

Описание услуги по ремонту двигателя BMW M3 F80 3.0 R6 Twin Turbo 460 л.с. (2016–2018): диагностика‚ оценка состояния‚ замеры и восстановление.
Назначение документа
Документ предназначен для регламентации перечня работ по ремонту двигателя BMW M3 F80 3.0 R6 Twin Turbo 460 л.с. (2016–2018). Описание включает цели контроля качества и порядок выполнения операций‚ ограничивающийся этапом входной диагностики и оценкой состояния агрегата. В документе фиксируются требования к измерениям компрессии и давления масла как исходные параметры для принятия решений о дальнейших вмешательствах. Перечень операций ограничивается диагностикой‚ фиксацией параметров‚ формированием акта приема в ремонт и определением критериев для продолжения работ. Документ служит основанием для последующей дефектовки и планирования ресурсов.
Общие сведения о двигателе
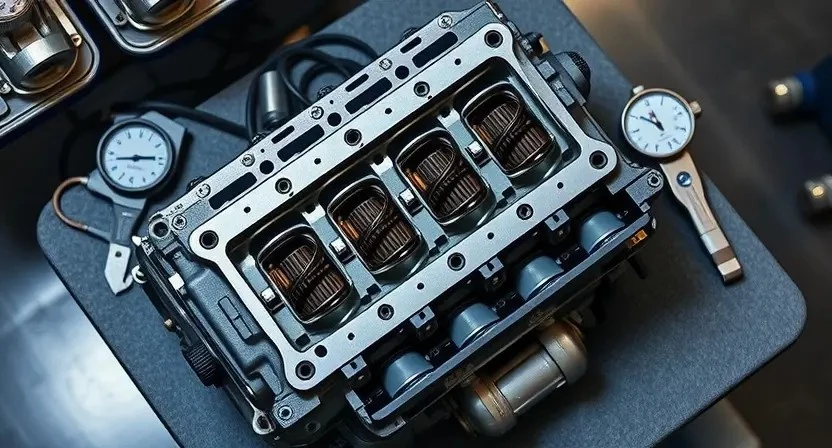
Шестициллиндровый рядный мотор 3.0 R6 Twin Turbo‚ рабочий объём 2998 см3‚ мощность 460 л.с.‚ система турбонаддува с двумя турбинами‚ алюминиевый блок.
Технические характеристики двигателя
Тип двигателя: рядный шестицилиндровый бензиновый с двойным турбонаддувом. Рабочий объем: 2993 см3. Мощность: 460 л.с. при указанном диапазоне оборотов. Крутящий момент: номинальное значение указано заводом-изготовителем для конкретной модификации. Степень сжатия: заводской параметр для данной конфигурации колец и поршней. Система питания: непосредственный впрыск топлива с электронным управлением. Система наддува: два турбокомпрессора с регулировкой перепуска отработавших газов. Смазочная система: подача по масляному насосу с тарельчатым регулятором давления и масляными каналами для подшипников коленчатого вала. Система охлаждения: закрытого типа с термостатом и электрическими вентиляторами.

Предварительная организация работ
Подготовка рабочего места и инструмента производится: освещение‚ подъемник‚ стенд для двигателя‚ комплект специнструмента‚ чистая упаковка деталей.
Подготовка рабочего места и инструментов
Организация рабочего места производится с выделением зоны для демонтажа и зоны для сборки. Пол покрывается антикоррозионным ковриком. Освещение направленное устанавливается над рабочей зоной. Стол для разборки маркируется по ячейкам. Емкости для крепежа и мелких деталей маркируются по категориям. Стенд для двигателей устанавливается на опорные пластины и закрепляется болтами. Подъемное оборудование калибруется по грузоподъемности двигателя. Инструментальный набор комплектуется динамометрическими ключами‚ набором головок‚ специальными съемниками и оправками. Измерительный комплект включает манометры‚ индикаторы часового типа‚ микрометр и нутромер. Защитные средства присутствуют: перчатки нитриловые‚ очки защитные‚ фартук маслостойкий.
