

Описание работ по двигателю Audi Q5 2.0 TFSI 265 л.с. (2019–н.в.) представлено в виде перечня процедур: диагностика, оценка состояния, измерение компрессии и давления масла, снятие, разборка, дефектовка, шлифовка, расточка, замена поршней, вкладышей и колец, ремонт или замена головки блока цилиндров, сборка, обкатка и настройка.
Описание объекта ремонта
Двигатель бензиновый 2.0 TFSI 265 л.с., установлен в кузове Audi Q5 производства с 2019 года по настоящее время. Конфигурация четырехцилиндровая, наддув турбонагнетателем, непосредственный впрыск топлива. Блок цилиндров изготовлен из алюминиевого сплава с гильзами, головка блока многоклапанная с цепным приводом ГРМ. Система смазки включает масляный насос и датчик давления масла. Система охлаждения с водяным насосом электрического типа или с приводом от ремня в зависимости от модификации. Электроуправление мотором реализовано через ЭБУ с шиной CAN. Топливная аппаратура высокого давления интегрирована с форсунками непосредственного впрыска. Текущий ресурс зависит от условий эксплуатации и обслуживания.
Область применения услуги
Обслуживание ориентировано на бензиновые двигатели Audi Q5 2.0 TFSI 265 л.с. (2019–н.в.). Работы применимы при обнаружении признаков потери мощности и утечек.
Модель и годы выпуска
Audi Q5 с двигателем 2.0 TFSI мощностью 265 л.с. выпускается с 2019 года по настоящее время. Включение кода двигателя и модификаций производится в сервисной базе перед началом работ. Установленная конструкция двигателя имеет алюминиевый блок цилиндров с усиленными гильзами, система непосредственного впрыска топлива и турбонаддув. Применение электронного управления впрыском и фаз газораспределения учтено при планировании операций. Взаимозаменяемость деталей по каталогу подтверждается по VIN. Регистрация модификаций и года выпуска указывается в акте приёма транспортного средства.
Цель работ
Обеспечение восстановленной работоспособности двигателя Audi Q5 2.0 TFSI 265 л.с. пуем проведения диагностики, ремонта, регулировки и обкатки.
Ожидаемый результат ремонта
Восстановление эксплуатационных характеристик двигателя Audi Q5 2.0 TFSI 265 л.с. (2019–н.в.) выражается в следующих параметрах. Компрессия по всем цилиндрам приведена к заводским допускам с допустимым разбросом, зарегистрированы значения по протоколу. Давление масла соответствует нормам при холодном и рабочем режимах; данные внесены в журнал. Уровень вибрации снижен до нормативных значений после балансировки кривошипа и шатунов. Утечка масла исключена после контроля уплотнений и замены вкладышей. Параметры управления впрыском и фаз газораспределения откалиброваны. Сборка выполнена с фиксированными момента-ми затяжки, обеспечена герметичность цилиндров и газообменный цикл. Обкатка произведена по программам с регистрацией температур и нагрузок. Гарантийные условия оформлены в акте выполненных работ.
Предварительная подготовка
Оборудование и инструменты подготовлены: стенд, компрессометр, манометр, подъемник, наборы ключей, приспособления для маркировки и слива рабочих жидкостей.
Комплектность инструментов и оборудования
Перечень оборудования и инструментов предоставлен в виде спецификации для выполнения полного объёма работ по двигателю Audi Q5 2.0 TFSI 265 л.с. (2019–н.в.). Включены стационарный подъемник с грузоподъемностью, соответствующей массе силового агрегата, и комплект приспособлений для безопасной фиксации двигателя при демонтаже. Присутствуют стенд для проверки компрессии, манометр для измерения давления масла с адаптерами для рабочих точек, вакуумный насос для диагностики систем. Набор динамометрических ключей с метрологическими сертификатами, индикаторы часового типа и щупы для замера зазоров, инструмент для снятия и установки поршней и вкладышей, оправки для направляющих клапанов и монтажные шаблоны. Присутствует комплект абразивных кругов и оборудование для расточки и шлифовки цилиндров с регламентированными частотами вращения и подачей. Предусмотрено оборудование для проведения неразрушающего контроля: магнитопорошковая установка и ультразвуковой дефектоскоп с протоколированием данных. Контейнеры для хранения и маркировки демонтированных деталей снабжены печатными бирками и системами защиты от коррозии. Оборудование для промывки масляных каналов и система фильтрации рабочих жидкостей включены в состав. Документирование комплектности производится в форме акта с перечнем серийных номеров и калибровочных данных всех инструментов.

