

Предоставление услуги по ремонту двигателя Audi SQ5 3.0 V6 TFSI 354 л.с. включает диагностику, оценку состояния и комплекс технологических операций.
Описание услуги
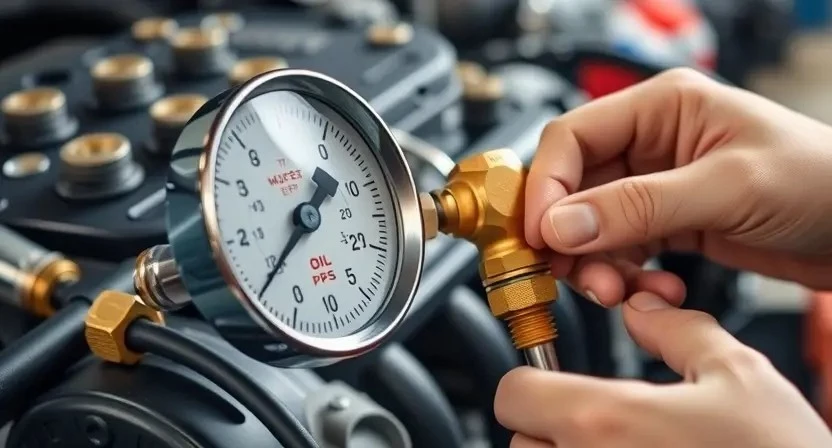
Оказание услуги по ремонту двигателя Audi SQ5 3.0 V6 TFSI 354 л.с. включает полный комплекс операций, направленных на восстановление рабочего состояния агрегата. Диагностика проводится с использованием специализированного сканера для считывания кодов неисправностей и регистрации параметров работы блоков управления. Оценка состояния производится посредством визуального осмотра наружных узлов и инструментальных измерений. Измерение компрессии выполняется цилиндр по цилиндру с протоколированием значений. Измерение давления масла производится манометрическим способом при разных режимах работы.
Снятие установки двигателя из моторного отсека производится по регламентной последовательности с маркировкой соединений и фиксацией положения. Разборка корпуса и узлов сопровождается маркировкой деталей и хранением комплектующих по позициям. Дефектовка проводится с применением измерительных средств для определения износа и трещин. Шлифовка коленвала и расточка блока выполняються в соответствии с допусками производителя. Замена поршней, колец и вкладышей производится комплектами, соответствующими заводским размерам. Ремонт ГБЦ включает дефектацию седел клапанов, замену направляющих и шлифовку плоскости. Сборка выполняется с контролем моментов затяжки и зазоров. Обкатка проводится в специализированном стенде с мониторингом параметров. Настройка систем управления осуществляется через калибровочные процедуры и адаптацию блоков. Документирование работ оформляется актом с перечнем выполненных операций и рекомендациями по эксплуатации.

Общие сведения о двигателе
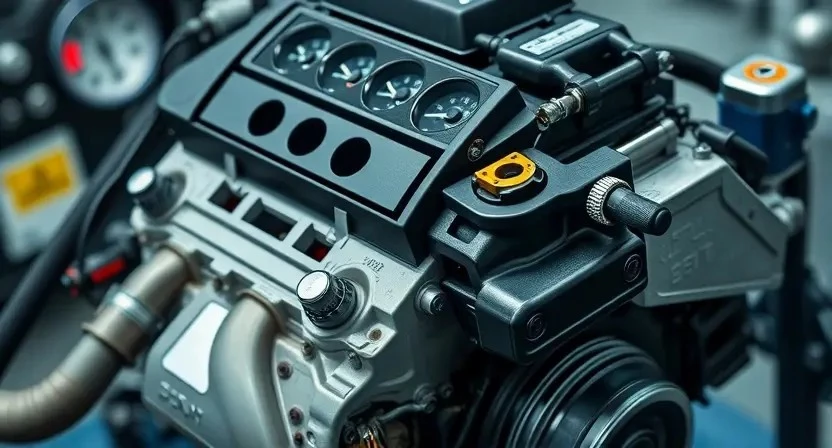
Описание двигателя: V6 3.0 TFSI, турбонаддув, непосредственный впрыск, повышенная мощность. Конструкция предусматривает алюминиевый блок и головку.
Конструктивные особенности двигателя Audi SQ5 3.0 V6 TFSI 354 л.с. (2017–н.в.)
