
Документ описывает цель проведения диагностики и ремонта двигателя Audi TTS 2.0 TFSI 310 л.с. (2014–2023). Перечислены этапы работ и результирующие документы.
Область применения
Документ применяется при выполнении комплексных работ по двигателю Audi TTS 2.0 TFSI 310 л.с. модельного ряда 2014–2023 годов выпуска. Применение охватывает этапы диагностики, оценки состояния, измерения компрессии и давления масла, а также операционные процессы демонтажа, разборки и дефектовки силового агрегата. Включены операции шлифовки коленчатого вала и расточки блока цилиндров с указанием технологических параметров. Предусмотрены процедуры подбора и замены поршней, шатунных вкладышей и компрессионных колец, а также восстановление головки блока цилиндров. Описаны контрольные операции при сборке и последующая обкатка с настройкой рабочих параметров. Применение документа распространено на ремонтные объекты, оформленные заказ-нарядами, с указанием серийного номера двигателя и VIN автомобиля.
Технические данные двигателя
Тип двигателя: бензиновый турбированный; рабочий объём 2.0 л; мощность 310 л.с.; число цилиндров 4; конфигурация DOHC; смазка под давлением.
Основные характеристики агрегата
Описываемый агрегат представляет собой бензиновый двигатель с непосредственным впрыском топлива и турбонаддувом. Рабочий объём 2,0 л. Номинальная мощность 310 л.с. при установленном диапазоне оборотов. Максимальный крутящий момент указан производителем и варьируется в зависимости от модификации. Система газораспределения цепная; наличие турбонагнетателя требует контроля давлений и уплотнений. Применены алюминиевый блок цилиндров и головка блока с многоклапанной компоновкой. Присутствуют интегрированные системы рециркуляции отработавших газов и система непосредственного впрыска. Конфигурация поршней и шатунов рассчитана на повышенные нагрузки. Рабочие параметры пленочного смазывания и давления масла регламентированы сервисной документацией.
Подготовка к диагностике
Организация рабочего места и подготовка инструмента. Оборудование заземлено. Электросеть проверена. Жидкости слиты. Маркировка разъемов выполнена;
Организация рабочего места и инструментов
Рабочее место подготовлено для выполнения полного комплекса операций по ремонту двигателя Audi TTS 2.0 TFSI 310 л.с. (2014–2023). Освещение обеспечено равномерное, зона очистки от масел и смазок выделена. Стол для мелких деталей маркирован и оснащен магнитными подносами. Шкаф для новых и восстановленных компонентов промаркирован по кодам и размерам. Подготовка стенда для двигателя включает крепёжные пластины, траверсы и кран грузоподъёмностью, превышающей массу агрегата; Инструмент собран по назначению: динамометрические ключи с поверкой, комплект торцевых головок, специализированные фиксаторы валов. Измерительная группа состоит из компрессометра, манометра масла, микрометра и нутромера с поверочными свидетельствами. Средства очистки представлены обезжиривателем, ультразвуковой ванной и промышленным пылесосом для стружки. Расходные материалы учтены: герметики, уплотнители, болты с классом прочности, поршневые кольца по номерам. Обеспечение безопасности реализовано через щитки, перчатки, средства защиты органов дыхания и огнетушители, размещённые в пределах видимости. Процедуры приёма и выдачи деталей оформляются актами и маршрутными картами.
Диагностические мероприятия
Проведение последовательной диагностики двигателя включает аппаратную проверку ЭСУД, измерения компрессии и давления масла, визуальный осмотр узлов и фиксацию результатов.
Аппаратная диагностика электронных систем
Проведение аппаратной диагностики электронных систем двигателя Audi TTS 2.0 TFSI 310 л.с. включает поэтапное обследование блоков управления, датчиков и исполнительных механизмов. Подключение специализированного диагностического сканера производится через диагностический разъем; чтение кодов ошибок и сохранённых параметров производится с регистрацией времени и условий. Выполнение тестовых команд на актуаторы производится в контролируемых режимах для подтверждения реакции. Проверка питания и масс выполняется в цепях питания ЭБУ и сенсоров с фиксацией напряжений в статике и при запуске. Сигналы датчиков сравниваются с эталонными кривыми по протоколам производителя. Локализация обрывов и коротких замыканий осуществляется методом последовательного снятия параметров на разъёмах и шине данных. Проверка корректности калибровок и прошивки проводится с использованием баз данных калибровочных файлов; при расхождениях выполняется запись факта несоответствия. Ведомость дефектов заполняется по выявленным неисправностям с указанием кода, местоположения и влияния на работу двигателя.
