
Описание услуги ремонта двигателя BMW M5 G30 4.4 V8 600 л.с. (2017–2023). Перечень операций, объем работ, базовые контрольные параметры.
Цель документа
Определение целей и критериев выполнения ремонтных работ для двигателя BMW M5 G30 4.4 V8 600 л.с. (2017–2023). Установление границ работ, включение диагностических процедур и контрольных измерений. Формирование перечня операций, необходимых для восстановления рабочего состояния силового агрегата: обследование электронных систем, оценка состояния узлов, измерение компрессии и давления масла, демонтаж агрегатов, разборка, дефектовка, механическая обработка деталей, подбор и установка новых поршней, колец и вкладышей, ремонт или замена головки блока цилиндров, последующая обкатка и наладка. Уточнение критериев приемки выполненных работ и перечня документации, подлежащей оформлению после завершения ремонта.
Область применения
Применение услуги ограничено двигателями BMW M5 G30 4.4 V8 600 л.с. (2017–2023). Обслуживание и ремонт высокого технического уровня.
Модель двигателя и годы выпуска
Идентификация двигателя выполнена по обозначению: BMW S63B44TB0/1. Модификация V8 4.4 с двойным турбонаддувом. Наработка и конструктивные особенности учтены при планировании работ. Выпуск двигателя обозначен периодом 2017–2023 годов. Компоновка с системой прямого впрыска топлива и комбинированной системой управления фаз газораспределения предусмотрена заводом-изготовителем. Серийные номерные диапазоны и коды мотора фиксируются в документации автомобиля. Применяемые эксплуатационные режимы и заявленная мощность 600 л.с. учитываются при выборе методик диагностики и при расчете допустимых допусков на восстановление деталей.
Общие требования к безопасности
Защита персонала обеспечивается средствами индивидуальной защиты. Отключение питания и изоляция высокого напряжения выполняются перед работами.
Организация рабочего места
Освобождение зоны ремонтного бокса. Обеспечение ровной опорной поверхности для подъемника и стенда двигателя. Размещение грузоподъемного оборудования с паспортами и калибровкой в зоне доступа. Маркировка мест для хранения крупных агрегатов и узлов. Разделение зон на грязную и чистую. Применение защитных покрытий на рабочей поверхности и на полу. Организация вытяжной вентиляции над рабочим местом. Оснащение освещением с цветовой температурой 5000 К и освещенностью не ниже 1000 лк. Размещение инструментов по группам с маркировкой. Подготовка контейнеров для отходов и металла. Обеспечение электрощита с защитой от перегрузки и УЗО. Наличие пожарного инвентаря и журнала учета. Выделение места для хранения документации и спецификаций.
Необходимое оборудование и инструменты
Перечень оборудования: гидравлический подъемник, стенд для шлифовки, компрессометр, манометр масла, динамометр, набор спецключей, торцевых головок.
Перечень специализированного оборудования
Диагностический сканер с поддержкой протоколов производителя и возможностью записи параметров для последующего анализа. Компрессометр с адаптированными переходниками для непосредственного измерения давления в камерах сгорания. Манометр для измерения давления масла с набором адаптеров и термостойкими шлангами. Стенд для прогонки двигателя или имитации рабочих режимов с регулируемыми оборотами. Подъемник моторный и траверса с фиксаторами для безопасного снятия агрегата. Пресс гидравлический с набором оправок для демонтажа и сборки вкладышей и поршней. Шлифовальный станок для обработки коленчатого вала с цифровым контролем точности. Расточной станок для блока цилиндров с контролем овальности и параллельности. Балансировочный станок для коленвала и маховика. Вертикально-фрезерный станок для правки и плоскостности головки блока. Набор калибровочных щупов и микрометров для контрольных измерений. Тепловизор и стенд для проверки систем охлаждения и утечек. Установка для ультразвуковой очистки деталей. Контроллер углов газораспределения и измеритель натягов цепей или ремней ГРМ. Специальные инструменты производителя для снятия клапанных направляющих и установки маслосъемных колпачков. Комплект динамометрических ключей с таблицей моментов для критических соединений. Сборочные оправки и шаблоны для гарантированного совмещения при установке коленвала и ГБЦ. Оборудование для контроля микротрещин и дефектоскопия магнитопорошковая и капиллярная.