Описание агрегата представлено как V-образный шестицилиндровый бензиновый двигатель с турбонаддувом и непосредственным впрыском топлива. Блок цилиндров изготовлен из алюминиевого сплава с гильзами в виде вставок. Коленчатый вал выполнен из легированной стали; применены шатунные и коренные шейки с хонингованием под вкладыши. Головка блока цилиндров алюминиевая, с распределительными валами в головке, гидрокомпенсаторами и электромагнитной системой управления фазами газораспределения. Система смазки закрытого типа с масляным насосом цепного привода и отдельным масляным радиатором. Система охлаждения с интегрированным термостатом и электронасосом. Система наддува с одной турбиной и электронным управлением исполнительных узлов. Электронная система управления двигателем объединяет модули управления впрыском, зажиганием и контролем давления наддува. Поршневая группа с коваными поршнями и компрессионными кольцами повышенной износостойкости; Шатуны облегченные с расширенной областью укрепления. Система вентиляции картера с разделением паров и возвратом в впускной тракт. Монтажная геометрия предусматривает доступ к навесному оборудованию через эксплуатационные люки для упрощения демонтажа без полного снятия агрегата в отдельных случаях.
Гарантии и нормативы
Соответствие работ регламенту производителя. Гарантия на выполненные операции оформляется документально. Применение оригинальных допусков и спецификаций.
Стандарты и допуски производителя
Документирование допусков двигателя Audi SQ5 3.0 V6 TFSI 354 л.с. производится в соответствии с нормативами завода-изготовителя. Указаны предельные значения износа для цилиндров, поршней, колец и вкладышей. Приведены допускаемые зазоры коренных и шатунных вкладышей, критические размеры посадочных мест и допуски по биению коленвала. Описаны параметры компрессии для цилиндров в холодном и рабочем состоянии, допустимые отклонения давления масла при различных режимах холостой и нагрузочный.
Технические характеристики поверхности расточки блока и шлифовки шеек коленвала заданы по микронным нормам. Установлены требования к натягу и герметичности прокладок ГБЦ. Контрольные значения моментов затяжки фланцевых соединений и шпилек приведены по шагам и углам. Применение расходных материалов и запасных частей допускается в соответствии с оригинальными спецификациями или эквивалентами с подтвержденными характеристиками.
Подготовка рабочего места
Площадь зоны подготовки освобождена. Стенд, подъемник, набор динамометрических ключей подготовлены. Освещение и вытяжка проверены.
Оборудование и инструмент
Перечень инструментов и оборудования указан для выполнения комплексного ремонта двигателя Audi SQ5 3.0 V6 TFSI 354 л.с. Обеспечение выполнения операций производится специализированным стендом для измерения компрессии и тестирования давления масла. Для снятия агрегата предусмотрен подъемник с грузоподъемностью, соответствующей массе двигателя с навесным оборудованием. Для разборки и дефектовки комплектуется набор динамометрических ключей с калибровкой, набор съемников направляющих клапанов и крышек распредвалов, пресс для выпрессовки вкладышей и направляющих, приспособления для фиксации коленчатого вала и распредвалов. Для шлифовки коленвала и расточки блока применяется станочное оборудование с цифровым управлением и контрольными щупами, микрометрами и нутромерами с поверкой. Для сборки предусмотрен набор монтажных оправок для поршней, оправки для запрессовки вкладышей и инструмент для установки поршневых колец с контролем высоты. Для обработки головки блока предусмотрен плоскошлифовальный станок и измерительная станция для контроля плоскостей и седел клапанов. Для обкатки и настройки используются испытательный стенд с эмуляцией нагрузки и программное обеспечение для калибровки ECU, адаптации датчиков и записи рабочих параметров. Инструмент хранится в организованном массиве с маркировкой. Паспорта поверки и сертификаты калибровки прикладываются к оборудованию.
Приемка автомобиля
Оформление сервисной карты производится при приеме. Регистрация VIN, пробега, заявленных симптомов. Фиксация повреждений кузова и уровня топлива.
