
Описание объекта работ представлено: двигатель Alpina B7 4.4 V8 Biturbo 600 л.с. 2019–2022. Обслуживание охватывает диагностику, оценку и комплексный ремонт узлов.
Описание объекта работ
Предмет работ: бензиновый двигатель Alpina B7 4.4 V8 Biturbo, мощность 600 л.с., год выпуска 2019–2022. Конструкция включает блок цилиндров из алюминиевого сплава, двухступенчатую систему наддува с турбокомпрессорами, комбинированную систему смазки с масляным насосом повышенной производительности и распределённую систему охлаждения с отдельными каналами под головки цилиндров. Присутствуют электронные регуляторы фаз газораспределения и модуль управления двигателем с адаптивными картами. Вал коленчатый выполнен из закалённой стали, поршни ‒ облегчённые кованые. Топливная система высокого давления, инжекторы с прямым впрыском. Подготовка к ремонту предусматривает использование специнструмента и измерительного оборудования для сохранения заводских допусков.
Предварительная диагностика
Осмотр проводился по регламенту. Замеры давления и утечек запланированы. Фиксация неисправностей выполняется с фотофиксацией и протоколированием.
Визуальный осмотр компонентов
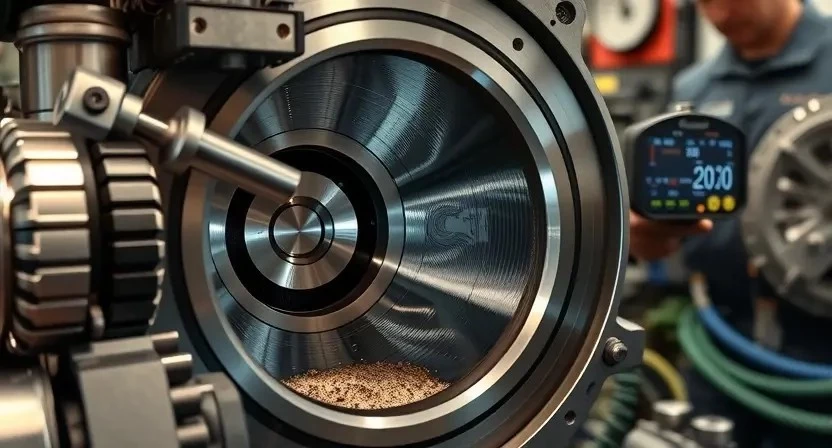
Осмотр проводится по документированной методике. Визуальная оценка поверхности блока цилиндров выполняется с целью выявления трещин, коррозии, следов перегрева и механических повреждений. Осмотр головок цилиндров включает оценку плоскостей под прокладки, состояния направляющих клапанов и седел, наличия задиров. Картер и масляные каналы обследуются на предмет загрязнений, отложений и следов протечек. Турбокомпрессоры визуально проверяются на люфты и масляные подтёки. Ремни, приводные цепи и натяжные устройства осматриваются на наличие износа и деформаций. Результаты фиксируются в отчётной форме.
Электронная диагностика
Считывание кодов ошибок и параметров выполняется специализированным сканером. Запись показаний производится в протокол. Анализ данных проводится по стандартам.

Оценка состояния двигателя
Оценка состояния двигателя проводится по параметрам компрессии, давления масла, утечек. Выявление дефектов оформляется в протокол с измерениями.
Анализ рабочих параметров и истории обслуживания
Сбор параметров работы двигателя выполняется посредством диагностического оборудования с регистрацией оборотов холостого хода, нагрузки, топливного расхода и температурного профиля. Параметры соответствующих датчиков считываются и сравниваются с эталонными значениями. История обслуживания извлекается из сервисной документации и бортового журнала. Протоколирование периодов замены масла, фильтров и ремней позволяет установить закономерности износа. Анализ временных рядов выявляет отклонения в динамике давления масла и компрессии по цилиндрам. Выявленные расхождения классифицируются по критичности. Формирование рекомендаций производится на основании сопоставления фактических данных с нормативами производителя.