Материалы и запасные части
Перечисление компонентов: поршни, кольца, вкладыши, сальники, болты ГБЦ, прокладки, фильтры, масло моторное, герметик, болты крепления.
Стандартизированные запчасти и расходники
Перечень запасных частей для ремонта двигателя BMW M5 G30 4.4 V8 600 л.с. (2017–2023) включает комплект поршней с кольцами по номиналу и ремонтным размерам, комплект шатунных вкладышей верхних и нижних в нескольких классах, коренные вкладыши с указанием допусков, комплект прокладок ГБЦ из термостойкого материала, головные болты с контролируемым моментом затяжки, уплотнители масляных каналов и сальники коленвала по заводским размерам.
Запасные расходные элементы содержат масляные фильтры оригинального типа, воздушные фильтрующие элементы по каталожному номеру, топливные фильтры высокого давления и насосные уплотнения, свечи зажигания рекомендуемого теплообмена для этого мотора, ремкомплекты клапанных направляющих при обнаружении износа, смазочные материалы класса и вязкости по спецификации производителя, герметики для финишной сборки цилиндров и резьбовые фиксаторы с указанными моментами сцепления.
Поставки должны сопровождаться сертификатами соответствия и маркировкой производителя. Хранение расходников организовываться в условиях, исключающих загрязнение и деформацию. Маркировка партий и ведение актов приемки обеспечивать прослеживаемость применённых деталей при оформлении отчётной документации.

Подготовительные мероприятия
Освобождение рабочего пространства. Демонтаж внешних узлов. Изоляция электроники. Маркировка соединений. Подготовка подъемного оборудования.
Снятие электронных модулей и аккумулятора
Последовательность работ описана документированно. Отключение аккумулятора производится для исключения подачи питания на электронные блоки при демонтаже. Клеммы освобождаются от коррозии и загрязнений перед отключением. Снять питание выполняется после вывода ключа зажигания из положения контакта и установки электрического выключателя сервисного режима, если предусмотрено конструкцией. Элементы крепления модулей идентифицируются по схемам и каталогам. Разъёмы маркируются для обеспечения корректного последующего подключения. Фиксация проводки обеспечивается средствами изоляции и стяжками при демонтаже. Электронные блоки извлекаются с сохранением монтажных прокладок и уплотнений. Металлические поверхности контактных площадок очищаются абразивом мелкой зернистости и обезжириванием органическим растворителем перед повторной установкой. Установленные детали укладываются на антистатическое покрытие и маркируются по порядковым номерам для идентификации в ходе ремонта.
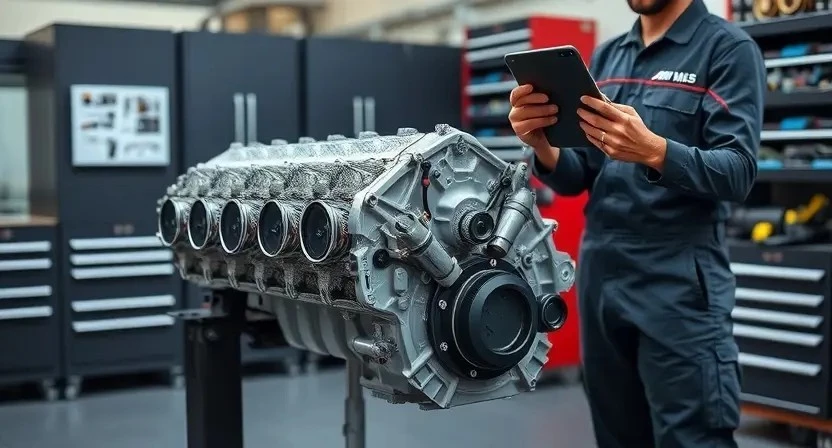
Диагностика электроники и систем управления
Сканирование блоков управления выполняется. Считывание кодов ошибок. Анализ параметров датчиков и актуаторов производится по рабочим графикам.
