

Документ регламентирует порядок оказания услуги по ремонту двигателя Audi A7 2.0 TFSI 252 л.с. 2018–н.в., включая диагностику и ремонт.
Описание объекта обслуживания
Объект обслуживания: бензиновый двигатель с турбонаддувом Audi A7 2.0 TFSI мощностью 252 л.с., выпуска с 2018 года по настоящее время. Конструкция включает алюминиевый блок цилиндров, распределённый впрыск топлива, цепной привод ГРМ, система турбокомпрессии с электронным управлением и интегрированную система рециркуляции отработавших газов. Узлы облицовки и вспомогательные агрегаты сняты для доступа к моторному отсеку. Рабочие параметры: рабочий объём 2.0 л, число цилиндров 4, порядок работы цилиндров установлен заводом-изготовителем. Привод навесных агрегатов ременной. Состояние эксплуатации фиксируется по пробегу и сервисной истории. Топливная система оборудована форсунками высокого давления. Характерные места контроля: плоскости сопряжения, масляные каналы, канавки поршневых компрессионных колец, посадочные места вкладышей, направляющие клапанов. Дефекты, подлежащие выявлению в рамках диагностических операций: износ стенок цилиндров, задиры поршней, износ маслосъёмных колец, овальность цилиндров, биение коленчатого вала, износ коренных и шатунных вкладышей, деформация плоскостей ГБЦ, образование трещин в головке и блоке, износ седел клапанов. Документация по эксплуатации и коды агрегатов оформляются на этапе приёма автомобиля.
Область применения услуги
Применение услуги ограничено двигателями Audi A7 2.0 TFSI 252 л.с. 2018–н.в.; работа выполняется в специализированных условиях сервиса.
Модель и модификация двигателя
Идентификация изделия производится по марке Audi, модели A7 и обозначению двигателя 2.0 TFSI с паспортной мощностью 252 л.с., выпуск с 2018 года до текущих выпусков. Конфигурация включает бензиновый четырехцилиндровый турбированный мотор с непосредственным впрыском топлива, цепным приводом распределительного вала и алюминиевым блоком цилиндров. Идентификатор двигателя указан на блоке и в электронном блоке управления. Номер двигателя и код модификации фиксируются в документации на автомобиль. Версии с различными кодами ПО и оборудованием электроники учитываются при диагностике. Серийные параметры компрессии, давления масла и допустимые износы определяются по заводским техническим характеристикам. Класификация деталей производится по каталожным номерам производителя.
Предварительная информация
Перечень применяемых расходных материалов, коды запчастей, требования к чистоте масла и топлива, метки времени обслуживания зафиксированы.
Необходимые документы и записи по автомобилю
Наличие технического паспорта и свидетельства о регистрации транспортного средства. Фиксация пробега при приеме автомобиля. Представление сервисной книжки с историей обслуживания. Предоставление отчетов о ранее выполненных ремонтах двигателя и ходовой части. Наличие компьютерных диагностических записей с сохраненными журналами ошибок. Сопроводительная документация на замененные узлы и агрегаты с указанием номеров деталей. Копия страховых документов при наличии страховых случаев, повлекших вмешательство в силовой агрегат. Записи о проведенных модификациях программного обеспечения блока управления двигателем. Акт приемки-выдачи с подписью и датой. Оригиналы или копии актов дефектовки при предыдущих ремонтах.
Подготовительные мероприятия
Организация рабочего места: подготовка подъемника, столов, контейнеров для маркировки деталей, комплектов инструментов и запасных частей.
Организация рабочего места и инструментов
Определение рабочего пространства производится с учётом габаритов двигателя Audi A7 2.0 TFSI 252 л.с. 2018–н.в. Пространство рассчитывается для свободного доступа к передней и боковым сторонам агрегата. Освещение к рабочим зонам направляется равномерно. Пол освобождается от посторонних предметов. Стеллажи маркируются для хранения снятых деталей по этапам разборки. Контейнеры для мелких деталей помечаются и устанавливаются в зоне сборки. Инструментальный набор комплектуется динамометрическим ключом с градуировкой, комплектом торцевых головок, набором измерительных щупов, компрессионным манометром, манометром давления масла и подъёмным оборудованием с грузоподъёмностью, превышающей массу двигателя. Применение специализированных оправок и направляющих предусмотрено для сохранения геометрии деталей при демонтаже и шлифовке. Журнал работ заводится с регистрацией номера агрегата, даты начала, списка использованных инструментов и серийных номеров сменных компонентов. Контроль чистоты производится перед сборкой.
