

Описание услуги включает диагностику, оценку состояния, измерение компрессии и давления масла, демонтаж, дефектовку, восстановление и обкатку двигателя.
Описание оказанной услуги
Предоставляется комплексная процедура ремонта силового агрегата Audi A4 2.0 TFSI 265 л.с. (2019–н.в;). Включены этапы диагностики электронных и механических систем, оценка состояния узлов, измерения компрессии и давления масла с протоколированием результатов. Выполнение демонтажа двигателя с маркировкой и упаковкой снятых компонентов. Производство разборки с регистрацией дефектов и фотографированием критичных элементов. Проведение инструментальной дефектовки валов, поршней и постелей с внесением результатов в отчёт.
Организация восстановления включает шлифовку и расточку блока и коленвала по спецификациям производителя. Подбор новых поршней, колец и вкладышей с контролем допусков. Применение ремонтных и оригинальных деталей фиксируется в акте. Выполнение работ по головке блока: дефектовка клапанов, притирка седел и замена направляющих с проконтролированными зазорами. Сборка производится по моментам затяжки и технологическим картам. Проведение обкатки и окончательной настройки топливных и газораспределительных параметров. Документирование протоколов измерений и выдача акта выполненных работ с указанием гарантийного срока.

Сведения об объекте работ
Двигатель Audi A4 2.0 TFSI 265 л.с. 2019-н.в. Описаны назначение, компоновка, основные узлы, серийные коды и заводские параметры для ремонта.
Технические характеристики двигателя
Тип двигателя: бензиновый с непосредственным впрыском топлива и турбонаддувом. Рабочий объем: 1984 см3. Расположение цилиндров: рядное. Конфигурация ГРМ: 4 клапана на цилиндр с регулировкой фаз газораспределения. Максимальная мощность: 265 л.с. при указанном производителем диапазоне оборотов. Максимальный крутящий момент: указан производителем в паспортных данных. Степень сжатия: заводская величина. Диаметр цилиндра и ход поршня: заводские размеры. Количество цилиндров: 4. Система смазки: под давлением с масляным насосом. Система охлаждения: жидкостная с термостатом. Конфигурация топливной аппаратуры: прямой впрыск. Материал блока: алюминиевый сплав. Система наддува: турбокомпрессор с промежуточным охладителем.
Предварительная документация
Регистрационные данные и сервисная история предоставлены. Паспорт транспортного средства приложен. Согласование перечня работ оформлено в документе.
Регистрация автомобиля и история обслуживания
Регистрационные данные автомобиля фиксированы в журнале при поступлении на диагностику. VIN-код и номерной знак внесены в карточку заказа. Даты предыдущих ремонтов и техобслуживания сопоставлены с пробегом, отображены в табличном виде. Записи о гарантийных обращениях и сервисных актах собраны из электронных баз. История использования топлива и масла зафиксирована по отметкам в сервисной книжке. Отчеты дилерского обслуживания импортированы и прикреплены к делу. Информация о проведённых заменах ремней, цепей, форсунок и турбины перечислена с указанием годов и пробегов. Точные данные о предыдущих измерениях компрессии и давления масла внесены в протокол и сохранены в цифровом архиве.
Входная визуальная проверка
Осмотр кузова и моторного отсека. Выявление масляных и охлаждающих подтёков. Фиксация следов коррозии, повреждений креплений и патрубков.
Осмотр внешних элементов и мест утечек
Визуальная оценка проводилась по последовательности: моторный отсек, цилиндровая крышка, масляный картер, патрубки системы охлаждения, маслопроводы и соединения. Обнаружение масляных следов фиксировалось фотопротоколом. Уплотнения и сальники подвергались осмотру на разрывы, вытяжение и следы старения. Соединения выпускного коллектора и впускного тракта проверялись на наличие следов выхлопных газов и нагара. Соединения трубопроводов системы вентиляции картера оценивались по плотности посадки. Электропроводка возле коллектора осматривалась на перегрев и повреждения изоляции. Крепежные элементы маркировались для дальнейшей разборки. В местах стыка крышек и корпуса выявленные дефекты регистрировались с указанием локализации и степени повреждения.