Визуальный осмотр узлов и коммуникаций
Выполнение внешнего осмотра двигателя Audi TTS 2.0 TFSI 310 л.с. предусматривает поэтапную фиксацию видимых дефектов. Осмотр должен быть ориентирован на состояние кожухов, крепежа, трубопроводов и соединений. Осмотру подвергаются электрические разъемы на предмет коррозии и ослабления контактов. Трубопроводы топливной и масляной систем обследуются на предмет трещин, протечек, вздутий и повреждений оплетки. Соединения охлаждающей системы проверяются на герметичность и состояние хомутов. Кронштейны крепления агрегатов исследуются на деформацию и ослабление резьбовых соединений. Ремни и шкивы осматриваются на износ, трещины и следы выкрашивания; натяжение фиксируется замером. Поверхности прокладок проверяются на признаки пропуска газов или жидкости. Документирование дефектов производится с указанием места, характера и степени повреждения.

Оценка состояния узлов и агрегатов
Осмотр выполнен по протоколу. Измерение люфтов, зазоров и износа произведено. Результаты зафиксированы в отчёте с указанием критических отклонений.
Оценка состояния ГРМ и натяжителей
Выполнение визуального осмотра ремня/цепи газораспределительного механизма проводится до демонтажа основных узлов. Осмотр включает выявление трещин, расслаивания, износа зубьев ремня, деформации направляющих, признаков вытягивания цепи. При наличии наработки, превышающей нормативные интервалы, фиксирование состояния в ведомости производится с указанием пробега и даты осмотра. Измерение провисания осуществляется измерительным инструментом с фиксацией показаний в протоколе. Оценка натяжителей и направляющих предполагает проверку люфта, износа посадочных мест и работоспособности гидравлических элементов. При обнаружении следов утечки масла в местах посадки гидронатяжителей выполняется маркировка дефектов. Контроль фаз газораспределения проводится по меткам с использованием фиксатора распределительного вала и индикаторов положения коленвала. Результаты включаются в акт диагностики с рекомендацией на замену изношенных компонентов и указанием необходимых ремонтных операций и комплектов запчастей.
Измерение компрессии
Проведение измерений компрессии методом снятия свечей и подключения манометра. Фиксация значений по цилиндрам. Оценка расхождений и протоколиование результатов.
Порядок выполнения измерений
Подготовка двигателя к измерениям выполняется с отключением системы зажигания и подачи топлива, обеспечением доступа к свечным колодцам и масляной магистрали. Снятие свечей производится для освобождения цилиндров от компрессии при прокрутке. Прокрутка коленвала производится стартером при выведенном сцеплении и отключенном топливоподаче. Измерение компрессии проводится манометром с коническим переходником, фиксирование значений по каждому цилиндру в таблицу. Сравнение показателей выполняется с заводскими допусками, выявление разницы более установленного порога фиксируется как дефект. Для измерения давления масла установка манометра в масляный канал производится через штатный датчик или пробную пробку, прогрев двигателя до рабочей температуры осуществляется до стабилизации показаний. Фиксация давления проводится при холостом ходе и при повышенных оборотах; значения записываются в протокол вместе с температурой. Корректировка результатов проводится с учётом перепадов давления и возможных утечек в магистралях.

Измерение давления масла
Измерение давления масла проводится с установкой манометра на маслоотводный штуцер. Показания фиксируются при прогретом моторе и холостом ходе.