Сканирование ошибок и анализ параметров
Подключение диагностического оборудования производится к разъему OBD. Сканирование выполняется с использованием заводских протоколов. Считывание кодов ошибок производится по всем блокам управления: DME, TCU, ABS, AIRBAG, FRM, CAS. Полученные коды фиксируются в отчете с указанием идентификатора и текста. Анализ параметров выполняется в режиме реального времени. Снятие логов производится при холодном и рабочем режимах двигателя. Контроль адаптаций проводится по значениям топливных коррекций, фаз газораспределения, давления топлива, температуры выхлопных газов и давления наддува. Диагностические параметры сравниваются с нормативами производителя. Отклонения документируются с указанием величины и возможного влияния на работоспособность агрегата. Завершение сканирования сопровождается формированием перечня требуемых дальнейших измерений и испытаний.
Оценка состояния двигателя по внешним признакам
Визуальный осмотр корпуса и подключения. Фиксация следов вытеков, коррозии, трещин. Оценка состояния ремней и шлангов.
Визуальный и осязательный осмотр
Визуальный осмотр корпуса двигателя проводится для выявления следов течей масла и охлаждающей жидкости, деформаций внешних крышек и трещин литых поверхностей. Осязательный анализ уплотнений и прокладок проводится для определения уплотняющих нарушений и утраты эластичности. Осмотр кожуха и впускной системы выполняется для выявления масляных отложений и нагара. Проверка состояния шлангов и трубопроводов производится на присутствие жесткости, трещин и расслоения. Визуальная оценка крепежа и резьбовых соединений направлена на обнаружение повреждений, сорванной резьбы и недостаточного момента затяжки.
Осмотр электронных разъемов и проводки производится для обнаружения ожогов, коррозии и повреждений изоляции. Тактильная проверка подшипниковых крышек и болтов коленвала направлена на выявление люфтов и неоднородности посадки. Оценка состояния демпфера коленчатого вала проводится путем осязательного контроля на наличие смещений слоев и дефектов материала. Результаты осмотра фиксируются в протоколе с указанием мест и характера дефектов.
Измерение компрессии
Проведение замеров компрессии производится по цилиндрам. Присоединение компрессометра, прокрутка стартером, фиксация значений, сравнение с нормой.
Порядок проведения замера и критерии оценки
Подготовка двигателя к измерению компрессии производится с отключением системы зажигания и снятием топливной подачи. Прогрев проводиться до рабочей температуры, после чего выполняется фиксирование показаний при нескольких полномсбрасываниях после выключения стартера. Измерение производится манометрическим прибором с диапазоном, соответствующим паспортным данным. Результаты снимаются для каждого цилиндра по отдельности с указанием максимального и минимального значения. Критерии оценки включают соответствие паспортным параметрам, межцилиндровое отклонение и падение давления при прокрутке. Отклонение от нормы выше установленного допуска считается основанием для дальнейшей диагностики и демонтажа компонентов.

Измерение давления масла
Измерение давления масла производится манометром на холодном и рабочем режимах. Регистрировать значения по цилиндровым контурам и температуре масла.
Контроль давления в разных режимах работы
Определение параметров давления масла производится с целью оценки работоспособности смазочной системы. Измерения выполняются на холодном двигателе при запуске, на рабочей температуре на холостых оборотах и под нагрузкой при фиксированных оборотах. Для снятия показаний применяется манометр высокого давления с присоединением к штатному штуцеру или установленному переходнику. Регистрация значений выполняется в динамике с фиксацией минимального и максимального давления. Сопоставление с нормативными значениями фазы проверки производится по таблице завода-изготовителя. При отклонениях выполняется проверка масляного насоса, фильтра, масляных каналов и пар трения. Диагностическая карта содержит результаты измерений, выявленные дефекты, рекомендации по восстановительным операциям и перечень необходимых запчастей для последующего ремонта.
Снятие двигателя с опор и снятие агрегатов
Демонтаж двигателя производится с применением подъемного оборудования. Отсоединение агрегатов, маркировка жгутов, фиксация креплений перед снятием.