Измерение компрессии
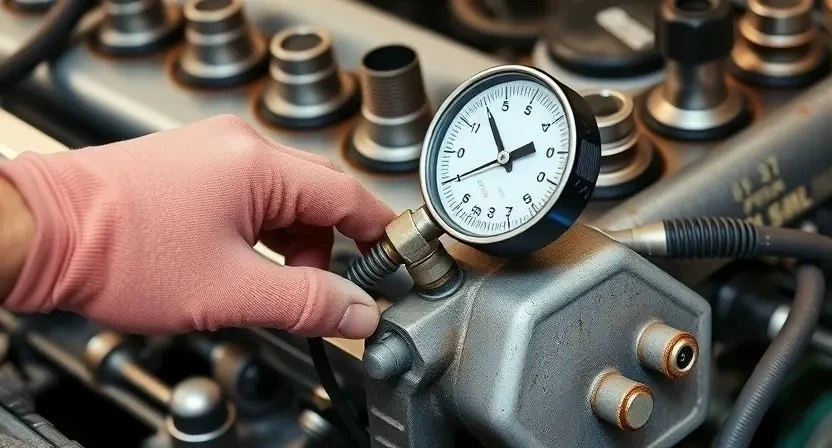
Измерение компрессии производится по цилиндрам с применением манометра. Фиксация показаний, запись результатов и сравнение с нормативами выполняются последовательно.
Процедура измерения и интерпретация результатов
Подготовка: двигатель установлен на тепловой режим 80–90°C. Отсоединение катушек зажигания и подача стартерного вращения при закрытых дроссельных заслонках. Применение манометра компрессии с быстрым сбросом для каждого цилиндра. Регистрация давления и времени заполнения. Результаты сопоставляются с заводскими допусками. Разница между цилиндрами фиксируется как снижение эффективности уплотнения;
Интерпретация: давление нижнее предельного рассматривается как признак износа колец или канавок. Давление с резким падением при прокрутке с добавлением масла указывает на износ стенок цилиндров. Давление стабильно высокое при утечке клапанных седел трактуется как неплотность клапанов. Протокол измерений включается в отчет. Решение о ремонте основывается на сопоставлении значений с нормативами производителя.
Измерение давления масла
Измерение давления масла производится манометром на прогретом двигателе. Фиксация параметров при разных оборотах. Сравнение с нормативами изготовителя.
Методика замера и допустимые величины
Подготовка оборудования предусматривает применение манометра высокого давления с калибровкой до 0,1 бар и переходников, соответствующих резьбе свечных колодцев. Для измерения масла применяется цифровой манометр с диапазоном 0–10 бар и температурной компенсацией. Снятие показателей выполняется при прогретом до рабочей температуры двигателе и отключенной системе впрыска топлива; Регистрация параметров производится при холостом ходе и при увеличенной частоте вращения коленчатого вала. Для компрессии приводится сравнительная таблица: минимальная допустимая величина 12 бар, отклонение между цилиндрами не более 1 бар. Для давления масла в рабочем режиме на холостом ходу допустимо 0,8–1,5 бар; при 3000 об/мин давление должно находиться в диапазоне 3–5 бар. При получении показателей вне указанных пределов производится повторная проверка с заменой уплотнений и фильтра, после чего проводиться анализ причин падения давления или компрессии.

Оценка необходимости демонтажа
Оценка основана на анализе компрессии, давления масла и истории. Демонтаж назначается при отклонениях за пределы заводских допусков.
Критерии принятия решения о снятии двигателя
Идентификация случаев, при которых производится демонтаж: уменьшение компрессии более допустимого запаса по цилиндрам, выявление перекоса давления масла за пределами регламента, наличие металлической стружки в масляном фильтре или картере, повторяющиеся коды неисправностей управления фазами газораспределения и системой наддува при повторной диагностике. Оценка проводится на основе динамики параметров: разница компрессии между цилиндрами свыше установленного порога, падение давления масла при холостом ходе или под нагрузкой. Наличие трещин на блоке или ГБЦ, деформация шатунов, задокументированная при дефектовке, рассматривается как основание для снятия агрегата. В случаях необратимого износа или повреждения коренных или шатунных вкладышей, при выходе из допустимых допусков при измерениях, демонтаж считается обязательным. Решение фиксируется в отчёте с перечислением измеренных значений и выявленных дефектов.