Диагностические процедуры
Электронная диагностика выполняется сканером, коды ошибок фиксируются. Измерение компрессии и давления масла проводится в штатных режимах.
Электронная диагностика систем управления двигателем
Подключение диагностического оборудования к силовому агрегату выполняется для считывания параметров работы ЭБУ, форсунок, положения распредвала и турбонаддува. Считывание кодов ошибок производится через стандартный диагностический разъем. Запись параметров во времени фиксируется для последующего анализа. Адаптационные процедуры контроллеров проводятся в штатном режиме при стабильных рабочих температурах. Обновление ПО ЭБУ возможно при наличии официальных прошивок. Калибровки датчиков давления и температуры сопоставляются с эталонными значениями. Сигналы управления форсунками анализируются в логах. Регистрация параметров производится в протоколе с указанием времени, величин и идентификаторов ошибок.
Оценка состояния цилиндропоршневой группы
Измерение компрессии выполнено. Снятие поршней и колец производится для визуальной дефектовки. Результаты протоколируются и сохраняются.
Измерение компрессии и анализ результатов
Подготовка двигателя к измерению компрессии производится путем вывода систем зажигания и подачи топлива из рабочего цикла. Демонтаж свечей зажигания и установка манометра в каждое отверстие обеспечиваются для последовательного снятия показаний. Прокрутка коленвала стартером выполняется до стабилизации максимального показания на каждом цилиндре. Фиксация значений производится в протоколе с указанием номера цилиндра и температуры двигателя.
Сравнение показателей производится по двум критериям: абсолютное давление и расхождение между цилиндрами. Анализ включает учет утечек через клапаны, поршневые кольца, и уплотнения ГБЦ. Установление дефекта производится при расхождении более допустимого предела. Дальнейшая процедура определяется протоколом испытаний и записывается в отчет;
Проверка давления масла
Замер давления масла выполняется манометром на холодном и рабочем режиме. Интерпретация показаний производится по нормативам производителя.
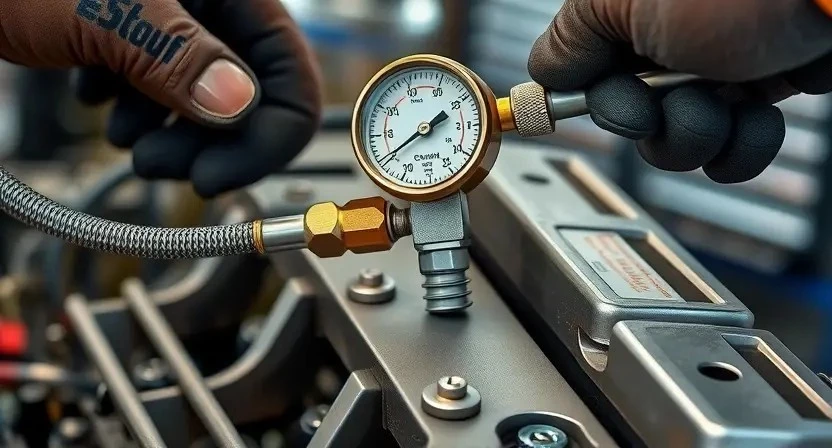
Замер давления и интерпретация показаний
Проведение замера давления масла производится манометром, подключённым к штатному или диагностическому порту. Измерения выполняются при холодном и прогретом двигателе, при холостых оборотах и при повышенных оборотах. Фиксация показаний производится в протоколе с указанием температуры и оборотов. Сравнение показаний с нормативными значениями производится по таблице производителя. Отклонение в сторону пониженного давления указывает на износ масляного насоса, увеличенные зазоры в опорах или засорение маслоприёмника. Пульсации давления указывают на проблемы с клапаном перепуска или с регулятором. Повышенное давление выявляет закупорку каналов или повышенную вязкость масла.