Оформление сервисной карты и регистрация данных
Оформление сервисной карты производится при приемке автомобиля. В карточке указываются идентификационные данные двигателя, VIN, пробег и дата поступления. Диагностические коды фиксируются через сканер, протоколы подключений прикладываются. В карточке регистрируются измерения компрессии и давления масла с указанием методик и приборов. При демонтаже двигателя фиксируются номера снятых агрегатов и деталей, состояния уплотнений и наличие механических повреждений. Для каждой операции указываются примененные инструменты и режимы монтажа. Изменения статуса ремонта отображаются по этапам с временными метками и ответственностью работ. На основании внесенных данных формируется смета работ и перечень требуемых деталей. Документ подписывается уполномоченным представителем сервиса и хранится в архиве с возможностью электронного доступа.
Диагностика силового агрегата
Сканирование блоков управления выполнено. Снятие кодов неисправностей произведено. Замер компрессии и давления масла предусмотрен в последовательности работ.
Снятие кодов неисправностей и сканирование блоков управления
Идентификация ошибок производится через подключение диагностического интерфейса к разъему OBD. Считывание кодов выполняется по стандартным протоколам обмена данных. Полученные коды фиксируються в сервисной карте в виде таблицы с указанием времени, блока управления и кода. Расшифровка кодов производится по справочному каталогу производителя. История ошибок выгружается в файл для последующего анализа. Очистка памяти неисправностей выполняется после фиксации исходных данных. Повторное сканирование проводится после очистки для подтверждения стабильности ошибок или их исчезновения. Запись параметров реального времени производится для оценки рабочих величин. Сопутствующие модули также подлежат сканированию.

Оценка состояния двигателя
Оценка состояния двигателя включает визуальный осмотр наружных узлов, фиксацию дефектов, документирование результатов и формирование перечня мер.
Осмотр наружных узлов и визуальная оценка состояния
Визуальная оценка наружных узлов двигателя Audi SQ5 3.0 V6 TFSI 354 л.с. производится по стандартизированной методике. Осмотр включает проверку состояния масляных магистралей, уплотнений, патрубков системы охлаждения и системы впуска. Фиксация дефектов выполняеться в сервисной карте с указанием места, характера повреждения и предполагаемого характера работ. Выявление следов течи масла и охлаждающей жидкости документируется с фотографированием и привязкой к месту. Оценка состояния крепежа и монтажных прокладок проводится для исключения коррозии и деформации. Состояние внешней поверхности блока цилиндров и головки блока оценивается на наличие трещин, сколов и коррозионных очагов. Изношенность ремней и цепей привода ГРМ фиксируется с указанием натяжения и износа зубьев. Состояние выпускного коллектора и турбокомпрессора оценивается на предмет наружных повреждений и следов перегрева; Оценка электропроводки и разъемов производится на предмет окисления и нарушений изоляции. Результаты оценки оформляются как перечень обнаруженных дефектов с указанием приоритетности ремонта и предварительной сметной оценки работ.
Измерение компрессии
Измерение компрессии производится цилиндр за цилиндром с применением манометра. Фиксация показаний. Сравнение с паспортными величинами.
Порядок проведения замеров и интерпретация результатов
Подготовка: двигатель выведен на рабочую температуру, аккумулятор зафиксирован на номинальном напряжении, система зажигания отключена от подачи искры путем отключения катушек или топливной системы. Для измерения компрессии применить манометр высокого давления с переходниками по посадочным местам свечей. Старт производства замеров осуществлять с нескольких оборотов стартера до стабилизации показаний. Результаты записать по каждому цилиндру в журнал.
Интерпретация: значения компрессии сравниваются с заводскими паспортными данными. Разница между цилиндрами более 10% рассматривается как отклонение. Низкие показания по всем цилиндрам указывают на износ маслосъемных колец или клапанных направляющих. Локальные пониженные значения указывают на повреждение клапанов или прокладки под головкой блока. Для подтверждения применить измерение давления масла статическим и динамическим методом с использованием манометра с диапазоном, соответствующим рабочим значениям агрегата.
Измерение давления масла
Измерение давления масла производится манометром на прогретом двигателе. Зафиксировать пиковые и холостые значения. Сравнение с заводскими допусками.