Диагностика двигателя
Компьютерная диагностика выполняется с подключением сканера, считывание кодов ошибок, регистрация параметров работы, проверка систем зажигания и подачи топлива.
Порядок проведения компьютерной диагностики
Подключение диагностического оборудования производится через диагностический разъем автомобиля. Идентификация блока управления двигателем выполняется автоматизированной процедурой. Считывание кодов ошибок реализуется по стандартным протоколам связи. Данные параметров в реальном времени регистрируются с частотой, обеспечивающей получение стабильных показателей. Активация исполнительных механизмов проводится при необходимости для верификации показаний датчиков. Тестовые циклы выполняются с соблюдением регламента производителя. Составленный отчет включает коды неисправностей, временные ряды параметров и рекомендации по дальнейшим этапам ремонта.
Оценка состояния узлов
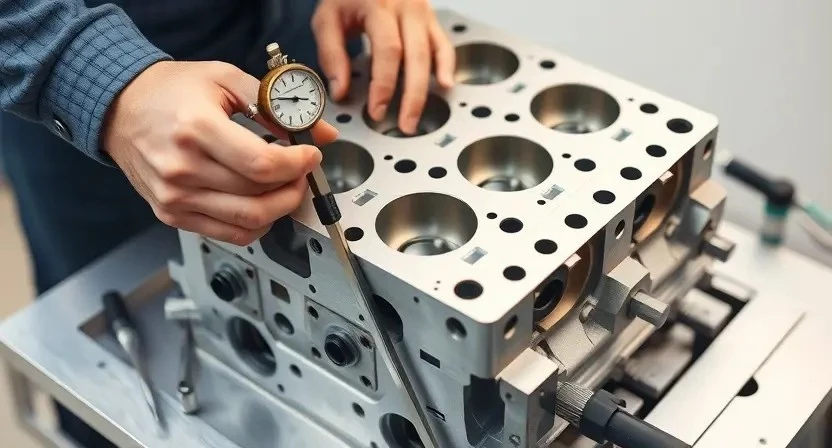
Осмотр узлов двигателя выполнен по протоколу: визуальный контроль, измерение зазоров, проверка износа, фиксация дефектов в акте дефектовки.
Критерии оценки износа и повреждений
Оценка проводится по измеренным величинам и визуальным признакам. Измерение наружного диаметра цилиндров и конусности производится специализированным микрометрическим инструментом; превышение заводских допусков фиксируется как износ. Контроль поверхности поршней включает замеры зазоров поршень-цилиндр и проверки наличия задиров; превышение предельных величин регистрируется как дефект. Оценка вкладышей коленвала производится по величине масляных зазоров и состоянию контактной поверхности; обнаружение царапин и вмятин фиксируется. Проверка колец выполняется по зазору в замке и наличию пригорания; превышение нормативов учитывается. Диагностика головки блока цилиндров включает дефектоскопию на трещины и проверку плоскостности; отклонение от плоскостности считается основанием для шлифовки или замены. Фиксация результатов в протоколе обязательна.
Измерение компрессии
Проведение измерения компрессии производится цилиндр за цилиндром с использованием манометра; данные регистрируются, расшифровка выполняется по паспортным значениям.
Методика замера и регистрация показателей
Подготовка двигателя к замерам производится снятием декоративных элементов и обеспечением доступа к свечным колодцам. Продувка цилиндров выполняется перед измерением компрессии. Для измерения компрессии применяется манометр с подходящим адаптером; давление фиксируется по каждому цилиндру при заводе стартера без подачи топлива. Запись значений производится в протокол с указанием номера цилиндра, максимального показания и времени поднятия стрелки манометра; При измерении давления масла применяются манометр для давления и адаптеры по месту установки датчика. Измерение выполняется на холостом ходу и при повышенных оборотах; фиксируются значения в журнале с указанием режима работы, температуры и серийного номера прибора; Стандартизация процедуры достигается калибровкой приборов перед замером и применением единой формы протокола. Регистрация результатов включает отметки о допустимых допусках и заключение о необходимости дальнейших работ по двигателю.