Порядок проверки и фиксация результатов
Порядок проверки давления масла включает подготовительные действия, последовательность измерений и оформление результатов в протоколе. Подготовительные действия: подключение манометра к масляной магистрали через штатное или временное ответвление, прогрев двигателя до рабочей температуры, установка частоты вращения в режимы холостого хода и повышенной нагрузки. Последовательность измерений: фиксация давления на холостых оборотах, фиксация давления при 3000 об/мин, регистрация падения давления при отключении форсунок для определения утечки. Результаты фиксируются в бланке контроля с указанием времени, температуры масла, модели манометра и допустимых значений производителя. В протоколе указываются выявленные отклонения и ссылка на нормативные пределы. Хранение протокола обеспечивается в электронном архиве с привязкой к VIN и дате проведения работ.
Решение о демонтаже двигателя
Основанием для демонтажа считается обнаружение несоответствий параметров компрессии, давления масла или механических повреждений, требующих капитального вмешательства.
Критерии для принятия решения о снятии агрегата
Оценка результатов компрессионного теста и давления масла. При фиксировании показателей ниже установленных нормативов по более чем двум цилиндрам принять решение о демонтаже. При обнаружении посторонних металлических частиц в масле или значительном загрязнении фильтра-маслоуловителя снять агрегат. При выявлении значительной утечки охлаждающей жидкости по месту привода и наличии следов проникновения в масляную систему демонтаж признан обоснованным. При зафиксированном перекосе блока цилиндров или трещинах в картере восстановление на месте признаётся невозможным. При износе шатунных и коренных вкладышей за пределами ремонтного допуска выполнение работ по ремонту предусматривает снятие. При нарушении синхронизации ГРМ с деформацией натяжителей и направляющих демонтаж рекомендуется для исключения дополнительных повреждений. При наличии контакта поршней с клапанами или повреждений поршневых юбок двигатель подлежит снятию. При выявлении дефектов турбокомпрессора с попаданием обломков в систему принята мера по демонтажу для последующей дефектовки в условиях мастерской.

Снятие двигателя
Операция демонтажа двигателя проводится по этапам: отсоединение коммуникаций, маркировка разъемов, снятие агрегатов, подъем силового блока с использованием подъемного оборудования.
Технологическая последовательность демонтажа
Предварительная фиксация состояния автомобиля выполняется путем документирования внешних признаков и подключенных коммуникаций. Слив эксплуатационных жидкостей производится с применением специализированных емкостей и фильтрации отработки. Электрические разъемы и кабели маркируются и отсоединяются. Система впуска и выхлопа изолируется и демонтируется по очередности, исключающей деформацию трубопроводов. Опоры двигателя освобождаются после обеспечения устойчивого подвеса агрегата строповкой. Крепления трансмиссии отделяются. ГРМ привод фиксируется в сервисном положении перед снятием. Крепежные болты блока цилиндров отворачиваются по последовательности, зафиксированной в технологической карте. Снятие двигателя производится подъемно-транспортным оборудованием с контролем центровки и равномерности нагрузки. Фиксация снятого агрегата на стенде выполняется с применением адаптеров и блокировочных элементов для последующей разборки.
Разборка двигателя
Последовательность разборки установлена: снятие навесного, блокировка коленвала, демонтаж ГБЦ, извлечение поршней, маркировка корпусов и крепежа.
Последовательность разборки и маркировка деталей
Снятие агрегата с опор производится с применением двигателяопоры и подъемного оборудования. Демонтаж внешних коммуникаций выполняется последовательно: системы впуска, выпуска, охлаждения, электропитания. Слив рабочей жидкости фиксируется в отчетной документации. Снятие навесных узлов производится по очереди для сохранения доступа к головке блока. Снятие головки блока выполняется после фиксирования положения распредвалов и меток фаз газораспределения. Маркировка корпусов и трубопроводов производится по номерной схеме с нанесением идентификаторов на поверхности и внесением в ведомость деталей; Поршневые группы извлекаются по цилиндрам с пометкой положения и направленности. Крышки коренных и шатунных подшипников маркируются числовыми обозначениями, фиксация производится в протоколе. Мелкие крепежные элементы сортируются по контейнерам с указанием места установки, материалы упаковки промаркированы. Уплотнения и прокладки укладываются отдельно и помечаются станцией их использования. Ведомость демонтажа оформляется с указанием состояния, оригинальных размеров и рекомендуемых операций при сборке.
Дефектовка деталей
Проведение дефектовки включает визуальный осмотр, измерение износа, контроль геометрии, выявление трещин и коррозии. Результаты заносятся в акт.
