
Описание услуги: ремонт двигателя Audi A6 2.0 TFSI 252 л.с. 2018-н.в.; перечень операций, этапность и контрольные процедуры.

Область применения услуги
Применение: двигатели Audi A6 2.0 TFSI 252 л.с. 2018-н.в.; работы по диагностике, оценке и капитальному ремонту агрегата.
Модель и агрегат
Определение объекта ремонта: двигатель бензиновый 2.0 TFSI, рабочий объем 1984 см3, мощность 252 л.с., форсированный впрыск и наддув. Классификация по коду двигателя и маркировке проводится по табличке на блоке и по VIN автомобиля. Указанные параметры используются для подбора деталей и технологических карт. Конструкция включает алюминиевый блок, чугунные гильзы или обработанные поверхности, цепной привод ГРМ. Характерные узлы: турбокомпрессор, система непосредственного впрыска, фазовращатели.
Период выпуска
Период изготовления двигателя 2.0 TFSI 252 л.с. обозначен как 2018–н.в. Информация по годам выпуска указывается в документации производителя. Эксплуатационные характеристики могут изменяться при модификациях в пределах модельного ряда. Серийные номера и маркировка двигателя подлежат сверке с заводскими данными перед началом работ. Версии блока и прошивок учитываются при планировании диагностики и ремонта. Обновления конструктивных элементов учитываются в справочных бюллетенях. Даты выпуска фиксируются в сервисной истории автомобиля.

Цель работ
Определение объема и ожидаемых результатов ремонта двигателя Audi A6 2.0 TFSI 252 л.с. 2018-н.в. Цель охватить этапы: диагностирование электронных и механических систем, оценка технического состояния, измерение компрессии цилиндров и давления масла, демонтаж агрегата, разборка, дефектовка деталей, механическая обработка поверхностей, замена поршней, колец и вкладышей, ремонт или замена головки блока цилиндров, сборка и обкатка. Ожидаемый результат: восстановление эксплуатационных характеристик двигателя до заводских параметров, подтвержденное измерениями и протоколами.
Общие требования к документации
Документация должна включать перечень работ, протоколы замеров, акты дефектовки, наименования заменённых деталей и записи об оплате.
Техническая документация
Перечень документов, обязательных к хранению при выполнении ремонта двигателя Audi A6 2.0 TFSI 252 л.с. 2018-н.в.:
- Технические руководства производителя с кодами деталей и спецификациями моментов затяжки.
- Чертежи и схемы системы смазки и охлаждения с указанием соединений.
- Инструкции по применению измерительного оборудования и методики замеров компрессии и давления масла.
- Протоколы контроля геометрии и допусков для блока и коленчатого вала.
- Сертификаты на расходные и заменяемые узлы.
Фиксация внесенных изменений и подтверждающих документов обязательна.
Журнал работ и акты
Ведение журналов производится для фиксации всех этапов ремонта двигателя Audi A6 2.0 TFSI 252 л.с. 2018-н.в. Запись включает дату, операцию, идентификационные номера деталей, результаты измерений компрессии и давления масла. Протоколы диагностики сохраняются с указанием кодов ошибок блока управления и версий прошивки. Акт приема-передачи составляется при поступлении автомобиля и при выдаче после обкатки. Замена компонентов подтверждается накладными и маркировкой на экземплярах. Контрольные замеры фиксируются в виде табличных приложений. Подписи сотрудников и печать организации ставятся на экземплярах.
Подготовка автомобиля к приему
Осмотр визуальный выполняется перед приемом; фіксация повреждений, уровень топлива и состояние аккумулятора регистрируются.
Визуальная оценка состояния
Осмотр двигателя проводится в выставленных условиях освещения. Поверхности блоков и навесных агрегатов обследуются на трещины, деформации и следы протечек. Соединения уплотняющих элементов осматриваются на целостность и герметичность. Резьбовые соединения осматриваются на износ и выкрашивание. Ремни и цепи привода осматриваются на натяжение и наличие повреждений. Шланги и проводка осматриваются на растрескивание и контактные повреждения. Крепежные элементы проверяются на отсутствие коррозии и ослабления.