Измерение давления масла
Определение давления масла выполняется через штатные и контрольные точки. Приведение мотора к рабочей температуре. Регистрация показаний манометра.
Точки замера и интерпретация данных
Замеры давления масла выполняются в следующих точках: перед масляным насосом на впускном трубопроводе, на выходе из насоса, в магистрали масляного фильтра, в поддоне и в направляющих коленвала. Замеры компрессии регистрируются в каждом цилиндре через свечной канал с отключенным топливоподачей и системой зажигания. Значения давления масла сравниваются с заводскими нормативами при холодном и рабочем температурном режимах. Отклонения фиксируются в протоколе и приводятся к допустимым диапазонам с учетом износа элементов.
Интерпретация данных выполняется по критериям: равномерность по цилиндрам, превышение падения давления относительно нормативов, наличие перепадов между точками замера, стабильность показаний при разных оборотах. Регистрация значений производится с указанием температуры, оборотов и использованного датчика.
Подготовка к демонтажу
Маркировка проводки и шлангов проведена. Слив масла и охлаждающей жидкости выполнен. Аккумулятор отсоединён. Фиксация подрамника произведена.
Маркировка, слив жидкостей и безопасное отключение
Маркировка узлов производится последовательной нумерацией для сохранения соответствия при сборке. Электропроводка идентифицируется цветовой маркировкой и надписями на термостойких бирках. Слив топлива реализуется через подготовленные ёмкости с калиброванной вместимостью и системой возврата испарений. Охлаждающая жидкость отводится при температуре, обеспечивающей безопасность, с применением герметичных бачков и фильтрующего модуля. Смазочные препараты отводятся в емкости с индикаторами уровня и даты утилизации.
Отключение аккумуляторной батареи выполняется последовательным отсоединением клемм при фиксированной фазе заземления. Система управления приводится в состояние с блокировкой подач электроэнергии к исполнительным элементам. Проводится клапанная фиксация для предотвращения перекоса распределительных валов. Обеспечение пожарной безопасности достигается наличием огнетушителя класса ABC и заземляющей магистрали.
Снятие двигателя
Снятие двигателя производится по технологической последовательности: маркировка соединений, слив жидкостей, отключение электроцепей, демонтаж навесного оборудования, подъем моторного узла.
Последовательность операций и фиксация узлов
Операции по снятию двигателя выполняются в установленной последовательности для исключения повреждений и облегчения последующей сборки. Этапы работ включают демонтаж внешних агрегатов, отключение электроразъемов и топливных магистралей, слив охлаждающей жидкости и моторного масла, маркировку соединений и нанесение меток на трубопроводы.
Подвеска двигателя к подъемному приспособлению осуществляется через монтажные проушины. Фиксация агрегата на траверсе производится болтовыми соединениями с контролем усилия. Кузовные опоры отключаются по очереди для обеспечения балансировки массы.
Снятие коробки передач производится после отделения трансмиссионных креплений и фланцев. При демонтаже газообработки и выпускного коллектора соединения уплотняются заглушками. Откручивание крепежа производится по согласованной схеме, а снятые крепежные элементы группируются и маркируются для последующего применения.
Перевозка снятого агрегата к рабочему месту производится на моторной тележке с фиксацией шпильками и стяжками для исключения смещения. Угловые положения и положение маховика регистрируются. Регистрация параметров и съемка состояния выполняются фотографированием и занесением в протокол.
Разборка двигателя
Последовательность разборки фиксируется протоколом. Демонтаж узлов производится по этапам. Детали маркируются, укладываются по группам, фотографируются.