Принятие решения о демонтаже
Критерии демонтажа основаны на данных диагностики: компрессия ниже нормы, давление масла вне допустимых пределов, выявлены внутренние повреждения.
Критерии перехода к разборке
Измерения компрессии и давление масла сравниваются с заводскими допусками. При снижении компрессии в одном или нескольких цилиндрах ниже установленного значения переход к разборке выполняется. При обнаружении значительной рассогласованности показателей по цилиндрам разборка считается обоснованной. При постоянном падении давления масла ниже нормативного уровня демонтаж назначается. При выявлении металлической стружки в масляном фильтре или картере повреждение внутренних деталей считается подтвержденным. При заметных наружных течах с повреждением фасок или посадочных плоскостей разборка признаётся необходимой. При наличии посторонних шумов высокого уровня при работе двигателя демонтаж рекомендован.

Снятие двигателя и подготовка к разборке
Демонтаж двигателя выполнен с маркировкой проводки и магистралей. Очищение внешней поверхности произведено. Фиксация и упаковка узлов выполнена.
Процедуры демонтажа и маркировка деталей
Подготовка корпуса двигателя к снятию выполняется с отключением аккумуляторной батареи и сливанем рабочих жидкостей. Демонтаж вспомогательных узлов производится по очередности, позволяющей сохранять ориентацию узлов и их крепежа. Крепежные элементы группируются по месту установки с фиксацией последовательности.
Маркировка секций и деталей производится с использованием устойчивых идентификаторов. Нанесение меток выполняется на неповреждаемые поверхности с указанием позиции и номера цилиндра. Крепежи помечаются по шагам разборки.
Транспортировка снятых узлов осуществляеться на поддонах с амортизацией. Хранение компонентов допускается в чистой зоне с маркированными лотками. Оформление ведомости перемещения компонентов выполняется с указанием номера детали, состояния и места хранения.
Разборка и первичная дефектовка
Разборка выполнена поэтапно. Детали промаркированы; Поверхности осмотрены на трещины. Изношенные элементы выделены для измерений и фотопротокола.
Методика разборки и фиксация дефектов
Подготовка рабочего места и инструментов производится по установленной технологии. Автомобиль закрепляется на подъемнике. Демонтаж навесных агрегатов осуществляется последовательностью, обеспечивающей доступ к крышке ГБЦ и масляному поддону. Снятие крышки седла производится с маркировкой каждого крепежа. Корпусные элементы и трубопроводы маркируються для исключения смешивания при сборке. Следующий этап ⎯ удаление масляного поддона и освобождение коленчатого вала от крепежа.
Сборочные узлы подлежат маркировке и хранению по номерам цилиндров. Поршневая группа извлекается с обозначением положения поршня и шатуна. Шатунные крышки промаркированы и уложены в порядке очередности. Компоненты направлены на промывку и обезжиривание. Дефекты фиксируются в протоколе с фотографической документацией и измерениями.
Измерительные операции включают контроль зазорных полей вкладышей, износ цилиндров, овальность и биение коленвала. Измерения выполняются микрометром и нутромером. Результаты заносятся в карточку дефектов с указанием предельных размеров и возможных методов восстановления. Решения по замене или обработке принимаются на основании сопоставления измерений с нормативами производителя.
Измерения и инструментальная дефектовка
Измерение диаметров цилиндров, шатунных шеек и коренных мест выполняется микрометром и нутромером. Результаты заносятся в протокол.
