя производится с применением траверсы и грузоподъёмного оборудования‚ соответствующего массе силового агрегата․ Крепёжные элементы демонтируются по очередности‚ установленной в технологической карте․ Снятые детали группируются по функциональным узлам и размещаются на промаркированных поддонах․ Маркировка осуществляется с указанием позиции‚ направления установки и номера монтажного отверстия․ Проводится фотографирование в исходном положении для фиксации ориентации трубопроводов и жгутов․ Соединения электрики промаркированы с использованием уникальных кодов․ Общая документация дополнена перечнем снятых элементов и их состояния․
Разборка узлов и систем
Демонтаж узлов производится в последовательности: выпускной тракт‚ навесные агрегаты‚ газораспределительный механизм․ Маркировка компонентов обязательна․
Технология разбора цилиндро-поршневой группы и ГБЦ
Подготовка рабочего места производится с фиксацией идентификационных данных двигателя и маркировкой узлов․ Демонтаж агрегатов выполняется поэтапно: снять впускной коллектор‚ выпускной коллектор‚ навесное оборудование‚ ремни и звездочки привода ГРМ‚ распределитель и крышки․ Крепеж помечается и укладывается по схеме․ Снятие головки блока выполняется при освободившихся креплениях и контроле положения поршней․ При снятии поршней и шатунов обеспечивается хранение вкладышей и колец в комплекте с указанием цилиндра․ Разборка головки проводится на стойке с фиксацией клапанов‚ направляющих и седел․ Метки совмещения сохраняются․ Уплотнения удаляются без повреждений поверхностей․ Элементы упаковки маркируются по месту установки․ Инструмент и приспособления применяются в соответствии с паспортными процедурами․
Дефектовка деталей
Проведение измерений геометрии и износа․ Оценка пригодности по допускам․ Составление акта с перечнем заменяемых компонентов и замечаний․
Методы измерений и оценка износа
Применение измерительных процедур ориентировано на объективную оценку состояния цилиндро-поршневой группы и сопряжённых деталей․ Замеры диаметров цилиндров выполняются микрометром и индикатором часового типа при температуре окружающей среды 20°C․ Замеры шатунных шеек и коленвала выполняются микрометром класса точности 0‚01 мм․ Замеры кольцевых канавок и толщины колец выполняются щупами и микрометром․ Замеры зазоров в подшипниках выполняются щупами и пластинами замера․
Определение износа впускных и выпускных клапанов производится по величине седла и направляющих с использованием индикаторов и нутромеров․ Контроль плоскостности ГБЦ и блока цилиндров производится индикатором и плитой-правилом․ Измерение шероховатости поверхности проводится профилометром․ Отклонения от заводских допусков фиксируются в протоколе дефектовки․ Оценка износа производится сравнением измеренных значений с нормативными таблицами производителя․ Решения о восстановлении или замене компонентов оформляются в акте дефектовки на основании превышения предельных значений износа․
Шлифовка и расточка блоков цилиндров
Шлифовка поверхности и расточка цилиндров производится по замерам износа․ Контроль диаметра и конусности обязателен․ Протокол обработки прилагается․
Параметры обработки и допуски поверхности
Определение параметров обработки блока цилиндров и головки производится на основании заводских требований и результатов дефектовки․ Шероховатость зрелости рабочей поверхности цилиндра указывается Ra 0‚4–0‚8 мкм после финальной обкатки․ Конусность цилиндра ограничивается 0‚03 мм на рабочую длину․ Отклонение круглости цилиндра должно быть не более 0‚02 мм․ Радиальные зазоры поршень-кольца определяются согласно размерам группы поршней и вкладышей; допуск для зазора кольца в канале указывается 0‚03–0‚08 мм в зависимости от размера поршня․
Параметры плоскостности поверхности ГБЦ задаются 0‚05 мм на контрольной плоскости․ Шлифовочная глубина не должна превышать допуска на снятие металла‚ указанного в технической документации․ При расточке цилиндров финишная обработка выполняется с применением алмазных или карбидных инструментов для достижения заявленной шероховатости․ Контроль поверхности производится микрокатором и профилометром․ Результаты фиксируются в отчётной документации с указанием измерительных приборов и их поверочных свидетельств․