Снятие двигателя
Подготовка места и маркировка проводки. Демонтаж навесного оборудования выполняется по последовательности. Подъем силового агрегата производится специализированным краном.
Подготовка к демонтажу и последовательность операций
Оснащение и документация проверяются перед началом работ. Этапность операций формируется в письменном виде. Электросистема обесточивается, аккумулятор отключается, топливная система депрессуризуется. Системы охлаждения и вентиляции объединяются в комплект для отведения рабочих сред. Кабели и трубопроводы маркируются. Крепежные элементы сортируются по группам и упаковке. Подвес двигателя крановой траверсой выполняется при использовании штатных точек. Корпусная разметка наносится для сохранения взаимного положения агрегатов. Жидкости сливаются в специализированную тару с последующей утилизацией. Визуальная фиксация состояния производится фотосъёмкой для отчётности.
Разборка агрегата
Демонтаж узлов производится по схеме. Маркировка компонентов выполняется. Соединения разделены, закрепления сняты, узлы упакованы для контроля.
Фиксация деталей и маркировка узлов
Фиксация компонентов производится для исключения перекосов и потери взаимного положения при разборке. Крепёжные элементы фиксируются в ёмкостях с маркировкой. Маркировка узлов выполняется по цифровой и цветовой схеме, соответствующей плану разборки. Метки наносатся на блок, головки, шатуны, коренные крышки и распределительные валы. Нанесение маркировки обеспечивается устойчивыми немаркими материалами. Фиксация мелких деталей производится в лотках с пронумерованными отделениями. Фиксация гидравлических компенсаторов и направляющих клапанов обеспечивается установочными приспособлениями. Регистрация соответствия маркировки и номера детали в протокол вносится немедленно. Хранение промаркированных узлов организуется по зоне и по очередности сборки.
Дефектовка деталей
Контроль износа выполнен по размерам и визуальным признакам. Измерения твердости, люфтов и деформации зафиксированы в протоколе для дальнейшего решения.
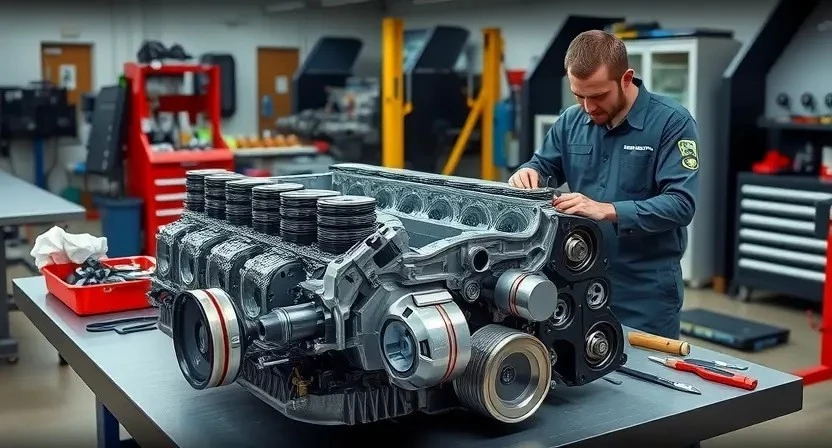
Методы контроля износа и выявления повреждений
Визуальный осмотр поверхности колец, поршней и цилиндров выполняется при освещении с использованием увеличения. Фиксация дефектов производится фотографированием и занесением в протокол. Контроль геометрии применяется посредством микрометра, нутромера и индикаторной стойки. Измерение биения и овальности производится индикатором с последующей записью показаний. Наличие трещин выявляется методом магнитной дефектоскопии и красителем при немагнитных деталях. Контроль твердости поверхностей проводится переносным твердомером. Анализ масляных отложений и металлической стружки осуществляется лабораторным методом для установления источника износа. Протокол дефектов включает местоположение, тип повреждения, размер и предложенный способ восстановления.

Шлифовка коленчатого вала
Подготовка вала к обработке выполнена. Шлифование производится по ремонтным размерам. Контроль радиального биения и шероховатости выполняется после обработки.