Контроль размеров шатунно-поршневой группы и валов
Измерение диаметров шатунных шеек производится микрометром с погрешностью не более 0,01 мм. Замеры выполняются в нескольких плоскостях по длине шейки для выявления овальности. Измерение ступеней шейки коленвала производится индикатором часового типа с фиксацией показаний на ходах 90° и 180°. Измерение внутреннего диаметра отверстий под вкладыши в блоке цилиндров и в крышках производится нутромером с протоколированием результатов; Контроль биения коленвала осуществляется на подшипниковых опорах на стенде с показателем вала и индикатором; допуск биения фиксируется в протоколе. Замеры поршней и канавок под кольца выполняются штангенциркулем и микрометром; зазоры между поршнем и цилиндром определяются расчетом и сравнением с эталонными допусками производителя.
Решения по восстановлению блоков и головки
Оценка дефектов блока и головки произведена. Принятие решения на расточку, шлифовку или замену деталей основывается на измерениях и допусках.
Критерии для шлифовки и расточки
Измерения геометрии блока и коленвала выполнены перед принятием решения. Отклонения диаметра цилиндров от заводских допусков, превышающие 0,15 мм, рассматриваются как основание для расточки с последующей подборкой поршней увеличенного размера. Признаки овальности свыше 0,08 мм и конусности свыше 0,07 мм классифицируются как неприемлемые для дальнейшей эксплуатации без механического вмешательства. Поверхностный износ шейки коленвала, выявленный при микрометрометровом контроле, подлежит шлифовке при снятии припуска более заводского допуска. Наличие задиров в цилиндрах, неустранимых гониометрическим правлением, рассматривается как основание для расточки. При наличии коррозии на рабочих поверхностях рекомендуется выполнить оценку остаточного металла и принять решение о расточке или замене блока.
Шлифовка коленвала и расточка блока
Шлифовка выполняется с контролем биения и радиальной посадки. Расточка выполняется по эталонным размерам. Фиксация параметров документируется.
Технические параметры выполнения работ
Контроль характерных параметров выполняется по регламенту производителя для модификации 2.0 TFSI 265 л.с. Значения моментных усилий затяжки головки и крышек коренных подшипников приводятся в таблице сервисной документации. Допуск зазоров шатунных вкладышей определяется микрометром и пластинчатыми щупами. Измерение диаметра цилиндров осуществляется внутренним микрометром и хонингованием при необходимости доводки до ремонтного размера. Шлифовка коленвала выполняется с сохранением баланса; шлифовка допускается до ремонтного размера, указного в спецификации. Подбор поршней и колец производится по базовым размерам, указанным в каталоге деталей; Замена сальников и уплотнений производится при каждой разборке агрегата. Давление масла замеряется манометром с погрешностью не более класса точности 1,6; контроль проводится на холодном и рабочем режимах. Компрессия диагностируется компрессометром с фиксированием показаний для каждого цилиндра; расхождение между цилиндрами фиксируется и анализируется; Контроль углов вала производится измерителями углов поворота и моментами статической натяжки цепей газораспределения. Протоколы измерений оформляются и прилагаются к акту выполненных работ.
Замена изношенных элементов
Замена поршней, колец и вкладышей производится по результатам дефектовки. Подбор комплектующих по допускам. Установка с применением калиброванных инструментов;
Поршни, кольца и вкладыши: подбор и установка
Подбор компонентов выполняется на основании измерений внутреннего диаметра цилиндров и допускающих размеров коленчатого вала. Подбор детализируется по моделям поршней с указанием материала и размерного ряда. Подбор колец производится с учётом типа покрытия и посадочного зазора в канавках поршня. Подбор вкладышей определяется по диаметру шейки и классу износа. Подготовка включает очистку поверхностей, контроль биения фасок и торцов. Установка поршневой группы производится с использованием оправок и компрессоров, зазор колец фиксируется по регламенту. Момент затяжки крышек коленвала и шатунных болтов регламентируется табличными значениями; Проверка свободного хода коленчатого вала и давления в камерах смазки производится до закрытия агрегата.
Работа с головкой блока цилиндров
Дефектовка ГБЦ выполнена: проверка плоскостей, притирка клапанов, замена направляющих и сальников, контроль герметичности и геометрии.