Приемка автомобиля
Фиксация VIN‚ пробега‚ состояния кузова и узлов. Оформление наряда. Запись жалоб и результатов первичного осмотра перед выполнением работ.
Фиксация данных до работ
Регистрация исходных параметров производится с документированием. Вноситься сведения о VIN‚ пробеге‚ дате выпуска и модификации двигателя. Фиксация показаний приборов включает текущие значения давления масла на холостом и рабочем режимах‚ температуры охлаждающей жидкости‚ давления топлива на рампе‚ статические и динамические параметры турбонаддува. Запись кодов неисправностей и сохранение снимков экрана проводимых тестов выполняется в электронный журнал. Фиксация состояния внешних компонентов оформляется фотографиями: навесные агрегаты‚ шланги‚ патрубки‚ электропроводка. Отметка о наличии следов ремонта и внешних повреждений вносится в акт приема. Фиксация объёма масла и уровня охлаждающей жидкости производится с указанием марки и даты замера. Контрольные метки на корпусах и соединениях отмечаются перед демонтажем. Артикулы применяемых запчастей указываются в спецификации.
Диагностика силового агрегата
Визуальный осмотр двигателя проведён. Фиксация внешних повреждений и течей. Сбор первоначальных данных для последующей диагностики.
Проведение визуального осмотра
Визуальный осмотр двигателя BMW M3 F80 3.0 R6 Twin Turbo 460 л.с. (2016–2018) выполнен в составе первичной диагностики. Осмотр охватывает корпус двигателя‚ турбокомпоненты‚ система впуска‚ выпускной тракт и магистрали смазки. Фиксация внешних течей топлива‚ масла и охлаждающей жидкости проводится с указанием мест и интенсивности утечек. Оценка состояния шлангов‚ хомутов и соединений производится на предмет трещин‚ разрывов и ослабления креплений. Визуальная проверка состояния ремней и роликов включает выявление износа и деформаций. Осмотр электрических разъемов и датчиков предполагает фиксацию коррозии и повреждений изоляции. Осмотр топливных форсунок и их креплений оформляется с указанием следов подтекания и нагара. Оценка посадочных поверхностей коллектора и ГБЦ проводится на наличие трещин и пайки. Фиксация результатов оформляется в отчет с фотографиями и кодами мест обнаружения дефектов‚ для последующей дефектовки и планирования восстановительных операций.
Электронная диагностика
Считывание кодов неисправностей производится через диагностический интерфейс. Анализ параметров двигателя выполняется по логам и живым данным датчиков.
Оценка состояния компрессии
Измерение компрессии выполняется цилиндр по цилиндру. Фиксация показаний в протокол. Сравнение с нормативом. Отклонения документируются.
Измерение компрессии по цилиндрам
Подготовка двигателя к измерению компрессии выполняется через отключение системы зажигания и впрыска топлива. Снятие свечей зажигания производится для обеспечения доступа к камерам сгорания. Применение манометра компрессии с адаптером‚ соответствующим резьбе свечей‚ обеспечивается для замера. Проворачивание коленчатого вала осуществляется стартером при отключенном питании топливной системы и зажигании. Замеры фиксируются по каждому цилиндру в единицах давления. Сравнение результатов выполняется с опорными значениями производителя. Зафиксированные отклонения от нормативов сопровождаются подробной записью‚ указывающей цилиндр‚ измеренное значение и разницу относительно нормы. При выявлении разброса более допустимого значения выполняется дальнейшая диагностика цилиндропоршневой группы и клапанного механизма. Запись данных включается в отчет по приемке и диагностике.
Оценка системы смазки
Измерение давления масла при рабочем режиме. Замеры проводятся на горячем двигателе. Фиксация показаний и выявление утечек выполняется документально.