Диагностика общего состояния
Визуальный осмотр двигателя выполнен. Фиксация внешних повреждений, утечек и загрязнений. Фотопротокол создан для отчётности.
Порядок выполнения визуального осмотра
Визуальный осмотр двигателя Audi A7 2.0 TFSI 252 л.с. 2018–н.в. выполняется по этапам. Визуальная оценка внешних дефектов проводится при размещении автомобиля на подъемнике с обеспечением доступа к моторному отсеку. Осмотр включает выявление масляных протечек в зоне крышки клапанов, корпуса масляного фильтра, сальников коленвала, уплотнений маслопроводов. Оценка состояния приводных ремней и шкивов производится на предмет износа, трещин и ослабления. Осмотр системы впуска и турбина производится на предмет повреждений и масляных следов. Проверка электрических разъемов и проводки осуществляется для исключения коррозии и механических повреждений. Оценка крепежа и резинометаллических опор выполняется с фиксацией люфтов и трещин в протоколе осмотра.
Электронная диагностика
Сканирование блоков управления выполнено с использованием заводского ПО; Считывание кодов неисправностей произведено. Протокол сохранён.
Сканирование контрольных блоков и считывание кодов
Подключение диагностического оборудования к диагностическому разъему выполняется согласно электрической схеме автомобиля. Считывание кодов неисправностей производится через специализированный адаптер с поддержкой протоколов UDS и CAN, протоколы выбираются автоматически по идентификационным данным блока. Полученные коды и параметры работы контроллеров фиксируются в отчётной форме. Интерпретация кодов выполняется по справочным базам производителя. Активация исполнительных устройств и тестовые измерения проводятся через диагностический интерфейс для подтверждения функциональности. Журналы событий сохраняются для последующего анализа.
Измерение компрессии
Измерение компрессии производится цилиндр за цилиндром с применением манометра, фиксирование значений, сравнение с нормативом, запись результатов.
Методика измерения и критерии оценки
Измерение компрессии выполняется манометром высокого давления при прокрутке стартером с отключенной системой впрыска и отсоединёнными катушками зажигания. Фиксация показаний производится на каждом цилиндре после трех последовательных циклов прокрутки. Отклонение показаний между цилиндрами превышающее 10% считается признаком износа поршневой группы или негерметичности клапанов. Измерение давления масла проводится манометром в магистрали подающего канала при холостом ходе и при 3000 об/мин. Оценка производится по паспортным значениям производителя. Разница давления при повышенных оборотах до 0.5 бар допускается как рабочая вариация. Повышенное пульсирование давления указывает на износ масляного насоса или наличие воздушных включений. Наличие постоянного падения давления ниже минимальной отметки характеризуется критическим состоянием подшипников и масляных каналов блока цилиндров.
Измерение давления масла
Проведение измерений давления масла производится через манометр на масляной магистрали; требования к значениям фиксируются в паспорте двигателя.
Последовательность измерений и допустимые значения
Измерение давления масла выполняется при рабочей и холостых оборотах двигателя. Подготовка включает установку манометра в точку снятия показаний. Снятие показаний производится при прогретом агрегате. Зафиксировать значение при 800–1000 об/мин и при 3000–3500 об/мин. Допустимые значения для холодного запуска и прогретого мотора устанавливаются по заводской документации; ориентировочно давление на холостых должно составлять 0,8–1,5 бар, при повышенных оборотах 3,0–5,0 бар. Разница между цилиндрами при измерении компрессии не должна превышать 10% относительного значения. При расхождении выше установленного порога выполняется системная диагностика и дефектовка масляной системы с фиксацией результатов в отчете.
Оценка результатов диагностики
Оценка выполнена по критериям компрессии, давления масла и кодов ошибок. Решение о демонтаже основывается на отклонениях.

Снятие двигателя
Демонтаж двигателя выполняется по поэтапной схеме: отключение коммуникаций, маркировка, удержание агрегата подъемным оборудованием, снятие с опор.