Снятие покрытия и дополнительных узлов
Снятие декоративных крышек и воздуховодов производится для обеспечения доступа к моторному отсеку и узлам. Крепления осмотреть на износ; крепёжные элементы пометить. Электропроводку и жгуты отсоединять с фиксацией положения. Топливную систему заглушать при демонтаже компонентов, связанных с подачей топлива. Вакуумные соединения освобождать аккуратно. Системы охлаждения и смазки подготовить к сливу рабочих жидкостей через предусмотренные сливные точки. Подкапотные элементы маркировать для сохранения заводских соединений при обратной сборке.
Диагностика состояния двигателя
Электронная и функциональная проверка выполняется: чтение кодов, замеры компрессии и давления масла фиксируются протоколом.
Электронная диагностика блока управления
Подключение диагностического оборудования производится к разъему OBD-II или специализированным интерфейсам ЭБУ. Считывание кодов неисправностей выполняется при отключенных внешних потребителях электроэнергии. Снятие адаптивных параметров допускается при наличии процедуры калибровки. Считывание параметров в реальном времени обеспечивает регистрацию давления наддува, положения дросселя, фаз газораспределения, коррекции топлива, температуры охлаждающей жидкости и давления масла. Содержатся протоколы сеансов и сохраненные логи.
Анализ кодов включает классификацию по приоритетам и ссылкам на описания протоколов. Диагностические ошибки подлежат документированию с указанием параметров и времени появления. Запись журналов работы проводится в формате, обеспечивающем последующую трассировку событий. Обнаружение неисправностей сопровождается предложением объема дальнейших процедур диагностики и измерений.
Проверка системы смазки и охлаждения
Оценка системы смазки производится по давлению масла на холостом ходу и при нагрузке. Подключение манометра выполняется к штатному штуцеру. Измерения проводятся на прогретом двигателе при стабильных оборотах. Фиксация показаний производится за три замера с интервалом в 30 с. Оценка включает сравнение с нормативными значениями производителя и запись расхождений.
Осмотр масляного фильтра предусматривается на предмет загрязнений и механических включений. Отбор пробы масла производится для анализа металлов износа. Результат документируется в журнале работ.
Охлаждающая система проверяется на герметичность методом давления в расширительном бачке. Замер температуры коллектора охлаждающей жидкости проводится инфракрасным пирометром по двум точкам. Определение циркуляции производится по перепаду температур на входе и выходе радиатора. Состояние патрубков и хомутов фиксируется в акте.
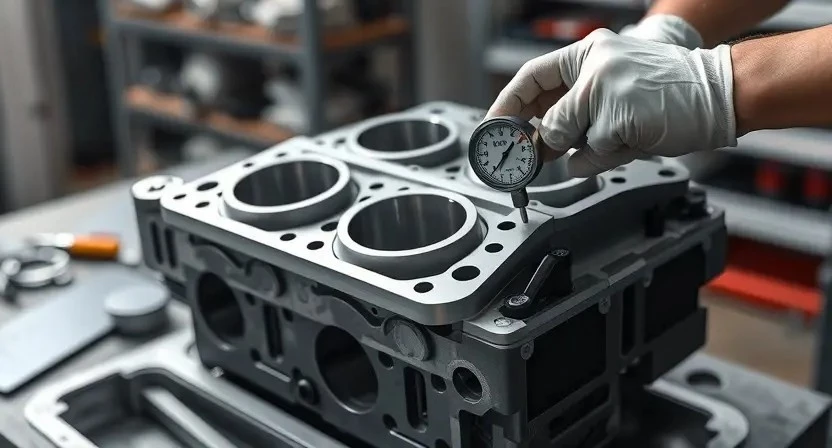
Измерение компрессии цилиндров
Измерение проводится с использованием компрессометра; регистрировать значения по цилиндрам; сравнение с нормативом для модели.
Последовательность выполнения замеров
Подготовка к замерам производится демонтажем свечей зажигания и обеспечение отключения топливной подачи. Подключение компрессометра производится к свечному отверстию цилиндра. Прокрутка коленвала обеспечивается стартером при отключенной системе подачи топлива. Фиксация показаний производится после стабилизации стрелки манометра. Процедура повторяется для всех цилиндров в последовательности, определенной заводом-изготовителем. Запись результатов и сравнение с номинальными данными выполняются в протоколе.