Требования к допускам и последовательность обработки
Заданные допуски основной части рабочей поверхности определяются заводской спецификацией Alpina BMW для V8 4.4 Biturbo 2019–2022. Отклонения измеряются микрометром и индикатором часового типа. Допуск по биению коленвала указывается в спецификации; при превышении производится шлифовка с поэтапной обработкой шатунных шеек и коренных опор. Шлифовка выполняется по радиальным слоям с контролем остаточной твердости. Расточка блока производится с контролем круглости и соосности по зоне цилиндров. Замер замкового зазора шатунных вкладышей проводится после установки осями вкладышей. Подбор поршней и колец осуществляется по размерной группе блока после расточки. Момент затяжки крепежа указывается для сборки и контролируется динамометрическим ключом; последовательность затяжки выполняется в заданной очередности на чистой резьбе.
Расточка блока цилиндров
Расточка выполняется с контрольными замерами цилиндров. Обработка производится по заданным диаметрам, шлифовка наружной поверхности исключается.
Технология расточки и контроль геометрии
Подготовка блока производится с очисткой и маркировкой посадочных поверхностей. Центровка блока на расточном станке выполняется по опорным поверхностям. Последовательность обработки предусматривает черновую и чистовую операции с объемной подачей и контролем температуры. Применение хонинговальных инструментов допускается для окончательной обработки рабочих поверхностей цилиндров. Геометрия контролируется микрометрами, нутромерами и индикаторными стойками. Замер конусности, овальности и соосности производится по установленной методике. Предельные отклонения фиксируются в протоколе. Испытательный цикл после расточки включает измерение массо-габаритных параметров и проверку сальниковых посадок.
Замена поршней и поршневых колец
Подбор новых поршней по розмеру и форм-фактору. Монтаж колец выполняется с контролем зазоров, смазкой и последовательностью установки. Контроль за натягом.
Подбор деталей и монтажные требования
Подбор комплектующих выполняется по каталожным номерам двигателя Alpina B7 4.4 V8 Biturbo 600 л.с. 2019–2022. Выбор поршней по диаметру и степени сжатия согласуется с размерами цилиндров после расточки. Подбор колец производится по коду материала и толщине в соответствии с зазором в канавках. Подбор вкладышей осуществляется по классу посадки и радиусу шейки. Подбор прокладок и сальников выполняется по оригинальным артикулaм.
Монтажные требования оформляются протоколом: размеры зазоров подшипников фиксируются, момент затяжки головки и шатунных болтов документируется, совмещаемость меток и герметичность сборки подтверждаются протоколами измерений.
Замена коренных и шатунных вкладышей
Демонтаж коленвала произведён. Подбор вкладышей по маркировке двигателя выполнен. Контроль зазоров и установка новых вкладышей выполнены согласно спецификации.
Контроль за зазорами и методы установки
Контроль зазоров производится при сборке коренных и шатунных вкладышей. Измерение зазоров выполняется посредством щупов и микрометра для определения зазора масляной пленки и посадочных шеек. Допуск сравнивается с технической документацией производителя двигателя Alpina B7 4.4 V8 Biturbo 600 л.с. 2019–2022. Вкладыши подбираются по калибру и маркировке. Подбор вкладышей по толщине допускает достижение проектных зазоров. Монтаж вкладышей выполняется с контролем биения и совпадения канавок маслопроводов. Момент затяжки болтов устанавливается по указанным величинам и подтверждается крутящим моментом и углом поворота. Результат фиксации зазоров заносится в протоколы измерений.
Работы с головками блока цилиндров (ГБЦ)
Разборка ГБЦ выполнена. Контроль клапанов и направляющих произведён. Шлифовка колодцев и плоскости выполнена в заданных допусках.
Разборка ГБЦ, контроль клапанов и плановая шлифовка
Демонтаж головок блока цилиндров выполняется после снятия привязанных компонентов и маркировки соединений. При демонтаже фиксирование положения кулачков и меток осуществляется для сохранения фаз газораспределения. Снятые головки подвергаются очистке и дефектовке поверхности посадки клапанных направляющих и седел. Контроль валов привода и направляющих клапанов производится измерением радиальных и осевых люфтов с использованием микрометров и индикаторов.