Этапы демонтажа и маркировка деталей
Демонтаж двигателя производится по этапам с фиксацией позиции каждого узла. Отсоединение электрической проводки и магистралей выполняется первым; электроразъёмы и трубопроводы маркируются цветными этикетками с уникальным кодом. Снятие навесных агрегатов оформляется отдельной операцией с указанием направления снятия и момента затяжки креплений при повторной сборке. Блок креплений, выпускной коллектор и впускная система подлежат маркировке по порядковым номерам цилиндров. Каждый болт и шпилька помещаются в промаркированный контейнер с указанием точки установки. Крышки распределительных валов и приводные элементы маркируются положением относительно корпуса. При демонтаже головки блока цилиндров маркировка высоты прокладки и ориентации устанавливаемой поверхности выполняется с записью в журнал работ. Картер и поддон промаркировываются для обеспечения правильного положения при сборке. Шланги системы охлаждения и топливные трубки маркируются длиной и положением для исключения взаимозаменяемости. Оборудование для подъёма двигателя фиксируется на опорных точках, указанных в технической документации.

Разборка агрегата
Поэтапное разъединение узлов двигателя выполнено: сняты навесные детали, демонтированы ГБЦ и кривошипно-шатунный механизм для последующей дефектовки.
Алгоритм последовательной разборки узлов
План разборки составлен для обеспечения контролируемого демонтажа компонентов двигателя Audi A7 2.0 TFSI 252 л.с. 2018–н.в. Рациональная последовательность направлена на минимизацию повреждений и сохранение сопроводительной маркировки.
Первичная фиксация агрегата на подъемнике и обслуживание соединений. Электропроводка и разъемы отсоединяются, бачки и магистрали смещаются, коллектор демонтируется. Демонтаж вспомогательных узлов производится по этапам, отмеченным в сопроводительной карте. Слив жидкости производится в подготовленную тару. Крепежные элементы маркируются и укладываются по группам.
Крышки и кожухи снимаются с фиксацией момента затяжки. Головка блока извлекается после последовательного ослабления болтов в рекомендованной очередности и с соблюдением регистрационных отметок. Установочные элементы и направляющие удаляются по очереди. Поршневая группа извлекается совместно с шатунными крышками; вкладыши помечаются относительно посадочных мест. Коленвал фиксируется, подшипники снимаются. Детали упаковываются и направляются на дефектовку.

Дефектовка компонентов
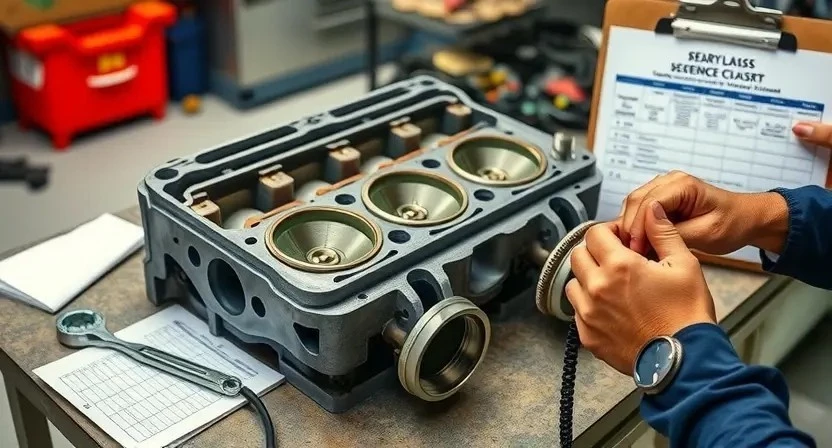
Проведение дефектовки включает измерение износа, контроль зазоров, оценку трещин, проверку геометрии and определение годности к ремонту.