Методика измерения и анализ показаний
Подготовка измерительного оборудования осуществляется по регламенту производителя. Давление масла фиксируется манометром, подключенным в точке измерения, с указанным рабочим диапазоном. Фиксация значений проводится при холодном и прогретом двигателе при установленных оборотах холостого хода и повышенных оборотах. Для каждого цилиндра производится последовательный сбор показателей компрессии с применением стендового компрессометра. Результаты вносится в табличный протокол. Отклонения от нормальных значений соотносятся с табличными допусками. Анализ проводится по величинам абсолютного давления, просадок при запуске и скорости нарастания показаний. Диагностические выводы формируются на основании сопоставления данных манометра и компрессометра. Корректирующие операции планируются на основе расхождений с допуском.
Принятие решения о ремонте
Оценка дефектов выполнена по результатам диагностики. Классификация повреждений проведена. Выбор объема ремонта основан на измерениях и нормах производителя.
Критерии допустимого износа и выбор объема ремонта
Определение объема ремонта производится на основе измерений и визуальной дефектовки. Измеренные значения компрессии сравниваются с паспортными величинами; отклонение более 15% от минимального допустимого значения фиксируется как критическое. Давление масла сопоставляется с диапазоном при рабочей температуре; снижение ниже минимального допуска считается признаком износа масляной системы. Износ вкладышей оценивается по зазорам после обточки коленвала; превышение предельного зазора ведёт к замене комплектов. Износ стенок цилиндров определяется по круговым и продольным профилям; наличие рисок глубже допустимого допускает расточку и установку ремонтных гильз. Состояние поршней и колец описывается по остаточной толщине и деформации; деформация со смещением канавок под кольца относится к замене поршневой группы. Состояние ГБЦ оценивается по плоскостности и трещинообразованию; плоскостность вне допуска предусматривает шлифовку или замену. Решение о сборочном комплексе принимается на основании суммированных превышений допусков и оценки срока службы состава деталей; при совокупных нарушениях предпочтение отдано капитальному ремонту с заменой изношенных узлов.

Снятие двигателя
Обеспечение доступа к моторному отсеку. Отсоединение коммуникаций. Демонтаж опор. Подвешивание двигателя к подъемнику. Вынос агрегата в цех.
Последовательность операций по демонтажу двигателя из моторного отсека
Отсоединение аккумуляторной батареи производится в первую очередь. Обесточивание электроцепей и сохранение параметров блоков управления осуществляется через специальный интерфейс.
Снятие элементов навесного оборудования выполняется поочередно: впускной коллектор, выпускной коллектор, турбокомпрессорный тракт при наличии, системы охлаждения и отопления. Отключение топливных магистралей и давления топлива производится с применением запорных приспособлений и сбором топлива в ёмкости.
Электропроводка маркируется и фиксируется. Снятие моторных опор и крепежных болтов производится при поднятом кузове на подъемнике. Двигатель и КПП выводятся из моторного отсека с использованием траверсы и стропов с допускаемой грузоподъемностью. Фиксация агрегата на грузовой тележке выполняется для перемещения. Демонтаж завершен оформлением акта передачи агрегата в цех ремонта.
Разборка двигателя
Демонтаж компонентов производится поэтапно. Маркировка деталей выполнена. Фиксация последовательности операций зафиксирована в отчёте. Упаковка деталей производится.
Последовательность разборочных операций и маркировка деталей
Фиксация исходного состояния производится фотодокументацией и занесением в сервисную карту. Обозначение каждой детали выполняется уникальным идентификатором, включающим номер цилиндра и позицию узла. Демонтаж навесного оборудования производится по очередности, обеспечивающей сохранность магистралей и проводки. Снятие агрегатов допускается после нейтрализации остаточного давления в системах. Сборочные соединения маркируются для восстановления исходной ориентации при сборке. Крышки и планки опор получают номера, соответствующие порядку установки. Болты критичных мест обозначаются с указанием момента затяжки и угловой обработки. Количество и состояние крепежа фиксируются в акте дефектовки. Выверка меток распределительного вала и шкивов выполняется перед извлечением клапанного механизма. Маркировка подлежит проверке при перемещении деталей в зону очистки.