Пошаговая последовательность демонтажа
Отключение аккумуляторной системы и снятие клемм. Электронные блоки управления извлечены и маркированы для дальнейшей транспортировки. Сброс топливного давления выполнен через сервисный порт. Слив рабочих жидкостей произведен в закрытые емкости с маркировкой. Демонтаж впускной и выпускной систем проведен с пометкой последовательности креплений. Снятие навесных агрегатов оформлено актом и фотографической фиксацией. Отсоединение магистралей и жгутов выполнено с применением защитных заглушек. Снятие элементов крепления двигателя к опорам произведено по моментам затяжки, указанных в регламенте. Вывешивание двигателя на стреле крановой производится с применением сертифицированных строп и балансировочных траверс. Демонтаж силового агрегата с рамы оформлен протоколом и маркировкой для транспортировки в ремонтную зону.
Разборка силового агрегата
Демонтаж двигателя производится поэтапно. Снятие навесного оборудования, выпускной системы, коробки. Блок и коленвал подготовлены к разборке.
Последовательность демонтажа внутренних компонентов
Подготовка к демонтажу выполняется с фиксацией маркировки и нанесением идентификаторов на узлы. Слив рабочих жидкостей и удаление остатков производится с применением емкостей для утилизации. Снятие навесного оборудования осуществляется по этапе: пластиковые кожухи, системы впуска, магистрали топливной системы. Крепежи выпускного коллектора и турбин демонтируются с фиксацией момента отворачивания и маркировкой болтов. Сборочные элементы крышек коренных подшипников разбираются по порядку с применением специнструмента. Поршневые сборки извлекаются через демонтаж крышек шатунов с хранением вкладышей по цилиндрам. Вал распределительный удаляется после ослабления привода ГРМ с контролем положения фаз. Блок смещается на стенд для последующей разборки головки блока. Манипуляции протоколируються, каждому этапу присваивается контрольная запись.
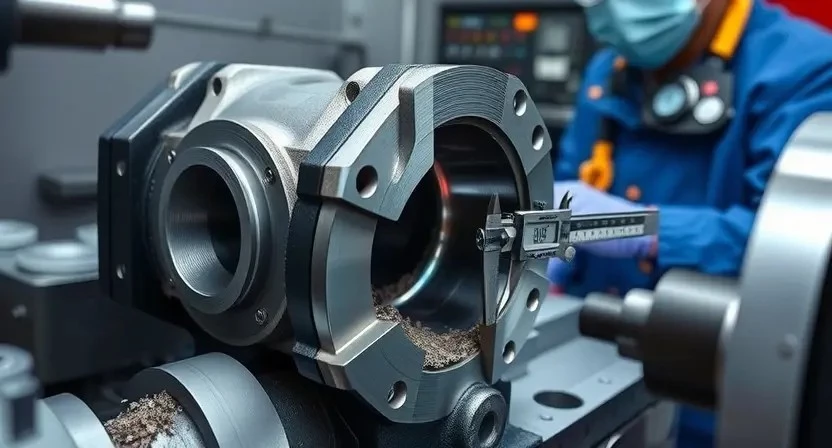
Дефектовка деталей
Визуальный осмотр деталей проводиться с применением микрометра, щупов и зеркал. Замеры износа фиксируются в протоколе для последующей оценки.
Методы определения износа и повреждений
Визуальный осмотр производится при очищенных поверхностях для выявления трещин, раковин, коррозии, выкрашивания металла. Замеры геометрии выполняются с использованием микрометра, штангенциркуля, индикаторов для определения износа юбок поршней, канавок под кольца, овальности цилиндров. Неработоспособность вкладышей фиксируется при наличии задиров, выкрашиваний, изменения масляного зазора. Уплотняющие поверхности оцениваются по следам утечек и деформации.
Контроль шероховатости производится с помощью поверхностного профилометра. Наличие перегрева фиксируется по изменению цвета металла и отпечаткам на сопрягаемых деталях. Электрический контроль катушки зажигания и форсунок проводится мультиметром и осциллографом для выявления аномалий в импульсах. Притирка клапанов оценивается по контакту седла и по наличию непропорционального износа.
Гидравлические элементы проверяются под давлением. Измерение давления масла выполняется штатным манометром на холостом ходе и под нагрузкой для определения деградации масляного насоса или каналов. Измерение компрессии проводится манометром цилиндра с предварительным продувом и прокруткой стартером для получения стабильного пика. Анализ результатов сопоставляется с заводскими допусками и документируется в отчете о дефектации.