Разборка блока и распределение деталей
Демонтаж узлов блока цилиндров выполняется последовательной операцией с фиксацией положения коренных и шатунных крышек. Маркировка каждой детали производится по номерной схеме для сохранения взаимозаменяемости. Поршни и шатуны извлекаются по очереди с регистрацией износа и зачёта остатков уплотнительных элементов. Крышки коренных и шатунных подшипников распределяются по поддону с указанием посадочных мест. Болты крепления группируются по длине и классу прочности, каждая группа снабжается биркой. Масляные каналы и заглушки удаляются в отдельный контейнер. Детали, подлежащие дефектовке, отправляются на контрольные операции с присвоением уникального кода.

Дефектовка деталей
Проведение неразрушающего контроля и измерений. Фиксация дефектов в протоколе. Маркировка деталей для повторной сборки и утилизации.
Методы неразрушающего контроля и протоколирование
Визуальный контроль выполняется с целью выявления трещин, коррозии и дефектов поверхностей без нарушения конструктивной целостности. Осмотр проводится при хорошем освещении и с применением увеличительных приборов. Магнитопорошковая дефектоскопия применяется для обнаружения поверхностных и подповерхностных трещин в деталях, изготовленных из ферромагнитных материалов. Ультразвуковая дефектоскопия используется для оценки глубины и протяженности разрушений в головке блока и блоке цилиндров. Капиллярный контроль применяется для выявления микротрещин на немагнитных поверхностях. Контроль эндоскопом проводится для оценки состояния камер сгорания и впускных каналов. Результаты каждого метода фиксируются в протоколе с указанием даты, оборудования, параметров измерений и выявленных дефектов. Протоколирование предусматривает присвоение уникального идентификатора каждому объекту контроля и внесение изображений и графиков в электронную базу данных.
Шлифовка и расточка блока
Проведение шлифовки поверхностей блока и расточки цилиндров. Контроль размеров, шероховатости и соосности. Регистрация параметров обработки.
Технологические параметры обработки цилиндров
Определение размерного ряда цилиндров выполняется на основании измерений внутреннего диаметра после дефектовки блока. Обработка предусматривает последовательность операций: предварительная шлифовка для удаления износа, расточка до ремонтного размера, хонингование для создания необходимой поверхности. Контроль диаметра осуществляется микрометром и внутренним калибром с точностью до 0,01 мм. Допуск на овальность и конусность фиксируется в протоколе и не должен превышать 0,05 мм. Шероховатость после хонингования должна соответствовать параметру Ra 0,6–1,2. Скорость резания и подача выбираются по материалу блока; допустимая температура обработки ограничена 60 °C для исключения перекаливания. Смазка абразива подбирается по реакции сплава. Усадка поршневой пары учитывается при подборе комплекта; зазор поршень-цилиндр после сборки регистрируется в журнале.
Подбор и замена поршней
Подбор производится по маркировке блока и замерам цилиндров. Замена выполняеться с контролем допусков, проверкой биения и зачисткой фасок.
Критерии подбора и допуски
Подбор поршней производится по наружному диаметру цилиндров после расточки с учётом припуска на гильзование или хонингование. Контроль диаметра осуществляется микрометром и нутромером с точностью до 0,01 мм. Подбор вкладышей выполняется по диаметру шатунного и коренного шеек коленвала с учётом масляного зазора; допускаемые значения зазора приведены в рабочей документации двигателя. Замена колец производится при превышении износа канавок или утрата упругости; замер бокового зазора проводится щупом. Допуски на затяжку и биение задаются спецификацией производителя.
Замена вкладышей коленвала
Демонтаж коленчатого вала производится. Замена вкладышей выполняется по посадочным размерам. Контроль зазоров и протоколирование измерений проводится.
Контроль зазорных величин и поверхности
Измерение шатунных и коренных зазоров производится при помощи микрометра и щупов с фиксированной температурой измерений. Результаты заносятся в протокол с указанием номера шатуна и позиции вкладыша. Замер обрабатываемых поверхностей выполняется индикатором часового типа, при необходимости применяется нутромер для контроля внутреннего диаметра крышки коренного подшипника. Принятие решения по допуску производится на основе сравнения с техническими нормативами производителя двигателя. Поверхностная шероховатость цилиндров замеряется профилометрией; при превышении допуска планируется расточка с указанием нового номинала. Регистрация показателей выполняется в электронном реестре с привязкой к серийному номеру блока.