Измерение давления масла в рабочем режиме
Подготовка испытательного стенда производится для измерений. Подключение манометра к магистрали давления выполняется через штатный фитинг или переходник‚ исключая утечки. Запуск двигателя осуществляется на прогретом состоянии до рабочей температуры масла. Фиксация оборотов и нагрузок производится в режиме холостого хода и при фиксированных оборотах 2000 об/мин. Регистрация показаний давления осуществляется при холодном и прогретом состоянии‚ а также после выключения системы турбонаддува. Сравнение измеренных значений производится с нормативными данными производителя. Анализ отклонений включает оценку работоспособности масляного насоса‚ наличия забоев в магистралях‚ износа вкладышей и состояния масляного фильтра. Результаты документируются с указанием времени‚ температуры и оборотов.

Принятие решения о демонтаже
Критерии демонтажа сформированы по результатам диагностики: компрессия‚ давление масла‚ визуальные дефекты. Решение документируется и фиксируется.
Критерии для перехода к снятию двигателя
Фиксация результатов диагностики с указанием кодов ошибок и измеренных параметров‚ при которых продолжение эксплуатации признано опасным для агрегата. Измерение компрессии с фиксированием отклонений более 20% между цилиндрами как основание к демонтажу. Регистрация давления масла в рабочем режиме с показателями ниже установленных нормативов производителя при повышенных оборотах. Наличие механических повреждений головки блока или блока цилиндров‚ обнаруженных при визуальном осмотре‚ с указанием мест и характера дефектов. Наличие посторонних включений в масле или металлической стружки в фильтре‚ указывающих на внутреннее разрушение. Фиксация несоосности коленчатого вала‚ задира стенок цилиндров или задиров поршней. Отказ систем турбонаддува‚ сопровождающийся потерей компрессии и повышенным потреблением масла‚ при одновременном обнаружении утечек. Результаты ЭБУ-диагностики с ошибками‚ подтверждающими нарушения механики‚ при отсутствии возможности коррекции через программные адаптации. Включение в отчет критериев‚ при которых демонтаж признается обязательным.

Снятие двигателя
Операция по снятию двигателя BMW M3 F80 3.0 R6 Twin Turbo проводится по последовательности: отсоединение коммуникаций‚ маркировка‚ демонтаж навесных агрегатов.
Последовательность демонтажа и маркировка узлов
Фиксация общего состояния автомобиля производится перед демонтажем. Запись VIN‚ показания одометра и визуальная фиксация утечек. Отключение аккумуляторной батареи и снятие внешних потребителей. Слив рабочих жидкостей с маркировкой емкостей. Демонтаж навесного оборудования с последовательной нумерацией креплений и прокладок. Отсоединение проводки и магистралей с применением маркированных пломб. Снятие выхлопной системы по этапам с маркировкой фланцев и болтов. Подвеска двигателя посредством траверсы и центровка по опорным точкам. Ослабление и удаление креплений коробки передач. Извлечение двигателя с маркировкой положения кронштейнов и компенсаторов. Упаковка узлов в промаркированные контейнеры с перечнем содержимого. Фиксация брака на сопроводительной ведомости.
Разборка силового агрегата
Демонтаж узлов производится по очередности. Маркировка компонентов выполняется. Фиксация положения коленвала и распредвалов производится перед разборкой.
Методика разборки блоков и головок
Подготовка оборудования и рабочей зоны выполняется для исключения загрязнений. Демонтаж навесных агрегатов проводится поэтапно с маркировкой креплений и коммуникаций. Снятие крышек и трубопроводов производится при зафиксированных положениях валов. Головки снимаются после отворачивания крепёжных болтов по заданной очередности‚ последовательность снятия фиксируется в отчёте. Блоки разбираются на стенде с использованием съёмников и мягких прокладок для предотвращения деформаций. Компоненты группируются по зонам и маркируются по цилиндрам. Поршни извлекаются со шатунами с контролем износа пальцев и замковых элементов. Поверхности плоскостей очищаются без применения абразивных средств. Фиксация дефектов производится фотографированием и измерениями. Результаты разборки вносятся в таблицу с указанием размеров‚ зазоров и состояния резьбовых соединений.
Дефектовка компонентов
Осмотр узлов выполнен. Дефекты фиксированы в акте. Измерения износа‚ микротрещин‚ задиров произведены. Результаты внесены в таблицу.