Оценка результатов и допуски
Результаты замеров компрессии и давления масла фиксируются в отчете. Допуски приводятся в таблице: компрессия 11,0-13,5 бар; разброс между цилиндрами до 0,7 бар; падение после прокрутки не более 0,5 бар. Давление масла на холостом ходу 0,8-1,5 бар; при 3000 об/мин 3,0-4,5 бар. Измерения геометрии валов и посадочных мест соответствуют паспортным предельным размерам из ремонтной документации. Изношенные детали подлежат замене согласно каталожным размерам. Результаты сверяются с протоколом дефектовки.
Измерение давления масла
Подключение манометра к масляной магистрали; измерения при холостом ходе и повышенных оборотах; фиксация и протоколирование показаний.
Схема подключения манометра
Описание схемы подключения манометра к системе масляного давления двигателя Audi A6 2.0 TFSI 252 л.с. 2018-н.в. приведение последовательности соединений и указание точек измерения.
Подключение производится к штуцеру масляного канала на блоке цилиндров через адаптер с уплотнительным кольцом. Шланг манометра подсоединяется к адаптеру посредством резьбового соединения. Контрольная точка выбирается в зависимости от конструкции корпуса фильтра или корпуса датчика давления.
Измерение выполняется при прогретом двигателе на холостом ходу и под нагрузкой при фиксированных оборотах; фиксирование показаний производится после стабилизации параметров. Включение зажигания и запуск мотора допускаются для получения рабочих значений. Заполнение манометра маслом исключается; применение переходников с некорректной резьбой исключается.
Интерпретация показаний и границы норм
Измеренные значения давления масла сопоставляются с нормативами завода-изготовителя для двигателя 2.0 TFSI 252 л.с. Пределы давления в холодном состоянии указаны отдельно от рабочих температур. При прогретом моторе давление на холостом ходу должно соответствовать установленной минимальной отметке; при повышенных оборотах давление должно повышаться до заданной величины. Отклонение за пределы допуска считается признаком износа масляного насоса, засорения магистралей или нарушения зазоров в подшипниках.
Фиксация всех показаний производится в журнале. При регистрации нестандартных значений назначается дополнительная диагностика с целевой проверкой масляной системы и конструктивных элементов двигателя.

Снятие двигателя
Подготовка подъемного оборудования. Отключение коммуникаций. Демонтаж навесных агрегатов. Вывешивание и извлечение агрегата.
Подготовка рабочего места и инструментов
Оборудование рабочего места подготовлено к приему двигателя Audi A6 2.0 TFSI 252 л.с. 2018-н.в. Пространство очищено от посторонних предметов. Напольное покрытие выровнено. Освещение установлено с уровнем светоотдачи, обеспечивающим визуальный контроль дефектов. Стеллажи помечены по группам деталей. Инструментальный набор комплектован ключами, динамометром, съемниками, прессом, оправками, штифтами и набором мерителей.
Контрольные приборы откалиброваны. Защитные средства размещены отдельно. Поддон для слива жидкости подготовлен. Маркировочные наклейки пронумерованы и доступны.
Операции по демонтажу агрегата из моторного отсека
Подготовка рабочего места и фиксация автомобиля выполнены. Отсоединение аккумуляторной батареи произведено. Снятие воздуховодов и корпусов фильтров обеспечено. Отсоединение топливных магистралей и слив топлива выполнено с применением емкостей и защитных приспособлений. Отсоединение электрических разъемов и датчиков произведено с маркировкой для обратной сборки. Демонтаж охладительной системы выполнен с удалением охлаждающей жидкости в специализированные емкости. Снятие выпускной системы и приёмной трубки произведено по очередности, исключающей повреждения. Отсоединение приводных ремней и натяжителей осуществлено. Подготовка проушин и точек крепления подъёмного оборудования выполнена. Подвешивание двигателя к лебёдке осуществлено с использованием траверсы и стропов, проверка равновесия произведена. Болтовые соединения крепления к раме откручены в заданной последовательности. Извлечение агрегата из моторного отсека выполнено плавно с контролем пересечений трубопроводов и кабелей. Перемещение на стол для дальнейшей разборки произведено на подставках, исключающих деформацию.