Замена поршней‚ колец и вкладышей
Замена производится комплектно․ Подбор по размерам и допускам․ Контроль зазоров колец и вкладышей․ Притирка зеркала цилиндра ограничена․
Подбор запчастей и контроль за зазорами
Подбор комплектующих выполняется по каталожным номерам и параметрам двигателя 1․4 T-Jet 165 л․с․ Ориентация на оригинальные детали допускается при наличии артикулов․ Предпочтение отдается деталям с подтвержденной технической документацией․ Подбор поршней проводится по внутреннему диаметру цилиндров и классу износа․ Подбор колец осуществляется по наружному диаметру поршня и толщине рабочей кромки․ Подбор вкладышей производится по шатунному и коренному диаметрам с учетом ремонтных размеров․ Подбор направляющих клапанов и седел производится по посадочным размерам ГБЦ․ Контроль зазоров клапанов выполняется при температуре двигателя‚ заданной в технологии․ Контроль осевого люфта шеек коленчатого вала проводится измерением щупом и индикатором‚ с фиксацией результатов в отчете․ Контроль зазора поршневых колец производится в цилиндре с применением щупа и микрометра․ Установка новых деталей сопровождается применением смазочных материалов‚ указанных в регламенте производителя․
Ремонт или замена головки блока цилиндров
Диагностика ГБЦ проводится дефектоскопией․ Выявление трещин‚ проверка плоскостности‚ замена седел клапанов‚ шлифовка поверхности под прокладку․
Диагностика трещин‚ шлифовка‚ замена клапанов и седел
Проведение неразрушающего контроля ГБЦ и седел при помощи ультразвука и красителя для обнаружения трещин․ Фиксация обнаруженных дефектов в акте дефектовки с указанием местоположения и размеров․ Оценка ремонтопригодности на основании картограммы повреждений и технологических ограничений материала․ При допустимых дефектах выполнять выравнивание торца головки путем шлифовки с выдерживанием допусков плоскостности и параллельности поверхности посадки․
При обнаружении износа седел выполняться перестановка седел или замена на новые элементы‚ подобранные по заводским номерам и размерам․ Притирка клапанов и седел выполняться с применением контрольных паст и шаблонов центровки до достижения герметичности кольца контакта․ Замена клапанов производиться при наличии трещин‚ деформаций стержней‚ износа фасок или нарушений геометрии; устанавливаемые клапаны контролироваться по твердости и диаметру․
После шлифовки и замены элементов соблюдаться протокол сборки ГБЦ с последовательностью затяжки болтов по моментам и угловой схеме‚ предусмотренной заводом-изготовителем․ Заполнение отчёта о выполненных работах с перечислением применённых материалов‚ деталей и измерений․

Сборка двигателя
Сборка производится по регламенту: установить поршни с кольцами‚ вкладыши‚ затянуть болты с моментом‚ выполнить контроль зазоров и фаз газораспределения․
Сборочные операции с предельными моментами затяжки
Сборка производится по последовательности и моментам‚ указанным в технической документации․ Шпильки головки блока устанавливаться без смазки на резьбу‚ смазка допускается на фланцевую поверхность болтов‚ при наличии указаний изготовителя․ Первичная затяжка головки выполняться в три этапа с шаговой схемой и моментами‚ указанными для 1․4 T-Jet 165 л․с․ Контроль момента выполняться динамометрическим ключом с калибровкой не старше одного года․ Шпильки коленчатого вала и маховика затягиваться в указанной очередности‚ при этом момент и угол фиксации регистрироваться в отчётной документации․ Моменты креплений навесных агрегатов соответствовать карте завода-изготовителя․ Прокладки устанавливаемые один раз подлежать замене при повторной сборке․ Смазывание опор и направляющих производиться рекомендованной смазкой‚ объёмы и точки нанесения фиксироваться․ Контроль за остаточным моментом проводиться после первых 100 км обкатки автомобиля․
Обкатка отремонтированного двигателя
Обкатка выполняется в режимах постепенного увеличения нагрузки и оборотов․ Контроль температуры‚ давления масла и утечек производится постоянно․