Методика выявления износа и повреждений
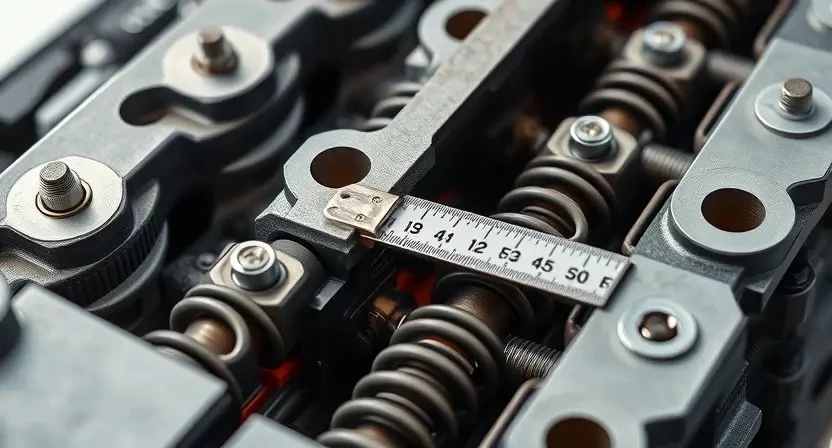
Определение состояния деталей двигателя производится по установленной последовательности операций. Визуальный осмотр поверхности проводится при освещении не менее 1000 люкс. Фиксация следов коррозии, трещин, задиров и выкрашивания осуществляется фотографированием и занесением в карту дефектов. Геометрические размеры замеряются микрометром и нутромером с фиксированием значений в протоколе. Измерение биения поверхности производится индикатором часового типа с шагом контроля 90° вокруг оси. Шероховатость поверхности регистрируется прибором с калибровкой, значения сравниваются с заводскими допусками. Толщина стенок и остаточная масса металла оцениваются ультразвуковым методом или методом вырезки при необходимости. Подвижность направляющих и посадочных мест проверяется установкой калибр-пробки и измерением люфта. Наличие кавитационных повреждений и эрозии подтверждается визуализацией и микроскопией при увеличении 10x и выше. Испытание на герметичность клапанных седел выполняется методом продувки и фиксацией давления и времени падения. Повреждения масляных каналов и фильтрующих элементов регистрируются по изменению сопротивления потоку и по результатам очистки. Все результаты вносятся в единую ведомость дефектов с указанием кода детали и рекомендаций по восстановлению или замене.
Шлифовка коленвала и расточка блока
Шлифовка поверхности коленвала выполняется до восстановления допусков. Расточка блока производится с фиксацией осевой биений и размера под новые вкладыши.
Параметры обработки и допуски
Значения размеров и предельные отклонения для шлифовки коленвала и расточки блока цилиндров установлены на основании заводских и ремонтных нормативов. Обработка поверхности шеек коленвала проводится с контролем диаметра в несколько ремонтных размеров; допуск радиального биения шейки после обработки указан в сопроводительной документации. Расточка блока выполняется по переходным посадкам под поршневые группы с указанием окончательных размеров гильз или восстановления посадочных мест; контроль размера цилиндра производится микрометром и индикаторовым щупом. Значения зазора вкладышей коренного и шатунного типа заданы по таблице, приведенной в рабочем листе; пределы изменения масляного клина нормализованы. Шлифовка седел и притирка клапанов выполняется с указанием шероховатости и предела провала седла; торцевое биение ГБЦ после плоскостной обработки не должно превышать приведённого предела. Контроль параметров проводится протоколами с фиксацией измерений, маркировкой деталей и указанием применённых ремонтных размеров.

Замена поршней, вкладышей и колец
Замена выполняется по результатам дефектовки. Подбор комплектующих по каталогу. Измерения посадочных размеров фиксируются в акте ремонта.