Шлифовка и расточка
Шлифование коленвала и расточка цилиндров выполняются в специализированном оборудовании. Контроль за допусками проводится по таблицам изготовителя.
Регламент обработки коленчатого вала и цилиндров
Определение объёма работ производится на основе дефектовки. Замеры биения и овальности коленвала фиксируются измерительными приборами. Шлифовка коленвала выполняется на специализированном оборудовании с контрольной точностью до 0‚01 мм. Расточка цилиндров выполняется по установленным допускам производителя‚ при этом контроль диаметра проводится в трёх плоскостях по длине гильзы. Применение хонинга разрешено для восстановления шероховатости поверхности без изменения геометрии. Приведение поверхностей к чистоте класса‚ указанного в паспорте изделия‚ фиксируется протоколом. После механической обработки балансировка коленчатого вала производится на балансировочном станке. При выявлении износа за пределами ремонтных размеров производится изготовление или подбор ремонтных вкладышей и гильз увеличенного размера. Контроль масляных каналов и устранение окалины входит в технологическую карту. Испытание на герметичность и окончательная поверка размеров выполняются перед сборкой.
Замена поршней и колец
Подбор поршневых комплектов по коду двигателя. Установка новых поршней и колец с контролем зазоров. Притирка канавок и проверка люфтов.
Подбор и установка новых поршневых комплектов
Подбор поршневых комплектов производится на основании размеров цилиндров после расточки и фактических измерений посадочных мест. Включение в спецификацию номеров и допусков обязательное. Подбор колец осуществляется по внутреннему диаметру цилиндра и зазорам поршневого пальца. Материалы комплектов указывать по каталожным обозначениям производителя. Совместимость поршней с конструкцией шатунно-поршневой группы подтверждается паспортными данными.
Установка поршней производится после очистки канавок и обработки фасок. Смазка рабочей поверхности маслом моторным допускается; применение герметиков не предусмотрено. Пальцы запрессовываются подогревом или методом холодной посадки согласно чертежам. Контроль при сборке производится путем измерения бокового люфта и кольцевых зазоров. Заполнение протоков маслом проводится перед окончательной сборкой.
Замена вкладышей коренных и шатунных
Вкладыши заменяются по результатам дефектовки. Измерение зазоров производится микрометром и щупами. Контроль крутящего момента выполняется по каталогу.
Контроль за подбора посадочных зазоров
Определение соответствия посадочных зазоров выполнено по заводским допускам для двигателя BMW M3 F80 3.0 R6 Twin Turbo 460 л.с. (2016–2018). Измерение радиальных и осевых зазоров производится микрометром и щупом с протоколом фиксации. Замеры вкладышей выполняются при комнатной температуре на калиброванной поверхности. Выбор посадочных пар осуществляется по паспорту деталей с учетом сварочного и ремонтного объема блока. Применение корректировочных прокладок фиксируется. Контроль натяга колец и поршневой посадки проводится при симметричном расположении деталей в расточке; Степень износа шейки коленвала определяется по отклонению от базовой величины и отражается в журнале. Сборочные зазоры после замены измеряются повторно. Отчётность включает значения до и после работ‚ номер детали‚ инструментального калибра и подпись ответственного лица.
Восстановление головки блока цилиндров
Демонтаж ГБЦ выполнен. Промывка каналов произведена. Плоскость подвергнута шлифовке. Направляющие и седла подлежат замене при износе.
Ремонт и замена элементов ГБЦ‚ проверка седел и направляющих
Демонтаж головки блока производится по регламенту для обеспечения доступа к седлам клапанов и направляющим. Осмотр седел выполняется с измерением глубины посадки‚ угловой развёртки и наличия выкрашиваний. Замеры направляющих включают внутренний диаметр‚ биение и износ по длине. Ремонт клапанных седел предусматривает проточку под восстановительный профиль с контролем контакта по зеркалу седла. Направляющие подвергаются расточке с последующей установкой ремонтных компонентов или заменой. Проверка герметичности клапанов осуществляется методом опрессовки камер сгорания. Контроль за балансом проводится после завершающих операций. Заполнение отчёта о выполненных работах производится с фиксацией размеров до и после вмешательства‚ материалов и допусков.