Параметры оценки состояния деталей
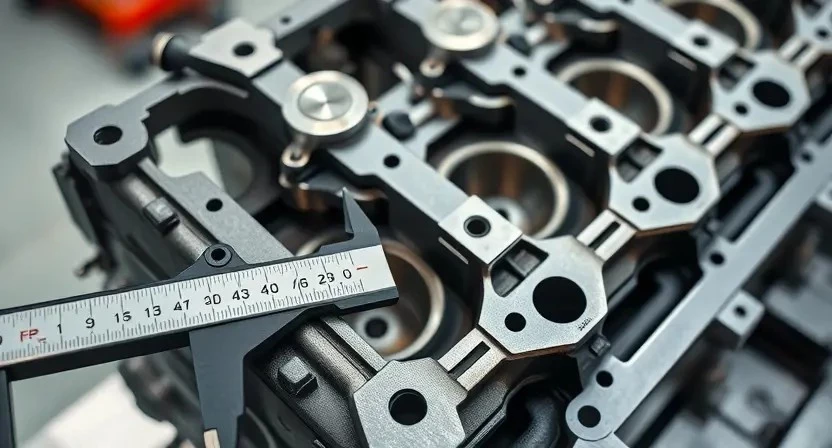
Определение износа производится по измерениям и внешним признакам для блоков цилиндров, поршней, колец, шеек коленвала, вкладышей и ГБЦ. Для цилиндров указывается диаметр и овальность в мм, допуск на износ указывается сравнительно с заводским размером. Для поршней фиксируется диаметр, конусность, наличие задиров и нагара. Для поршневых колец указывается высота, зазор в замке и деформация. Для вкладышей фиксируется ширина масляной пленки и радиальное биение, измеренное микрометром. Для шеек коленвала указывается овальность и шероховатость Ra. Для направляющих клапанов и седел указывается износ по глубине и диаметру. При оценке ГБЦ регистрируется плоскостность поверхности, трещины и состояние каналов охлаждения. Значения сравниваются с нормативными пределами; превышение предела фиксируется как дефект.

Шлифовка коленвала
Шлифовка коленвала производится по дефектовке; контроль цилиндров и шеек осуществляется; допуски и шероховатость восстанавливаются согласно нормам.
Требования к шлифовке и контрольные размеры
Определение объёма шлифовки коленчатого вала производится по измеренным износу и наличию задиров. Контроль проводится по диаметрам канавок и шеек. Допустимая износостойкость шейки после шлифовки указывается производителем и фиксируется в технической документации. Замер диаметра выполняется микрометром по шести точкам с окружным шагом. Параллелизм торцов определяется индикатором с погрешностью не более 0,01 мм. Для каждого ремонтного размера указывается предельный износ, ремонтные размеры и посадочные размеры под вкладыши. Применение абразива согласуется с назначенным классом чистоты поверхности. Равномерность снятого слоя контролируется по лыске. Протяжённость обработки не должна выходить за проектные допуски.

Расточка блока цилиндров
Расточка блока производится для восстановления геометрии цилиндров. Контроль диаметров и соосности обязательный. Применение хонингования.
Технология расточки и измерение цилиндров
Расточка цилиндров производится после дефектовки блока с целью восстановления цилиндрической формы и устранения износа. Измерение диаметров выполняется микрометрическими инструментами и внутренним нутромером по каждому цилиндру в трех плоскостях на двух уровнях. Результаты фиксируются в техническом паспорте ремонта. При обнаружении конусности или овальности свыше допустимого предела назначается расточка до ремонтного размера. Контроль диаметра проводится по паспорту допусков производителя. Шероховатость поверхности выставляется согласно спецификации. Последующее хонингование выполняется для достижения требуемой текстуры. Допуски и межосевые расстояния сверяются контрольными калибрами. Фиксация размеров и отметки о переходе на ремонтный комплект вносится в отчет.
Замена поршней и колец
Подбор комплектов по марке и размеру. Замена поршней и колец производится по результатам дефектовки. Контроль зазоров и посадок.
Подбор комплектующих и установка
Подбор комплектующих производится на основании результатов дефектовки и технической документации производителя. Подбираются поршни с размерами по расточке, кольца по внутреннему диаметру цилиндра, коренные и шатунные вкладыши по стандартным и ремонтным размерам, направляющие втулки и седла клапанов при необходимости. При выборе уплотнений и сальников учитываются материалы и температурные характеристики. Болты с критическими моментами подбираются с учётом класса прочности. Установка компонентов проводится по последовательности сборки, соблюдается осевой и радиальный зазор, торцевые размеры и маркировка позиций. Притирка седел выполняется перед сборкой ГБЦ. Смазка рабочих поверхностей наносится строго перед монтажом. Моменты затяжки и моменты предварительной посадки фиксируются в акте работ. Контроль размеров и соответствие допускам фиксируется в карте дефектовки.
Замена коренных и шатунных вкладышей
Замена вкладышей производится по результатам дефектовки. Измерение зазоров осуществляется микрометром и щупом. Контроль биения выполняется.