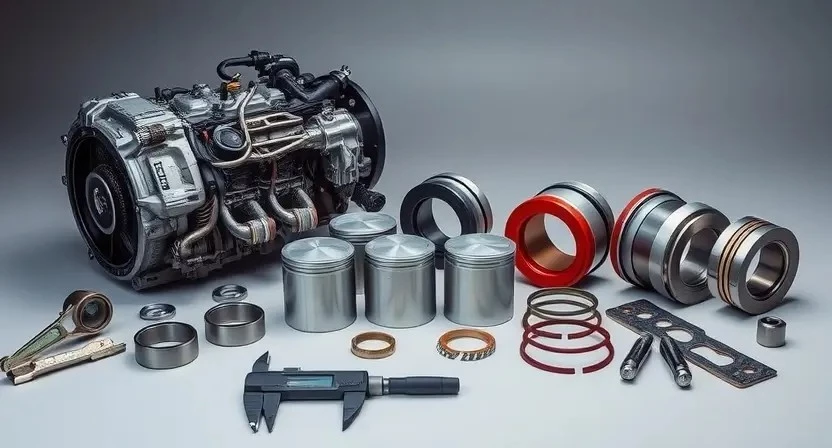
Методика контроля блока цилиндров, шатунов и кривошипа
Осмотр поверхности блока цилиндров выполняется визуально с освещением для выявления трещин, коррозии и отложений. Замеры наружного диаметра гильз производится микрометром с отсчетом в миллиметрах. Контроль формы цилиндров и овальности выполняется нутромером на трех уровнях: верхняя часть, середина, нижняя часть рабочего хода. Контроль зазора кольца по канавке проводится щупом и измерительным приспособлением. Контроль шатунов включает измерение биения шатунной шейки и проверку на изгиб с применением индикатора и шаблона. Контроль вкладышей осуществляется по толщинам и потере припуска. Кривошип контролируется на овальность и биение на опорах; допустимые отклонения фиксируются в протоколе. Контроль производится до сборки и после механической обработки; результаты документируются в сервисной карте.
Шлифовка коленвала и расточка блока
Шлифовка выполняется по картам допусков. Расточка блока производится до ремонтного размера. Контроль параметров совмещён с проточкой шеек.
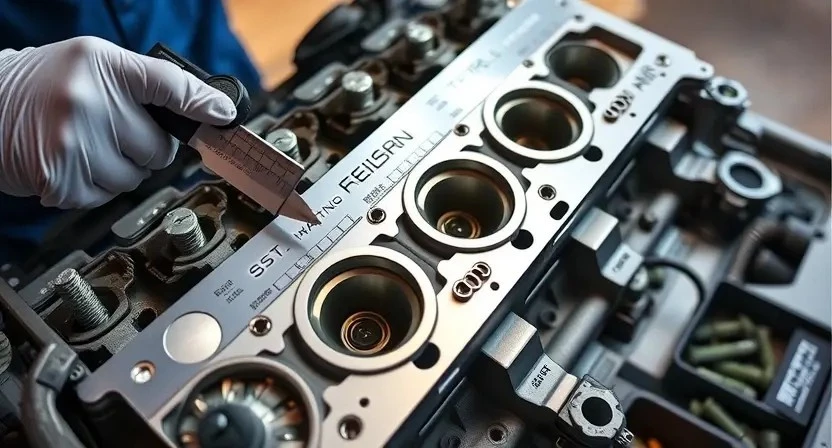
Параметры обработки и предельные отклонения
Указать обрабатываемые размеры коленвала и блока цилиндров. Шлифовка коленвала производится по диаметрам шеек: коренные 54,00–54,20 мм, шатунные 48,00–48,15 мм; предельный износ коренных шеек 0,20 мм, шатунных 0,15 мм. Расточка блока под гильзы проводится по номиналу 86,50 мм с допуском +0,02/0,05 мм для ремонтного комплекта. Допуск на овальность цилиндров 0,03 мм, на конусность 0,04 мм. Торцевание шейки распредвала должно обеспечивать биение не более 0,03 мм. Контроль поверхностей посадочных мест вкладышей производится микрометром с точностью 0,01 мм. Хонингование осуществляется зернистостью 80–120, глубина следа 0,02–0,04 мм; шероховатость Rz 6–12 мкм. Балансировка коленчатого вала допускает статическое несоосное 1,5 г·см на точку; динамическая балансировка проводится с допуском 1,0 г·см. Ремонтные размеры поршней и колец соответствуют комплектации производителя с запасом на цилиндрическую деформацию 0,02 мм. Проверка зазоров вкладышей осуществляется при посадке в корпус с допуском плавающего зазора 0,020–0,040 мм. Контроль торцевых зазоров клапанов и направляющих выполняется по спецификации: зазор седла-клапана 0,05–0,15 мм; износ направляющих допускается до 0,30 мм без восстановления.