Разборка двигателя
Демонтаж навесных агрегатов производится по схеме. Разборка корпуса и узлов выполняется с маркировкой и хранением деталей.
Порядок демонтажа навесных компонентов
Удаление навесных узлов производится поэтапно с фиксацией состояния и маркировкой разъемов. Демонтаж воздушного фильтра и корпуса выполняется первым. Снятие впускного коллектора проводится последовательно, с отведения трубопроводов топливной магистрали и вакуумных линий. Отсоединение проводки блока управления производится с маркировкой контуров. Снятие генератора и компрессора кондиционирования производится с фиксацией крепежа. Слив охлаждающей жидкости и масла производится в тару с маркировкой. Демонтаж ремней и роликов проводится при снятом натяжителе. Уплотнители и прокладки маркируются для последующей замены. Инструмент и крепеж комплектуются по позициям. Контроль потерь деталей при демонтаже ведется протокольно.
Извлечение головки блока цилиндров и блока цилиндров
Подготовка рабочего пространства и фиксация двигателя выполняется для исключения перемещений. Отсоединение коммуникаций, систем и проводки производится по схеме производителя; маркировка разъемов выполняется для упрощения последующей сборки. Снятие навесных агрегатов проводится до доступа к крепежным элементам головки. Ослабление и последовательное выкручивание болтов головки выполняется по шаговой схеме с контролем момента. Подъем головки производится с применением траверсы и механизированного подъема; хранение на ровной поверхности. Демонтаж поршневой группы из блока производится после закрепления поршней стопорными приспособлениями; крышки коренных подшипников промаркированы. Дополнительная чистка прилегающих поверхностей выполняется с использованием неабразивных средств; сборка запрещена на загрязненных деталях.

Дефектовка деталей
Осмотр поверхностей выполнен с измерением износа; замеры геометрии записаны; дефекты классифицированы по степени и способу ремонта.
Осмотр поверхностей и измерения геометрии
Визуальный осмотр поверхности деталей выполняется при чистоте обработки и освещённости, сведение дефектов в перечень. Равномерность плоскостей фиксируется при использовании щупа и индикатора. Измерение биения проводится индикатором часового типа с базированием на опорных плоскостях. Профиль канавок и посадочных мест анализируется измерительными шаблонами и микрометром. Контроль круговой и торцевой поверхности предусматривает протоколирование значений. Отклонения от нормы вносится в дефектовочную ведомость.
Критерии годности и перечень заменяемых деталей
Оценка детали производится по измерениям и визуальным признакам. Измерение износа шеек коленвала производится по калибрам и микрометрам. Измерение биения поверхности блока выполняется на плите. Контроль цилиндров производится с помощью нутромера. Поршни подлежат замене при превышении рабочего диаметра или при трещинах. Кольца подлежат замене при выходе за зазоры посадки. Вкладыши подлежат замене при износе или деформации. Головка блока заменяется при трещинах или неисправности седел клапанов. Фильтры, уплотнения, прокладки указаны как расходные элементы.

Шлифовка и расточка блоков и валов
Шлифовка поверхности коленвала и расточка цилиндров производится по допускам, контроль размеров и шеров регистрируются в акте.
Контроль технологических размеров
Измерение размеров деталей производится измерительными приборами с поверкой. Контроль диаметров цилиндров и шатунных шеек производится нутромером и микрометром. Измерение биения бурта коленвала и зазоров между вкладышами производится щупами с фиксацией значений в протоколе. Контроль геометрии головки блока производится индикатором и плитой с указанием допусков по регламенту. Замеры плоскостности привязаны к паспорту деталей. Отклонения фиксируются и по ним принимается решение.
Технологические операции и припуски
Перечень операций включает шлифовку коленвала, расточку цилиндров, хонингование, шлифовку плоскостей головки и балансировку шатунов.
Значения припусков указаны численно. Допуск на расточку цилиндров в пределах 0,25 мм. Припуск на шлифовку коленвала до 0,50 мм по диаметру шеек. Припуск на плоскость ГБЦ 0,20 мм. Допуск на проточку седел клапанов 0,15 мм.
Контроль размеров производится циклическими измерениями. Применение измерительного инструмента калибровкой подтверждается. Результаты вносится в отчетную документацию.
