

Описание услуги: ремонт двигателя BMW M3 G80 3.0 L 480 л.с. (2020–н.в.). Выполнение диагностики‚ оценка состояния‚ план работ и контроль качества.
Область применения услуги
Обслуживание предназначено для силовых агрегатов BMW M3 G80 3.0 L 480 л.с. выпуска с 2020 года по настоящее время. Применение охватывает двигатели с турбонаддувом‚ непосредственным впрыском и системой фазорегулирования. Услуга распространяется на случаи снижения компрессии‚ понижения давления масла‚ появления посторонних звуков в верхней части агрегата‚ перегрева и заметного потребления масла. Диагностические мероприятия включают оценку состояния механической части‚ измерение компрессии и давления масла‚ функциональное тестирование систем управления двигателем. В рамках ремонта выполняется демонтаж узлов‚ дефектовка деталей‚ восстановительная обработка коленвала и цилиндров‚ расточка и шлифовка‚ подбор и установка поршней‚ колец и вкладышей‚ ремонт или замена головки блока цилиндров‚ сборка и контролирование натяжения крепежа‚ обкаточная проверка и конечная настройка рабочих параметров двигателя.

Объект работ
Двигатель BMW S58B30 3.0 L‚ рядный шестицилиндровый с турбонаддувом‚ рабочий объём 2993 см³‚ мощность 480 л.с.‚ узлы и агрегаты подлежат комплексной проверке.
Техническая характеристика двигателя
Тип мотора: рядный шестицилиндровый бензиновый агрегат с двойным турбонаддувом. Рабочий объем 2993 см3. Максимальная мощность 480 л.с. при установленном диапазоне оборотов. Максимальный крутящий момент и диапазон указаны в технической документации автомобиля. Коробка передач и система охлаждения взаимодействуют с блоком цилиндров по стандартной схеме силового агрегата. Система смазки с трубопроводами высокого давления и масляным насосом внутреннего размещения. Головка блока цилиндров имеет четыре клапана на цилиндр и механизмы управления фазами газораспределения. Применяются алюминиевые блок и облегченные поршни. Турбокомпрессоры оснащены интеркулером. Система впрыска топлива — непосредственная с электронным управлением. Электронные компоненты коммуникационных шин интегрированы в систему мониторинга состояния двигателя. Массовые и габаритные параметры указаны в паспорте агрегата.
Цель работ
Восстановление работоспособности двигателя BMW M3 G80 3.0 L 480 л.с. через диагностику‚ оценку состояния‚ ремонтные операции и подтверждающие испытания.
Подготовка к диагностике
Сбор данных обслуживания и эксплуатационных параметров двигателя. Подготовка инструментов‚ измерительных приборов и доступа к диагностическому разъему.
Сбор эксплуатационных данных и истории обслуживания
Фиксация сервисной документации‚ интервалов замены масел и фильтров‚ записей о ремонтах турбин и системы впуска. Сведения о режиме эксплуатации‚ пробегах и условиях эксплуатации заносятся в журнал. Регистрация кодов ошибок электронных блоков управления проводится при помощи диагностического оборудования. Архивация результатов предыдущих компрессий и давлений масла обязательна для сопоставления. Отчёты по топливной системе и системе охлаждения включаются в карту работ. Информация о применённых запчастях и модификациях фиксируется отдельно. История гарантийных обращений и сервисных кампаний включается в анализ. Карта технического обслуживания формируется для планирования восстановительных работ.
Диагностика общего состояния
Визуальный осмотр и функциональные пробы двигателя выполнены. Фиксация дефектов в журнале проведена. Состояние компонентов оценено по критериям;
Визуальный осмотр и функциональное тестирование
Визуальный осмотр производится перед запуском диагностических процедур. Осмотру подлежат наружные поверхности мотора‚ крепежные элементы‚ патрубки‚ электропроводка и соединения. Зафиксировать наличие течей топлива‚ масла и охлаждающей жидкости. Выявление механических повреждений корпуса и монтажных поверхностей подлежит документированию. Износ уплотнений и состояния шлангов подлежит оценке по дефектным признакам. Коррозионные участки в зоне впуска и выпуска подлежат фиксации.