Сборка двигателя
Сборка двигателя производится по этапам: установка коленвала‚ постановка вкладышей‚ монтаж поршней с кольцами‚ установка ГБЦ‚ затяжка по моментам.
Контрольные операции при сборке и последовательность сборочных этапов
Подготовка деталей к монтажу производится согласно технической карте. Чистота и сохранность поверхностей контролируются визуально и инструментально. Уплотнения наносятся согласно допускам производителя. Шпильки и болты оцениваются по износу; заменяются при превышении лимита эксплуатации. Установление коленчатого вала производится с применением приспособлений для центровки. Подбор вкладышей выполняется по измеренным наружным диаметрам и картерной базовой плоскости. Поршневые кольца раскладываются по цилиндрам в соответствии с маркировкой; зазоры измеряются щупом. Моменты затяжки болтов коленвала и ГБЦ фиксируются динамометрическим ключом в протокол. Распределительные валы устанавливаются по фазировочным меткам; фиксация производится штифтами. Смазка точек трения наносится дозатором. Сборка масляного аппарата производится с проверкой проточной производительности. Клапанный механизм собирается с регулировкой зазоров при температуре‚ указанной в регламенте. Балансировка сборочных узлов выполняется на стенде. Контрольные обкаты производяться в стендовых условиях с фиксацией параметров давления масла и компрессии. Привод навесных агрегатов устанавливается по натяжению ремня и фиксируется при рабочем вращении коленвала. Протоколирование всех операций ведется в электронном журнале с указанием применённых норм и серийных номеров деталей.

Установка двигателя в автомобиль
Установка двигателя производится на подъемнике. Выравнивание силового агрегата. Крепление болтов по моментам. Подключение коммуникаций и проверка стыков.
Выравнивание‚ крепление и подключение коммуникаций
Выравнивание двигателя при установке производится по технологическим рискам и опорам кузова. Центровка опор выполняется посредством измерительных пластин и шаблонов. Контроль вертикального и поперечного положения осуществляется съемными индикаторами; отклонения фиксируются в акте. Крепление болтовых соединений производится по заданным моментам и последовательности‚ указанным в спецификации. Фиксация шпилек и гаек предусматривает использование новых крепежных элементов при наличии дефектов. Подключение топливных‚ масляных и охлаждающих магистралей выполняется по маркировке и порядку соединений. Электропроводка подключается по схемам‚ где каждый контакт сверяется по цветовой кодировке и назначению; контакты подлежат обработке противокоррозийными составами перед сборкой. Соединения вакуумных трубок и вентиляции картерных газов устанавливаются с применением новых хомутов. Подключение датчиков выполняется с применением уплотнений и фиксирующих элементов; проводка укладывается в гофрированные каналы с защитой от трения. Испытание герметичности коммуникаций проводится до окончательной затяжки декоративных элементов; результаты фиксируются в журнале работ.
Запуск и обкатка
Запуск двигателя производится после сборки. Контроль давления масла и температуры проводится в динамике. Обкатка выполняется по этапам и протоколу.
Программа прогрева и обкатки нового узла
Программа прогрева и обкатки двигателя BMW M3 F80 3.0 R6 Twin Turbo 460 л.с. (2016–2018) включает поэтапные процедуры для формирования рабочего состояния компонентов. Первичный прогрев выполняется при холодном двигателе на холостом ходу до достижения рабочего температурного режима охлаждающей жидкости и масла. После достижения температурной стабильности предусматривается переменная нагрузка в диапазоне оборотов с плавным увеличением до среднерабочих значений‚ исключая повышенные нагрузки и длительные высокие обороты. Период обкатки в реальном режиме эксплуатации распределяется на километраж с постепенным увеличением интервалов нагрузки и скоростей. Контроль параметров давления масла и температуры производится непрерывно. Регистрация данных производится в журнале обслуживания для последующего анализа. Финальная проверка включает повторную оценку компрессии и давления масла в прогретом состоянии‚ фиксация расхождений с нормативами и оформление акта выполнения работ.