Ремонт гильз и расточка под ремонтный комплект
Расточка цилиндров производится под шаблон ремонтного комплекта. Контроль размеров выполняется микрометром и калибр-пробками для посадки гильз.
Технология восстановления диаметра цилиндров
Подготовка детали к восстановлению начинается с очистки поверхности и удаления нагара, коррозии и следов герметиков. Замеры исходных параметров выполняются нутромером и микрометром по двум и более диаметрам на каждом цилиндре. Результаты фиксации в протокол вносятся с указанием мест и величин износа. Определение необходимости расточки производится по превышению предельного износа, указанного в нормативной документации производителя. Выбор ремонтного размера осуществляется по каталогу и протоколу замеров.
Расточка цилиндров производится на станке с фрезерной и хонинговальной обработкой. Контроль геометрии выполняется после черновой и после чистовой операции. Присадка хонинга задается по заданной шероховатости и крестовине. После обработки контроль диаметра проводится по двум диаметрам с шагом 90 градусов. Отклонения заносятся в акт.
Замена поршней и колец
Замена поршней и колец предусматривает подбор ремонтных комплектов, измерение посадочных диаметров, установка поршневой группы с контролем зазоров.
Выбор комплектующих и монтаж поршневой группы
Выбор поршней производится на основе измерений рабочего объема цилиндров и допусков блока. Применение комплектов с указанием размера ремонтного диаметра и класса балансировки считается обязательным. Подбор поршневых колец осуществляется по внутреннему диаметру гильз и по ширине канавок головок поршней. Вкладыши подбираются по чертежным размерам шейки коленвала и по номинальному зазору в шатунном соединении. Выбор поршневых пальцев и стопорных колец осуществляется по калибру скользящей посадки.
Монтаж поршневой группы производится на чистой поверхности с контролем чистоты деталей. Очистка маслопроводов и маслосъёмных канавок выполняется перед установкой. Смазка антифрикционной пастой наносится на поверхности трущихся пар. Порядок сборки определяется маркировкой цилиндров и направлением поршней. Зазоры поршневых колец измеряются манометром уплотнения и щупами; при несоответствии допуска производится замена комплектов. Контроль посадочных мест вкладышей осуществляется измерением микрометром и калибром; при превышении предельных величин производится шлифовка посадочных поверхностей или замена корпуса шатунов. Балансировка собранной поршневой группы выполняется на специализированном стенде; допуск дисбаланса указывается в технической документации производителя.
Замена вкладышей коренных и шатунных
Демонтаж коленвала производится. Замена вкладышей выполняется по каталожным номерам. Контроль зазоров проводится измерительными инструментами. Сборка выполнена.
Контроль посадочных мест и зазоров
Проверка посадочных мест вкладышей коренных и шатунных производится по действующим технологическим картам. Замеры посадочных мест выполняются микрометром и индикатором часового типа с фиксацией показаний в протоколе. Измерение радиального и осевого зазора производится щупом с последующей сверкой с заводскими допусками. Измерение биения опор выполняется индикатором с вращением коленчатого вала на опорах; При выявлении отклонений от допусков проводится оценка возможности расточки или наплавки с последующей шлифовкой. Контроль поверхности посадочных мест на наличие задиров и выработки производится визуально и с применением люминесцентной дефектоскопии. Запасные вкладыши подбираются по коду ремонта и маркируются. Результаты фиксации заносятся в акт дефектовки с указанием величин зазоров и рекомендаций по объему работ.
Ремонт головки блока цилиндров (ГБЦ)
Дефектация головки выполнена. Шлифовка поверхности и проверка плоскостности произведены. Направляющие клапанов заменены при износе выше допуска.
Дефектация, шлифовка и замена направляющих клапанов
Визуальный осмотр направляющих клапанов выполняется при разборке ГБЦ. Фиксация дефектов производится фотографированием и записью в акт дефектовки. Измерение внутреннего диаметра направляющей выполняется микрометром и пластичным щупом с последующей сравнительной таблицей допусков производителя.
Проверка радиального биения штока осуществляется индикатором часового типа. Измеренные значения соотносятся с нормативными пределами. При отклонении от предела производится замена направляющей по каталожному номеру.