Замена поршней и колец
Подбор поршней по размерам и марке. Установка колец с проверкой зазоров. Смазывание колец перед сборкой. Контроль компрессии.
Подбор запасных частей по размерам и маркировке
Определение размеров и маркировки производится по заводским номерам и измерительным данным после дефектовки. Вписываются коды для поршней, колец и вкладышей с допусками, указаны размеры шейки коленвала и посадочных гнезд. Указание класса износа наносится на карту детали. Сопутствующие детали маркируются по спецификации двигателя 2.0 TFSI 252 л.с. 2018; Проверка маркировки проводится сравнением с каталогом изготовителя. Заказ комплектующих производится по подтвержденным артикулам.
Установка поршневых колец и проверка зазоров
Подготовка компонентов к установке производится по маркировке и размерным обозначениям. Установка колец производится в посадочные канавки поршня с контролем взаимного расположения замков. Замки размещаются с распределением на окружности, исключающим совпадение зазоров. Проверка осевого зазора кольца в канавке выполняется щупом по спецификации производителя. Замер торцевого зазора устанавливается в цилиндре при свободном положении кольца. Результаты фиксируются в акте дефектовки. Коррекция выполняется заменой колец при выходе за пределы допусков.
Замена вкладышей коленвала
Подготовка: измерение посадочных мест. Подбор вкладышей по диаметру. Установка с контролем масляных зазоров.
Подбор вкладышей и контроль зазоров
Подбор вкладышей производится на основании измерений шатунного и коренного шеек коленвала. Измерения диаметров выполняются микрометром и внутренним микрометром. Выбор размера вкладышей осуществляется по таблице допусков производителя; указывать маркировку детали и размер допуска. Контроль зазоров выполняется щупом; измерения фиксируются в журнале работ. Замер масляного зазора производится при сборке шатунно-поршневой группы. Отчёт включает серийные номера деталей и измеренные значения.
Приложение: таблица допусков и методика измерений.
Работы с головкой блока цилиндров
Демонтаж ГБЦ выполнен. Осмотр седел, направляющих и плоскостей произведён. Ремонтные размеры зафиксированы в отчёте.
Ремонт или замена ГБЦ
Определение состояния головки блока цилиндров производится по результатам дефектовки: проверка трещин методом проникающего контроля, измерение плоскостности рабочей поверхности и контроль внутренних каналов охлаждения.
При выявлении неисправностей производится выбор способа восстановления: шлифовка рабочей поверхности при сохранении геометрии, проточка седел клапанов, замена направляющих втулок и направляющих уплотнений.
При критических повреждениях производится замена головки. Перед сборкой выполняется промывка каналов, замена прокладки, нанесение герметика по технологической карте и контроль моментов затяжки.
Проверка крышек распределительных валов и седел клапанов
Осмотр поверхности крышек распределительных валов выполнять для выявления трещин, деформаций и износа мест посадки. Контроль усилия на крышках производить измерением момента затяжки и сравнением с эталонными данными. Замеры биения распределительных валов проводить индикатором часового типа с фиксированием отклонений. Состояние седел клапанов оценивать по фаскам, глубине посадки и следам сердцевинного износа. Испытания на герметичность седел в выполнять с применением гидравлической или вакуумной методики. Документирование результатов обязательное, с указанием измеренных величин и допусков.
Сборка двигателя
Сборка производится в установленной последовательности. Контроль размеров и моментов затяжки фиксируется в акте работ.
Последовательность сборки и контрольные моменты
Сборка двигателя выполняется поэтапно. Монтаж кривошипно-шатунного механизма проводится с соблюдением номинальных зазоров; замеры задокументированы. Установка поршней производится с контролем ориентации и зазоров поршневых колец; замеры кольцевых зазоров внесены в акт. Установка вкладышей заполняется проверкой масляных каналов и очисткой поверхностей; зазоры измерены микрометром. Монтаж головки блока проводится с применением новых прокладок и контролем плоскостности; моменты затяжки фиксируются по этапам; Прокачка системы смазки осуществляется до достижения установленного давления. Регистрация параметров завершается протоколом пуска и холостого хода.