Функциональное тестирование проводится с использованием штатного диагностического разъема и специализированного оборудования. Считывание кодов ошибок и параметров работы двигателя производится в режиме покоя и под нагрузкой. Регистрация оборотов холостого хода‚ реакции на газ и наличие необычных звуков производиться средствами записи. Проверка подачи топлива и системы зажигания производится по параметрам давления и искрообразования. Результаты тестирования подлежат оформлению в акте с указанием выявленных отклонений и предложений по дальнейшим исследованиям.
Измерение компрессии
Измерение компрессии проводится цилиндр за цилиндром. Применение манометра высокого давления. Снятие свечей и обеспечение прокрутки коленвала.
Методика проведения и критерии оценки
Измерение компрессии выполняется с использованием манометра класса точности не ниже 1‚5%. Подготовка цилиндров предусматривает удаление свечей зажигания‚ закрытие топливной магистрали‚ отключение системы зажигания. Проведение замера осуществляется при прокрутке коленвала стартером до стабилизации показаний. Критерии оценки: разница между цилиндрами не более 10% от среднего значения; минимальное абсолютное давление не менее 12 бар для холодного двигателя.
Измерение давления масла производится манометром с адаптером в штатный порт. Давление фиксируется при холостом ходе‚ при 2000 об/мин и при рабочей температуре. Критерии оценки: давление холостого хода выше 0‚5 бар; при 2000 об/мин давление выше 2‚0 бар; провалы давления фиксируются как критический дефект.
Измерение давления масла
Порядок измерений: подключение манометра к масляной магистрали‚ прогрев до рабочей температуры‚ снятие показаний на холостом ходу и под нагрузкой.
Порядок измерений и допустимые значения
Последовательность измерений давления масла предполагает прогрев двигателя до рабочей температуры‚ установка манометра на масляный канал высокого давления‚ запуск и стабилизацию холостого хода‚ фиксацию показаний при холостом ходе и при повышенных оборотах. Приборы калиброваны и промерены перед началом. Допустимое давление масла в масляной магистрали при холостом ходе должно находиться в диапазоне 0‚8-1‚5 бар; при 3000 об/мин ⸺ 2‚5-4‚0 бар. Отклонение более чем на 20% от диапазона считается критическим. При фиксировании падения давления выполняется проверка масляного фильтра‚ масляного насоса и зазоров вкладышей. Регистрирование измерений производится в техническом журнале с указанием температуры масла‚ оборотов и серийных номеров используемых приборов.
Принятие решения о демонтаже
Оценка результатов диагностики и измерений выполнена. К демонтажу переход с фиксацией показателей при компрессии ниже нормативов или давлении масла вне диапазона. Документация сформирована.
Критерии перехода к разборке
Фиксация отклонений при диагностике двигателя BMW M3 G80 3.0 L 480 л.с. выполняется документально. При измерении компрессии зафиксированы значения ниже 10 бар в одном или нескольких цилиндрах. При измерении давления масла зарегистрировано снижение давления ниже заводских допусков при рабочей температуре. При визуальном осмотре обнаружены следы задиров на цилиндровых гильзах‚ наличие металлической стружки в масляном картере или на магнитных пробках‚ следы перегрева на головке блока. При функциональном тестировании выявлены перебои зажигания‚ повышенный расход моторного масла‚ нестабильные обороты холостого хода. При сочетании двух и более перечисленных признаков принято решение о демонтаже для детальной дефектовки и последующего ремонта.
Снятие и маркировка компонентов
Снятие компонентов выполняется по очереди. Маркировка проводится для идентификации посадочных мест‚ соединений и позиционной взаимосвязи узлов.