Шлифовка седел клапанов выполняется специализированным абразивом на прессовом станке с фиксацией углового профиля. Контроль герметичности проводится притиркой с последующим измерением контактной площади.
Замена направляющих сопровождается применением нагрева блока до технологической температуры для обеспечения посадки прессом с кольцевым уплотнением. Замена считается завершенной после проверки биения и герметичности. Документирование операций включено в сервисную карту.
Сборка двигателя
Сборка двигателя выполнена по контрольным картам с применением динамометрического ключа. Контроль моментов затяжки и зазоров проведён в последовательности, указанной в регламенте.
Сборочные операции с контролем моментов затяжки и зазоров
Монтаж компонентов двигателя выполняется в строгой последовательности. Контроль моментов затяжки болтов головки блока производится в три этапа: опыт давления фиксируется по таблице производителя, шаги затяжки выполняются с увеличением крутящего момента равномерно, окончательный момент фиксируется динамометрическим ключом. Контроль радиальных и осевых зазоров подшипников выполняется путем измерения пластинамом и микрометрическим комплектом; результаты сопоставляются с допусками. Уплотняющие соединения собираются с применением новых прокладок и герметиков, совместимых по химическим свойствам. Шероховатость фланцевых поверхностей оценивается визуально и инструментально. Регистрация параметров производится в сервисной карте. Испытание собранного узла выполняется на стенде при регламентированных режимах; показания датчиков фиксируются для отчета.
Режимы обкатки и контроль параметров в процессе
Обкатка производится после сборки двигателя для формирования рабочей прилегаемости элементов и стабилизации смазочных режимов. Первичный прогрев выполняется на холостом ходу до достижения рабочей температуры охлаждающей жидкости, затем допускается ступенчатое увеличение нагрузки в условиях лабораторного стенда. Контроль давления масла организуется в реальном времени с записью кривой давления при разных частотах вращения. Измерение температуры масла и охлаждающей жидкости производится непрерывно. Фиксация вибраций осуществляется акселерометрическими датчиками на кронштейнах блока. Пробег при обкатке регламентирован километражем и временем работы мотора на стенде. Отсутствие утечек фиксируется визуальным и инструментальным методами. Ремонт корректируется при обнаружении отклонений параметров от нормативов производителя.
Настройка и окончательная проверка
Калибровка ECU производится. Регистрация параметров обкатки. Контроль утечек выполняется. Испытание на стенде проведено. Протокол составлен.
Калибровка систем управления и контроль рабочих параметров
Калибровка систем управления производится после завершающих механических операций и сборки агрегата. Параметры ЭБУ задаются по заводским картам. Загрузка калибровочных файлов выполняется через специализированное диагностическое оборудование. Калибровочные значения фиксируются в протоколе. Обновление программного обеспечения проводится по версии, указанной производителем.
Контроль рабочих параметров осуществляется на стационарном стенде и при пробном запуске. Регистрация давления масла, температуры охладителя и давления наддува производится датчиками калиброванного типа. Считывание данных выполняется логгированием в цифровом формате с частотой, обеспечивающей достоверность динамических процессов. Отклонения от заводских значений приводят к дальнейшей диагностике управляющих элементов и коррекции калибровочных карт. Акт испытаний формируется с указанием идентификаторов ПО, серий датчиков и полученных графиков.
Документация и отчетность
Акт выполненных работ оформлен с указанием операци and параметров. Протокол измерений прилагается. Гарантийные условия зафиксированы в документе.
Составление акта выполненных работ и передача рекомендаций по эксплуатации
Составление акта выполненных работ производится на основании протоколов диагностики и контрольных измерений. В акт вносится перечень выполненных операций, применённые детали с указанием артикула, результаты измерений компрессии и давления масла, сведения о произведённых шлифовальных и расточных операциях, замене поршней, колец, вкладышей и ремонте ГБЦ. Оформление сопровождается фотографией узлов до и после ремонта, обозначением применённых допусков и контрольных размеров.
Передача рекомендаций по эксплуатации оформляется разделом в акте. В разделе указываются режимы обкатки с конкретными значениями оборотов и нагрузок, интервал проверки уровня масла и момента натяжения ремней, сроки повторной диагностики и перечень контрольных параметров для последующего мониторинга. Подпись ответственного лица и дата внесения в документ фиксируются.