Замена поршневых колец
Замена колец производится после дефектовки поршней. Замеры зазоров фиксируются, старые кольца удаляются, новые кольца устанавливаются согласно допускам.
Схемы установки и проверка компрессионного зазора
Описание схем установки поршневых колец и порядок проверки компрессионного зазора составлены в виде пошаговой инструкции для двигателя Audi Q5 2.0 TFSI 265 л.с. (2019–н.в.). Установочные ориентации для каждого кольца обозначены: верхнее кольцо компрессии, промежуточное кольцо и маслосъемное кольцо с позиционированием замков через 120° относительно друг друга.
Измерение зазора выполняется в цилиндре при посадке поршня на нижнюю мертвую точку с использованием щупов. Регистрация показателей производится в протоколе с указанием цилиндра и значения в мм. Предельные величины зазора сопоставляются с нормативами производителя двигателя.

Ремонт или замена головки блока цилиндров
Диагностика головки выполнена визуально и ультразвуком. Разобрать головку, выявить трещины, шлифовать плоскость, заменить седла клапанов при необходимости;
Диагностика трещин, шлифовка и герметизация
Проверка головки блока цилиндров на наличие трещин выполняется методом гидростатического и магнитопорошкового контроля с регистрацией дефектов. Обнаруженные повреждения документируются в протоколе с указанием координат и глубины. Шлифовка поверхности производится на станке с контролем параллельности и биения; снимание металла фиксируется в миллиметрах. Герметизация осуществляется путем нанесения профильной прокладки или применения герметика класса, совместимого с материалом головы; параметры отверждения указываются в технологической карте. Испытание герметичности проводится под давлением с контролем утечек и давлением в баллонной системе; результаты вносятся в акт.
Сборка двигателя
Сборка двигателя производится по технологической карте: установка коленвала с контролем радиальных зазоров, монтаж вкладышей, установка поршней с кольцами, установка ГБЦ с новой прокладкой, затяжка болтов по моментам и последовательности, фиксация распределительного вала, подключение магистралей и систем, контроль вращения коленвала до запуска.
Контроль моментов затяжки и последовательность сборочных операций
Контроль моментов затяжки проводится по регламенту производителя с указанием допускаемых величин в Н·м. Применение динамометрического ключа с поверенной шкалой обязательно. Очередность операций определяется технологической картой: установка коленвала, вкладышей и шатунов, первичное протяжка в несколько этапов с увеличением моментов, проверка биения и свободного хода, установка поршневых колец и поршней, равномерная протяжка головки блока цилиндров в три этапа по установленной схеме, установка распредвалов и цепи привода ГРМ с контролем фаз газораспределения, финишная протяжка в заданном угловом методе. Регистрация результатов в акте контроля с указанием серийных номеров инструмента и отметкой о калибровке.
Обкатка после капитального ремонта
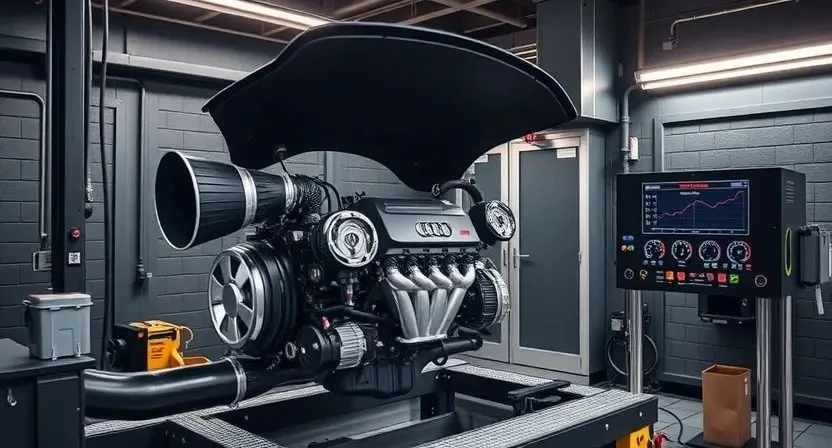
Обкатка производится на стенде и при пробеге. Режимы прогрева, нагрузки и регистрация параметров фиксируются в журнале сервисных операций.