Последовательность демонтажа и фиксация состояния
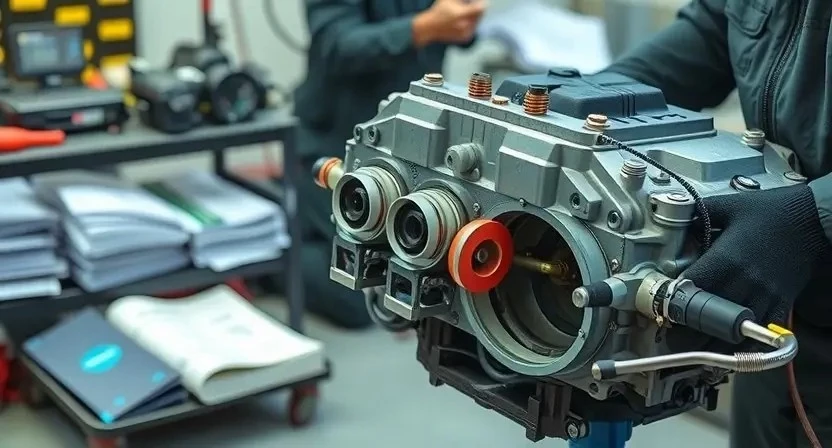
Фиксация исходного состояния двигателя производится перед демонтажем: регистрация серийных номеров‚ маркировка соединений‚ фотографирование узлов под несколькими углами. Демонтаж систем проводится поочерёдно: удаление вспомогательных агрегатов‚ снятие впускной и выпускной магистралей‚ отсоединение электрических разъёмов и трубопроводов. Крепёжные элементы маркируются и упаковываются по комплектам. Снятие головки блока и масляного поддона сопровождается пометкой положения компонентов относительно поверхности блока.
Фиксация параметров выполняется с использованием измерительных приборов: замер усилия на болтах‚ замер зазоров‚ измерение визуально определяемых дефектов. Протоколы оформляются в бумажном и электронном виде с указанием даты‚ времени и использованных инструментов.
Разборка агрегата
Демонтаж навесных узлов произведён. Блок цилиндров разделён на секции. Поршни и шатуны извлечены. Компоненты помечены и упакованы для осмотра.
Разборка узлов и оценка износа
Последовательная разборка узлов двигателя производится в соответствии с технологической картой. Снятие коллектора‚ топливной рампы‚ навесного оборудования и ГРМ выполняется после сливания рабочих жидкостей и обесточивания системы. Компоненты маркируются и укладываются по зонам; применение пакетов и контейнеров для мелких деталей обязательно. Замеры геометрии цилиндров‚ шатунов и коренных опор производится используя калиброванные инструменты. Измерение биения и конусности выполняется специальными приборами. Износ поверхности шеек и вкладышей фиксируется по шкале предельных износов. Фиксируются зазоры в направляющих и состояние фасок поршней. Результаты документируются в протоколе дефектовки с указанием допустимых пределов и предложенными вариантами ремонта.

Дефектовка деталей
Проведение дефектовки узлов и деталей. Измерение геометрии. Оценка износа по допускам. Фиксация дефектов в акте. Принятие решения о восстановлении.
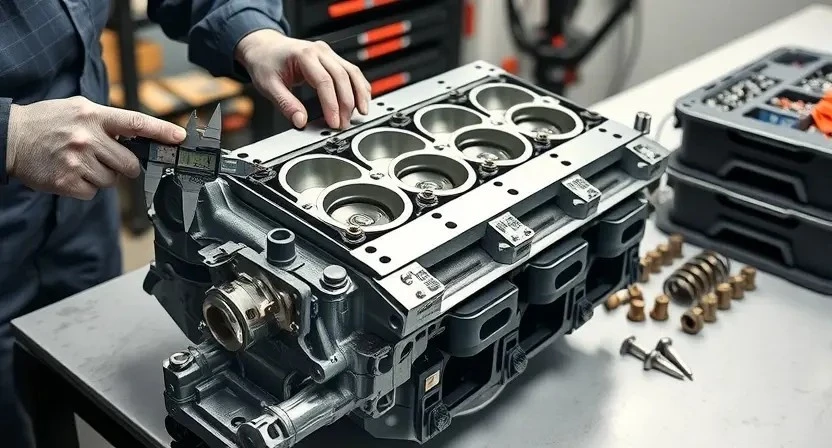
Контроль геометрии и выявление дефектов
Проверка геометрии выполняется на разобранных деталях: блоке цилиндров‚ головке‚ коленвале‚ шатунных крышках. Замеры поверхностей производятся с использованием микрометра‚ нутромера‚ индикатора часового типа. Определение износа направляющих клапанов и направляющих втулок производится по люфту и биению с применением индикатора. При проверке плоскостей головы и блока фиксируется шаг плоскостности в миллиметрах на метр. Измерение овальности и конусности цилиндров осуществляется с калиброванным инструментом‚ фиксация результатов в протоколе. Контроль седел и направляющих проводится с привлечением специализированных шаблонов. Визуальная оценка трещин выполняется при увеличении и подсветке; при сомнении используется метод красителя или магнитопорошковая дефектоскопия. Измерения радиального биения шейки коленвала фиксируются с учётом допустимых пределов изготовителя. Результаты сопоставляются с эталонными значениями‚ указание на ремонтный размер и перечень операций в акте дефектовки.