Шлифовка коленчатого вала и расточка блока
Шлифование шеек коленвала с контролем биения. Расточка цилиндров по измеренным допускам. Протокол измерений прилагается.
Параметры обработки и допуски
Определение технических параметров обработки цилиндров и коленчатого вала выполнено в документированной форме. Указаны номинальные размеры, предельные износы и ремонтные размеры для блока цилиндров, поршней и шатунных вкладышей. Шлифовка коленвала проводится с контрольным допуском по диаметру шейки в мм с шагом измерений после каждого прохода обработки. Расточка блока обозначена с глубиной съёма металла и максимально допустимым биением гнезд. Указана степень обработки поверхностей и предельный износ фасок, торцов и седел клапанов. Контрольный перечень измерений включён в протокол.
Подбор и установка вкладышей
Подбор производится по диаметру шейки и классу износа. Установка осуществляется с контролем масляного зазора и моментом затяжки шатунных болтов.
Критерии выбора и степень натяга
Выбор вкладышей базируется на измерениях посадочных поверхностей коленчатого вала и крышек коренных подшипников. Измерение производится микрометром и нутромером, результаты сводятся в таблицу с указанием диаметров и износов. Подбор размера вкладышей осуществляется по величине допустимого зазора, указанной в технической документации производителя двигателя. Степень натяга определяется расчетом рабочего зазора между вкладышем и шейкой в условиях температуры эксплуатации. Контрольные значения сравниваются с допусками; при превышении пределов производится подбор комплектов вкладок меньшего размера или расточка вкладыша. Монтаж производится с использованием калиброванных моментов затяжки крышек и последовательности установки по схеме производителя. После установки выполняется измерение масляного давления для верификации гидродинамического зазора.
Замена поршней и поршневых колец
Подготовка поршней по размерам. Подбор колец по диаметру и компрессии. Притирка канавок. Установка с контролем зазоров и ориентации.
Подбор размеров и порядок установки
Подбор поршней и колец производится по замерам цилиндров после расточки. Измерение внутреннего диаметра выполняется микрометром и индикатором; результат фиксируется в протоколе. Выбор поршневого размера определяется по допуску блока и устаревшим параметрам лишь при отсутствии паспортных данных. Установка вкладышей соответствует диаметру шейки коленвала и маркировке материала; контроль натяга выполняеться калиброванным щупом. Монтаж поршневых колец производится с учетом взаимного поворота зазоров, положение замка фиксируется. Обработка поверхностей шейки и гильз допускается только после заключения дефектовки. Окончательная сборка проводится по моментам затяжки, указанным в каталоге.

Работа с головкой блока цилиндров
Разборка ГБЦ выполнена. Дефектовка клапанов и сёдел произведена. Правка поверхности и замер плоскостности выполнены. Сборка по заданным допускам.
Разборка, дефектовка и правка ГБЦ
Демонтаж головки блока цилиндров производится после отсоединения всех коммуникаций, снятия коллектора и привода ГРМ. Детали маркируются для восстановления исходной сборки. Контроль прилегания производится путем установки поверочной плиты и индикатора; зазоры седел фиксируются микрометром. Проверка трещин выполняется методом капиллярной дефектоскопии или ультразвука; результаты документируются. Плоскость головки измеряется рихтомером; превышение допусков ведёт к расточке. Наплавка повреждений допускается при подтверждённой совместимости наплавляемого материала с основой. Шлифовка проводится по установленным допускам; контроль шероховатости выполняется профилометром. Клапанные направляющие заменяются при износе, превышающем предельные значения. Сборка после правки производится с применением новых уплотнителей; крутящий момент болтов фиксируется в протоколе.
Установка и регулировка газораспределительного механизма
Установка валов выполняется по меткам. Регулировка фаз производится измерением. Зазоры клапанов устанавливаются в заданные допуски.