Моменты затяжки и применение герметиков
Представленный документ содержит нормативные значения крутящего момента для крепежных элементов головки блока цилиндров, крышек распределительных валов, маховика и других критичных соединений. Значения указаны в Н·м и последовательности этапов затяжки при холодном и прогретом состоянии.
Применение уплотнительных материалов регламентировано по типу шва и температурному режиму. Категории герметиков указаны по стойкости к маслу, антифризу и температурной деформации. Для многослойных прокладок допускается использование специальных герметиков тонким слоем. В местах с резьбовыми соединениями допускается нанесение фиксирующих составов средней прочности. После затяжки производится контроль угловым измерителем, при необходимости выполняется повторная фиксация по таблице допусков.
Установка двигателя и итоговая проверка
Установка двигателя производится по калиброванным опорам. Подключение систем выполняется с контролем герметичности и параметров пуска.
Подключение систем и проверка герметичности
Подключение топливной магистрали, системы охлаждения и маслопроводов производится согласно заводской схеме. Контуры электропитания и управления подключаются к штатным разъемам. Показатели давления на топливной рампе фиксируются манометром. Пневматическая проверка герметичности впускного коллектора и каналов двигателя выполняется давлением до 0,2 бар с контролем по падению давления. Система охлаждения заполняется антифризом по нормам производителя. Масляная система заполняется рекомендованным маслом до контрольного уровня. Испытание на герметичность проводится при статическом и рабочем давлениях. Фиксация результатов производится в отчете.
Проверка параметров при пуске
Фиксация начальных показателей производится до выхода двигателя на рабочую температуру. Считывание кодов ошибок производится через оборудование диагностики, логируются идентификаторы и время. Напряжение бортовой сети регистрируется под нагрузкой стартера и после запуска, сравнение с паспортными значениями выполняется по протоколу. Частота вращения холостого хода контролируется стабилизатором оборотов и сопоставляется с нормами. Давление масла в магистрали замеряется манометром на холодном и прогретом агрегате. Температура теплоносителя фиксируется датчиками, данные вносились в акт приема. Утечки по системе впуска и выпускного тракта диагностировались звуковыми и вакуумными методами, результаты отражены в протоколе. Распределение воспламенения подтверждено по сигналам датчиков распредвалов и коленвала; синхронизация зафиксирована в отчете. Ошибки коммуникации блока управления регистрируются отдельно.
Обкатка и настройка после ремонта
Обкатка проводится по этапам: прогрев, ступенчатая нагрузка, измерения параметров, адаптация ЭБУ, документирование результатов.
Режимы обкатки и измерения в процессе
Обкатка производится по этапам с фиксированием параметров. Первичный этап — холостые обороты двигателя в течение 15 минут для установления стабильных температурных режимов. Второй этап — переменные нагрузки на трансмиссию в пределах экономичного диапазона скорости, продолжительность 30 минут. Третий этап ⏤ равномерная эксплуатация при средней нагрузке в течение 50 километров для проверки герметичности и износа. Параллельно выполняется замер давления масла, контроль температуры охлаждающей жидкости и анализ выбросов. Запись результатов в журнал производится после каждого этапа для последующей оценки динамики.
Настройка системы управления двигателем и адаптация
Настройка ЭБУ производится после сборки двигателя и подключения всех электроконтактов. Выполнение инициализации датчиков выполняется через диагностический интерфейс. Выполнение адаптаций топливной системы и фаз газораспределения производится по регламенту производителя. Параметры прошивки сверяются с эталонными значениями. Калибровка датчиков давления и температуры выполняется с фиксированными входными сигналами. Регистрация параметров производится в сервисной документации. Контроль ошибок и сброс кодов выполняется до окончательного запуска.
Выдача результатов и гарантийные обязательства
Оформление результата производится документом, включающим перечень выполненных работ, измерений и контрольных значений. Протокол диагностики прилагается с указанием исходных параметров и результатов после ремонта. Гарантийный талон содержит сроки гарантии на выполненные операции и заменённые детали, а также условия утраты гарантии при нарушении эксплуатационных требований. Протокол обкатки и адаптации фиксируется отдельно. Выдача документации сопровождается экземпляром счёта и актом приёмки-передачи. Сроки гарантийных обязательств указаны в договоре.