Контроль биения и зазоров
Контроль биения коленвала, шатунов и маховика производится после шлифовки и перед окончательной сборкой. Измерение радиального и аксиального биения проводится индикатором часового типа с фиксацией значений на монтажной плите. Допуск радиального биения коленвала в подшипниках устанавливается в соответствии с паспортными данными двигателя. Зазоры коренных и шатунных вкладышей измеряются пластинчатым щупом при установленном натянутом положении коленвала. Критерии соответствия определяются по таблице предельных значений. При превышении пределов производится подбор вкладышей другой толщины. Фиксация результатов в дефектовочной ведомости производится с указанием номеров деталей и измеренных параметров. При сохранении биения выше допуска рекомендуется шлифовка с последующей повторной проверкой.
Ремонт или замена головки блока цилиндров
Проверка плоскостей ГБЦ, измерение деформации, замена направляющих клапанов и седел, шлифовка, сборка с новым прокладочным комплектом.
Проверка плоскостей, замена направляющих и седел
Проверка плоскостей головки блока цилиндров выполняется измерением геометрии поверхности с помощью торцевого индикатора и микрометра. Отклонения от заводских допусков фиксируются в протоколе. Шаблонная проверка плоскостей блока проводится сопряжённо для исключения перекосов при сборке. Замер толщины прокладки фиксируется отдельно. Измерение износа направляющих клапанов производится микрометром, износ свыше установочной величины фиксируется как дефект. Направляющие подлежат замене при шашечном износе или радиальном люфте, превышающем норматив. Седла клапанов проверяются методом вуалевого контакта и притирки для оценки герметичности посадки. При обнаружении выработки седел обозначается необходимость расточки с установкой новых вставок или замены головки. Установка направляющих производится с обеспечением соосности и контролем усилия ввода. Заводские параметры зазора клапанов учитываются при подборе новых компонентов. Регистрация результатов выполняется в карточке ремонта.
Сборка двигателя
Сборка производится по очередности узлов. Контроль номиналов и моментов затяжки. Установлена герметичность и регулировка фаз привода.
Последовательность сборочных операций и моменты затяжки
Сборка двигателя выполняется по этапам с фиксацией контрольных размеров и приложенных усилий. Последовательность включает установку поддона, корпуса масляного насоса, коленчатого вала с коренными вкладышами, шатунов с шатунными вкладышами, поршней с кольцами, цилиндровой головки с прокладкой, распределительных валов, приводных элементов и навесного оборудования. Моменты затяжки болтов коленвала и коренных крышек задаются в два этапа: предварительный момент, затем угол поворота. Болты шатунных крышек затягиваются в соответствии с табличными значениями с заменой крепежа при однократном применении. Для ГБЦ предусмотрена последовательность от центра к краям с контролем уплотнения и последующей угловой добивкой. Крутящие моменты навесных фланцев и креплений указываются в спецификации; при работе с электрическими соединениями обеспечивается контактная прочность. Запуск после сборки производится после промывки масляной системы и прокачки масляного насоса.
Обкатка двигателя
Обкатка проводится после сборки. Прогрев при умеренных оборотах. Измерение параметров выполняется в установленные интервалы времени.
Режимы обкатки и контроль параметров
Обкатка двигателя выполняется в несколько этапов с фиксацией временных интервалов работы и параметров. Первичный прогрев выполняется при частоте вращения холостого хода до достижения рабочей температуры охлаждающей жидкости. Плавное увеличение нагрузки производится при равномерном наборе оборотов до 3000 об/мин с интервалами по времени и по температуре. Фиксация давления масла производится в режиме холостого хода и при увеличенных оборотах. Контроль компрессии выполняется после предварительного прогрева и фиксируется по цилиндрам. Регистрация параметров производится через диагностический интерфейс. Запись данных производится в журнал с указанием времени и режима работы.
Контроль компрессии, давления масла и электронная адаптация
Измерение компрессии выполняется цилиндр за цилиндром с применением манометра, фиксирование значений производится в журнале. Допустимые разбросы указываться в нормативах производителя; отклонение от номинала считается основанием для дальнейшей дефектовки.
Измерение давления масла проводится при холодном и прогретом состоянии двигателя с подключением манометра к масляной магистрали. Регистрация пиков и установившихся значений осуществляется для определения работоспособности масляной системы и масляного насоса.
Электронная адаптация производится после сборки и запуска двигателя. Считывание и очистка кодов осуществляется диагностическим адаптером, выполнение адаптаций впрыска и холостого хода производится в специализированном программном обеспечении. Фиксация результатов заносится в отчет.