Режимы обкатки и контроль параметров
Обкатка проводится после сборки двигателя и установки всех узлов․ Первичный прогрев выполняется до рабочей температуры при минимальной нагрузке․ Затем проводится серия режимов с пошаговым увеличением нагрузки и оборотов в пределах‚ заданных сервисной документацией․ Регистрация параметров производится постоянно: давление масла‚ температура охладительной жидкости‚ обороты холостого хода‚ концентрация выхлопных газов‚ потребление топлива‚ уровень шума и вибраций․ Фиксация показателей осуществляется через диагностическое оборудование и лабораторные датчики․
Промежуточные осмотры выполняются после каждых заданных часов работы или километров пробега․ Корректировка регулировок системы впрыска и зажигания производится на основании полученных данных․ При отклонениях от штатных значений проводится дополнительная диагностика узлов и повторная обкатка после устранения дефектов․ Отчётность формируется с указанием контрольных точек‚ измеренных параметров и выполненных корректирующих операций․
Настройка и окончательная проверка работы
Настройка систем впрыска и зажигания производится по заводским таблицам․ Контроль давления масла и уровней выполняется после обкатки․
Регулировка систем впрыска‚ зажигания и системы смазки
Настройка параметров впрыска производится с применением диагностического оборудования‚ позволяющего контролировать фазу и длительность впрыска по цилиндрам․ Калибровка форсунок и корректировка карты топлива выполняются по показаниям датчиков массового расхода воздуха и лямбда-зонда․ Регулировка системы зажигания проводится через установку угла опережения искрообразования согласно заводским картам и контроль детонации с помощью анализатора вибрации и звука․ Система смазки подлежит оценке потоков масла и давления в основных магистралях; измерение производится манометром с высокой точностью․ При снижении давления производится проверка насосного узла‚ состояния масляных каналов и фильтрующего элемента․ Промывка магистралей осуществляется непрерывной подачей промывочной жидкости через масляную систему с последующей заменой масла и фильтра․ Контроль результатов производится повторными измерениями давления и анализа состава масла по пробе; Регулировка электронных блоков осуществляется путем записи новых параметров в память ЭБУ с фиксацией версий прошивки и параметров в отчёте․
Оформление отчётной документации и гарантийные условия
Выдача отчёта производится с указанием выполненных операций‚ измерений‚ заменённых деталей‚ сроков гарантии и условий её действия․
Содержание отчёта и сроки гарантии
Отчёт составлен в структурированном формате․ Включены разделы: идентификационные данные автомобиля‚ перечень выполненных процедур‚ измеренные параметры до и после работ‚ список заменённых компонентов с указанием маркировки и партионных номеров‚ протоколы измерений компрессии и давления масла‚ результаты дефектовки с привязкой к номерам цилиндров‚ отчёт по обработке поверхности блока и ГБЦ с указанием размеров и допусков‚ спецификация применённых расходных материалов и уплотнителей‚ перечень использованного инструмента с калибровочными данными‚ фотографии дефектов и этапов работ в разрешении не менее 1600×900․
Гарантийные сроки зафиксированы отдельно․ На выполненные механические работы по сборке и регулировке предоставляется гарантия сроком 12 месяцев или 20000 км пробега по мануфактурным условиям‚ в зависимости от наступления события․ На поставленные новые детали гарантийный срок соответствует гарантийным обязательствам поставщика и указанию производителя детали․ В гарантийном документе перечислены исключения: повреждения вследствие перегрева‚ использование несертифицированного топлива‚ вмешательства третьих лиц‚ эксплуатация в условиях‚ противоречащих эксплуатационной инструкции‚ а также коррозионные повреждения вследствие внешних факторов․ Процесс подачи претензии оформляется в письменной форме с приложением отчётов и фотографий; заявка регистрируется в журнале заявок и присваивается уникальный номер для дальнейшей трассировки․