Подбор комплектующих и контрольные размеры
Определение перечня деталей производится на основании результатов дефектовки и замеров исходных деталей. Подбор поршней производится по диаметру цилиндра после расточки с указанием ремонтного размера. Выбор вкладышей основывается на зазоре в шатунной шейке и диаметре шатуна; указывается тип вкладышей и допустимые зазоры. Подбор поршневых колец выполняется по толщине канавки и диаметру поршня. Подбор ГБЦ включает комплекты направляющих, седел и направляющих втулок клапанов. Указание контрольных размеров оформляется в ведомости: диаметр цилиндра, хонингование, диаметр поршня, зазоры вкладышей, тепловые зазоры клапанов, биение коленвала, диаметр шейки коленвала до и после шлифовки, параметры торца ГБЦ, параметры компрессии по цилиндрам.
Восстановление головки блока цилиндров
Демонтаж ГБЦ. Шлифовка плоскости и фасок. Проверка седел и направляющих. Ремонт или замена седел. Контроль герметичности методом продувки под давлением.
Ремонтная шлифовка, проверка седел клапанов и герметичность
Проведение ремонтной шлифовки головки блока цилиндров выполняется с целью восстановления плоскости сопряжения. Контрольный замер радиального и продольного биения выполняется перед обработкой. Обработка производится на специализированном станке с применением режущих пластин, обеспечивающих заданную шероховатость. Контроль шероховатости производится после шлифовки. Седла клапанов подвергаются осмотру на наличие раковин, выработки и трещин. Обработка седел выполняется с применением круговых фрез и оправок по номинальным углам посадки. Притирка клапанов выполняется пастой с зернистостью, согласуемой с типом сплава. Герметичность камеры сгорания проверяется методом вакуумного или масляного теста с фиксацией потерь давления. Результаты фиксации документируются с указанием допусков и ремонта при отклонениях.

Сборка и установка двигателя
Сборка производится по узловым картам. Контроль чистоты сопрягаемых поверхностей. Моменты затяжки фиксируются протоколом. Установка на раму выполняется с грузовым стропом.
Контрольные процедуры при сборке и момента затяжки
Фиксация соответствия деталей заводским размерам выполняется перед сборкой. Очередность операций отражается в технологической карте. Применение новых уплотнений и болтов с заданной прочностью регламентируется спецификацией. Использование динамометра для контроля крутящего момента и угловой допусковой зоны предусмотрено в процедуре. Равномерность натяга болтов головки достигается по этапам: предварительная затяжка с малым моментом, основная затяжка с установленной величиной, окончательная угловая доборка. Протоколирование результатов производится в таблице с указанием номера детали, момента, угла и температуры окружающей среды. Контроль соответствия при сборке блоков цилиндров выполняется измерением высоты торца и контроля за параллельностью плоскостей. Регистрация несоответствий ведётся с указанием кода дефекта и предложенной меры ремонта.
Обкатка и настройка после ремонта
Обкатка двигателя проводится по регламенту с постепенным увеличением нагрузки. Настройка ECU производится по серийным параметрам. Результаты фиксируются в акте.
Протокол обкатки, проверка параметров работы после установки
Составление протокола обкатки производится для фиксации рабочих параметров двигателя Audi TTS 2.0 TFSI 310 л.с. (2014–2023) после капитального ремонта или замены агрегата. В протокол вносится идентификационная информация: номер заказа, VIN-номер автомобиля, дата установки, пробег на момент установки, применённые комплектующие с указанием кодов поставщиков и ремонтных размеров. Испытания выполняются на холостом ходу и под нагрузкой с контролем температуры охлаждающей жидкости и давления масла. Измерения фиксируются в табличной форме с поминутной регистрацией показаний в первые 30 минут работы. Проверка фаз газораспределения и углов опережения зажигания производится с применением диагностического адаптера, результаты протоколируются с указанием версий прошивок электронных блоков. Контрольное измерение компрессии повторяется при 1000 км пробега и вносится в протокол как итоговый параметр. Запись ошибок из бортового диагностического канала производится до и после обкатки, расшифровка кодов и перечень выполненных коррекций приводятся в разделе замечаний. Дополнительно фиксируется уровень вибраций и шумовых характеристик, измеренных виброметром и спектральным анализатором; указываются частотные составляющие и допуски. Фиксирование момента первой замены масла и фильтров с указанием использованного класса масла и объёма производится в конце протокола. Установление соответствия параметров техническим требованиям завершается подписью ответственного лица и штампом сервисного центра.