Шлифовка и расточка
Обработка коленвала и цилиндров производится на специализированном оборудовании. Шероховатость и биение контролируются. Допуски восстановлены согласно нормативам.
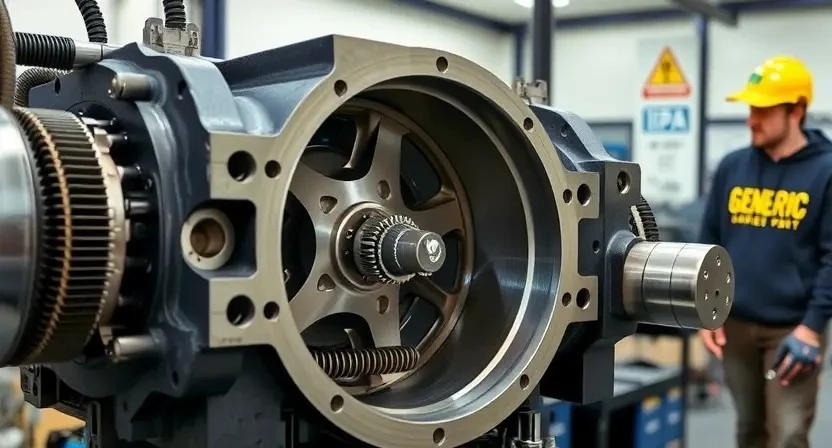
Обработка коленвала‚ цилиндров и направляющих
Операции по обработке коленвала выполняются с контролем биений и шлифовкой шеек в соответствии с допусками производителя. Контроль осуществляется измерительным инструментом с точностью до 0‚01 мм. Допуск остаточной овальности фиксируется в протоколе.
Цилиндры подвергаются расточке и хонингованию. Измерение диаметра выполняеться по четырем радиальным точкам на каждом цилиндре. Допуск износа указывается в технической карте двигателя.
Направляющие втулки подвергаются осмотру на износ и деформацию. Замер посадочных мест производится индикатором часового типа. Результаты фиксации в акте дефектовки. Допускаемые зазоры сверяются с каталогом запасных частей.
Контроль шероховатости проводится после обработки. Поверхность оценивается по параметру Ra. Протоколирование операций сопровождается регистрацией применяемых инструментов и режимов резания.
Замена поршней‚ колец и вкладышей
Выбор комплектующих по номерам OEM. Подбор размеров по замеру цилиндров. Монтаж новых поршней‚ колец и вкладышей с контролем за зазорами.
Подбор компонентов и технологические требования
Подбор деталей производится по каталожным номерам и спецификациям производителя. Идентификация проводится по VIN и маркировке двигателя. Применение оригинальных компонентов или сертифицированных аналогов документируется. Подбор поршней и колец осуществляется с учётом допусков по диаметру цилиндра и шагу компрессионного зазора. Подбор вкладышей базируется на измерениях диаметра коренных шеек и величины износа. Выбор ГБЦ‚ клапанов и направляющих производится по состоянию седел и геометрии камер сгорания. Применение уплотнений и болтов крепления оговорено в спецификации. Технологические требования включают контроль чистоты поверхностей‚ соблюдение моментных характеристик крепежа‚ применение смазочных материалов‚ нагревов и моментов при запрессовке‚ протяжку в установленной последовательности и проверку размеров после сборки.