Измерение при помощи профилометра выполняется для оценки биения поверхности опоры под плоскость ГБЦ. Плановая шлифовка поверхности головок выполняется с установкой предельного припуска и контролем плоскостности после обработки. После шлифовки выполняется повторная проверка геометрии и подготовка к сборке с заменой уплотнений и крепежа по каталожным параметрам.
Сборка двигателя
Сборка производится по контрольным чертежам. Момент затяжки фиксируется протоколом. Установлены новые уплотнения и контролируемые допуски.
Последовательность сборочных операций и момент затяжки
Сборка двигателя выполняется по этапам с фиксацией контролируемых параметров. Установка коленвала производится с применением новых уплотнений и проверкой вкладышей на радиальное биение. Шатунные крышки монтируются в прессовых условиях, последовательность затяжки предусматривает предварительную фиксацию моментом малой величины, затем окончательная затяжка с угловым поворотом. ГБЦ устанавливается с использованием новой прокладки, первый этап затяжки осуществляется крест-накрест, второй этап предусматривает увеличение момента и угловую добивку. Поршни вставляются с указанием ориентации меток; кольца размещаются по фазам и зазорам. Моментные значения и углы фиксируются в паспорте работ. Контрольных измерений после сборки проводится проверка на утечку и соответствие люфтов.
Обкатка после ремонта
Обкатка двигателя проводится по этапам: разогрев, холостой ход, ступенчатая нагрузка, контроль параметров и документирование результатов испытаний.
Программа обкаточных нагрузок и контроль параметров
Программа обкатки разработана для восстановления рабочих характеристик двигателя Alpina B7 4.4 V8 Biturbo 600 л.с. 2019–2022 после капитального ремонта. Этапы включают холодный пуск при минимальных оборотах, последовательное увеличение нагрузки в диапазоне 1500–3500 об/мин, выдержку при средних нагрузках для приработки вкладышей и колец, чередование нагрузочных интервалов с холостыми ходами. Контроль параметров выполняется постоянно: давление масла, температура охладителя, температура масла, давление наддува, углы опережения зажигания, концентрация выхлопных газов. Регистрация значений производится с периодичностью 1 минута. Превышение допустимых отклонений фиксируется в протоколе; при отклонениях выполняется повторная диагностика систем, при необходимости ‒ останов двигателя и детальная проверка узлов.
Настройка и окончательная проверка
Настройка систем управления производится по эталонным картам. Финальная проверка включает контроль оборотов, давления и герметичности. Протокол составлен.
Калибровка систем управления и контроль рабочих параметров
Калибровка блоков управления производится после сборки и установки двигателя. Загрузка актуальных версий прошивок выполняется через фирменный интерфейс. Адаптация датчиков положения коленвала и распредвалов проводится в соответствии со спецификацией производителя. Калибровка форсунок и систем подачи топлива осуществляется при фиксированных рабочих условиях на стенде. Калибровка систем турбонаддува и управления давлением проводится с контролем параметров на всех режимах оборотов. Мониторинг температуры, давления масла и давления наддува ведётся в реальном времени. Протоколы измерений формируются и прилагаются к акту.
Отчетность по выполненным работам
Составлен акт с перечнем операций, протоколы измерений приложены, фиксация серийных номеров деталей выполнена, гарантийные сроки указаны.
Содержание передаваемого заказчику акта и протоколов измерений
Перечень работ отражается в акте. Указание идентификационных данных двигателя и автомобиля включается. Описание выполненных диагностических процедур документируется: визуальный осмотр, электронная диагностика, измерение компрессии, измерение давления масла. Результаты измерений приводятся в виде таблиц с единицами измерения и допусками. Отдельным пунктом фиксируется демонтаж и разборка; указание деталей, подлежащих замене, заявляется. Протоколы шлифовки и расточки снабжаются данными по допускам и шероховатости поверхности. Сведения о применённых запчастях и расходных материалах перечисляются с номерами деталей. Записи о регулировке и обкатке содержат контрольные параметры после сборки. Подписи ответственных специалистов и дата оформления проставляются.