Контроль фаз и зазоров клапанов
Определение взаимного положения распределительных валов осуществляется перед регулировкой зазоров. Установка меток совместно с фиксацией коленвала производится для обеспечения повторяемости положения. Показания фаз считываются диагностическим оборудованием с интерфейсом, используемым для конкретной модели двигателя. Снимать показания при выключенном зажигании запрещено, поэтому питание схем обеспечивается от внешнего источника при демонтаже электронных модулей. Замеры зазоров выполняются индикатором с микрометрическим точным считыванием. Значения сравниваются с табличными нормами производителя, погрешность допускается в пределах изготовительских допусков. Регулирование зазоров производится методом замены регулировочных шайб или смены толкателей в зависимости от конструкции привода клапанов. После регулирования контрольный прогон привода выполняется на холостом ходу с фиксацией параметров. Запись результатов в отчет производится с указанием исходных и конечных величин, инструмента и примененных деталей.
Сборка двигателя и контрольные операции
Сборка выполнена по чертежам. Контроль крутящего момента болтов, осевой люфт, проходы каналов, проверка герметичности систем. Запись параметров.
Очередность сборки и проверочные измерения
Сборка двигателя выполняется по этапам, назначаемым технологической картой. Первичный этап ⏤ установка коленчатого вала в опоры с применением микрометра и индикатора часового типа для контроля биения. Далее производится подбор и монтаж коренных вкладышей с контролем масляного зазора щупом. Затем производится установка шатунов и поршней со снятием размеров поршневых шеек и шатунных болтов, момент затяжки фиксируется динамометрическим ключом.
Головка блока устанавливается с новой прокладкой. Контроль плоскостности выполняется щупом и поверочной плитой. Регулировка газораспределения производится по меткам коленвала и распредвалов, фазирование фиксируется индикатором. Контроль компрессии и давления масла проводится после завершения сборки. Протокол измерений оформляется с указанием допусков и фактических значений.

Обкатка и настройка после ремонта
Обкатка проводится по этапам: холостая работа, ступенчатая нагрузка, контроль давления масла и температур, фиксация параметров в протоколе.
Режимы обкатки и проверка рабочих параметров
Обкатка двигателя производится в несколько этапов. Первый этап ⏤ запуск на холостом ходу в режиме прогрева до рабочей температуры охлаждающей жидкости. Второй этап ⏤ ступенчатое увеличение нагрузки с выдержкой на каждом режиме оборотов; длительность каждого режима фиксируется. Третий этап ⏤ эксплуатация при переменных нагрузках в условиях городской и загородной трассы с контролем параметров. Контроль параметров осуществляется измерением давления масла, температуры масла и охлаждающей жидкости, показателей кислородных датчиков, давления наддува и расхода топлива.
Запись параметров производится диагностическим сканером с последующим анализом. При отклонениях по давлению масла или температуре выполняется дополнительная проверка масляной системы и термостатического узла. Параметры компрессии проверяются после завершения обкатки. Отказ от обкатки влияет на ресурс компонентов.
Документация и передача автомобиля
Составление отчета о выполненных работах. Перечень замененных деталей и использованных материалов. Фиксация контрольных измерений и результатов обкатки. Гарантийные условия и сроки обслуживания оформлены письменно.
Составление отчета о выполненных работах и гарантийные условия
Составление отчета производится после завершения всех операций по ремонту двигателя BMW M5 G30 4.4 V8 600 л.с. (2017–2023). Включение в документ перечня выполненных процедур, измеренных параметров и использованных запасных частей. Фиксация исходных данных: показания приборов до ремонта, результаты диагностики, значения компрессии и давления масла. Отдельной строкой указывать применяемые допуски и нормативы производителя. Отчёт снабжать фотографиями дефектов и этапов работ, привязать к конкретным позициям в спецификации. Указать серийные номера сменённых компонентов и номера партий расходников. Приложение к документу содержать ведомость измерений с указанием методик и используемого оборудования. Гарантийные условия указывать письменно: срок гарантии по видам работ, перечень покрываемых дефектов, исключения и случаи аннулирования обязательств. Условия гарантии сопровождаться требованиями по эксплуатации, регламентом технического обслуживания и ограничениями пробега. Указать порядок подачи претензии и процедуру экспертной оценки состояния двигателя, включая сроки рассмотрения и формат передачи автомобиля для проверки. Документ заверять подписью ответственного лица и печатью организации при наличии.