Режимы прогрева, нагрузки и регистрация параметров
Обкатка после капитального ремонта двигателя Audi Q5 2.0 TFSI 265 л.с. (2019–н.в.) предусматривает последовательность прогрева до рабочей температуры, поэтапное увеличение нагрузки и фиксирование параметров. Прогрев выполняется при оборотах холостого хода до достижения температуры ОЖ 80–95°C. Нагрузочный режим включает ступенчатое увеличение нагрузки на шине стенда с удержанием заданных оборотов в диапазоне 1500–3500 об/мин. Регистрация параметров производится в автоматизированной системе: давление масла, температура ОЖ, температура масла, расход топлива, напряжение бортсети, угол опережения зажигания и ошибки ЭБУ. Фиксация данных осуществляется через интервалы 1 мин. при каждом режиме. Анализ графиков выполняется по завершении обкатки.
Настройка систем двигателя
Калибровка управления впрыском производится через диагностическое оборудование. Настройка холостого хода и угла опережения регулировками ЭБУ выполняется строго по протоколу.
Калибровка управления впрыском и системы смазки
Калибровка управления впрыском производится посредством подключаемого диагностического оборудования с поддержкой протоколов производителя. Считывание адаптационных значений и журналов ошибок выполняется перед корректировкой. Корректировка карт подачи топлива и угла опережения выполняется через специальное ПО с сохранением оригинальных параметров в архив. Калибровка датчиков давления масла и расхода смазки производится на стенде с имитацией рабочих нагрузок. Параметры давления масла сверяются с эталонными таблицами. Регистрация результатов измерений и запись прошивки с отметкой версии выполняются в эксплуатационной документации. Контрольный запуск и мониторинг рабочей температуры выполняются при имитации эксплуатационных условий.

Контроль качества и приемочные испытания
Проверка рабочих параметров производится на стенде и в движении. Результаты фиксируются в паспорте ремонта. Соответствие нормам подтверждается протоколом.
Проверка рабочих параметров на стенде и в движении
Испытание двигателя проводится на специализированном стенде с имитацией нагрузок и параметров движения. Регистрация оборотов, момента, расхода топлива и температурных режимов выполняется синхронным сбором данных. Снятие графиков производится цифровыми каналами. Анализ показателей выполняется по эталонным кривым изготовителя. На дорожном испытании производится оценка реакций при ускорениях, стабильности холостого хода и поведении при переходных режимах. Фиксация дефектных проявлений производится в протоколе с указанием параметров и времени обнаружения. Корректировка настройки выполняется по итогам измерений.
Документирование и гарантийные обязательства
Выдача акта выполненных работ и сопроводительной ведомости. Гарантийный срок обозначен в акте. Регистрация параметров ремонта произведена.
Форма акта выполненных работ и сроки гарантии
Акт выполненных работ оформляется в письменной форме с проставлением даты и перечня выполненных процедур, включая диагностику, измерения компрессии и давления масла, снятие, разборку, дефектовку, шлифовку, расточку, замену поршней, вкладышей, колец и головки блока цилиндров, сборку, обкатку и настройку. В акт включаются идентификационные данные автомобиля, номера применённых деталей и серийные номера заменённых узлов. Протокол измерений прилагается в виде таблицы с исходными и итоговыми значениями.
Гарантийный срок устанавливается отдельно для работ и для заменённых деталей. На выполненные ремонтные операции даётся гарантия 12 месяцев или 20 000 км пробега по показаниям одометра, в зависимости от того, что наступит ранее. На оригинальные запасные части и комплектующие гарантийный срок определяется условиями поставщика и указывается в акте. Гарантия действует при соблюдении регламентов эксплуатации и при ведении сервисной книжки с отметками о техническом обслуживании. Отказ от гарантийного обслуживания фиксируется в акте при наличии нарушений монтажа, эксплуатации с признаками перегрева, использования несертифицированных горюче-смазочных материалов или повреждений, вызванных внешними механическими воздействиями.