Работы с головкой блока цилиндров
Демонтаж ГБЦ. Шлифовка фасок седел клапанов и притирка. Замена направляющих и клапанных направлений. Проверка плоскостности и герметичности методом давления.
Ремонт‚ шлифовка и проверка герметичности
Проведение ремонта головки блока цилиндров выполняется в соответствии с заводскими допусками. Разборка клапанного механизма производится для оценки седел‚ направляющих и поверхности прилегания. Шлифовка поверхности ГБЦ выполняется с контролем плоскостности методом щупа и индикаторного микрометра. Обработка производится до восстановления плоскостности в пределах разрешённого износа. Выполнение притирки седел клапанов производится с применением абразивной пасты специализированного состава. Проверка герметичности проводится методом давления в камерах с жидкостным и воздушным контролем одновременно. Испытания фиксируются актом и протоколом измерений.
Сборка и окончательная проверка
Сборка выполнена по регламенту. Контроль усилий затяжки и зазоров произведён. Испытание на холостом ходу и нагрузке выполнено‚ зафиксированы параметры.
Контроль за натяжением крепежа и регулировочными параметрами
Контроль натяжения болтов и гаек выполняется по заводским моментам затяжки с учетом последовательности и очередности. Применение динамометрического ключа с поверкой обеспечения точности гарантируется. Фиксация угловых доборов производится с использованием угломера. Удержание заданных значений натяжения фиксируется протоколом с указанием момента‚ угла и кода инструмента. Регулировочные параметры клапанного механизма и фаз газораспределения устанавливаются по спецификации. Параметры фаз синхронизации сверяются с эталонными метками. Контроль за остаточными значениями натяжения проводится после прогрева до рабочей температуры и охлаждения‚ с повторной записью в отчет.
Обкатка и настройка после ремонта
Обкатка выполняется согласно этапам: прогрев‚ щадящие нагрузки‚ постепенное увеличение оборотов. Настройка производится по контролируемым параметрам двигателя.
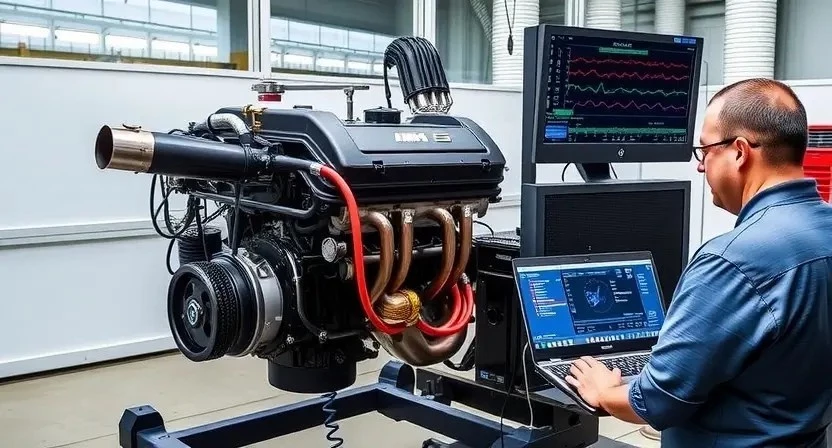
Программа обкатки‚ проверка параметров и заключительная диагностика
Обкатка двигателя проводится по регламенту‚ установленному для моделей BMW M3 G80 3.0 L 480 л.с. Первичный прогрев выполняется до рабочей температуры в статическом режиме. Интервалы нагрузок и холостого хода задаются по этапам‚ с постепенным увеличением оборотов и нагрузки. Контроль параметров производится в режиме реального времени: давление масла‚ температура охлаждающей жидкости‚ давление в топливной рампе‚ фазировка газораспределения при наличии регуляторов. Параметрические значения фиксируются в журнале техпроцесса. Проверка компрессии и давления масла после обкатки проводится в штатных точках замера и сопоставляется с эталонными диапазонами производителя. Регистрация кодов ошибок выполняется сканером OBD с последующей расшифровкой. Завершающая диагностическая процедура включает анализ вибраций‚ расхода топлива и уровня выхлопных газов для подтверждения корректности сборки и настройки систем.