Дефектовка ГБЦ, притирка клапанов и замена сальников
Проведение дефектовки головки блока цилиндров производится с целью выявления трещин, выработки седел и деформаций плоскости фланца. Контроль состояния клапанных направляющих и седел осуществляется измерением зазоров и оценкой износа рабочей фаски.
Притирка клапанов выполняется при наличии малых дефектов контактной поверхности. Применение притирочных паст и специализированного приспособления обеспечивает восстановление плотности седла при соблюдении микронных допусков.
Замена маслосъёмных колпачков и сальников клапанов производится при обнаружении масляных подтёков или увеличенного расхода масла. Монтаж новых уплотнителей производится с контролем чистоты посадочных мест и соблюдением осевых допусков. Проверка герметичности после сборки производится методом создания контролируемого давления в камере сгорания.

Сборка двигателя
Сборка производится по технической карте. Контроль моментами затяжки и зазорами. Применение новых уплотнений и крепежа. Фиксация протоколом.
Контроль моментов затяжки и допуски при сборке
Установка элементов цилиндрового блока производится с применением динамометрического ключа. Контроль усилий затяжки коленчатого вала, шатунных и коренных крышек осуществляется по нормативным значениям производителя. Применение новых болтов фиксируеться в протоколе. Последовательность затяжки головки блока и крышек распредвала исполняется по шагам, указанные угловые значения выполняются через проверочное измерение. Фиксация результатов производится в журнале с указанием момента, угла поворота и кода детали. Смазка резьбовых соединений паспортной смазкой осуществляеться до выполнения затяжки. Допуски на посадку вкладышей и зазоры колец указываются в рабочей карте. Контроль чистоты поверхностей сопряжения выполняется перед окончательной сборкой двигателя.

Обкатка и окончательная настройка
Обкатка двигателя выполняется в контролируемых режимах. Настройка ECU производится по заводским картам. Контроль температур и давлений ведется непрерывно.
Процедуры обкатки, проверка параметров работы
Обкатка двигателя проводится по регламенту завода-изготовителя с поэтапным набором нагрузок и оборотов. Начальный этап включает прогрев до рабочей температуры в статическом режиме, далее выполняется серия коротких интервальных нагрузок с постепенным увеличением длительности. Контроль параметров выполняется приборным методом: измерение давления масла, мониторинг температуры охлаждающей жидкости, фиксация показаний датчиков давления топлива и фаз газораспределения. Запись параметров выполняется в протокол с указанием времени и режимов.
Параметры работы оцениваются по стабильности показаний и соответствию паспортным значениям. Анализ вибраций производится методом балансировки и спектрального анализа. Фиксация отклонений приводит к корректирующим операциям: регулировка момента зажигания производится через программную калибровку, регулировка подачи топлива выполняется по коррекционным картам управления. Завершающий этап включает холостой ход на прогретом двигателе и контроль утечек рабочих жидкостей.

Документация по выполненным работам и гарантийные условия
Акт выполненных работ оформлен. Протоколы измерений приложены. Гарантийный срок указан в документе. Замены и детали перечислены подробно.
Акт выполненных работ, протоколы измерений и гарантийные обязательства
Акт выполненных работ оформлен в бумажном и электронном вариантах с указанием перечня операций: диагностика, измерение компрессии, замер давления масла, демонтаж, разборка, дефектовка, шлифовка, расточка, установка поршней, колец, вкладышей, ремонт головки блока, обкатка, настройка. Протоколы измерений включены в комплект: таблицы компрессии по цилиндрам с единицами измерения и допусками, графики давления масла при разных оборотах, результаты инструментальной дефектовки поверхностей, контрольные размеры. Гарантийные обязательства зафиксированы в акте с указанием срока работы по компонентам и работам, условиями отказа гарантии и требуемыми условиями эксплуатации для сохранения гарантии. Дополнительно приложены копии сертификатов использованных деталей и калибровочных сертификатов измерительных приборов.