Настройка систем и программное обеспечение
Настройка ECU производится с адаптацией топливных карт и коррекцией углов зажигания. Калибровка датчиков выполнена после обкатки.
Калибровка датчиков и адаптация ECU
Калибровка датчиков производится после сборки и установки двигателя для восстановления корректных сигналов управляющей системе. Считывание базовых параметров выполняется при холодном моторе‚ затем производится последовательный прогрев до рабочей температуры для фиксации динамических изменений. Калибровка датчиков массового расхода воздуха‚ положения коленвала и распредвала‚ датчика абсолютного давления в коллекторе и температуры охлаждающей жидкости выполняеться с использованием специализированного диагностического оборудования.
Адаптация ECU осуществляется после завершения всех механических операций и окончательной проверки электрических соединений. Загрузка заводских карт и проведение адаптаций топливной системы‚ коррекции холостого хода и параметров турбонаддува выполняется через программный интерфейс. В процессе адаптации регистрируются параметры лямбда-зондов и коррекция подачи топлива производится по обратной связи.
Контроль завершения работ проводится по отсутствию ошибок в блоке управления и стабильности параметров на холостых оборотах и в нагрузочных режимах. Протоколирование выполняемых процедур и сохранение новых адаптационных значений осуществляется в базу данных ремонта.
Контроль качества и итоговая проверка
Проведение итоговых измерений компрессии и давления масла. Фиксация результатов в журнале. Оценка соответствия техническим нормам.
Повторные измерения компрессии и давления масла
Повторные измерения компрессии производятся после сборки двигателя и первичной обкатки. Измерения выполняются при стандартных условиях: температура рабочей жидкости 20–90 °C‚ аккумулятор заряжен‚ система зажигания отключена. Каждое значение фиксируется в журнале с указанием цилиндра‚ показателя в бар или psi и времени снятия показания; Разброс значений между цилиндрами подвергается оценке по нормативам производителя. Допустимое отклонение указывается в техническом регламенте на двигатель.
Измерение давления масла производится в рабочем режиме на холостом ходу и на повышенных оборотах. Давление фиксируется у масляного фильтра и на выходе из масляного насоса. Представление результатов осуществляется в таблице с указанием оборотов‚ давления и температуры масла. Отклонения сопоставляются с паспортными значениями. При выявлении несоответствий выполняется повторная проверка посадочных соединений и фильтрующих элементов. Исправность магистралей подтверждается визуально и инструментально.
Документация по выполненным работам
Оформление отчета: список выполненных операций‚ измерений компрессии и давления масла‚ указание замененных деталей‚ записи по обкатке и настройке ECU.
Оформление отчетов‚ гарантий и рекомендаций по эксплуатации
Оформление документации производится после завершения работ по ремонту двигателя BMW M3 F80 3.0 R6 Twin Turbo 460 л.с. (2016–2018). Включение в отчет диагностических данных: результаты измерений компрессии по цилиндрам‚ показания давления масла в рабочем режиме‚ протоколы электронной диагностики с кодами неисправностей и параметрами в момент снятия. Фиксация перечня заменённых компонентов с указанием артикулов и серийных номеров. Протокол дефектовки с фотографическим подтверждением критичных повреждений и измерений износа. Отчёт содержит перечень выполненных механических операций‚ сроков проведения шлифовки и расточки‚ применённых режимов термообработки. Гарантийные условия оформляются с указанием срока гарантии на выполненные работы и на установленные запасные части‚ условий утраты гарантии при нарушении регламентов эксплуатации и при использовании несертифицированных масел или топлива. Рекомендации по эксплуатации включают программу обкатки нового узла с указанием предельных оборотов и нагрузок в первые часы работы‚ интервалов замены масла и фильтров‚ перечня контрольных замеров после обкатки и графика последующих технических осмотров. Документы подписываются уполномоченными представителями сервиса и проставляются печати‚ копии хранятся в базе данных сервиса и выдаются вместе с автомобилем.